QCC-SMT降低空焊虚焊不良专案
QCC-SMT降低空焊虚焊不良专案

標準化(九)
成果發表(十)
QCC活动提升了组织气氛和相关技能
这次活动中,成员间齐心协力,分工协作,最终达成目标。 对我们的团队组织气氛有着很大鼓舞同时,这次活动让我 们学到本职工作以外的其它技能,在后续工作中用到更多 的知识去改善身边的质量问题.
掌握了如何利用QCC工具解决问题
此次QCC活动,全体圈员对QCC工具和方法的掌握得到 大幅提高,通过趨勢图.層次圖.甘特圖.鱼骨图等QCC手 法的使用,各种问题能够快速有效分析出来;改进的效 果一目了然。这些工具和方法对后续类似问题的分析起 到重要的指导作用。
法
錫膏活性差
原因分析三层
離線清洗鋼網不乾淨
原因分析四层
作業員訓練不足 印刷少錫.短路 頂PIN佈局不均 印錫不良 印錫整體偏移
焊端氧化.拒焊
新人上線
鋼網變形 回溫/攪拌時間不足 錫膏停放超過30分鐘
要因驗證(二)
序号
原因
确认内容 确认方法 确认标准
确认结果
确认人
是否 根因
完成时间
验证数据
1
人員培訓不足
改善中..
目標線
改善前
改善后
太棒了
目标达成啦!
效果分析確認:
➢ 1月份SMT后流不良率偏高為0.54%, 通過QCC活動-SMT空焊/開 焊專案改善, 統計2月份SMT后流數據不良率0.23%,已 接近指標0.20%,
➢ 3月份SMT后流不良率達到0.16%,已 經超過目標紅線,完成指標。 每週不良數據報表:
團員
姓名
吳旗軍 董正偉 龍新林
陳繼 馬榮英 王東海 黃慶華 賴樹銘
周英 周杰 鍾金水 李偉 周應琪
楊桂英
年資
QCC点焊良率改善提案
9
参数调整不当
参数不当时点焊
现场模拟
与不良样品对比(外观&拉力)
沈鹏
9月23日
点 焊 拉 力 均 OK, 破 两 孔
经模拟小压力、大压 力、小电流、大电流、 短时间、长时间、行 程上限、行程下限, 点焊外观及拉力均 OK,与客诉产品不 一致。
TCO部
4.10 要因确认
NO. 末端因素 确认内容 确认方法 标准 确认人 日期
TCO部
专案名称:点焊良率提升 提案部门:TCO部
提案课别:工程课
改善期限:2014.09.01~2014.10.31
TCO部
专案计划
→ 改善背景 → TCO组装流程说明 → 原因分析 → 确定主要因素 → 制定改善措施 → 改善效果确认 → 制定巩固措施(文件发行)
TCO部
1. 改善背景
2014.09.08LG公司对我司质量投诉:使用我公司制作的TCO, 组装到pack 上后,测试时发现阻值不良;
2.经确认产线有按照 标准处理流程处理;
TCO部
4.6 要因确认
NO. 末端因素 确认内容 使用镍片&TCO铜片脏污产 品点焊 确认方法 标准 确认人 日期
6
镍片&TCO铜片脏污
现场模拟
与不良样品对比(外观&拉力)
沈鹏
9月23日
镍片脏污 拉力 (3.32Kg) OK,破两孔
TCO脏污 拉力 (3.86Kg) OK,破两孔
TCO部
5. 制定改善措施
制作铜台打磨辅助治具块
打磨方式如下:
点焊使用后的铜台
安装打磨治 具在铜台上
用百洁布擦 拭铜台表面
使用无尘布擦拭 铜台表面杂物
QCC改善活动报告

2020/7/16
15
成立 小組
主題 選定
現狀 把握
目標 設定
要因 分析
對策 擬定
效果 確認
標準 化
檢討 總結
改善前
改善後
改善前 達標比率改2善0% 後 達標比改率善8效0%果
平均良率 98.72% 漏失不良總數123PCS SD卡空焊不良58PCS HDMI接口不良34PCS
2020/7/16
平均良率99.7%
时就为活动PIN,在原材加工、 商对设计进行改善.避免使用活动PIN脚
包装运输和打件时只要受到 的设计方案.
外边就会上翘,上翘之后就与 2.我们在打件使用时注意手压方法.避免
PCB不共面.焊锡无法爬上导 手压造成的活动PIN上翘不良.同时注意
致空焊.
炉前确认此活动PIN是否有翘起不良.
锡量不足 造成的空 焊
SM率T責任,不其良數 中5 有6 4天5 超1 过8 999.521 %1 .146天7 是2 低3 于9990.5%13 .平16 均9 4 良率只有98.72%.(数据来源EMS报表) SMT責任不良率 0.56% 0.62% 0.49% 0.09% 0.81% 0.70% 9.86% 0.13% 0.83% 0.94% 0.17% 0.63% 0.88% 0.00% 1.24% 1.40% 1.28% 2.41%
SMT直通良率 99.44% 99.38% 99.51% 99.91% 99.19% 99.30% 90.14% 99.87% 99.17% 99.06% 99.83% 99.37% 99.12% 100.00% 98.76% 98.60% 98.72% 97.59%
SMT直通率目標 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50% 99.50%
SMT制程不良原因及改善对策
SMT制程不良原因及改善对策SMT制程(Surface Mount Technology)是一种常用的电子组装技术,广泛应用于电子产品的制造过程中。
然而,由于各种原因所引起的不良现象在SMT制程中时有发生。
本文将讨论SMT制程不良原因以及改善对策。
1.焊接不良:焊接不良可以导致焊点虚焊、焊接断裂等问题。
常见的原因包括焊接温度不够、焊接时间不足、焊接设备不稳定等。
改善对策包括提高焊接设备的质量和稳定性、增加焊接温度和时间的控制精度等。
2.贴装不良:贴装不良可以导致元件偏移、元件漏贴等问题。
常见的原因包括贴装位置错误、贴装头磨损、胶垫损坏等。
改善对策包括提高贴装机的精度和稳定性、定期更换贴装头和胶垫等。
3.元件损坏:元件在SMT制程中容易受到机械损伤、电静电等因素的影响而受损。
改善对策包括提供合适的防护措施,如使用防静电设备、增加元件存储和运输的保护等。
4.焊盘不良:焊盘不良可以导致焊点接触不良、导致电路连通性问题。
常见的原因包括锡膏质量不佳、焊盘形状不准确等。
改善对策包括使用高质量的锡膏、提高焊盘生产过程的精度等。
5.引脚弯曲:引脚弯曲会导致元件无法正确插入或连接。
常见的原因包括元件存储和运输过程中引脚受到碰撞、搬运过程中的不当操作等。
改善对策包括提供合适的存储和运输保护措施、培训操作人员正确操作等。
改善SMT制程不良有很多对策,下面列举了其中一些常见的:1.提高设备的质量和稳定性:定期对设备进行维护和保养,确保其正常运行和精度稳定。
采用高质量的设备和工具,可大大降低不良率。
2.优化工艺参数:根据产品要求和设备特性,合理的调整焊接温度、焊接时间等工艺参数,以确保焊接效果和质量。
3.加强员工培训:提供必要的培训和指导,使操作人员熟悉SMT制程的原理和操作技巧,减少人为失误和操作不当导致的不良。
4.严格品质管理:建立完善的品质管理体系,包括设备校验、材料检测、过程控制等环节,确保产品质量稳定。
5.提供合适的存储和运输保护:对元件进行正确的存储和运输保护,避免机械损伤、静电损伤等因素导致的元件损坏。
焊接线焊接不良率专项整改(8月份)
焊接不良分析整改 制程不良
P
D
C
A
1. 物料成型不理想因素
可将电阻改为来 料扁脚
问题描述:引脚过长刮板 原因分析:电阻来料为编带,我 们整形为弯角,插件后个别不良 掉到孔内,导致引脚过长,过波 峰挂炉 整改措施:将大功率电阻来料改 为压扁的引脚 责任人: 陶成军 完成日期: 2011.09.30
数作为研究的重点方向。
项目开展计划(P阶段)
P
D
C
A
项目成员各负其责,以周为单位由项目负责人组织项目成员对进度和存在问题 及需协调的资源进行检讨,同时明确下一阶段整改的重点工作
计
项目进度开展内容 7月25 改善思路和方案确定 数据统计与分析,查找 真因 8月7 8月15 8月25 持续细节完善
划
进
焊接不良分析整改 制程不良
P
D
C
A
4. 上道工序制程不良
红胶溢出,覆盖焊盘
原因分析:SMT点红胶过量, 溢出覆盖在焊盘上,影响焊接; 红胶污染焊盘。 整改措施:定期评估钢网印刷 质量,加强PCB清洁管控 责任人: 赵虎 完成日期:立即
红胶污染焊盘,清洗不彻底
焊接不良分析整改 制程不良
P
D
•
• • • •
•
三、漏焊,虚焊,连焊 原因: 1. FLUX活性不够。
•
• • • •
2. 部分焊盘或焊脚氧化严重。
3. 走板方向不对。 4. 锡含量不够,或铜超标;[杂质超标造成锡液熔点(液相线)升高] 5. 链条倾角不合理 6. 波峰不平。
内机焊接不良率整改措施汇总
整改项目
1 2 PCB板设计 3 4 5 1 2 制程不良 3 4
QCC活动改善焊接连焊不良

非要 因
末端因素(7):焊接培训不到位
现场调查:分别对4位检验员与7位焊接操作员针对锡渣连焊认识 进行调查,发现4位检验员对锡渣连焊的产生认识比较深刻,但 由于锡渣存在插件面的隐秘性无法全部有效拦截。而当段外锡渣 连焊不良反馈确认对7位焊接操作员不够到位。
连焊不良(PPM)推移图
400 300 200 100 0
336 303 337
177
6月份
7月份
8月份
9月份
10月份
11月份
改善无止境,有志者事竟成
6
现状调查(二)
连焊不良现象区分类别 类 别
锡渣连焊 操作连焊
连焊不良现象区分类别
不良数 (PCS) 62 53 15 11
对地连焊 11% 漏修连焊
板靠近喷流设备 铬铁头更换无标准 铬铁头脱锡靠近器件 焊接培训不到位
操 作 连 焊
密间距管脚 器件焊接
改善无止境,有志者事竟成
9
末端因素汇总
序 末端因素 确 认 内 容 确认 方法 标 准 负责人 完成时 间
1
铬铁在PCB插件面 确认焊接人员在修补时铬铁活动的操作 现场 铬铁不得在PCB上板停 郑金花 12月14日 情况 调查 留或做甩移动作 上方移动 铬铁头抖锡甩动 确认焊接人员在铬铁头抖锡时锡渣是否 现场 锡渣盒周边无残留掉落 郑金花 12月14日 幅度大 溅到锡渣盒外区域 调查 的锡渣
改善无止境,有志者事竟成
8
原因分析
铬铁在PCB板插件面上方移动 抖锡不当
QCC焊接改善范例

打点垂直度不佳
自动线台车精度有波动
现状把握
2011年C1线焊点强度管理实绩(1-5月)点/台 以5月10号为例生产1050台车三个车型分别ACC360 FIT120 CITY570 受到强度组焊点不良指摘有10台:
目标设定
C1线为焊装一科手工 操作岗位最多的生产 线,焊点品质不良时 有发生。C1线有56把 焊枪,其中14把焊枪 焊接的焊点有品质问 题,占据了C1线绝大 部分焊点不良
绝缘片分流 16% 14% 12% 10% 8% 6% 4% 2% 0% 15%
0% 活动前 活动后
0% 活动前 活动后
Q
目标 120% 100% 80% 60% 40% 20% 0% 对应率 有效率 活动前, 20% 活动前, 20% 活动后, 100% 活动后, 100%
C
1、防分流措施的应用可以杜绝 因分流而造成白车身的钣金, 大大节省了返修用品的数量。
建立有效长久的防分流体制 ,彻底杜绝手工线焊枪分流现象出现。
间
效运 ,持续
间
,持续
年度目标 0项 0项 0项 0项 年度目标 0项 0项 0件/台 0项 0件/台 0项 1件/台 0项 98% 0项 98% 0件/台 98% 0件/台 0.022 1件/台 4点 98% 20 98% 100% 98% 0 0.022 100% 4点 0 20 0.008 100% 0% 0 ≥2项/月 100% 0% 0 100% 0.008 100% 0% 0.065 ≥2项/月 0% 0% 100% 100% 100% 0.065
2、对焊枪起到保护作用,提高 焊枪的耐用性。
1、改善后提高白车身的一次 合格率。 2、杜绝了因为分流而导致的 爆焊、虚焊、焊点核心小等 不良的发生。
SMT品质提升计划(精选)

晶片管制不當 錫膏管制不當
手印錫膏用力不均
座標 偏移
壓力過 大零件 腳變形
座標 置件速 吸嘴變形 印刷 偏移 度過快 或堵塞 偏移
SOP不完善
IPA 用量過多
撿板時間過長
氾用機
料架不良
PCB印刷時間過長 零件與 PAD上有油
零件過大
回焊爐滴油
PCB設計 不良零件上線
暴露在空氣中時間過長 庫存溫溼度不當
錫膏攪拌 不均
爐溫曲線的測量 鋼板開口方式
手印台不潔
停電
其他
PCB上有 染物
鋼板開口形狀
鋼板材質
修機時間
過長
錫膏廠高的選擇
上料不
規范
profile 斜率及時間
舊錫膏的
錫膏選擇不當
管制
未依 SOP
厚度的選擇
攪拌錫膏 PCB的
鋼板抆拭方法不對
設計
回焊爐
方法
刮刀
角度 刮刀 不佳 水平
壓力 不當
印刷 速度 過快
升溫 太快
高速機 錫膏機
空焊
其他
方法
機器
14
環境
室內過于潮濕
人
材料
PAD
錫膏添加量過多 缺乏品質意識
維修不當 手抆鋼板不及時
未按SOP作業 鋼板開口不當
IPA 用量 過多
鋼板未抆干淨
PAD 間距離太近 PAD過寬
有雜物
PAD短路 有錫珠 不潔
噴錫 過厚
零件 與pad 氧 腳
不符 化 彎
有錫渣 殘留異 物
9
NO 制程
1
ESD
2
钢板管理
SMT制程稽核管制重点
制定日期:2013/10/16
6 sigma降低SMT段焊接不良率5.17

項目現狀
2013年第一季
Y4=
專案時程 效益預估
項目現狀数据来源: 2013年1月~4月; 製程檢驗报表
Define
M easure
Analyze
I mprove
Control
D-8 專案計劃時程
时间 5/18
Define Measure Analyze Improve Control
11
專案選擇 問題陳述 VOC CTQ
D-5 Y和缺陷定義
問題(Y)的 定義
外部客戶
8
降低SMT段焊接不良率,減少後製程 退貨返修,減少市場抱怨及返修成本
降低控制器PCB板焊接不良 率
專案選擇 問題陳述 VOC CTQ 流程圖 Y和 缺陷定義
Y1
Y2
降低控制器PCB板短路不 良率 降低控制器PCB板虛焊不 良率
提升SMT段 焊接質量 水平
目標設定
專案時程 效益預估
上控成品测试
数据来源: 2013年5月9~14日的製程檢驗統計报表
Define
M easure
Analyze
I mprove
Control
D-2 問題陳述
30 25 25 120.00%
4
專案選擇 問題陳述 VOC CTQ 流程圖 Y和 缺陷定義 團隊組成 目標設定
25 20 15
13
專案選擇 問題陳述 VOC CTQ 流程圖 Y和 缺陷定義 團隊組成 目標設定 專案時程 效益預估
内部: 1.降低零件耗损 2.节省人工维修费 3.提升产品质量 4.改善交货准时率 5.提升士气 外部: 1.降低客戶投訴次數 2.降低产品保修费用 3.提升产品耐用度 4.提升客户满意度
SMT贴片焊接制程不良原因分析及改善对策

SMT贴片焊接制程不良原因分析及改善对策
全球电子制造业正进入一个创新密集和新兴企业快速发展的时期,随着元件封装的飞速发展,越来越多的PBGA、CBGA、CCGA、QFN、0201、01005,03015阻容元件等得到广泛运用,表面贴装技术亦随之快速发展,在其生产过程中,焊接品质
越来越受到工程师们的重视。
因现在产品功能越来越强大,元件本体规格越来越小,产品布局越来越密集,不良产品越来越难维修,人们对产品品质要求越来越高;为了节约成本,本着产品品质和效率是设计出来,是做出来的,而非人们常说的产品是检出来的(错误观念),问目检为什么没检出来?很少说为什么会生产出来这么多不良?怎样才能不生产不良?就可以减少或者避免漏检不良,减少客户抱怨,提高信誉。
故本分析依治根治本的原则,从源头入手,解决SMT焊接异常问题,提高产品品质,提高生产效率,节约生产成本,减少员工压力而制定。
然后看看后面一些问题与对策细则。
smt不良分析及改善措施

SMT生产工艺的发展趋势
01
02
03
智能化
通过引入人工智能技术, 实现SMT生产线的智能化 管理,提高生产效率和产 品质量。
绿色环保
随着环保意识的提高, SMT生产工艺将更加注重 绿色环保,减少对环境的 污染。
高精度、高密度
随着电子产品小型化、轻 量化的发展趋势,SMT生 产工艺将向高精度、高密 度方向发展。
详细描述
元件偏移可能是由于贴片机精度问题 、PCB定位不准确、焊盘设计不合理 或焊膏印刷不均匀导致的。元件偏移 可能导致焊接不良或电气性能下降。
翘曲
总结词
翘曲是指PCB在经过焊接后出现弯曲的现象。
详细描述
翘曲可能是由于PCB材料不均匀、温度变化差异大、焊接温度过高或冷却速度 过快导致的。翘曲可能会影响PCB的性能和外观。
提高员工技能和素质
定期对员工进行技能培训和考 核,提高员工的技能水平。
加强员工的质量意识和责任心 教育,提高员工的工作积极性 和主动性。
建立完善的激励机制,鼓励员 工提出改进意见和建议。
05
SMT不良改善案例分析
案例一:通过优化设备参数解决焊点不良问题
优化设备参数
在生产过程中,发现焊点不良问题较为突出。经过分析,发现设备参数设置不当 是主要原因。通过调整设备参数,如温度、压力和时间等,优化了焊点质量,减 少了不良品。
工艺因素
工艺参数设置不当
工艺参数设置不合理,如温度、时间、压力等,可能导致焊接不良。
工艺流程问题
工艺流程设计不合理,如焊膏印刷、元件放置等环节出现问题,也可能导致焊接不良。
环境因素
环境温湿度问题
生产环境温湿度不适宜,可能影响生产质量。
环境清洁度问题
smt不良分析及改善措施

清洁保养
02
定期对设备表面进行清洁保养,保持设备整洁,防止灰尘、异
物等对设备造成损害。
润滑保养
03
按照设备制造商的推荐,定期对设备的运动部件进行润滑保养
,以减少磨损工艺文件,确保每个生产步骤都符合规范和标 准。
人员培训
对操作人员进行专业培训,确保他们熟悉设备的操作和维护,能 够及时发现并解决潜在问题。
总结词
PCB板的设计不合理可能会导致元件脱落、短路等问题。
详细描述
如果PCB板的线路设计不合理,可能会导致元件无法准确吸附在指定位置;如果 PCB板的焊盘设计不合理,则可能会导致短路或虚焊。因此,需要对PCB板的设 计进行严格审核和测试。
案例四:温度和湿度控制不当
总结词
温度和湿度控制不当可能会导致元件引脚氧化、焊接不良等问题。
工艺不良
温度异常
SMT生产线温度异常波动 ,导致零件贴装偏差、焊 接不良等
湿度异常
SMT生产线湿度异常波动 ,导致零件受潮、焊接不 良等
大气污染
SMT生产线大气污染严重 ,导致零件表面污染、焊 接不良等
管理不良
计划管理不良
生产计划不合理、生产安排不科 学等导致生产效率低下、产品质
量不稳定等不良现象
零件材质不良
零件材质不达标,如PCB 板材质不均、零件镀层不 均匀等
零件质量不良
零件本身存在质量问题, 如气泡、划痕等
设备不良
贴片机不良
贴片机精度下降、机械故障等导 致贴装位置偏差、零件损坏等不
良现象
印刷机不良
印刷机精度下降、机械故障等导致 印刷不均匀、印刷错误等不良现象
检测设备不良
检测设备精度下降、机械故障等导 致检测不准确、误判等不良现象
SMT板子不良改善报告
新产品导入按 《钢网制作规范 》执行。
改善项目 A798T钢网验证
镙丝和夹边更换验证。 BGA贴片识别影像技术验证 印刷治具申请 MPM夹边申请 镙丝更换 A800新钢网导入 MPM夹边更换 S880I新钢网导入 钢网开孔数据列入《钢网制作规范》
联合松下厂商改善BGA全球识别影像
责任部门 SMT工艺
max min 差异
连续识别结果
X
Y
-0.006
0.031
-0.009
0.03
0.003
0.001
角度 -180.984 -180.99
0.006
识别影像分析(三)
三。改善对策
改善对策---印刷钢网优化改善
改拼板方式
钢网优化
A798T
1.针对印刷不下锡拉尖比例最高的前三项进行优化钢网开口,同时将钢网厚度由之前 的0.1mm改为0.08mm. 2.优化后的新钢网在11月8日试用。3.将本次验证成果横向展开推行到手机产品,并 将优化数据列入钢网开口规范。
、
U603
印刷良好
备注:印刷拉尖 常会导致过炉短路,少锡造成空焊.
四。真因分析(3)
U1001 制程确认(印刷/贴装/回焊) ➢贴装----炉前确认无异常(未打屏蔽盖前确认)
贴装坐标无偏差.
➢回焊---- 依照锡膏供应商规格,炉温无异常.
炉温曲线:斜坡型: 管制参数 峰值温度, 回焊时间&恒温时间
符合锡膏供应商曲线要求
A798T BGA 连锡空焊不良改善专案
目录
改 善 背 景 真 因 分 析 改 善 对 策 效 果 确 认 改 善 推 广
一。改善背景
新量产机型 不良超高
A798T新量产机型,其中BGA连锡&空焊不良率高,需要进行改善
smt虚焊整改报告[最新版]
![smt虚焊整改报告[最新版]](https://img.taocdn.com/s3/m/56ba8c255b8102d276a20029bd64783e09127da3.png)
smt虚焊整改报告smt虚焊整改报告篇一:PCBA虚焊及解决PCBA虚焊的方法PCBA虚焊及解决PCBA虚焊的方法什么是PCBA虚焊? 就是表面看起来是焊连了,实际内部并没有通,或者处于可能通也可能不通的中间不稳定状态。
这样最可恶。
找起问题来比较困难。
就是常说的冷焊(cold solder),有些是因为焊接不良或少锡造成元件脚和焊垫没有导通,其他还有因为元件脚、焊垫氧化或有杂质造成。
肉眼的确不容易看出。
PCBA虚焊是常见的一种线路故障,有两种,一种是在生产过程中的,因生产工艺不当引起的,时通时不通的不稳定状态;另外一种是电器经过长期使用,一些发热较严重的零件,其焊脚处的焊点极容易出现老化剥离现象所引起的。
如何判断的话,楼主可以到网上去搜索一下,很多的方法。
英文名称 cold solder,一般是在焊接点有氧化或有杂质和焊接温度不佳,方法不当造成的.实质是焊锡与管脚之间存在隔离层.它们没有完全接触在一起.肉眼一般无法看出其状态. 但是其电气特性并没有导通或导通不良.影响电路特性. 对元件一定要防潮储藏.对直插电器可轻微打磨下.在焊接时,可以用焊锡膏和助焊剂.最好用回流焊接机.手工焊要技术好.只要第一次焊接的好.一般不会出现 &;电器经过长期使用,一些发热较严重的零件,其焊脚处的焊点极容易出现老化剥离现象所引起的&;. 这是板基不好.解决PCBA虚焊的方法: 我想这个问题应该是:有什么好办法较容易发现PCBA虚焊部位。
1)根据出现的故障现象判断大致的故障范围。
2)外观观察,重点为较大的元件和发热量大的元件。
3)放大镜观察。
4)扳动电路板。
5)用手摇动可疑元件,同时观察其引脚焊点有否出现松动。
什么会出现虚焊?如何防止? 虚焊是最常见的一种缺陷。
有时在焊接以后看上去似乎将前后的钢带焊在一起,但实际上没有达到融为一体的程度,结合面的强度很低,焊缝在生产线上要经过各种复杂的工艺过程,特别是要经过高温的炉区和高张力的拉矫区,所以虚焊的焊缝在生产线上极易‘造成断带事故,给生产线正常运行带来很大的影响。
6西格玛改善项目--SMT加工(FEXXU1虚焊不良改善)

•12
虚焊现象分类
之前我司在记录数据时对虚焊现象未做详细细分,为此项目组从9/20~11/15从
L8线收集了120个回流后虚焊的不良品数据进行详细分类,将大Y进一步分解为
小y
不良现象
不良数量
位号 D359 D355 U2
U300 U25 D331 U320 D9
C27
不良数 15
14
13
11
11
10
10
8
6
不良率 11% 10% 9%
8%
8%
7%
7%
6%
5%
累计不 11% 良率
21%
30%
38%
46%
53%
60%
66%
71%
C16 R195
4
3
3% 2%
74% 76%
Other 32 24% 100%
1
板屑
不良数 不良率
其他
发丝 11%
的分布规律 Y15
83%
- 6% 有异物(y3)
2
发丝
1
6%
3
其他
总计
2
11%
18
100%
板屑 83%
板屑主要是PCB供应商 分板和切割V-Cut槽时产 生碎屑残留
导入快赢项目三: 每批生产前员工戴手套对PCB 表面进行擦拭,去除板屑
DMA I C
Y的分布规律-漏印(y4)
•25
D阶段快赢项目的实施-翘脚
问题描述: 尾数袋装料经常 被挤压到料箱底 部,造成管脚变 形
问题解决型1:降低吸排气管焊接不良率

2022年质量管理小组成果材料课题名称:降低吸排气管焊接不良率企业名称:格力电器(石家庄)有限公司小组名称:“新蜂”QC小组一、小组简介注册时间:2021年3月小组类型:问题解决型活动时间:2021年3月—10月小组成员:于思贺、冯晓堤、陈陶生、陈晓飞、杨雷、代志敏、孙刚、尹亮亮、柳明、张超敏、张阔、韩亮亮二、选择课题公司领导要求将吸排气管焊接不良率下降至1200PPM,小组成员统计21年2-3月的吸排气管焊接不良率,平均值为2510ppm,居高不下,与公司领导要求相差甚远。
故课题选定为“降低吸排气管焊接不良率”。
三、活动计划确定课题后,小组按照PDCA原则制定了详细的活动计划,并严格按照活动计划进行项目推进。
四、目标设定根据公司领导要求,课题目标设定为:将吸排气管焊接不良率下降至1200PPM。
火焰钎焊是利用可燃气体与氧气在焊枪内混合燃烧形成的火焰进行加热的一种焊接方法。
焊接过程中,首先将内配管安装在扩口管上,然后通过火焰对内配管和扩口管进行加热,再加入钎料填满焊缝,就完成了两根管的连接。
五、目标可行性分析同行业吸排气管焊接不良率最优水平为1260PPM;纵向对比我司最优水平为1371PPM,并使用排列图对2021年2-3月份吸排气管焊接异常数据进行分析发现,熔深不足占总不良数的78.17%,故确定本课题的症结点为:熔深不足。
通过收集、整理、分析2021年2-3月份吸排气管焊接异常数据,并绘制排列图,由图可以看出,熔深不足占总不良数的78.17%,故确定吸排气管焊接不良的症结点为熔深不足。
理论测算分析:以消音器焊接熔深不足率为目标:(1963-571)/1963×100%=71%;通过公式计算:2510×(1-78.17%×71%)≈1117PPM。
吸排气管焊接的生产不良率可降至1117PPM,小于目标值1200PPM,目标可实现。
六、原因分析小组成员运用“头脑风暴法”对导致熔深不足的原因进行分析,共得出21条可能导致熔深不足问题的原因。
SMT制程不良原因及改善对策

调整印刷机平台的水平度平行度;
6
基板表面异物造成周边元件锡膏印刷 过厚;
基板使用前进行除尘作业;
7
一次面基板背面残留锡膏过炉形成锡 珠,二次面锡膏印刷时垫起钢网形成 多锡;
避免一次面基板粘附锡膏,避免洗 板作业;
8 修理员回锡过多;
指导修理员按标准作业。
11
立起
产生原因
1 铜铂两边大小不一产生拉力不均; 2 预热升温速率太快; 3 机器贴装偏移; 4 锡膏印刷厚度不均; 5 回流焊内温度分布不均; 6 锡膏印刷偏移; 7 机器轨道夹板不紧导致贴装偏移; 8 机器头部晃动贴装偏移; 9 焊盘两端的散热程度不一致融化速度差异; 10 炉温设置不当; 11 铜铂间距过大; 12 MARK点误照造成元件打偏; 13 料架不良,元件吸着不稳打偏; 14 原材料不良; 15 钢网开孔不良;
发形成干锡膏,混入印刷产生钢网堵孔。
改善对策
10
多锡
产生原因
改善对策
1 钢网开孔过大或厚度过厚;
按标准制作钢网;
2 锡膏印刷厚度过厚;
调整印刷参数(压力、脱模等) ;
3 钢网底部粘锡;
清洗钢网;
4 IC元件底部接地焊盘锡膏溢出形成多 接地焊盘开孔适当减小,贴装高度适
锡;
当调高;
5
印刷平台不平行或高于基板导致印刷 多锡;
19 原材料设计不良;
反馈IQC联络供应商;
20 料架中心偏移;
校正料架中心;
21 机器吹气过大将锡膏吹跑;
将贴片吹气调整为0.2mm/cm² ;
22 元件氧化;
更换OK之材料;
23 PCB贴装后长时间没过炉,导致活性剂挥发; 及时将PCB-A过炉,生产过程中避免堆积;
SMT切片空洞不良改善对策
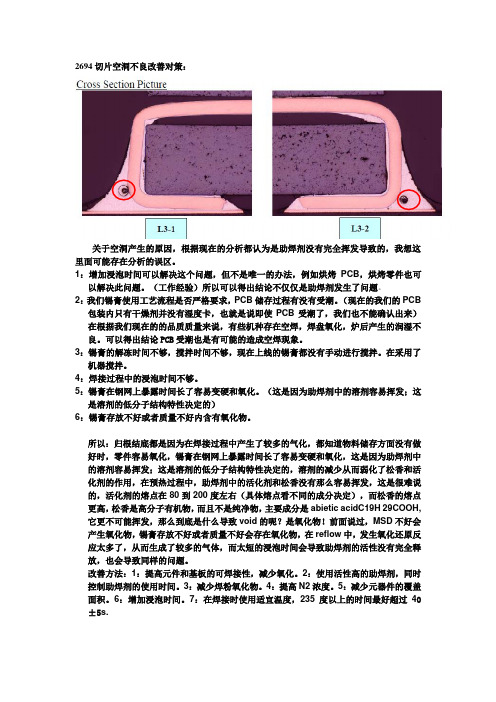
2694切片空洞不良改善对策:关于空洞产生的原因,根据现在的分析都认为是助焊剂没有完全挥发导致的,我想这里面可能存在分析的误区。
1:增加浸泡时间可以解决这个问题,但不是唯一的办法,例如烘烤PCB,烘烤零件也可以解决此问题。
(工作经验)所以可以得出结论不仅仅是助焊剂发生了问题。
2:我们锡膏使用工艺流程是否严格要求,PCB储存过程有没有受潮。
(现在的我们的PCB 包装内只有干燥剂并没有湿度卡,也就是说即使PCB受潮了,我们也不能确认出来)在根据我们现在的的品质质量来说,有些机种存在空焊,焊盘氧化,炉后产生的润湿不良。
可以得出结论PCB受潮也是有可能的造成空焊现象。
3:锡膏的解冻时间不够,搅拌时间不够,现在上线的锡膏都没有手动进行搅拌。
在采用了机器搅拌。
4:焊接过程中的浸泡时间不够。
5:锡膏在钢网上暴露时间长了容易变硬和氧化。
(这是因为助焊剂中的溶剂容易挥发;这是溶剂的低分子结构特性决定的)6:锡膏存放不好或者质量不好内含有氧化物。
所以:归根结底都是因为在焊接过程中产生了较多的气化,都知道物料储存方面没有做好时,零件容易氧化,锡膏在钢网上暴露时间长了容易变硬和氧化,这是因为助焊剂中的溶剂容易挥发;这是溶剂的低分子结构特性决定的,溶剂的减少从而弱化了松香和活化剂的作用,在预热过程中,助焊剂中的活化剂和松香没有那么容易挥发,这是很难说的,活化剂的熔点在80到200度左右(具体熔点看不同的成分决定),而松香的熔点更高,松香是高分子有机物,而且不是纯净物,主要成分是abietic acidC19H 29COOH,它更不可能挥发,那么到底是什么导致void的呢?是氧化物!前面说过,MSD不好会产生氧化物,锡膏存放不好或者质量不好会存在氧化物,在reflow中,发生氧化还原反应太多了,从而生成了较多的气体,而太短的浸泡时间会导致助焊剂的活性没有完全释放,也会导致同样的问题。
改善方法:1:提高元件和基板的可焊接性,减少氧化。
SMT虚焊问题整改的技术指南
SMT虚焊问题整改的技术指南一、虚焊现象及原因分析虚焊是指焊点在视觉上看似牢固,但在电性能上存在缺陷,导致电路无法正常工作。
虚焊现象在SMT生产过程中较为常见,其主要原因包括:1. 焊料氧化:焊料在储存和使用过程中容易氧化,导致焊接时熔点升高,焊点不牢固。
2. 焊膏印刷不当:印刷焊膏时,刮刀压力、速度和角度不合适,导致焊膏厚度不均匀,印刷不良。
3. 贴片精度不高:贴片机设备或操作人员的精度不高,导致元件位置偏移,焊接不良。
4. 焊接温度和时间控制不当:焊接温度和时间不合适,导致焊点熔化不充分,焊接强度不足。
5. 空气中的气泡:焊接过程中,焊料中残留的气泡未及时排出,导致焊点虚焊。
二、整改措施及实际案例1. 优化焊料储存和使用流程案例:某企业在生产过程中发现虚焊现象,经排查发现,原因是焊料在使用前未进行充分烘干,导致氧化。
整改措施:焊料在使用前进行100℃烘干1小时,确保焊料充分烘干,减少氧化。
2. 改进焊膏印刷工艺案例:某企业在印刷焊膏时,刮刀角度不当,导致焊膏厚度不均匀,产生虚焊。
整改措施:调整刮刀角度,确保焊膏厚度均匀,提高印刷质量。
3. 提高贴片精度案例:某企业贴片机设备老化,导致贴片精度不高,产生虚焊。
整改措施:更换新型贴片机,提高贴片精度;同时加强操作人员培训,提高操作水平。
4. 优化焊接工艺参数案例:某企业在焊接过程中,焊接温度和时间控制不当,导致焊点熔化不充分,产生虚焊。
整改措施:调整焊接温度和时间,确保焊点熔化充分,提高焊接强度。
5. 减少焊接过程中的气泡产生案例:某企业在焊接过程中,焊料中残留的气泡未及时排出,导致焊点虚焊。
整改措施:在焊接过程中,采用真空焊接设备,减少气泡产生;同时优化焊接工艺,提高焊接速度,减少气泡残留。
虚焊问题整改是SMT生产过程中的重要环节,通过优化焊料储存和使用流程、改进焊膏印刷工艺、提高贴片精度、优化焊接工艺参数和减少焊接过程中的气泡产生等措施,可以有效减少虚焊现象,提高产品质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原因分析三层
離線清洗鋼網不乾淨
原因分析四层
印刷機參數未設定最佳
問 題 空 焊 虛 焊
机
PCB板來料不良 物 鋼網張力不足
焊端氧化.拒焊
鋼網變形 回溫/攪拌時間不足 錫膏停放超過30分鐘
法
錫膏活性差
要因驗證(二)
序号 原因 确认内容 确认方法 确认标准 确认结果 确认人 是否 根因 完成时间 验证数据
組裝
誤判
0.15%
0.12%
0.22%
0.23%
0.22%
0.21%
0.24%
0.14%
0.11%
0.14%
0.04%
0.19%
0.07%
0.17%
重點把握(五)
在線手動清洗鋼網流程:
1. 人員培訓:對各崗位人員作業 2. 印刷機參數:IE建立WI文件管控各機型印刷機設定參數,制定設備保養 週期計劃表確保設備精度 CPK大於1.5. 3. 安排專人針對換線后的鋼網進行離線清洗規範,不允許印刷員離線清洗 鋼網.
质量,就是尊严! 也是企业赖以生存之本!
1
人員培訓不足,手動清洗鋼網不到位,導致印刷少錫造成器件空焊及虛焊.
选题理由
2
轉線前印刷機設定參數未調整最佳,導致印錫少錫造成器件空焊及虛焊.
3
印刷員離線清洗鋼網未清洗乾淨,導致印刷不良造成器件空焊及虛焊.
團隊介紹(二)
項目
辅导员 辅导员 辅导员 圈長 圈員
主题:SMT降低空焊.虛焊不良專案報告
12 3 2 3 64
輔導員:吳旗軍,董正偉,陳繼,龍新林
圈長:陳繼
圈活动时间:2016.1.15.-2016.3.31
圈义:不断挑战、不断改善
主題選定(一)
月直通率TOP3问题连续性出现SMT空焊/虚焊占TOP1,分析为: 网堵孔,未按文件要求清洗钢网,SMT需对此问题进行专项改 善,提升SMT 鋼網清潔度,減少SMT不良品流至後段.
原因分析(六)
人員培訓不足 作業不規範 手動清洗鋼網不乾淨, 導致易堵孔
人
設備
溫度峰值偏低
印刷脫模不良 脫模距離太短 脫模速度過快
回焊爐熔錫 不良
FLUX揮發過快
印刷不良
頂PIN擺放 不佳 Mark點照相 不良 鋼網變形 孔壁拋光不良 印刷偏移
鋼網不良
趕產量,人工 清洗次數減少 過爐溫度過高 鋼網堵孔導致
黃慶華
是
2016.2.4
對策實施(七)
根因一 改善 目标 改善对策 人員培訓不足 1.SMT印刷員熟練掌握鋼網清潔度要求. 2.每週定期培訓員工SMT知識,考核達成98%合格率; 由專人培訓師對各工位所有作業員技能培訓,每週一次. 改善前
1.作業員對操作方式方法不 熟練,并有違規操作現象.
改善后 改善措施: 1.定義每周進行培訓. 2.員工上崗后針對重 點工位培訓. 3.組長及品保不定時 在線考核員工作業
1
人員培訓不足 操作手法 现场調查
印刷機作業指 现场稽查印刷机站作业员技能情况,抽查 王東海 導書 7名,有1名不合格.
是
2016.2.2
2
印刷機參數未 轉線前未 設定最佳 調試OK
SPI檢測 SPI作業指導書
在線SPI檢測錫膏體積報警,錫量偏下限少 黃慶華 錫不良.
是
2016.2.3
3
使用100 離線清洗钢网孔内壁有殘錫,使用100倍电 離線清洗鋼網 陪电子显 SMT鋼網管理 子显微镜检查可發現檢出. 操作手法 未清洗乾淨 微镜检查 作業指導書
重点把握
要因分析 对策拟订 最适策确 定 对策实施 效果确认 标准化 成果发表
現狀調查(四)
產品每周不良統計如下:
不良率 SMT DIP 第一季 0.43% 0.50% 第二季 0.90% 0.64% 第三季 0.73% 0.30% 第四季 0.58% 0.23% W53 0.33% 0.19% W01 0.32% 0.27% W02 0.39% 0.17%
圈員 圈員 圈員 團員
周杰
鍾金水 李偉 周應琪 楊桂英
3年
15年 6年 8年 10年
SMT部
SMT部 SMT部 SMT部 SMT部
設備組長
設備主管 工藝主管 物料組長 生管
計劃表(三)
活动时间(2016-1/15—2016-3/31) 活动内容 1-15-1- 1-15-1- 1-18-12-15-21-19-1-20 1-20-1-28 1-28-2-4 2-20-2-25 2-25-2-28 2-29-3-25 3-26-3-28 3-29-3-31 18 18 19 20 组圈、注 册、登记 制定活动 计划表 现状调查 提交主题评 吳旗軍 审表 制定活动计 陳繼 划表 围绕主题, 董正偉 收集数据 把握关键, 龍新林 画出柏拉图 分析主要改 李偉 进点 列出对策评 鐘金水 审表 制订最佳改 黃慶華 进对策 实施改进对 全体圈员 策 效果确认图 表效果评审 陳繼 表 标准化文档 王東海 和成果资料 成果汇报 全体圈员 活动输出 责任人
?
1
PCB變形翹板
PCB來料不良 BGA錫球氧化 元件来料不良
WI文件參數不合理
暴露空氣太長 未建立SOP文件指示作業
錫膏不良
物料
方法
回溫/攪拌時間不夠
問 題 空 焊 虛 焊
要因分析(一)
问题 原因分析一层 原因分析二层
在線清洗鋼網不乾淨 人 人員作業不熟練 作業員訓練不足 印刷少錫.短路 頂PIN佈局不均 印刷機印錫偏移精度差 印錫不良 印錫整體偏移 新人上線
姓名
吳旗軍 董正偉 龍新林 陳繼 馬榮英
年資
8 9 10 3個月 17
部門
SMT部 SMT部 品保部 SMT部 SMT部
工作職稱(白班)
經理 經理 副理 主任 大組長
圈員
圈員 圈員 圈員
王東海
黃慶華 賴樹銘 周英
3年
2年 1個月 4年
品保部
SMT部 SMT部 SMT部
工程師
工程師 印刷員 印刷員
圈員
对
策
统计2015年11-12月份員工進行考核,合格率占: 90%,不良合格:占10%對作業工藝不熟練.
负责 人 执行 效果
馬榮英
执行日期:2016年2月25日
針對各工位進行每周培訓員工及考核,人員作業技能已熟練掌握,由改善前合格率占90%提升至目前的98%,將考 核不合者降低在2%範圍內達成目標.
員工培訓不足
2.員工培訓週期過長,一個 月培訓兩次.
3.所有作業統一培訓員工 SMT知識,未針對每個工序 進行細化培訓. 4.培訓上崗后,無人再複查 考核.
改 善
規範.
由SMT專人培訓師進行每周培訓,加強員工作業對各工序知識技能 提升,經組長及品保定期考核員工不合格者將調離崗位或交由培訓 師重新培訓.