贴片元件焊接方法(图片教程)
贴片焊接技术课件ppt.ppt

3904=3.9MΩ
4304=4.3MΩ
4704=4.7MΩ
5104=5.1MΩ
5604=5.6MΩ
6204=6.2MΩ
6804=6.8MΩ
7504=7.5MΩ
8204=8.2MΩ
9104=9.1MΩ
1005=10MΩ
贴片排阻(8P4R):
贴片排阻的字符参数与贴片电阻读数类似,该贴片排阻由内部4个独立的电阻构成
1803=180KΩ
2003=200KΩ
2203=220KΩ
2403=240KΩ
2703=270KΩ
3003=300KΩ
3303=330KΩ
3603=360KΩ
3903=390KΩ
4303=430KΩ
4703=470KΩ
5103=510KΩ
5603=560KΩ
6303=630KΩ
6803=680KΩ
0.55±0.10
0.60±0.20
0.60±0.20
2512
6432
6.40±0.20
3.20±0.20
0.55±0.10
0.60±0.20
0.60±0.20
微型贴片电阻上的代码一般标为3位数或4位数的,3位数精度为5%,4位数的精度为1%。
电阻阻值换算关系:
Ω= Ω k = kΩ = 1,000 Ω M = MΩ = 1,000,000 Ω
0R47=0.47Ω
0R68=0.68Ω
0R82=0.82Ω
1R00=1Ω
1R20=1.2Ω
2R20=2.2Ω
3R30=3.3Ω
6R80=6.8Ω
8R20=8.2Ω
10R0=10Ω
贴片元件焊接方法

贴片元件焊接方法(转载)1、在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理。
2、用镊子小心地将QFP芯片放到PCB板上,注意不要损坏引脚。
使其与焊盘对齐,要保证芯片的放置方向正确。
把烙铁的温度调到300多摄氏度,将烙铁头尖沾上少量的焊锡,用工具向下按住已对准位置的芯片,在两个对角位置的引脚上加少量的焊锡,仍然向下按住芯片,焊接两个对角位置上的引脚,使芯片固定而不能移动。
在焊完对角后重新检查芯片的位置是否对准。
如有必要可进行调整或拆除并重新在PCB板上对准位置。
3、开始焊接所有的引脚时,应在烙铁尖上加上焊锡,将所有的引脚涂上焊锡使引脚保持湿润。
用烙铁尖接触芯片每个引脚的末端,直到看见焊锡流入引脚。
在焊接时要保持烙铁尖与被焊引脚并行,防止因焊锡过量发生搭接。
4、焊完所有的引脚后,用助焊剂浸湿所有引脚以便清洗焊锡。
在需要的地方吸掉多余的焊锡,以消除任何可能的短路和搭接。
最后用镊子检查是否有虚焊,检查完成后,从电路板上清除助焊剂,将硬毛刷浸上酒精沿引脚方向仔细擦拭,直到焊剂消失为止。
5、贴片阻容元件则相对容易焊一些,可以先在一个焊点上点上锡,然后放上元件的一头,用镊子夹住元件,焊上一头之后,再看看是否放正了;如果已放正,就再焊上另外一头。
如果管脚很细在第2步时可以先对芯片管脚加锡,然后用镊子夹好芯,在桌边轻磕,墩除多余焊锡,第3步电烙铁不用上锡,用烙铁直接焊接。
当我们完成一块电路板的焊接工作后,就要对电路板上的焊点质量的检查,修理,补焊。
符合下面标准的焊点我们认为是合格的焊点:(1)焊点成内弧形(圆锥形)。
(2)焊点整体要圆满、光滑、无针孔、无松香渍。
(3)如果有引线,引脚,它们的露出引脚长度要在1-1.2MM之间。
(4)零件脚外形可见锡的流散性好。
(5)焊锡将整个上锡位置及零件脚包围。
不符合上面标准的焊点我们认为是不合格的焊点,需要进行二次修理。
电烙铁调温控制电路及贴片元件焊接图解教程

贴片元件焊接图解教程贴片元件焊接图解教程
首先来张全部焊接一个点的PCB图
当然这是焊接贴片的必须工具
这个是准备焊接的DD(晕倒,稍不小心会不见)
先用烙铁加热焊点
然后夹个贴片马上过去
等贴片固定后焊接另外一边!
焊接IC了,先在PCB上固定贴片IC的一个脚然后大规模全部堆满脚!成了这个样子
然后找跟细铜丝和松香象拉丝苹果
放到IC脚上!用铜丝吸锡
最后用酒精清洗(用棉签)你会发现松香很块就会融化而不见!
做点结尾工作完成的样子
电烙铁控制电路
电烙铁控制电路
调节电烙铁温度的电流控制电路适用一个高压集成调节器TL783(U1).如果用图中规定的元件值,则此电路只能用于25W或低于25
W的电烙铁。
贴片元件的焊接教程

2021/3/27
CHENLI
18
2021/3/27
CHENLI
19
➢重复以上的动作后达到以下的效果
2021/3/27
CHENLI
20
➢四面使用同样的方法
2021/3/27
CHENLI
21
➢表面很多松香
2021/3/27
CHENLI
22
➢用酒精清洗
2021/3/27
CHENLI
23
➢最终的效果
CHENLI
5
➢ 对准后用手压住。
2021/3/27
CHENLI
6
➢ 然后使用融化的焊丝,随意焊接IC的数 个脚来固定IC。
2021/3/27
CHENLI
7
2021/3/27
CHENLI
8
➢ 然后使用融化的焊丝,随意焊接IC的 数个脚来固定IC。
2021/3/27
CHENLI
9
➢ 四面全部用融化的焊丝固定好
2021/3/27
CHENLI
10
➢固定好后在IC脚的头部均匀的上焊丝
2021/3/27
CHENLI
11
2021/3/27
CHENLI
12
四周全部上焊丝
2021/3/27
CHENLI
13
➢接下来就是拖焊的重点来啦!把PCB斜放45度, 可以想象一下IC脚上的焊丝在融化的情况下可以 顺势往下流动!
2021/3/27
CHENLI
24
完
2021/3/27
25
贴片元件的 焊接教程
2021/3/27
CHENLI
备好电烙铁以及镊子、剪刀、 斜口钳、尖嘴钳、焊锡丝、松香等工具,左手握 焊料,右手握电烙铁,保持随时可焊状态。
贴片焊接技术 PPT
a (mm)
0.10±0.05 0.20±0.10 0.30±0.20 0.40±0.20 0.50±0.20 0.50±0.20 0.50±0.20 0.60±0.20 0.60±0.20
b (mm)
0.15±0.05 0.25±0.10 0.30±0.20 0.40±0.20 0.50±0.20 0.50±0.20 0.50±0.20 0.60±0.20 0.60±0.20
0000=00Ω 0R68=0.68Ω 2R20=2.2Ω 10R0=10Ω 15R0=15Ω 24R0=24Ω 36R0=36Ω 51R0=51Ω 75R0=75Ω 1100=110Ω 1600=160Ω 2400=240Ω 3600=360Ω 5100=510Ω 7500=750Ω 1101=1.1KΩ 5601=5.6KΩ 8201=8.2KΩ
120=12Ω
150=15Ω
180=18Ω
220=22Ω
270=27Ω
330=33Ω
390=39Ω
470=47Ω
560=56Ω
680=68Ω
820=82Ω
101=100Ω
121=120Ω
151=150Ω
181=180Ω
221=220Ω
271=270Ω
331=330Ω
391=390Ω
471=470Ω
561=560Ω
宽(W) (mm)
0.30±0.05 0.50±0.10 0.80±0.15 1.25±0.15 1.60±0.15 2.50±0.20 3.20±0.20 2.50±0.20 3.20±0.20
高(t) (mm)
0.23±0.05 0.30±0.10 0.40±0.10 0.50±0.10 0.55±0.10 0.55±0.10 0.55±0.10 0.55±0.10 0.55±0.10
贴片元件的手工焊接教学(课堂PPT)

.
20
1、被焊件和电路板要同时均匀受热 2、加热时间1~2秒为宜
3、烙铁撤离方向以与轴向成45°的 方向撤离
.
21
合格焊点外观标准
(1)锡点成内弧形 (2)焊点要圆润、光滑、有亮泽、干净,无锡刺、
针孔、空隙、无污垢、无松香渍 (3)焊接牢固、锡将整个上锡位及零件脚包住
.
22
不合格焊点外观标准
(1)连锡(短路)
衡水职教中心欢迎您
.
1
衡水职教中心
贴片元件的手工 电烙铁焊接
王保军
衡水职教中心
.
2
同学们好!
今天我们学习 贴片元件的
手工电烙铁焊接
.
3
贴片元件很小,一般不用手工焊接。工业
上采用波峰焊、回流焊等工业焊接方法。
.
4
手工焊接的意义
手工焊接虽然已难于胜任现代化 的生产,但仍有广泛的应用,比 如电路板的调试和维修,焊接质 量的好坏也直接影响到维修效果。 它在电路板的生产制造过程中的 地位是非常重要的、必不可少的。
.
14
5、完成焊接后的情景
.
15
6、如此重复焊接其它元件
.
16
为了安装快捷,可将每个焊盘的
一端都焊上锡,然后再逐一焊接
元件的一端
.
17
放大镜下的贴片元件焊接的微型收
音机. 芯板
18
学会使用936电烙铁焊接贴片电 阻、贴片电容、贴片电感等元件
.
19
(1)电烙铁的温度调至约 330±30℃之间
• 焊接SOT晶体管或SO、SOL封装集成电路与此相似,通常先焊住两 个对焦,然后给其他引脚均匀涂上助焊剂,逐个焊牢。
• 焊接注意安全,操作要规范。长时间不用烙铁要拔去电源。 • 焊接时间一般不超2s,烙铁功率一般不超20W, • 最好使用防静电感应电烙铁或烙铁外壳接地。 • 焊接完毕,用洗板水清洗板子。 • 其他手工焊接方法将在后续课程继续学习。
贴片电阻、电容的焊接方法
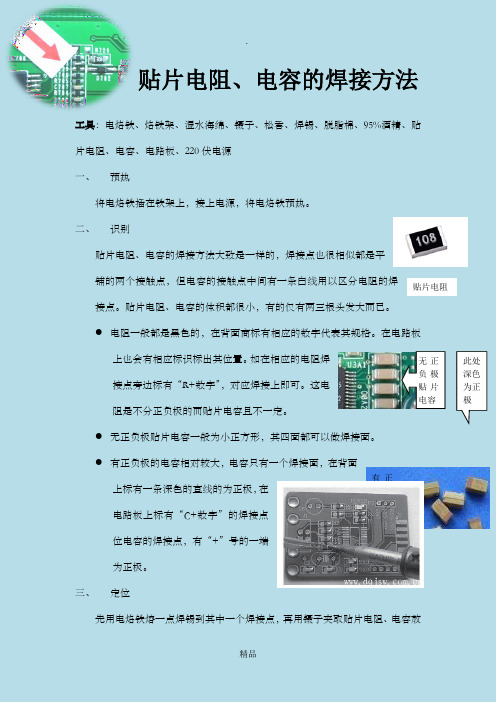
贴片电阻 无正负极贴片电容 有正负极电容 贴片电阻、电容的焊接方法工具:电烙铁、烙铁架、湿水海绵、镊子、松香、焊锡、脱脂棉、95%酒精、贴片电阻、电容、电路板、220伏电源一、 预热将电烙铁插在铁架上,接上电源,将电烙铁预热。
二、 识别贴片电阻、电容的焊接方法大致是一样的,焊接点也很相似都是平铺的两个接触点,但电容的接触点中间有一条白线用以区分电阻的焊接点。
贴片电阻、电容的体积都很小,有的仅有两三根头发大而已。
● 电阻一般都是黑色的,在背面商标有相应的数字代表其规格。
在电路板上也会有相应标识标出其位置。
如在相应的电阻焊接点旁边标有“R+数字”,对应焊接上即可。
这电阻是不分正负极的而贴片电容且不一定。
● 无正负极贴片电容一般为小正方形,其四面都可以做焊接面。
● 有正负极的电容相对较大,电容只有一个焊接面,在背面上标有一条深色的直线的为正极,在电路板上标有“C+数字”的焊接点位电容的焊接点,有“+”号的一端为正极。
三、 定位 先用电烙铁熔一点焊锡到其中一个焊接点,再用镊子夹取贴片电阻、电容放此处深色为正极置焊接点上,再用电烙铁熔化刚点上去的焊锡,使电阻、电容的一端先焊接上,固定电阻、电容。
注意:电阻和电容要正放在两个焊接点正中间,若偏差比较大,要用烙铁再次熔化焊锡,微调电阻、电容的位置使其正对中间即可。
四、焊接先融一些焊锡到烙铁头尖端,再点去焊接点的另外一段即可。
五、修饰在焊接好电阻、电容后,观察其焊接点是否合格美观。
若不合美观,则应再焊,在点适当松香,使焊锡表面圆润。
六、清洗取绿豆大的棉花团,用镊子夹住,蘸取95%酒精电路板表面的松香洗净。
2011.12.9如有侵权请联系告知删除,感谢你们的配合!。
表面贴片元件的手工焊接技巧
表面贴片元件的手工焊接技巧工具1 普通温控烙铁(最好带ESD保护)2 酒精3 脱脂棉4 镊子5 防静电腕带6 焊锡丝7 松香焊锡膏8 放大镜9 吸锡带(选用)10 注射器(选用)11 洗板水(选用)12 硬毛刷(选用)13 吹气球(选用)14 胶水(选用)说明:1 电烙铁的烙铁头不一定要很尖的那种,但焊接的时候一定要将烙铁头擦干净再用。
温控烙铁的焊台上有海绵,倒点水让海绵泡起来,供擦烙铁头用。
2 防静电腕带据挑战者的说法可以用优质导线代替。
我的做法是:将2米左右同轴电缆的两头剥皮露出里面的铜芯,铜芯长度约25厘米。
剥皮的时候不要破坏同轴电缆的屏蔽铜线,将屏蔽铜线压扁可以代替吸锡带用!3 买不到松香焊锡膏的话,也可以将固体松香溶解到酒精中代替。
6 焊锡丝不必很细,1.0mm的即可。
以前以为焊锡丝要很细就买了0.5mm的,现在觉得用这种方法没有必要。
7 放大镜最小为4倍,头戴式和台式都可以,我用的是台式放大镜(里面带日光灯)。
8 吹气球的具体名字我不太清楚,我用的是带尖嘴的橡皮小球,用来使酒精快速蒸发。
操作步骤1 将脱脂棉团成若干小团,大小比IC的体积略小。
如果比芯片大了焊接的时候棉团会碍事。
2 用注射器抽取一管酒精,将脱脂棉用酒精浸泡,待用。
3 电路板不干净的话,先用洗板水洗净。
将电路板焊接芯片的地方涂上一点点胶水,用于粘住芯片。
4 将自制的防静电导线戴到拿镊子的那只手腕上,另一端放于地上。
用镊子(最好不要用手直接拿芯片)将芯片放到电路板上,目视将芯片的引脚和焊盘精确对准,目视难分辨时还可以放到放大镜下观察有没有对准。
电烙铁上少量焊锡并定位芯片(不用考虑引脚粘连问题),定为两个点即可(注意:不是相邻的两个引脚)。
5 将适量的松香焊锡膏涂于引脚上,并将一个酒精棉球放于芯片上,使棉球与芯片的表面充分接触以利于芯片散热。
6 擦干净烙铁头并蘸一下松香使之容易上锡。
给烙铁上锡,焊锡丝融化并粘在烙铁头上,直到融化的焊锡呈球状将要掉下来的时候停止上锡,此时,焊锡球的张力略大于自身重力。
贴片元件焊接方法
贴片元件焊接方法1、在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理。
2、用镊子小心地将QFP芯片放到PCB板上,注意不要损坏引脚。
使其与焊盘对齐,要保证芯片的放置方向正确。
把烙铁的温度调到300多摄氏度,将烙铁头尖沾上少量的焊锡,用工具向下按住已对准位置的芯片,在两个对角位置的引脚上加少量的焊锡,仍然向下按住芯片,焊接两个对角位置上的引脚,使芯片固定而不能移动。
在焊完对角后重新检查芯片的位置是否对准。
如有必要可进行调整或拆除并重新在PCB板上对准位置。
3、开始焊接所有的引脚时,应在烙铁尖上加上焊锡,将所有的引脚涂上焊锡使引脚保持湿润。
用烙铁尖接触芯片每个引脚的末端,直到看见焊锡流入引脚。
在焊接时要保持烙铁尖与被焊引脚并行,防止因焊锡过量发生搭接。
4、焊完所有的引脚后,用助焊剂浸湿所有引脚以便清洗焊锡。
在需要的地方吸掉多余的焊锡,以消除任何可能的短路和搭接。
最后用镊子检查是否有虚焊,检查完成后,从电路板上清除助焊剂,将硬毛刷浸上酒精沿引脚方向仔细擦拭,直到焊剂消失为止。
5、贴片阻容元件则相对容易焊一些,可以先在一个焊点上点上锡,然后放上元件的一头,用镊子夹住元件,焊上一头之后,再看看是否放正了;如果已放正,就再焊上另外一头。
如果管脚很细在第2步时可以先对芯片管脚加锡,然后用镊子夹好芯,在桌边轻磕,墩除多余焊锡,第3步电烙铁不用上锡,用烙铁直接焊接。
当我们完成一块电路板的焊接工作后,就要对电路板上的焊点质量的检查,修理,补焊。
符合下面标准的焊点我们认为是合格的焊点:(1)焊点成内弧形(圆锥形)。
(2)焊点整体要圆满、光滑、无针孔、无松香渍。
(3)如果有引线,引脚,它们的露出引脚长度要在1-1.2MM之间。
(4)零件脚外形可见锡的流散性好。
(5)焊锡将整个上锡位置及零件脚包围。
不符合上面标准的焊点我们认为是不合格的焊点,需要进行二次修理。
(1)虚焊:看似焊住其实没有焊住,主要原因是焊盘和引脚脏,助焊剂不足或加热时间不够。
贴片元件焊接图解教程

贴片元件焊接图解教程
首先来张全部焊接一个点的PCB图
当然这是焊接贴片的必须工具
这个是准备焊接的DD(晕倒,稍不小心会不见)
先用烙铁加热焊点
然后夹个贴片马上过去
等贴片固定后焊接另外一边!
焊接IC了,先在PCB上固定贴片IC的一个脚
然后大规模全部堆满脚!成了这个样子
然后找跟细铜丝和松香象拉丝苹果
放到IC脚上!用铜丝吸锡
最后用酒精清洗(用棉签)
你会发现松香很块就会融化而不见!
做点结尾工作
完成的样子
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。
贴片元件的焊接方法

贴片元件的焊接方法
贴片元件是一种常用的电子元器件,有多种焊接方法可以用于将其连接到电路板上。
以下是几种常见的焊接方法:
1. 表面贴装技术(SMT)焊接:这是最常用的贴片元件焊接方法。
在SMT焊接过程中,元件的引脚与电路板上的焊盘对齐,然后通过加热将焊锡融化,使引脚与焊盘连接。
2. 反面贴装技术(THT)焊接:在THT焊接过程中,元件的引脚穿过电路板的孔洞,然后通过加热将焊锡融化,使引脚与电路板的焊盘连接。
3. 热风热风焊接:热风焊接是一种常用的SMT焊接方法。
在热风焊接过程中,通过喷射热风将焊锡融化,使焊点形成连接。
4. 红外线焊接:红外线焊接是一种快速的贴片元件焊接方法。
在红外线焊接过程中,通过照射红外线光束将焊锡融化,使焊点形成连接。
5. 线热焊接:线热焊接是一种THT焊接方法。
在线热焊接过程中,通过加热将焊锡融化,使引脚与焊盘连接。
这种焊接方法通常用于焊接较大的贴片元件。
需要根据具体的焊接要求和元件特性选择合适的焊接方法,以确保焊接质量和可靠性。
贴片元件的焊接教程分解课件

贴片元件的优缺点
优点
体积小、重量轻、可靠性高、散热性 能好、易于实现自动化生产等。
缺点
价格较高、焊接难度较大、维修困难等。
CHAPTER 02
焊接基础知识
焊接的定义与原理
焊接定义
焊接是通过加热或加压,或两者并用,使两个分离的物体产生原子间相互扩散 和联结,形成一个整体的工艺过程。
焊接原理
焊接过程中,被焊金属通过物理或化学作用,原子间相互扩散和联结,形成一 个整体的金属键。
04
焊时接间时过要长控导制致好电温阻度器和损时坏间。,避免过热或
常见问题与解答
问题一
为什么焊接点不牢固?
回答
可能是由于助焊剂涂抹不均匀或焊锡量不足导致的。可以尝试调整助 焊剂的用量和涂抹方式,以及增加焊锡量来解决问题。
问题二
为什么焊接点表面不光滑?
回答
可能是由于温度过高或时间过长导致的。可以尝试控制好焊接温度和 时间,以获得更加光滑的焊接点表面。
焊接的种类与特点
熔焊
将待焊处的母材金属熔化,但不 加压力,形成焊缝。熔焊时,热 源将两母材金属熔化,形成液态
熔池,冷却后形成焊缝。
压焊
通过施加压力,使两母材金属在 固态下实现原子间的联结。压焊 时,热源对两母材金属加热,并 施加压力,使其在固态下实现原
子间的联结。
钎焊
使用比母材熔点低的金属材料作 为钎料,将母材加热至钎料熔化,
焊接缺陷预防
预防焊接缺陷的措施包括选择合适的焊接工艺、控制焊接参数、选择合适的填充材料等。同时,加强焊接过程中 的质量控制和焊后处理也是预防焊接缺陷的重要措施。常见的焊接缺陷包括气孔、夹渣、未熔合等,预防措施需 要根据具体缺陷类型采取相应措施。
图示贴片元件手工焊接与拆焊方法 ppt课件
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
(1)锡点成内弧形 (2)焊点要圆润、光滑、有亮泽、干净,无锡刺、针
孔、空隙、无污垢、无松香渍 (3)焊接牢固、锡将整个上锡位及零件脚包住
防止再氧化 降低表面張力
将去除了氧化 降低焊锡的表面 膜的位置覆盖,張力,使焊锡扩 并通过加熱防 展 止再氧化
焊锡表面的 完成状态
整修焊锡的 表面,防止 短络等
图示贴片元件手工焊接与拆焊方法
烙 焊锡 铁
准备
加热
5步法 3步法
焊锡插入
取走焊锡
取走烙铁头
结束
加热焊锡供給
取走焊锡烙铁头
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
1、被焊件和电路板要同时均匀受热 2、加热时间1~2秒为宜
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
烙铁撤离方向以与轴向成45°的方向撤离
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
技能项(掌握) 1、掌握贴片元件手工拆卸的温度设定 2、掌握贴片元件手工拆卸的时间设定
贴片元件手工焊接实训
主板检测与维修实训课件
图示贴片元件手工焊接与拆焊方法
图示贴片元件手工焊接与拆焊方法
反握法
正握法
握笔法
图示贴片元件手工焊接与拆焊方法
正握,连续作业时 可以持续供給
间歇作业时 不能持续供給
图示贴片元件手工焊接与拆焊方法
酸化膜
焊剂
焊
锡
除去氧化膜
去除金属表面 的氧化膜,使 焊锡浸润