DM-6000锡膏规格书
锡膏组成、分类及参数(一
七、锡膏常用检验方式
1、锡粉粒径与形状(Powder Size & Shape)
a.目的:确认所使用的锡粉粒径、形状是否符合规范标准
b.规范标准: ★J-STD-005 ★IPC-TM-650 2.2.14
IPC-TM-650 2.2.14.1
IPC-TM-650 2.2.14.2 JIS-Z 3284 Annex 1 c.仪器设备:摇筛设备、3D画像测定仪、电子显微镜
黏度 (Pa· S) 180.5 362.5 306.7 269.6 184.0 129.0 105.4 177.5
七、锡膏常用检验方式
锡珠(Solder Ball)
a.目的:测试锡膏于加热融化后,于氧化铝板上是否收缩成一颗锡球的能 力与安定不飞溅的稳定度。 b.规范标准: ★JIS-Z 3284 Annex 11 IPC-TM-650 2.4.43 c.仪器设备:加热板、显微镜 d.测试方法: 1.将锡膏回温2小时后软化 2.将不锈钢片的孔洞对准于陶瓷片中央 3.取些许的锡膏到铁刮刀上,并将锡膏均匀地印刷在陶瓷片 4.放至加热板上加热 5.等锡膏融熔呈球状后数5秒以镊子夹取陶瓷片于不锈钢盘上,等待冷却 6.将陶瓷片放置于显微镜下以35倍放大倍率观察锡珠数目 e.判定标准:测试三个样品取平均值
七、锡膏常用检验方式
编号 1 2 3 4 5 6 7 8
黏度 = 编号5
黏着指数 = Log (编号2/编号7) 回复系数 = 编号8/编号5
转速 (RPM) 10 3 4 5 10 20 30 10
时间 (min) 3 6 3 3 3 1 1 1
(第2个10RPM读值)
(3RPM除以30RPM取Log) (第3个10RPM除以第2个)
锡膏组成分类及参数二
183 179/183 135/190 172/178
220<
General
RMA-010-FP,RMA-10-61A,etc
For manhattan efect
High-density consumers
High-density consumers
RMA-012-FP,RMA20-21,etc SQL-031S-ZAS-354S,etc SQL-2530Sv-1,etc
第12页,共58页。
按清洗方式分:
➢ 有機溶劑清洗型
➢ 水清洗型
➢ 半水清洗型
➢ 免清洗型
常用的为免清洗型錫膏,在要求比较高的产品中可以使用需清洗的的 錫膏
第13页,共58页。
各类型之成分比较:
Flux Composition
☞RA和RMA 配方是相似的 100%
。然而,RA 含有卤化物活 80% 性剂。
第9页,共58页。
按回焊溫度分:
➢ 高溫錫膏 ➢ 常溫錫膏 ➢ 低溫錫膏
按金屬成份分:
➢ 含銀錫膏(SN62/PB36/AG2) ➢ 非含銀錫膏(SN63/PB37)
➢ 含鉍錫膏(BI14/SN43/PB43)
第10页,共58页。
低温应用:
Sn43/Pb43/Bi14
Sn42/Bi58
高温、无铅、高张力:
第26页,共58页。
b.锡粉颗粒形狀:
愈圓愈好
愈小愈均勻愈好(流動性佳,成形佳)
氧化層愈薄愈好
Good
Poor
第27页,共58页。
c.锡粉大小分布:
焊料颗粒的尺寸一般为-200目/+325目,即至少99%重量百 分比的粉末颗粒能通过200(孔/in2)目的网,少于20%重量百 分比的粉末颗粒能通过325目的网,该尺寸以外的颗粒以不多于 10%为宜。在有0.5mm脚间距的器件印刷焊膏时,焊料颗粒尺寸 应比常规小,可以选用颗粒尺寸是-300目+500目的焊膏。
锡膏测厚仪-L6000操作手册

介绍感谢您购买 LASCAN® L6000 锡膏厚度测试仪此介绍的目的是向您介绍该系统并且使您能够尽快能使用该设备。
请注意可以向各区代理商处获得更多更详细的参数资料,新产品信息,及应用信息。
使用注意事项移动该设备时,必须保护好该设备的光学部件及运动部件。
先开电脑,后开设备电源, 然后再启动L6000主体软件。
软件运行后,设备3轴自动复位,届时请不要碰触机器除了前部工作台以外的任何地方。
L6000 锡膏厚度测试仪标准配置所含设备及部件Lascan L6000 主机 1 台标准高度校正块 1个USB 视频线 1条232 串口控制线 1条标准电源线 1条电脑软件光盘 1个操作手册 1本L6000系统安装首先确认电脑系统是否符合在此手册最后的最低电脑配置要求;用USB视频线将PC后面的USB接口与L6000主机的USB接口连接 ;用串口控制线将PC后面的COM‐1口与L6000主机的232接口连接;将软件狗插入PC的USB口。
将L6000主机连接上电源;必须使用2平方毫米以上的线与L6000主机的线相接驳。
地线必须连接。
在安装开始前,尽量关闭所有其他应用软件;安装过程如下:将光盘放入CDROM,关上CDROM;如果自动安装系统没有启动请按如下操作:打开光盘执行SETUP文件。
1.X方向运动轴2.Y方向运动轴3.光学结构头部4.产品放置平台5.急停开关6.后盖1.主按键栏2.主显示界面3.数据结果栏4.产品名称栏5.模式切换栏6.坐标位置栏7.3D图像栏8.辅助按键栏第一章 界面功能介绍1.新建产品按键新建一个产品的检测程序2.选择产品按键打开一个产品的检测程序3. 动态/静态图像模式按键左边 动态图像模式 ‐‐‐‐ 连续抓图右边 静态图像模式 ‐‐‐‐ 单一抓图4. 扫描范围控制按键单击此按键 可调整扫描的范围中央蓝色实线 为激光聚焦线上面黄色虚线 为下扫描范围线下面黄色虚线 为上扫描范围线红色数字的单位 是毫米 表示扫描的高度范围。
电子成品焊接技术--锡膏篇
oC
C oC
150
B oC
100
T1
50
T2
T3
pre-heat
50
soaking
100 150
reflow
200
cooling
250
Sec.
A: ramp up rate during preheat: B~C: soaking temperature: D: ramp up rate during reflow: E: ramp down rate during cooling: F~G: peak temperature: T1: preheat time: T2: dwell time during soaking: T3: time above 220 oC :
7. 錫膏信賴性評估測試項目總覽
測試項目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 鹵素含量試驗 鉻酸銀試驗 銅鏡試驗 銅板腐蝕試驗 擴散性試驗 潤濕性試驗 助銲劑含量 錫粉粒徑與形狀 崩塌性試驗 黏著力試驗 黏度試驗 黏著指數試驗 錫膏壽命連續試驗 錫球殘留試驗 表面絕緣組抗 電子遷移試驗 印刷性試驗 ICT探針試驗 X-Ray 焊接外觀檢查 Cross Section 顯微鏡 切割機與拋光機 主要設備與材料 自動滴定儀 鉻酸銀試紙 銅鏡 銅板 銅板 沾錫天秤 電子天秤 顯微鏡,含氧量與3D測定儀 印刷機,reflow Tackiness Tester 黏度計 黏度計 黏度計 陶瓷基板 恆溫恆濕箱 恆溫恆濕箱 印刷機 ICT IPC-7095 IPC-A-610D IPC-7095 JIS-Z-3284之附件11&J-STD-005之3.7 JIS-Z-3284之附件3&J-STD-004之3.2.4.5 JIS-Z-3284之附件14&Bellcore JIS-Z-3284之附件5 規範標準 JIS-Z-3197之6.5&JIS-Z-3284之4.2 J-STD-004之3.2.4.2.1 JIS-Z-3197之6.6.2&J-STD-004之3.2.4.1 JIS-Z-3197之6.6.1 JIS-Z-3197之6.10&J-STD-004之3.2.7.2 JIS-Z-3284之附件10&J-STD-005之3.9 JIS-Z-3197之6.1篇 JIS-Z-3284&J-STD-005之3.3 JIS-Z-3284之附件7&J-STD-005之3.6 JIS-Z-3284之附件9&J-STD-005之3.8 JIS-Z-3284 9&J-STD-005 3.8 JIS-Z-3284之附件6&J-STD-005之3.5 JIS-Z-3284之附件6之5.2篇 備註說明
中温无铅锡膏产品说明书
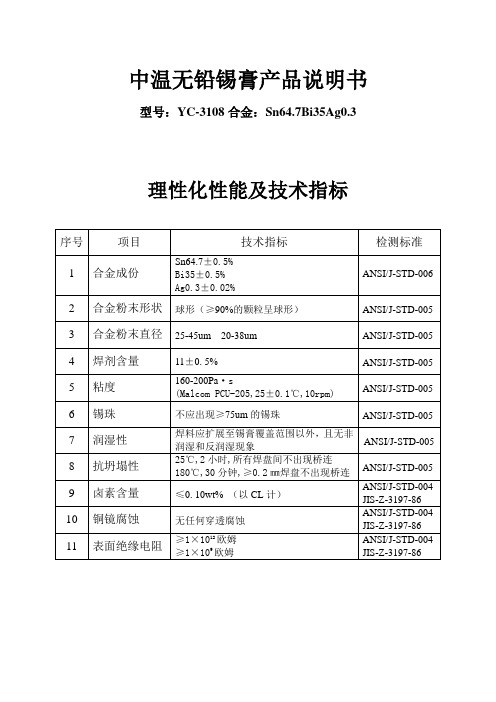
中温无铅锡膏产品说明书型号:YC-3108合金:Sn64.7Bi35Ag0.3理性化性能及技术指标回流曲线图及工艺参数温度℃工艺参数及要求:1、推荐使用线性回流曲线,不建议使用非线性回流曲线。
2、预热段:从室温30℃升温至140℃,升温速率控制在0.8-1.2℃/秒之间,尤其是从30℃至100℃,升温速率最好控制在0.8-1.0℃/秒之间。
3、恒温段:从140℃至172℃(熔点),时间要控制在50-90秒之间,尤其不要超过100秒,否则会影响可焊性,可能会导致出现焊接不良(如虚焊等)增多,或者可能会出现焊剂过多的堆积在焊点表面而造成焊点暗淡。
4、回流段:≥172℃以上的焊接时间控制60-90秒,最好不应少于60秒,其中≥200℃的时间应不少于40-60秒,而且峰值温度应不低于200-220℃,否则会因熔融时间过短或温度过低而导致焊接不良或上锡不饱满。
物质安全资料表MATERIAL SAFETY DATA SHEET 制造商资料制造厂商名称:深圳市永昌源科技有限公司电话:制造厂商地址:181号传真:化学制品名称:无铅焊锡膏化学制品型号:YC-3108 助焊剂类型:RMA闪火点(℃)自然点(℃)爆炸上限(UEL)爆炸下限(UEL)灭火材料干粉、泡沫、不可用水、特殊灭火程式1.皮肤接触时,可用清水加肥皂清洗2.不慎触及眼睛,可用清水冲洗15分钟并送医院处理3.吞食时,可喝1-2杯清水或稀牛奶,并诱发呕吐和送医。
6、化学反应特性安定性安定应避免之状况避免阳光直射或高热,避免接触水汽、酸碱。
有害之聚合物无。
分解燃烧超过140℃有毒性。
不相容物避免与水汔、酸碱或氧化性东西接触。
无铅锡膏汇总说明书

无铅锡膏说明书TEL: 版本号: FAX: 生效日期:地址: 编写单位:无铅锡膏一、简介无铅锡膏,由特殊制成的助焊膏与低氧化度的球形焊料粉末均匀混合而成,体系中添加高性能触变剂,具有优越的流变特性,印刷容易且不易坍塌,适用于细间距器件(QFP、uBGA等)的贴装。
二、性能:1、本产品为免清洗型,回流焊后残留物极少,无需清洗即可达到优越的ICT探针测试性能,并且有极高之表面绝缘阻抗。
2、连续印刷稳定,在长时间印刷后仍能与初期之印刷效果一致,不会产生微小锡球。
3、印刷时具有优异的脱模性,可适用于细间距器件(0.5mm/20mil)或更细间距(0.4mm/16mil)的贴装,如QFP、uBGA等。
4、溶剂无刺激性气味,挥发慢,可长时间印刷而不会影响锡膏的印刷粘度。
5、粘度适中,触变性好,印刷中和印刷后不易坍塌,显著减少焊接架之发生。
6、流焊时产生的锡球极少,有效的改善短路之发生。
7、焊后焊点光泽良好,强度高,导电性能优异。
8、助焊膏含量低,干燥性良好。
9、适用的回流焊方式:红外线、气相式、对流式、传导式、热风式、雷射式。
二、规格:1、锡粉项 目 备 注焊锡合金成份 Sn64Bi35Ag1锡Sn 64.0±0.5J-STD-006铋Bi 35.0±0.5银Ag 1.0±0.2焊锡合金粉末粒径(μm) 25-45小于25μm不大于10%,大于45μm不大于1% 焊锡粉末形状 球形 97%颗粒呈球形熔点(℃) 138-1872、锡膏锡膏型号 K-636助焊剂含量 11.0%粘度(25℃,Malcon sensor, 10rpm)190pa.s表面绝缘电阻(初始值) >108Ω表面绝缘电阻(40℃ 90%,168H) >108Ω扩展率 >75%铜镜腐蚀试验 无任何穿透腐蚀试验(经4D,40℃,90%) 与标准板比较无明显腐蚀迹象三、锡膏使用注意事项1、生产批号之识别:生产批号为年、部门、月、日、批次,流水号例: 9- 4106 A 01↑↑↑↑ ↑ ↑年部门 月日 批次流水号2、锡膏型号说明:U/K 6 3 6↑ ↑ ↑ ↑助焊剂类型 合金种类 合金粒度 用途助焊剂类型:合金组成: 1:Sn96.5Ag3.0Cu0.5 2:Sn42Bi583:Sn99.3Cu0.7 4: Sn99.0Ag0.3Cu0.75:Sn96.5Ag3.5 6:Sn64 Bi35Ag17:Sn62Pb36Ag28:Sn63Pb379:Sn43Pb43 Bi14C:Sn69.5Bi30 Cu0.5D:Sn59.9Bi40 Cu0.1E: Sn82.5Bi17Cu0.5 F:Sn62.8Pb36.8Ag0.4合金粒度; 2:75-45μm 3:45-25μm4:38-20μm 5:30-15μm用途: 3:通孔6:模组8:SMT(印刷) 9:点涂3、锡膏之储存:z储存温度及保质期 2-10℃:生产日起6个月内(密封保存)z新锡膏的贮存购买后应放入冷藏库中保存,以先进先出之观念使用。
锡膏印刷机规格书
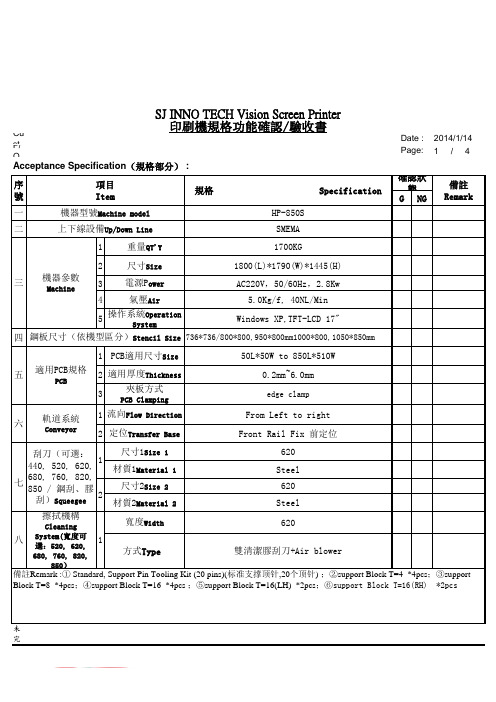
Acceptance Function(功能部分) :
項目
相 機相 機 相
馬 達 馬
統 對機 相
達 故
位 系機 相
意 停
軌 機 三
板 軌
道 段 三
道 檢
系統工 作段 三 段 頂 針 平
查 手 動 板 厚 檢
統 平台 工
查 平
台 系作 工
台 檢
設 備作 XY刮//
查 軟 體 檢
正 生刀 工
查 檢
產 校作 分
5
操作系統Operation
System
Windows XP,TFT-LCD 17"
四 鋼板尺寸(依機型區分)Stencil Size 736*736/800*800,950*800mm1000*800,1050*850mm
1 PCB適用尺寸Size
五
適用PCB規格
PCB
2 適用厚度Thickness
Page: 4 / 4
備 註 Re ma rk
驗 收
驗收日期:
En
Customer:___________
g其i
_____
他
4
規格功能確認
/驗收書
SMEMA
Date : 2014/1/14 Page: 1 / 4
確認狀
態 G NG
備註 Remark
1
重量QT'Y
1700KG
2
尺寸Size
1800(L)*1790(W)*1445(H)
三
機器參數
Machine
3
4
電源Power 氣壓Air
AC220V,50/60Hz,2.8Kw 5.0Kg/f, 40NL/Min
锡膏的组成及要求
锡膏的組成及要求目录v一、何为锡膏(介绍)v二、锡膏的组成1.合金2.助焊剂v三、型号识别v四、profile曲线图的分析v五、PCB板分类v六、界面合金二相图v七、印刷中所出现的问题解析v八、形成焊点的基本条件及焊锡过程的基本要因v九、锡膏的储存及使用v十、Rosh六项和无卤介绍一、锡膏的介绍v何谓锡膏?v英文名称Solder paste (solder :焊料,paste:膏状体)v目前因为最常用锡膏为有铅Sn63/Pb37,无铅Sn96.5%/Ag3.0%/Cu0.5%锡的含量相对较高,所以后来就将其称为锡膏。
v早在古罗马期间人们就发现Sn/Pb组合可以用于焊接,因为这两者混合后熔点可以降至人们操作起来较容易的温度,所以延续至今。
现在根据锡膏的合金成分是否含Pb分为有铅系列跟无铅系列两大类。
二、锡膏的组成触变剂(抗垂流剂)(Thixrotropic)v(1)松香v松香分天然松香Rosin和人工松香resin, 总的来说松香具黏滞性,略具清洁被焊金属的性能,且可隔离空气,防止被焊金属高温下氧化。
v(2)活性剂v主要为有机酸、卤素,具有强有力清洁金属表面的能力众所周知卤素为一种剧毒物质,但其去氧化能力超强且价格便宜,所以有些锡膏厂商目前还在使用。
业界规定卤素的含量氯和溴总量1500PPM以内可以称为不含卤素。
但石川则可以对外宣称完全不含卤素。
v(3)溶剂(Solvents)v包括乙醇、水等,可降低松香与活化剂的含量百分比,使其作用易于掌握,同时有助于助焊剂浓度的降低,在使用涂饰更均匀,效果更佳。
溶剂是低沸点物质,在回焊炉的加热区挥发掉。
v(4)触变剂(抗垂流剂)(Thixrotropic)v加入这种物质可使印刷后的锡膏仍为四四方方的,保持原有的形状,不造成塌边导致短路等不良情况。
v总结:助焊剂能去除金属氧化膜及污物,且能在高温作业中将金属表面覆盖与空气隔离,使氧化无法进行,其作用有如一保护膜;此外助焊剂有降低焊锡表面张力增进金属表面润湿等。
锡膏承认检验规格书

锡膏承认检验规格书公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]一、目的:本标准规定了锡膏的检验项目、方法、要求和可接受标准,以统一设计规则、检验标准,消除误解,以及为IQC制定QI(来料检验规范)和各部门对锡膏品质判定提供参考依据。
二、适用范围:适用于所有无铅锡膏的来料检验(包括免洗与水洗两种锡膏)。
三、检验流程:1、进行测量和实验前的准备工作。
2.、委派经培训合格的检验人员进行测量和实验工作。
3、配备合适且经过校对合格的检验仪器和相关的工具和夹具。
4、准备所需要的文件、资料(如图纸、规格书、数据记录表格等等),理解清楚后方可进行检验工作。
四、一般规格:1、功能要求:零件的设计、结构和尺寸按照相应的零件图纸;2、存储环境:密封包装,温度0℃~10℃/ 5℃~10℃。
开封后物料保存环境参考MSDS或材料说明书3、测试环境:室内温度:20℃至30℃,相对湿度:20-70%。
4、针对性:本规范主要针对锡膏的【作业性】与【特性】两大主轴作为验证的标准。
所谓【作业性】是指锡膏在生产作业上与相关设备(如印刷机、钢板、回焊炉….等)的搭配能力;所谓的【特性】是指使用锡膏用于产品后所需进行的各项焊点外观判定及相关的电性测试。
五、内容:此检验规范,除了本公司利用现有的测试仪器进行检测实验之外,厂商也需提供一些由认证单位所验证的报告证明书作为凭证,证明书内容所需检测项目请参考以下内容。
1、简述如下:(A)特性:(B)作业性:锡粉粒径尺寸:由厂商提供证明报告。
D、附注说明:评估的type 型号,将区分为type 3及type 4两种。
Type 3 将用于测试钢板厚度0.15mm以上及fine pitch 0.5mm 以上。
Type 4 将用于测试钢板厚度0.13mm以下及fine pitch 0.4mm 以下。
(不定形状) (印刷时的脱版性)、助焊剂含量的检验A、目的:确认助焊剂含量与标准值不超过±%,避免锡膏在加热之后,残留过多的助焊剂。
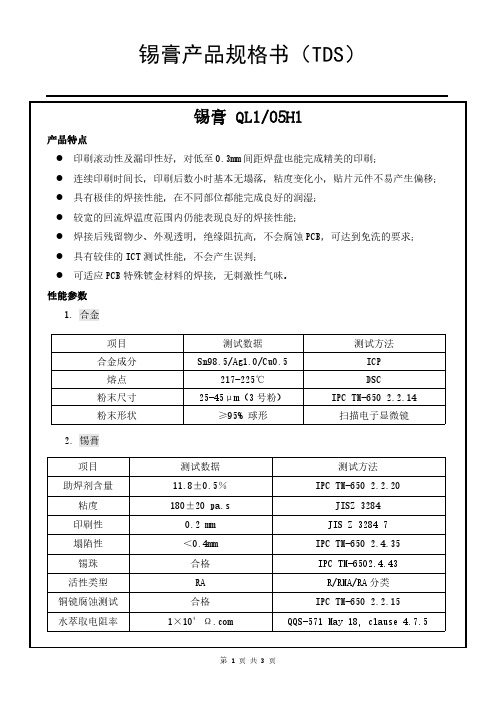
Sn98.5Ag1Cu0.5 HF物质安全资料表MSDS
锡膏产品规格书(TDS)回流焊温度曲线图5.锡膏储存●储存温度及期限锡膏应在3-7℃温度环境下密封储存,有效期一般6个月。
采用先进先出的使用原则。
●开封后锡膏保存网板上得剩余锡膏必须回收到干净无污染的空瓶密封后单独存放于冷藏库不可和新锡膏混合使用,开封后的锡膏保存期为10天,超过保存期限的应作报废处理,以保证产品质量。
SMT组装工艺焊接用錫膏安全规格表MSDS第一段:制造厂商资料物品名称用途产品简介1/05H1安全规格表::SMT组装工艺的焊接用:灰色泥状物制造商、供应商名称:地址电话传真:::第二段:成分辨识资料成分化学名称Wt%CAS No.合金锡余量7440-31-5银 1.0±0.17440-22-4铜0.5±0.017440-50-8助焊剂聚合松香2-565997-05-9二已二醇单己醚2-5112-59-4活化剂1-2商业机密第三段:危险辨识资料皮肤接触:可能会产生刺激,长时间反复皮肤接触可能引起过敏反应。
吸入:在焊接过程中,产生的烟雾刺激呼吸系统,长期暴露于焊接烟雾中会引起有害物质在人体聚集,从而影响健康。
食入:不慎食入会引起刺激,恶心反胃,痛苦不适,头痛,乏力。
第四段:急救措施急救程序:有严重不良反应者,请尽快寻求医疗援助。
眼睛接触:用大量的清水冲洗,必要时送往医院请求医疗救助。
皮肤接触:用清水和肥皂彻底清洗皮肤接触处。
吸入:将吸入者移至空气新鲜处,如果呼吸困难应立即送往医院。
食入:若无专业医疗人员指导,不要吃催吐药物或者喝其他的东西。
对于神志不清的症状,不能经口部给予任何东西。
若有大量吞食的情况,应立即送往医院,松开患者的领带、袖口、皮带等衣服。
第五段:消防措施灭火时可能之特殊危害:在失火情况下,可能释放出一氧化碳、二氧化碳和其他气体。
灭火媒介:可使用化学干粉灭火剂和抗酒精泡沫灭火剂。
消防人员防护装备:会产生刺激性烟雾。
消防员应穿戴完整、具备完备的保护衣和自我呼吸装置。
TF-L351-C-900同方锡膏技术规格书
制訂日期 Issued Date 修訂日期 Revised Date 頁碼頁數 Page Number 2010/08/01 2013/03/24頁 Page 1/8公啟/Messieurs公元二零一三年月日產品技術規格書Product Technical Data SheetTongFang Solder Paste TF-L351-C-900品质部确认Quality Dept. Confirmed生产部确认Manuf. Dept. Confirmed销售部确认Sale Dept. Confirmed頁 Page 2/8同方科技TONGFANG TECH頁碼頁數 Page Number1.描述/敬致 Description/GreetingsTF 系列是一款被设计用于当今SMT 生产工艺的免洗型焊锡膏。
TF 系列采用特殊的助焊膏与氧化物含量极少的球形锡粉炼制而成。
具卓越的连续印刷性。
TF 系列焊錫膏所含有的助焊膏,采用具有高信赖度的低离子性活化剂系统,使其在回焊之后的残留物极少,並 且具有相当高的绝缘阻抗。
即使不清洗也能拥有极高的可靠性。
2.特性與優勢 Features and Benefits印刷滚动性及下锡性好,对低至0.3mm 间距焊盘也能完成精美的印刷(T6)连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍能保持良好的印刷效果印刷后数小时仍保持原来的形状,基本无塌落,贴片元件不会产生偏移具有极佳的焊接性能,可在不同部位表现出适当的润湿性;可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现良好的焊接性能焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB ,可达到免洗的要求具有较佳的ICT 测试性能,不会产生误判 可用于通孔滚轴涂布(Paste In Hole )工艺*本文檔以下內容僅適用於同方錫膏產品 TF-L351-C-900。
ROHS无铅焊锡膏承认书—范文

ROHS无铅焊锡膏承认书—范文一、无铅焊锡膏BSK-5001技术资料如下:序号检测项目检测结果检测方法1 成份(%) Sn99/Ag0.3/Cu0.7 滴定法2 卤素(%) 0.02 电位滴定法3 PH值 5.3 酸度法4 金属含量(%) 89-91 重量法5 粘度(Pa·S) 515 旋转粘度法6 铜镜腐蚀通过90%RH96Hrs(40℃)7 扩展率(%) 86.5 255℃ 30Sec8 水溶液电导率 1.8×105(US/CM) 电导率法9 绝缘阻抗 1.2×1012Ω(加热前)25MIL梳形板10 绝缘阻抗 2.6×1011Ω(加热后)90%RH96Hrs(40℃)11 铅(Pb) 89PPM 原子吸收法12 镉(Cd)未检出原子吸收法13 汞(Hg)未检出原子吸收法14 六价铬(Cr6+)未检出原子吸收法15 多溴联苯醚(PBBS)未检出化学分析法16 多溴二苯醚(PBDES)未检出化学分析法BSK-5001为SMT无铅制程用高温锡膏。
其合金成份为Sn/Ag/Cu,锡粉颗粒度介于25~45um 之间.BSK-5001采用无铅焊锡膏专用焊剂:①使用进口特制松香,黏附力好,可以有效防止塌落;②采用非亲水性溶剂,耐潮湿环境,可长时间印刷并保持适当粘度;③采用非离解性活化剂,润湿性强,上锡好;④回焊后残余物量少,且透明,不妨碍ICT测试.二、焊锡膏使用及注意事项:项目内容锡膏回温锡膏通常是在冰箱中贮藏,温度一般在5~10℃左右,使用时必须将锡膏从冰箱中取出恢复到室温(约4小时)。
停工时未用完的锡膏不应放回原罐中,而应单独存放.印刷速度25~50mm/s刮刀硬度80~90DUROMETER印刷方式不锈钢网板接触式印刷工作寿命6~8小时工作环境温度20~25℃,相对湿度低于70%搅拌时间建议在3~5分钟左右最小包装500g/瓶1.预热区:25℃-150℃60-90秒.2.保温/活性区:150℃-217℃90-120秒.3.焊接区:>225℃时间45-60秒.三、物资安全资料表 (Material Safe Data Sheet)1.(产品名) 无铅锡膏2.(物理的特性)合金组成:(见相关型号技术规格书)含有量: (见相关型号技术规格书)助焊膏:10±2%3.(危险,有害性的分类)分类的名称:危险性:对眼睛、口腔有一定的危险性;有害性:在空气流通不好的场所作业时,常常会吸入熔解铅的蒸气,所以在作业时注意铅中毒.4.(应急处置)在常温的状态,如触到皮肤上后,应取用酒精进行擦拭;在溶解状态下触到皮肤上受到烧伤情况时,按照一般的烧伤处理方法进行治疗.5.(火灾时的处置)发生火灾时,用湿的厚布盖住火苗进行灭火.6.(处理及保管上的注意事项)在较暗的场所进行保管,尤其在冰箱内保管更好.空气中的水分会在焊锡表面上结成水珠,在溶解焊锡时不要将有水珠的焊锡投入使用.7.(防止暴露处置)有关焊锡溶解状态:容许浓度:有关焊锡一般容许浓度,没有相应的规定.设备对策:在通风条件良好的场所进行焊接操作.保护用具:焊锡作业的场合应戴手套,配戴眼镜和口罩等, 作业完成后例行洗脸和洗手.8.(物理/化学的物性)比重:约3.9(20℃)g/cm3;熔点:液相线温度约217℃固相线温度约219℃;溶解性:不溶于水;9.(危险性情况)1.直接接触焊锡膏的场合,防止焊锡膏附着在皮肤或进入体内,如果发生则取用酒精进行擦拭或送医院就诊.2.在熔解时产生飞溅的场合,注意不要飞溅到眼内.3.熔融时不要直接接触到焊锡,以免造成烫伤.10.(有害性情报)刺激性: 没有感作性: 没有相应的报告急性毒性: 常规,腹腔内LDLO,lg/kg变异原性: 没有相应的报告催奇形性: 没有相应的报告11.(环境影响情报)有关焊锡中有害物质的规定符合ROHS标准尤其是矿山等方面的环境标准正在制定过程中.汽车的尾气排出的铅烟的问题,目前仍在存在(四乙烷基)12.(运输上的注意事项)避免在爆晒和阳光直射下进行运输13.(废弃上的注意事项)从污染防止观点出发,在废弃时应依赖废弃物处理厂家进行处理14.(主要适用的法律法规及参考文献)劳动安全卫生法大气污染防止法水质污染防止法。
晨日无铅锡膏规格书
加入无水乙醇,溶解锡膏,用硝酸银溶液滴定法测试。
4-4黏度测试
使用MALCOM黏度剂测定。
记录20℃,10 rpm的黏度值。
4-5可焊性测试
采用湿润平衡法原理或可焊性测试仪器。
页数:2
晨日无铅锡膏规格书
5、成品检查
NO.
项目
检查标准
判定基准
1
外观
每批
4-1
2
组成
每批
4-2
3
卤素含量
(3)操作注意事项仅限操作者使用,作业时请佩带口罩或安装抽气扇,以防吸入过多的焊接时产生的气体,操作完之后需洗手。如接触皮肤请用乙醇或异丙醇擦洗,接触眼睛需到就近医院处理,具体注意事项请参照MSDS数据。
8、运输注意事项
(1)如果成品发生问题,请与以下联系:
深圳市晨日科技有限公司
深圳蛇口工业区工业八路95号
3)标签上须注明“产品名称”、“型号”、“净重”、“批号”、
“公司名称”、“生产日期”、“注意事项”。
4)标准标签样板:
页数:3
晨日无铅锡膏规格书
7、使用方法与注意事项
(1)保存方式在5-10℃以内冰箱密封保存,有效期6个月,温度过高和过低对品质均有影响。
(2)使用方法
a.锡膏从冰箱中被取出后,置于室温中“回温”2—4小时左右,充分搅拌10分钟以上时间,然后印刷。
晨日无铅锡膏规格书
无铅锡膏
1、适用
此规格书适用于SMT印刷专用无铅锡膏。
2、产品特征
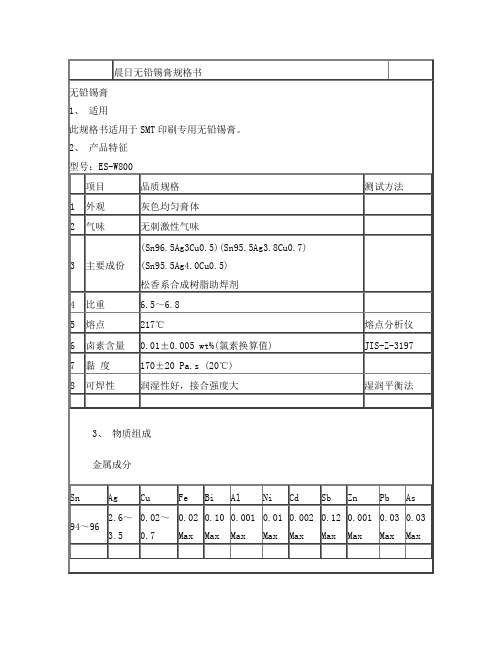
型号:ES-W800
项目
品质规格
测试方法
1
外观
灰色均匀膏体
2
气味
无刺激性气味
3
锡膏厚度和面积标准_概述说明以及解释

锡膏厚度和面积标准概述说明以及解释1. 引言1.1 概述在电子制造领域中,锡膏是一种常见的焊接材料,被广泛应用于印刷电路板(PCB)组装过程中。
锡膏的质量对于产品性能和可靠性具有重要影响。
其中,锡膏的厚度和面积是两个关键参数。
本文将详细介绍锡膏厚度和面积标准,并对其进行概述、解释和说明。
首先,我们将阐述锡膏厚度标准的定义、测量方法及其重要性。
接下来,我们会探讨这些标准在不同应用范围下的具体要求和限制。
此外,文章还将涵盖锡膏面积标准的定义、计算方法以及与质量控制之间的关系。
最后,本文还将讨论锡膏厚度和面积测量技术以及仪器评估,并给出技术选择和评价指标解析。
通过全面讨论这些主题,本文旨在为读者提供对于锡膏厚度和面积标准有深入了解的基础知识,并帮助读者更好地理解它们在电子制造行业中的重要性和应用。
1.2 文章结构本文将按照以下结构进行讨论:第2部分将详细介绍锡膏厚度标准。
首先,我们将给出锡膏厚度标准的定义,并介绍常用的测量方法。
接着,我们会探讨为什么锡膏厚度标准如此重要,并阐述其在不同情景下的应用范围。
第3部分将专注于锡膏面积标准。
我们会解释该标准的定义以及计算方法,并分析面积标准与质量控制之间的关系。
此外,文章还会对面积标准对产品性能的影响进行深入分析。
第4部分将涵盖锡膏厚度和面积测量技术与仪器评估。
我们会介绍常用的厚度测量技术和仪器,并深入探讨面积测量技术和仪器的特点及选型。
同时,我们也会提供相关评价指标来帮助读者在选择合适的技术和仪器时做出明智决策。
最后,在第5部分中,本文将总结主要研究发现,并指出当前存在的问题。
同时,未来研究方向也将被提出,以促进锡膏厚度和面积标准的进一步发展与改进。
1.3 目的本文的目的在于全面介绍和解释锡膏厚度和面积标准,在电子制造领域中对这些参数进行准确控制的重要性。
通过深入分析锡膏厚度和面积的定义、计算方法以及测量技术,希望读者能够更好地理解这些标准对产品质量、性能和可靠性所产生的影响。
永安锡膏规格介绍

深圳市永安助焊剂有限公司
东莞永安科技有限公司
利.50-90 秒的时间为合适。这样可以保证大元件也能有充分的升温。 217-217℃(熔溶区) (顶点温度 235 至 245℃) 这个温区是焊锡熔化的关键,它分为以下两个阶段: 217-240℃ 这个温区通常要在很短的时间内获得足够的能量才能使锡有良好的焊接扩散。温度过 高时间过长会引起焊点变色,电路板起泡及白色印字变黄,松香变黄影响外观。通常不超过 30-40 秒。 240-217℃ 这个温区为降温区通常在 20-40 秒内完成,对焊点、元件和 PCB 板都会安全的降温,时 间过长也同样会引起焊点变色,电路板上的白色印字及松香氧化变黄影响外观。 无铅锡银铜锡膏参考曲线 63/37有铅锡膏曲线
第八段
防护措施
监测方法:火焰原子吸收光谱法。 工程控制:需防止烟尘危害,提供足够的机械式排气装置。 呼吸系统防护:空气中粉尘浓度超标时,必须佩戴自吸过滤防尘口罩。紧急事态抢救或撤离时,应该佩戴空气 呼吸器。 眼睛防护:戴化学安全防护眼镜。 皮肤及身体防护:穿戴工作衣及防护手套。 车间卫生措施:工作现场禁止吸烟、进食和饮水。工作完毕,淋浴更衣。
第九段
物质状态:膏状 颜色:银灰色
物理及化学性质
形态:膏状 气味:无气味 水中溶解度:不溶于水 沸点/沸点范围:/ 闪火点:>60℃
相对密度(水=1) :4.4 熔点: 217℃ 自燃温度:/
第十段
稳定性及反应活性
稳定性:稳定(5-10℃) 应避免接触条件:严禁阳光直射或高热,避免接触水气或酸。 禁配物:强氧化剂、强酸、水 聚合危害:—— 燃烧(分解)产解物:——
1 of 7
深圳市永安助焊剂有限公司
东莞永安科技有限公司
锡膏使用说明书
U U
Wt%(重量%) Vol%(体积%) 助焊剂的构成和机能
U
Flux 12 约50
成 分 松 香 活性剂 可塑剂 溶 剂
wt% 50~60 < 1 5~8 30~40
机 能 防止再氧化 除去氧化物 印刷形状的维持 粘度调整
〈可塑剂〉 耐热性 : 120~150℃ ⇒120℃以下 : Gel/凝胶(膏状) ⇒150℃以上 : Sol/胶体溶液(胶质状)
Product Name: ECO SOLDER PASTE M705-G03
注 1)焊膏的表面有无干燥 焊膏表面的干燥表皮是指焊膏的表面层变干且变硬的状态。GRN360在一般的 保管状态下是不必担心这种情况的发生。 但,容器侧面占有的焊膏,必须用橡胶勺削去或用无尘纸擦净后进行保管。 干燥表皮 焊锡膏
Document No. Revision No. Issue Date Page No.
M705-G03 01 13-03-2007 2/10
Product Name: ECO SOLDER PASTE M705-G03
1.ECO SOLDER PASTE M705-G03 本产品是由焊锡粉和助焊剂形成的膏状焊接材料。在使用时、请参照本产品的产品 规格书(技术资料)/产品安全数据表(MSDS) 。 2.使用时的注意事项 1) 本产品为无铅焊料。请注意不要混入其他成分的焊膏中。 2) 请不要用手直接接触焊膏。 若衣服或身体上附有焊膏时,请及时用乙醇酒精擦去。 3) 请避免吸入回流时喷出的蒸汽。 在焊料工作场所需要安装局部排气装置或全面排气装置。 焊接工作结束后或用膳前务必要洗手和漱口。 请把焊膏保存在冷藏库内(0℃~10℃)。 从冷藏库内取出焊膏后,放置1~2小时恢复到室温后再进行开封。。 恢复到室温后,打开容器的盖子,用刮刀搅拌20~30回。 利用自动混炼机搅拌时,请注意搅拌时间。搅拌时间过长会由于锡粉之间的摩擦 导致发热,造成焊膏的恶化。0.5~1分钟之间作为标准。 9) 从容器中取出适量的焊膏后、及时盖上容器的盖子。 10) 焊膏在继续使用的情况下,放在室温中(24小时)也没有问题。 但是,使用过一天以上的焊膏在以后还要继续使用时,请盖紧盖子,放到冷藏库内 保管。开封过一次的焊膏,请在一个月以内使用。 11) 休息时间等在30分钟以上、印刷被一时中断的场合,印刷模板需要进行清洗并在试 印 1~2 块后进行生产。 0.4mm间隔的QFP图形等开口部狭小的地方、模板开口部旁边附有的焊膏会逐渐 变干、印刷模板的脱落性可能会随之变差。 12) 焊膏印刷完后、请尽快进行回流。 (印刷后,4小时以内) 13) 焊料工作场所的环境应适合温度在23~25℃、湿度60%以下。 14) 使用过一次的焊膏,请尽量废弃。 再使用的场合、不要把焊膏放回到原来的容器里、应装入其它容器、放入冷蔵库内进 行保管。 而且在使用时、应检查以下的事项后再进行使用。 ① 焊膏的表面有无干燥(注1)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中山市鼎明科技有限公司
承认书
产品:LED固晶锡膏
型号:DM-6000
客户:
发行日期:
一、锡膏的简介
1、导热率:
锡膏一般用于金属之间焊接,其导热系数为67W/m·K 左右,远大于现在通用的导电银胶。
因此,在LED 晶圆封装等领域锡膏可代替现有的导电银胶和导热胶等封装材料,从而实现更好的导热效果,且大大降低封装成本。
2、晶片尺寸:
锡膏粉径为10-25μm(5-6#粉),能有效满足 5 mil-75 mil(0.127-1.91mm)范围大功率晶片的焊接。
3、固晶流程:
备胶--取胶和点胶--粘晶--共晶焊接。
固晶机点胶周期可达240ms,粘晶周期150ms,固晶速度快,产率高。
4、焊接性能:可耐长时间重复点胶,焊点饱满光亮,空洞率小于5%,固晶可靠性
好,质量稳定。
5、触变性:采用粒径均匀的超细锡粉和高触变性的助焊膏,触变性好,不会引起晶片的漂移,
低粘度,为15000-25000cps,可根据点胶速度调整大小。
6、残留物:
助焊剂特殊配方,焊接后助焊剂残留物透明、不发黄、残留物极少,将固晶后的LED 底座置于恒温箱中,残留物及底座金属不变色,且不影响LED 的发光效果。
7、机械强度:焊接机械强度比银胶高,焊点经受10 牛顿推力而无破坏和晶片掉落现象。
共晶
焊接强度是原银胶粘结强度的 5 倍,不存在长时间工作后银胶硫化变黑,等问题。
8、焊接方式:
固化能适用于回流焊固化、加热板固化、红外发热固化工艺,将回流炉的温度直接设定在合金共晶温度焊接即可,焊接固晶过程可在5min 内完成,而银胶一般为30min,减少了固晶能耗。
二、组成及成分
三、物理及化学性质
四、稳定性及反应性
稳定性:在通常的应用或储存环境下,性质稳定.
聚合反应:在通常的应用或储存环境下,不会发生聚合反应.
应避免之状态:高温
应避免之物质:水、酸、碱
危害分解物:产生少许一氧化碳、二氧化碳有毒气体。
五、暴露预防措施
工程控制:必需在密闭通风系统内使用,保持良好通风。
个人防护设备
呼吸防护:在良好的通风环境下操作,如果通风不好,不能将有效的将回流焊烟雾
排走,则需要带NIOSH/MSHA 确认的呼吸器
手部防护:防护化学品的橡胶手套
眼睛防护:防护面罩,带有护罩或有化学品飞溅护目镜的眼镜.当操作熔融材料
时,最好带防护面罩.
皮肤及身体防护:工作服
卫生措施:使用中不宜进食,饮食前需漱洗
其他注意事项:在紧邻工作区,应设有洗浴设施
六、应用范围
1. DM-6000 LED 固晶锡膏(SnAg3Cu0.5)适用于所有带可焊性镀层金属的小、中、大功率
LED 灯珠封装,如镀:Au,Cu,Ni,Ag 等可焊金属层。
SnAg3Cu0.5 无铅锡膏满足ROHS 指令要求;在后续的加工中如需要过回流焊时,需使用低温或中温锡膏。
2. DM-6006 LED 固晶锡膏(SnSb10)适用于所有带可焊性镀层金属的小、中、大功率LED
灯珠封装,如镀:Au,Cu,Ni,Ag 等可焊金属层。
满足需要二次回流的LED 封装要求,其热导率与合金SnAgCu0.5 接近。
七、使用方法
1. 产品适用于点胶机,固晶机,工艺与银胶工艺相同; 可根据芯片尺寸大小和点胶速度选择合
适的针头和调整合适的气压。
2. 锡膏在使用前应从冷藏柜中取出,放置在室温下(25℃左右)解冻。
为达到完全的热平衡,
建议回温时间至少为1 小时,回温后,使用前,一定要避免容器外有水滴浸入锡膏中,否则将影响锡膏的特性。
锡膏是以糊状物质存在,表面容易因溶剂挥发而干燥,因此在开盖后,建议尽量缩短在空气中暴露的时间。
3. 不能把使用过的锡膏与未使用过的锡膏置于同一容器中。
锡膏开封后,若针筒中还有剩余锡膏
时,不能敞于空气中放置,应尽快旋紧盖子,按要求冷藏。
八、产品包装及储藏
1. 标准包装:针筒装包装,5CC/10g、每支。
2. 储存条件:锡膏密封储存,保质期为6 个月(从生产之日算起)。
储存温度:2-10℃。
九、.回流焊曲线。