日本工业标准, 锡膏检验规范(JIS Z3284-1994)
日本材料

日本板带类JIS标准介绍日本是钢铁工业发展较快的国家之一,形成了比较完备的标准化体系,其板带方面的标准类别齐全,自成体系。
所有加工过程的产品均有相应的标准,而且不同加工过程产品在标准体系中都非常显著地表现出来,脉络非常清楚。
因而在台湾地区、韩国、东南亚等地都用日本标准,中国的钢材经销商也比较多地接触日本标准。
日本标准与西方标准最大区别在于对材料性能分级时,ISO 标准及西方标准都按屈服强度来分级,而日本标准是采用抗拉强度。
在这方面日本标准一直未与ISO 标准接轨,只是在标准后附录ISO 标准。
日本标准相对比较陈旧,规范比较粗糙,其目的是留下空间让企业制定更严格的企业标准。
1. 日本板带方面的标准分类日本板带类标准按产品用途分为两大类,第一类是一般用(CQ)和冲压用(DQ)板带,第二类是结构用(SQ)板带。
这两大类材料的根本性区别在于因为用途不同,所以对材料要求的侧重点不同。
一般用和冲压用板带要求材料经过一定的变形加工后使用,因而需要较好的加工性能,即要较好的屈服强度,较高的延伸率,也就对化学成分提出了较高要求。
而结构钢一般不经过复杂的加工,直接用于各类工程结构方面,因而需要较高的强度,对延伸率要求相对较低一点,相对地对化学成分要求也不是很苛刻。
2. 日本一般用和冲压用板带的分级一般用和冲压用板带质量主要体现在加工性能上,所以按其所能达到的冲压级别分级,对于热轧板带(JIS G3131)和冷轧板带(JIS G3141)分三级,分别是一般用的商品(CQ)级、深冲(DQ)级和超深冲(EQ)级。
冲压级别的提高,要求材料的延伸率越来越高,相应地要求含碳量越来越低,有害元素磷、硫越来越少。
而对抗拉强度的要求达到基本的270N/mm2即可。
3. 日本标准结构用板带的分级结构用板带的品质体现在其使用性能方面,因而按其材料能够达到的力学性能分级,日本标准一般根据抗拉强度分级,即材料抵抗外力拉断的性能,分为340、400、440、490、570 N/mm2等五个级别。
JISZ3284-1994Japan锡膏检验规范

印刷检验标准

1.锡膏虽成形不佳,但仍足将
2.各点锡膏偏移未超过15%焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
7.焊盘间距为0.65MM
1.各焊盘锡膏印刷均100%覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度测试合乎要求
允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
5.焊盘间距为0.8-1.0MM
1.锡膏无偏移
2.锡膏100%覆盖于焊盘上
3.各焊盘锡膏成良好,无崩塌现象
4.各点锡膏均匀,测试厚度符合要求
标准
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
二极管、电容等(1206以上尺寸物料)
1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排除,以免造成气流使元件偏移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏厚度符合要求
标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%焊盘
【SMT资料】锡膏基础知识测试规范及锡膏的管理与印刷(WORD档)

一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
SMT锡膏印刷品质检验规范
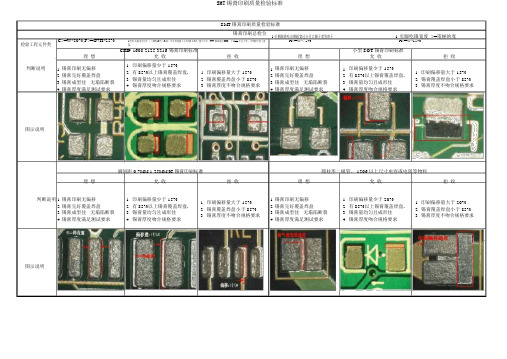
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
锡膏测试方法及评判标准
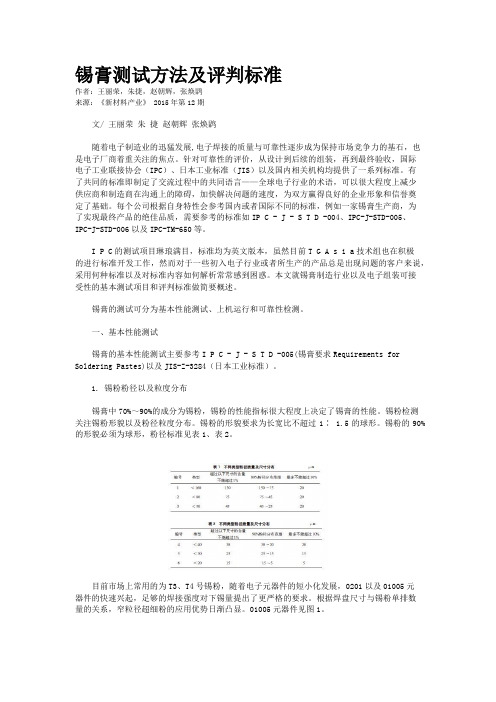
锡膏测试方法及评判标准作者:王丽荣,朱捷,赵朝辉,张焕鹍来源:《新材料产业》 2015年第12期文/ 王丽荣朱捷赵朝辉张焕鹍随着电子制造业的迅猛发展,电子焊接的质量与可靠性逐步成为保持市场竞争力的基石,也是电子厂商着重关注的焦点。
针对可靠性的评价,从设计到后续的组装,再到最终验收,国际电子工业联接协会(IPC)、日本工业标准(JIS)以及国内相关机构均提供了一系列标准。
有了共同的标准即制定了交流过程中的共同语言——全球电子行业的术语,可以很大程度上减少供应商和制造商在沟通上的障碍,加快解决问题的速度,为双方赢得良好的企业形象和信誉奠定了基础。
每个公司根据自身特性会参考国内或者国际不同的标准,例如一家锡膏生产商,为了实现最终产品的绝佳品质,需要参考的标准如IP C - J - S T D -004、IPC-J-STD-005、IPC-J-STD-006以及IPC-TM-650等。
I P C的测试项目琳琅满目,标准均为英文版本,虽然目前T G A s i a技术组也在积极的进行标准开发工作,然而对于一些初入电子行业或者所生产的产品总是出现问题的客户来说,采用何种标准以及对标准内容如何解析常常感到困惑。
本文就锡膏制造行业以及电子组装可接受性的基本测试项目和评判标准做简要概述。
锡膏的测试可分为基本性能测试、上机运行和可靠性检测。
一、基本性能测试锡膏的基本性能测试主要参考I P C - J - S T D -005(锡膏要求Requirements for Soldering Pastes)以及JIS-Z-3284(日本工业标准)。
1. 锡粉粉径以及粒度分布锡膏中70%~90%的成分为锡粉,锡粉的性能指标很大程度上决定了锡膏的性能。
锡粉检测关注锡粉形貌以及粉径粒度分布。
锡粉的形貌要求为长宽比不超过1∶ 1.5的球形。
锡粉的90%的形貌必须为球形,粉径标准见表1、表2。
目前市场上常用的为T3、T4号锡粉,随着电子元器件的短小化发展,0201以及01005元器件的快速兴起,足够的焊接强度对下锡量提出了更严格的要求。
焊膏印刷外观检验标准

日期
编制
校对
审核
日期ቤተ መጻሕፍቲ ባይዱ
日期
日期
不合格处理办法:
1自检发现不合格的,由操作者自行修正(清洗、凉干并重新印刷)。
2检验员抽检时发现不合格项,要求操作工修正并提出制程警示。
3不合格项登记到抽检记录表中。
4尚未进入下一工序的产品由操作工针对以下不合格项做全数检验,并由由检验员针对以下不合格项做全数检验。
五、
检验项目
技术指标
示意简图
印刷完整
一、目的:
规定了PCB板(单、双面)锡膏印刷质量的检验管理办法。
二、范围:
适用于本公司所有PCB板锡膏印刷的质量检验。
三、检验方法及工具:
检验方法:目测;检验工具:5-10倍放大镜、防静电手腕、防静电手套。
四、检验及不合格处理办法:
操作工应采用目视或仪器检验做好全数自检工作,检验员按《一次正常检查抽样规范》AQL=2.5且C=0进行抽检。
模板上所有印刷孔均应有焊膏
偏移
横向偏移不得大于焊盘宽度的25%,纵向偏移不得超过焊盘宽度的50%
少锡
焊膏覆盖焊盘的面积应达到75%以上
检验项目
技术指标
示意简图
连锡
相邻焊盘上的焊膏无连接现象
边缘
整齐,棱角清晰
拉尖
表面无明显尖角
污染
基板印刷之外的区域不允许有焊膏焊膏
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
锡膏承认检验规格书

锡膏承认检验规格书公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]一、目的:本标准规定了锡膏的检验项目、方法、要求和可接受标准,以统一设计规则、检验标准,消除误解,以及为IQC制定QI(来料检验规范)和各部门对锡膏品质判定提供参考依据。
二、适用范围:适用于所有无铅锡膏的来料检验(包括免洗与水洗两种锡膏)。
三、检验流程:1、进行测量和实验前的准备工作。
2.、委派经培训合格的检验人员进行测量和实验工作。
3、配备合适且经过校对合格的检验仪器和相关的工具和夹具。
4、准备所需要的文件、资料(如图纸、规格书、数据记录表格等等),理解清楚后方可进行检验工作。
四、一般规格:1、功能要求:零件的设计、结构和尺寸按照相应的零件图纸;2、存储环境:密封包装,温度0℃~10℃/ 5℃~10℃。
开封后物料保存环境参考MSDS或材料说明书3、测试环境:室内温度:20℃至30℃,相对湿度:20-70%。
4、针对性:本规范主要针对锡膏的【作业性】与【特性】两大主轴作为验证的标准。
所谓【作业性】是指锡膏在生产作业上与相关设备(如印刷机、钢板、回焊炉….等)的搭配能力;所谓的【特性】是指使用锡膏用于产品后所需进行的各项焊点外观判定及相关的电性测试。
五、内容:此检验规范,除了本公司利用现有的测试仪器进行检测实验之外,厂商也需提供一些由认证单位所验证的报告证明书作为凭证,证明书内容所需检测项目请参考以下内容。
1、简述如下:(A)特性:(B)作业性:锡粉粒径尺寸:由厂商提供证明报告。
D、附注说明:评估的type 型号,将区分为type 3及type 4两种。
Type 3 将用于测试钢板厚度0.15mm以上及fine pitch 0.5mm 以上。
Type 4 将用于测试钢板厚度0.13mm以下及fine pitch 0.4mm 以下。
(不定形状) (印刷时的脱版性)、助焊剂含量的检验A、目的:确认助焊剂含量与标准值不超过±%,避免锡膏在加热之后,残留过多的助焊剂。
锡膏与红胶印刷检验标准

分类
Chip锡膏印刷规格示例
MINI(SOT)锡膏印刷
规格示例
陶磁电容锡膏印刷
规格示例
PITCH=1.25器件锡膏印刷规格示例PITCH=0.8~1.0锡膏印刷
规格示例
PITCH=0.5IC锡膏印刷
规格示例
说明
目标
1:锡膏印刷无偏移;
2:锡量均匀,锡膏厚度均匀;
3:锡膏无拉尖,无坍塌;4:锡膏覆盖焊盘90%以上可接受
1:锡膏偏移小于25%;2:锡量大于正常锡量的75%;
3:锡膏有轻微拉尖或者断裂,且无连点;
4:锡膏覆盖焊盘75%以上。
缺陷
(不可接受)
1:锡量不足,小于75%;2:印刷偏移大于25%;3:Chip件两点焊锡严重不均;
4:锡膏严重断裂,坍塌等。
锡膏印刷检验标准
1:个别焊盘锡膏印刷不合格:坐标识,回流焊接后手工补焊;
2:多于5%面积的印刷不良:在元件贴装前且印刷2H内刮掉焊锡,用毛刷和异丙醇清洗整个印制板面,用气枪清洁印制板过孔,然后用异丙醇冲淋2-3遍。
全面检查并确认印制板表面和过孔没有残留焊膏,然后等印制板自然干燥后可以重新印刷。
锡膏印刷不合格的处置方法
少锡
少锡锡膏成型不佳
偏移>25%W
偏移与连点
锡膏坍塌且锡量不足。
JISZ3282焊锡-化学成分及形状

实用标准文案精彩文档焊锡-化学成分与形状JIS Z 3282: 2006(JWES)2006年3月25日修订〔日本标准协会发行〕序文11.适用X围12.引用标准13.定义14. 合金系,种类与记号14.1合金系与种类1 4.2记号15. 外观56. 化学成分57. 形状与尺寸58. 分析试验59. 检查510.制品名称511. 标记611.1标记事项611.2标记位置611.3须知事项的标记7焊锡--化学成分与形状Soft solders-Chemical positions and form序文本标准是以JIS Z3282:1999为根底,依据第二版ISO/FDIS9453:2006, Soft solder alloys-Chemical position and forms,并适应国内含铅焊锡与无铅焊锡行业技术趋势,对局部技术内容进展研究变更而做成的日本工业标准。
下划实线或虚线局部为原国际标准的变更处。
附录〔参考〕中给出了有关变更的列表与说明。
1.适用X围本规格对用于一般工业与电气电子工业的含铅焊锡〔以下称“含铅焊锡〞〕与不含铅焊锡〔以下称“无铅焊锡〞〕做了规定。
备注:本标准对应的国际标准如下:另外,根据ISO/IEC Guide 21,用符号表示JIS与国际标准间的对应度—IDT〔一样〕,MOD 〔有修改的〕,NEQ〔不一致〕。
ISO/FDIS 9453:2005. Soft solders alloys-Chemical positions and forms(MOD)2.引用标准如下在本文中所引用的标准亦构本钱标准的一局部。
引用标准,适用其最新版本〔包含增补〕。
JIS H 0321 非铁金属材料的检查通如此JIS Z 3001 焊接术语JIS Z 3198-1 无铅焊接试验方法—第一部:焊接温度X围测定方法JIS Z 3284 焊锡膏JIS Z 3910 焊锡化学分析方法3.定义本标准中的主要用语的定义,依据JIS Z 3001与如下定义。
焊锡膏检验标准作业指导书

Ac=0
Re=1
规格型号
实物上标识、包装标签上的规格型号与ERP单上的规格型号一
致。
目视
A
每盒
Ac=0
Re=1
有效期
送检的锡膏应在标识的使用有效期范围内且不宜接近有效期。
目视
A
每盒
Ac=0
Re=1
外观
混合均匀的灰色桨状固体,合金粉末呈现球形。
目视
A
每卷
Ac=0
Re=1
成分
Sn63Pb37
材质报告
A
外标识
材质报告/季度
Ac=0
Re=1
助焊剂
(Flux)
10%左右。
材质报告
A
外标识
材质报告/季度
Ac=0
Re=1
锡粉含量
通常选用锡粉含量为85%~92%的焊膏。
材质报告
A
外标识 材质报告/季度
Ac=0
Re=1
重量
实际重量不低于所标重量的99.5%。
电子秤
A
2卷/包
0
Re=1
实际使用 情况
由仪表事业部实际使用,丝网印刷、回流焊接过程无不良现象。
委托检验
A
根据实际使用情况确定。
批准
焊锡膏检验标准
文件编号
审核2
修改状态
审核1
编制
制(修)订日期
检验项目
检验要求
检验工具
不良 等级
抽样方式
判定
包装
1、包装无破损。
2、外包装标识清晰、整洁、无错误。
3、包装箱上标识型号、数量、生产日期(生产批号)标识。
4、每盒包装上成分、品牌、重量、助焊剂含量等标识明确,有 明显的有效期标识。
jis3284

錫膏標准JIS-Z-3284第一版錫膏適用范圍:本標准詳細說明用于電氣設備﹑電子設備﹑通信設備等設備的線路連接及零件制造的錫膏規格。
注1.本標准引述了下列標准JIS C 6480 用于制造印刷線路板的銅箔基板通用標准JIS H 3100 銅及銅合金片﹑板﹑條JIS Z 3197 樹脂型助焊劑試驗方法JIS Z 3282 軟焊料JIS Z 8801 篩分試驗2.與本標准相關的國際標准如下﹕ISO 9454-1: 1990 軟焊料助焊劑-分類和要求-第一部分﹕分類﹑標注﹑包裝ISO 9455-1: 1990軟焊料助焊劑-試驗方法-第一部分﹕非揮發性物質測定, 重量分析測定1.用語定義對本標准中的一些用語做如下定義(1)錫膏錫粉及膏狀助焊劑的混合物。
(2)助焊劑活性度某種助焊劑及熔融焊錫促進基材表面潤濕的程度。
(3)助焊劑功效焊接過程中助焊劑表現的功效。
(4)催化劑用于提高助焊劑的功效。
(5)樹脂用于助焊劑的天然或合成的樹脂型物質。
(6)松香由從松樹中提煉的松香油蒸餾并精煉得到的天然硬質松香,包括樹脂松香﹑木質松香﹑塔羅油松香﹐酸值均在130或以上。
(7)改良型樹脂用松香對樹脂加以改良﹐改良后的樹脂并不從屬于松香類目下。
(8)松香助焊劑用有機溶劑將主要成份為松香的天然(精煉)松香制成溶液或膏狀物質。
(9)助焊劑殘渣焊接加熱后殘留在基板上的助焊劑。
(10)塌落錫膏在印刷后由于干燥或加熱而引起的形狀上的改變。
(11)粘著性錫膏與基板之間的粘著力。
(12)錫球加熱到焊接溫度后附著于基板表面的小球狀焊料。
(13)濺錫散落并粘附在焊接延伸區域以外的無規則的焊錫。
(14)不潤濕由于基材表面不潤濕﹐導致熔融焊錫無法覆蓋於基材的接觸面。
2.分類焊膏的分類應基于焊料的組分和等級﹑錫粉的形狀和大小﹑助焊劑的分類和品質﹐如表1所示。
注 1. E級焊膏用于品質要求極高的電子設備。
2. A級焊膏用于一般用途﹐例如電氣電子設備。
锡膏红胶印刷品质检验规范标准
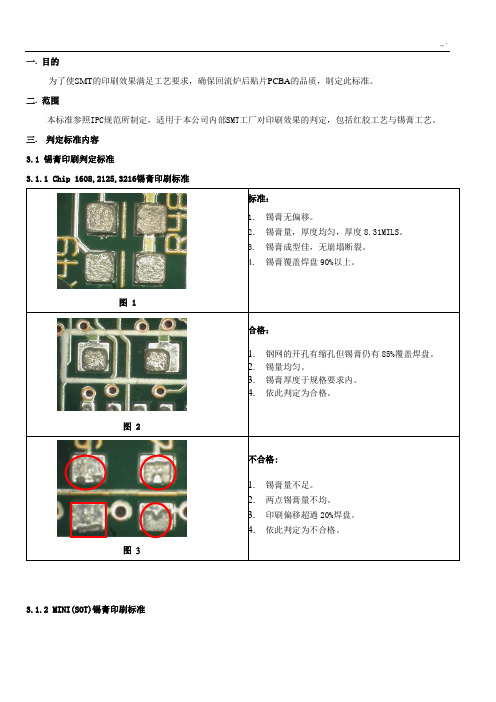
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 4标准:1.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图8 合格:1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。
锡膏检验标准

日本錫膏工業標準一『更新时间:2004-6-24 10:06:28 』『点击数:2452 收藏』『作者:佚名| 来源:网络』日本工業標準 JIS錫膏 Z 3284 -19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上。
註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
47.锡膏检验项目及标准

錫膏的儲存與管理
• 保存方式:冰箱/冷藏櫃保存,置于室內,周 圍不可有防礙冷藏櫃正常工作之雜物 • 保存溫度:2~7 攝氏度
失效月 份 顏色 1月 2月 3月 4月 5月 6月 蘭 橙 黃 紅 綠 紫
•
存放時間:最長六個月(從錫膏生產日期
計)
失效月 份
7月
8月
9月 10 月
11 月
12月
•
注意:測溫之溫度計需定期校驗,以防止
Foxconn
Technology
Group
SMT Technology Center SMT 技術中心
SMT Technology Development Committee
目 錄
1.錫膏的儲存與管理…………..3 2.錫膏的使用…………………..4 3.錫膏品質測試項目: 錫粉顆粒與形狀……………..5 4. 錫粉合金成份……………...6 5. 助焊劑含量…………………7 6. 粘度測試……………………8 7. 鹵素含量…………………...9 8. 錫珠測試…………………..10 9. 擴散性……………………..11 10.潤濕性……………………12~13 11.印刷性……………………..14 12.坍塌性……………………..15 13.銅鏡試驗……………………16 14.鉻酸銀試驗…………………….17 15.銅板腐蝕……………………….18 16.表面絕緣阻抗………………….19 17.電子遷移……………………….20 18.錫膏可靠性測試項目: 推拉力……………………………21 19.X-RAY………………………..22 20.切片…………………………….23 21.振動試驗 ………………………24 22.沖擊…………………………….25 23.熱循環………………………….26 24.高溫高濕……………………….27 25.摔落…………………………….28