“8.2”昆山粉尘爆炸事故案例分析[1]
粉尘爆炸事故案例分析
2、金属加工与金属粉生产粉尘爆炸事故
8.2 昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
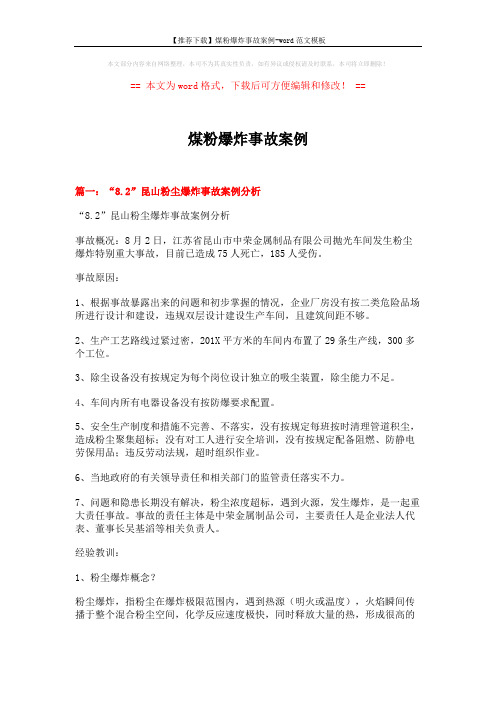
天花板的黑色痕迹是高温导致有 机物碳化的产物
打磨工作台
2、金属加工与金属粉生产粉尘爆炸事故
8.2 昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
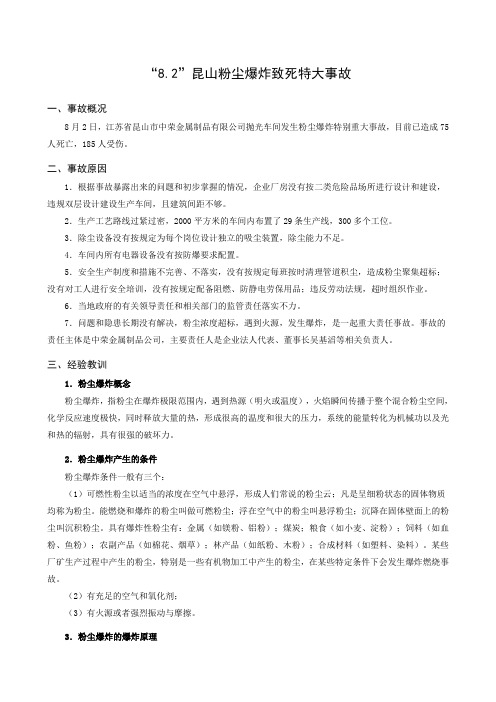
没有参与爆炸的打磨台(粉尘沉积严重)
2、金属加工与金属粉生产粉尘爆炸事故
8.2 昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
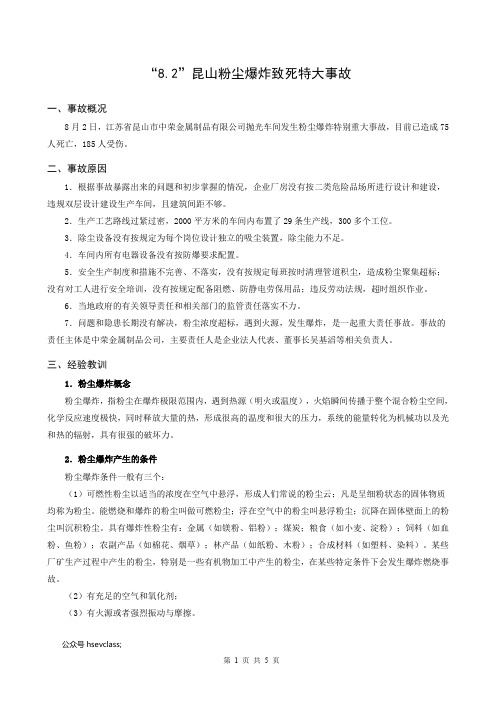
金属 木材 食品
硅粉 化学品 煤粉 制药粉尘 饲料 硫磺 塑料 纺织纤维
1.4% 1.4% 1.4%
4.2%
4.2%
煤粉 5.6%
化学品 5.6%
硅粉 6.9%
食品
11.1%
木材
41.7%
金属
16.7%
1、粉尘爆炸事故统计
2005~2015年 我国粉尘爆炸次数 按省份统计
1.4% 1.4% 1.4% 1.4%
2、金属加工与金属粉生产粉尘爆炸事故
8.2 昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
• 管理原因
–1. 厂房设计与中荣公司无视国家法律,违法违规组织项目建设和 生产,是事故发生的主要原因。 • (1) 厂房设计与生产工艺布局违法违规。 –事故车间厂房原设计建设为戊类,而实际使用应为乙类,导致一 层原设计泄爆面积不足,疏散楼梯未采用封闭楼梯间,贯通上下 两层。事故车间生产工艺及布局未按规定规范设计。 –生产线布置过密,作业工位排列拥挤,在每层1072.5平方米车间 内设置了16条生产线,在13米长的生产线上布置有12个工位,人 员密集,有的生产线之间员工背靠背间距不到1米,且通道中放 置了轮毂,造成疏散通道不畅通,加重了人员伤害。
• 概况 –2014年8月2日,2014年8月2日7时34分,昆山中荣金属制 品有限公司抛光二车间(即4号厂房,以下简称事故车间 )发生特别重大铝粉尘爆炸事故。 –当天现场共有员工265人,事故当天造成260人伤亡(75 人死亡、185人受伤)。截止2014年12月31日,146人死 亡,114人受伤。 –直接经济损失3.51 51亿元。 –经调查认定,江苏省苏州昆山市中荣金属制品有限公司 “8•2”特别重大爆炸事故是一起生产安全责任事故。
“8.2”昆山粉尘爆炸事故案例分析

“8.2”昆山粉尘爆炸事故案例分析事故概况:8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
事故原因:1、根据事故暴露出来的问题和初步掌握的情况,企业厂房没有按二类危险品场所进行设计和建设,违规双层设计建设生产车间,且建筑间距不够。
2、生产工艺路线过紧过密,2000平方米的车间内布置了29条生产线,300多个工位。
3、除尘设备没有按规定为每个岗位设计独立的吸尘装置,除尘能力不足。
4、车间内所有电器设备没有按防爆要求配置。
5、安全生产制度和措施不完善、不落实,没有按规定每班按时清理管道积尘,造成粉尘聚集超标;没有对工人进行安全培训,没有按规定配备阻燃、防静电劳保用品;违反劳动法规,超时组织作业。
6、当地政府的有关领导责任和相关部门的监管责任落实不力。
7、问题和隐患长期没有解决,粉尘浓度超标,遇到火源,发生爆炸,是一起重大责任事故。
事故的责任主体是中荣金属制品公司,主要责任人是企业法人代表、董事长吴基滔等相关负责人。
经验教训:1、粉尘爆炸概念?粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2、粉尘爆炸产生的条件?粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;沉降在固体壁面上的粉尘叫沉积粉尘。
具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
“8.2”昆山粉尘爆炸事故案例分析[1]
![“8.2”昆山粉尘爆炸事故案例分析[1]](https://img.taocdn.com/s3/m/2292a3f3afaad1f34693daef5ef7ba0d4a736d0e.png)
“8.2”昆山粉尘爆炸事故案例分析[1]“8.2”粉尘爆炸事故案例分析一、事故背景省市中荣金属制品坐落于经济开发区,创办于1998年,已有10多年的历史,主要从事铝合金表面处理,表面镀层有铜镍铬,对高低档的铝合金制品均可以进行电动加工。
公司通过了相关的ISO和美国的OEM认证,厂房面积达到五万多平方,职工有五百多名,有4条现代化全自动电镀生产线。
2014年8月2日上午7时37分许,该公司汽车轮毂抛光车间在生产过程中发生爆炸,当时在车间上班的员工261人。
爆炸发生后,当场确认死亡44人,随后在前往医院救治途中和在抢救过程中死亡24人,截至8月4日,爆炸共造成75人死亡,185人受伤。
二、事故分析(一)直接原因事故车间除尘系统较长时间未按规定清理,铝粉尘集聚。
除尘系统风机开启后,打磨过程产生的高温颗粒在集尘桶上方形成粉尘云。
1号除尘器集尘桶锈蚀破损,桶铝粉受潮,发生氧化放热反应,达到粉尘云的引燃温度,引发除尘系统及车间的系列爆炸。
因没有泄爆装置,爆炸产生的高温气体和燃烧物瞬间经除尘管道从各吸尘口喷出,导致全车间所有工位操作人员直接受到爆炸冲击,造成群死群伤。
原因分析:由于一系列违规行为,整个环境具备了粉尘爆炸的五要素,引发爆炸。
粉尘爆炸的五要素包括:可燃粉尘、粉尘云、引火源、助燃物、空间受限。
1.可燃粉尘。
事故车间抛光轮毂产生的抛光铝粉,主要成分为88.3%的铝和10.2%的硅,抛光铝粉的粒径中位值为19微米,经实验测试,该粉尘为爆炸性粉尘,粉尘云引燃温度为500℃。
事故车间、除尘系统未按规定清理,铝粉尘沉积。
2.粉尘云。
除尘系统风机启动后,每套除尘系统负责的4条生产线共48个工位抛光粉尘通过一条管道进入除尘器,由滤袋捕集落入到集尘桶,在除尘器灰斗和集尘桶上部空间形成爆炸性粉尘云。
3.引火源集尘桶超细的抛光铝粉,在抛光过程中具有一定的初始温度,比表面积大,吸湿受潮,与水及铁锈发生放热反应。
除尘风机开启后,在集尘桶上方形成一定的负压,加速了桶铝粉的放热反应,温度升高达到粉尘云引燃温度。
法律法规案例分析昆山(3篇)

第1篇一、案件背景2018年8月27日,江苏省苏州市昆山市一家金属制品厂发生一起严重的粉尘爆炸事故,造成14人死亡,多人受伤。
事故发生后,国家安全生产监督管理总局等部门组成调查组,对事故进行了调查处理。
本案例以昆山“8·27”粉尘爆炸事故为背景,分析相关法律法规在事故处理中的作用。
二、事故原因分析1. 违规生产:该金属制品厂在生产过程中,未按照国家相关法律法规进行安全生产管理,存在严重违规生产行为。
2. 设备老化:事故现场设备老化严重,未能及时进行维修和更换,导致设备存在安全隐患。
3. 安全意识淡薄:企业负责人及员工安全意识淡薄,未能充分认识到粉尘爆炸的危害性。
4. 环保措施不到位:企业环保措施不到位,未能有效控制粉尘排放,导致环境污染。
三、法律法规分析1. 《中华人民共和国安全生产法》《安全生产法》是我国安全生产领域的根本大法,明确了安全生产的基本要求、监督管理体制、事故调查处理等方面的规定。
本案中,金属制品厂未按照《安全生产法》的规定进行安全生产管理,存在严重违规行为。
2. 《中华人民共和国劳动法》《劳动法》规定了劳动者的合法权益,明确了用人单位应当保障劳动者的生命安全和身体健康。
本案中,金属制品厂未能保障员工的生命安全和身体健康,违反了《劳动法》的相关规定。
3. 《中华人民共和国环境保护法》《环境保护法》规定了环境保护的基本原则、环境保护制度、环境污染防治等方面的规定。
本案中,金属制品厂环保措施不到位,违反了《环境保护法》的相关规定。
4. 《中华人民共和国行政处罚法》《行政处罚法》规定了行政处罚的种类、程序、执行等方面的规定。
本案中,相关部门依法对金属制品厂进行了行政处罚,包括罚款、吊销营业执照等。
四、事故处理结果1. 事故调查:国家安全生产监督管理总局等部门组成调查组,对事故进行了全面调查,查明了事故原因。
2. 行政处罚:根据调查结果,相关部门依法对金属制品厂进行了行政处罚,包括罚款、吊销营业执照等。
“8.2”昆山粉尘爆炸致死特大事故调查报告
“8.2”昆山粉尘爆炸致死特大事故调查报告 8.2昆山粉尘爆炸致死特大事故调查报告。
自查报告。
尊敬的领导:根据公司安全生产管理要求,我们对公司生产车间进行了安全自查,并就8.2昆山粉尘爆炸致死特大事故进行了调查报告如下:一、事故原因分析。
1. 粉尘积累,在生产过程中,粉尘长期未得到及时清理,导致大量粉尘积累,成为爆炸的隐患。
2. 安全管理不到位,公司对生产车间的安全管理不够严格,缺乏有效的安全培训和监督,导致操作人员对安全意识不强。
3. 设备维护不及时,部分生产设备长期未进行维护保养,存在安全隐患,成为事故发生的直接原因。
二、自查情况。
1. 粉尘清理,我们立即对生产车间内的粉尘进行了清理,确保生产环境的清洁和安全。
2. 安全培训,加强了对操作人员的安全培训,提高了他们的安全意识和应急处理能力。
3. 设备维护,对生产设备进行了全面的检修和维护,确保设备的正常运行和安全性。
三、改进措施。
1. 完善安全管理制度,加强对生产车间的安全管理,建立健全的安全管理制度,确保安全生产。
2. 加强安全培训,定期组织安全培训,提高员工的安全意识和应急处理能力,确保员工的人身安全。
3. 设备维护保养,建立设备维护保养台账,定期对生产设备进行检修和维护,确保设备的安全性和稳定性。
四、总结。
通过此次自查和调查报告,我们深刻认识到安全生产的重要性,我们将进一步加强对生产车间的安全管理,确保公司的安全生产和员工的人身安全。
特此自查报告,供领导参考。
谨上。
日期,XXXX年XX月XX日。
单位,XXXX公司。
签字,XXX。
粉尘爆炸事故案例分析
关于粉尘爆炸事件及安全分析事故概况:8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
1、粉尘爆炸概念?粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2、粉尘爆炸产生的条件?粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
(2)有充足的空气和氧化剂;(3)有火源或者强烈振动与摩擦。
3、粉尘爆炸的爆炸原理?一般比较容易发生爆炸事故的粉尘大致有铝粉、锌粉、硅铁粉、镁粉、铁粉、铝材加工研磨粉、各种塑料粉末、有机合成药品的中间体、小麦粉、糖、木屑、染料、胶木灰、奶粉、茶叶粉末、烟草粉末、煤尘、植物纤维尘等。
这些物料的粉尘易发生爆炸燃烧的原因是都有较强的还原剂H、C、N、S等元素存在,当它们与过氧化物和易爆粉尘共存时,便发生分解,由氧化反应产生大量的气体,或者气体量虽小,但释放出大量的燃烧热。
一般认为燃烧热越大的物质越容易爆炸,如煤尘、碳、硫黄等。
氧化速度快的物质容易爆炸,如果这类粉尘产生在油雾以及CO、CH4、煤气之类可燃气体中,也容易发生爆炸。
粉尘的爆炸可视为由以下三步发展形成的:第一步是悬浮的粉尘在热源作用下迅速地干馏或气化而产生出可燃气体;第二步是可燃气体与空气混合而燃烧;第三步是粉尘燃烧放出的热量,以热传导和火焰辐射的方式传给附近悬浮的或被吹扬起来的粉尘,这些粉尘受热汽化后使燃烧循环地进行下去。
粉尘爆炸事故案例分析

关于粉尘爆炸事件及安全分析事故概况:8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
1、粉尘爆炸概念粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2、粉尘爆炸产生的条件粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
(2)有充足的空气和氧化剂;(3)有火源或者强烈振动与摩擦。
3、粉尘爆炸的爆炸原理一般比较容易发生爆炸事故的粉尘大致有铝粉、锌粉、硅铁粉、镁粉、铁粉、铝材加工研磨粉、各种塑料粉末、有机合成药品的中间体、小麦粉、糖、木屑、染料、胶木灰、奶粉、茶叶粉末、烟草粉末、煤尘、植物纤维尘等。
这些物料的粉尘易发生爆炸燃烧的原因是都有较强的还原剂H、C、N S等元素存在,当它们与过氧化物和易爆粉尘共存时,便发生分解,由氧化反应产生大量的气体,或者气体量虽小,但释放出大量的燃烧热。
一般认为燃烧热越大的物质越容易爆炸,如煤尘、碳、硫黄等。
氧化速度快的物质容易爆炸,如果这类粉尘产生在油雾以及CO CH4煤气之类可燃气体中,也容易发生爆炸。
粉尘的爆炸可视为由以下三步发展形成的:第一步是悬浮的粉尘在热源作用下迅速地干馏或气化而产生出可燃气体;第二步是可燃气体与空气混合而燃烧;第三步是粉尘燃烧放出的热量,以热传导和火焰辐射的方式传给附近悬浮的或被吹扬起来的粉尘,这些粉尘受热汽化后使燃烧循环地进行下去。
江苏昆山工厂爆炸舆情事件分析
江苏昆山工厂爆炸舆情事件分析一、事件概述8月2日7时37分,江苏省昆山市开发区中荣金属制品有限公司(以下简称中荣)汽车轮毂拋光车间在生产过程中发生爆炸。
截至当日21时45分,已有69人不幸遇难,近200名伤者正在医院进行救治。
从有关部门获得消息,这次爆炸可能是由锅炉引起。
据上海《新闻晨报》称,初步查明,爆炸系因粉尘遇到明火引发的安全事故。
晚上20时,在昆山市民广场,自发前来的市民用点燃的蜡烛组成“8.2”的图样,为受伤人员祈福。
在事发地点的路边,自发前来的市民摆上一支支鲜花,在七夕之夜,为死伤同胞送上祝福。
当日,据统计,有关昆山工厂爆炸事件涉及的负面信息的主要来源是微博,共计146518条,占据了负面信息量的95.91%,其中绝大部分均为献血、心理疏导,逝者安息内容的转发,充分显示了社会化媒体时代公众舆论的力量;其次是网络新闻和视频,分别为2880和 2151条;以下依次是论坛500篇;微信量404篇;报刊53篇;博客文章2篇。
二、媒体关注度走势据了解,事发当日,此起江苏昆山爆炸舆情事件的传播过程可大致分为四个阶段:舆情发生期(8月2日07:37-11:00)、舆情发酵期(11:00-12:00)、舆情高涨期(12:00-17:00)、舆情发展期(17:00-23:00)。
从数量上看,该事件的网络媒体关注走势一致处于高位运行状态,毕竟这种突发事件的爆发具有轰动性,能引起社会各界以及各类媒体关注,而博客、论坛、电子报类关注度相对较小。
8月3日,随着国家监管部门的重视,在互联网上有关企业安全监管相关报道开始呈现井喷之势,该事件进一步陷入网络舆论的漩涡。
当日,据当地苏州新闻网称,消防和120急救人员已赶往现场救援。
另据中国央视从上海方面了解到的消息,上海5名烧伤专家已赶赴昆山驰援。
3日,伤员已分别在南京、上海、常州、无锡、南通、苏州、常熟、昆山等地接受治疗。
截止当晚7点,据不完全统计,其中苏州血站当日接受献血登记逾千人,成功献血836人次(当日献血总量还在统计中)。
【推荐下载】煤粉爆炸事故案例-word范文模板 (11页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==煤粉爆炸事故案例篇一:“8.2”昆山粉尘爆炸事故案例分析“8.2”昆山粉尘爆炸事故案例分析事故概况:8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
事故原因:1、根据事故暴露出来的问题和初步掌握的情况,企业厂房没有按二类危险品场所进行设计和建设,违规双层设计建设生产车间,且建筑间距不够。
2、生产工艺路线过紧过密,201X平方米的车间内布置了29条生产线,300多个工位。
3、除尘设备没有按规定为每个岗位设计独立的吸尘装置,除尘能力不足。
4、车间内所有电器设备没有按防爆要求配置。
5、安全生产制度和措施不完善、不落实,没有按规定每班按时清理管道积尘,造成粉尘聚集超标;没有对工人进行安全培训,没有按规定配备阻燃、防静电劳保用品;违反劳动法规,超时组织作业。
6、当地政府的有关领导责任和相关部门的监管责任落实不力。
7、问题和隐患长期没有解决,粉尘浓度超标,遇到火源,发生爆炸,是一起重大责任事故。
事故的责任主体是中荣金属制品公司,主要责任人是企业法人代表、董事长吴基滔等相关负责人。
经验教训:1、粉尘爆炸概念?粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2、粉尘爆炸产生的条件?粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;沉降在固体壁面上的粉尘叫沉积粉尘。
具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
“8.2”昆山粉尘爆炸致死特大事故调查报告
“8.2”昆山粉尘爆炸致死特大事故一、事故概况8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
二、事故原因1.根据事故暴露出来的问题和初步掌握的情况,企业厂房没有按二类危险品场所进行设计和建设,违规双层设计建设生产车间,且建筑间距不够。
2.生产工艺路线过紧过密,2000平方米的车间内布置了29条生产线,300多个工位。
3.除尘设备没有按规定为每个岗位设计独立的吸尘装置,除尘能力不足。
4.车间内所有电器设备没有按防爆要求配置。
5.安全生产制度和措施不完善、不落实,没有按规定每班按时清理管道积尘,造成粉尘聚集超标;没有对工人进行安全培训,没有按规定配备阻燃、防静电劳保用品;违反劳动法规,超时组织作业。
6.当地政府的有关领导责任和相关部门的监管责任落实不力。
7.问题和隐患长期没有解决,粉尘浓度超标,遇到火源,发生爆炸,是一起重大责任事故。
事故的责任主体是中荣金属制品公司,主要责任人是企业法人代表、董事长吴基滔等相关负责人。
三、经验教训1.粉尘爆炸概念粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2.粉尘爆炸产生的条件粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;沉降在固体壁面上的粉尘叫沉积粉尘。
具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
“8.2”昆山粉尘爆炸致死特大事故
“8.2”昆山粉尘爆炸致死特大事故一、事故概况8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成75人死亡,185人受伤。
二、事故原因1.根据事故暴露出来的问题和初步掌握的情况,企业厂房没有按二类危险品场所进行设计和建设,违规双层设计建设生产车间,且建筑间距不够。
2.生产工艺路线过紧过密,2000平方米的车间内布置了29条生产线,300多个工位。
3.除尘设备没有按规定为每个岗位设计独立的吸尘装置,除尘能力不足。
4.车间内所有电器设备没有按防爆要求配置。
5.安全生产制度和措施不完善、不落实,没有按规定每班按时清理管道积尘,造成粉尘聚集超标;没有对工人进行安全培训,没有按规定配备阻燃、防静电劳保用品;违反劳动法规,超时组织作业。
6.当地政府的有关领导责任和相关部门的监管责任落实不力。
7.问题和隐患长期没有解决,粉尘浓度超标,遇到火源,发生爆炸,是一起重大责任事故。
事故的责任主体是中荣金属制品公司,主要责任人是企业法人代表、董事长吴基滔等相关负责人。
三、经验教训1.粉尘爆炸概念粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2.粉尘爆炸产生的条件粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;沉降在固体壁面上的粉尘叫沉积粉尘。
具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
昆山爆炸案解析

昆山爆炸案解析:“粉尘”夺走75条生命核心提示:粉尘爆炸,是指极细小的爆炸性粉尘颗粒扩散并且悬浮在到空气中,当浓度达到这种粉尘的爆炸下限时,遇火源引起爆炸及燃烧。
其中,浓度限度一般在30克/立方米左右。
8月2日发生的昆山爆炸案已初步认定事故原因——粉尘严重超标,遇明火爆炸。
近年来,尽管粉尘爆炸事故频发,企业、政府监管部门,甚至工人自身,仍未正视“粉尘”这一工厂中潜伏的炸弹。
直至今日,这些司空见惯的微小颗粒,又在毫秒间夺走了75条生命。
“高危”粉尘昨天(8月4日),事故调查组组长、安监总局局长杨栋梁表示,根据事故暴露出来的问题和初步掌握的情况,涉事企业粉尘浓度超标,遇到火源发生爆炸,是一起重大责任事故。
东北大学工业爆炸及防护研究所所长钟圣俊认为,该事件起因应该就是抛光产生的铝粉爆炸,准确地说应该是铝合金粉爆炸。
粉尘爆炸,是指极细小的爆炸性粉尘颗粒扩散并且悬浮在到空气中,当浓度达到这种粉尘的爆炸下限时,遇火源引起爆炸及燃烧。
其中,浓度限度一般在30克/立方米左右。
也就是说,粉尘爆炸需满足三项条件:第一,粉尘本身具有爆炸性,像水泥就不属于此类粉尘,不会发生粉尘爆炸;第二,粉尘必须悬浮在空气(氧气)中并与空气混合到爆炸浓度;第三,有足以引起粉尘爆炸的火(热)源。
常见可以引起爆炸的粉尘有7类,包括金属(如铝粉)、煤炭、粮食(如面粉)、饲料(如鱼粉)、农副产品(如烟草)、林产品(如纸粉)、合成材料(如塑料)。
本次爆炸案中的铝粉,属于易引起爆炸的金属类粉尘。
国内爆炸专家、北京理工大学爆炸科学与技术国家重点实验室爆炸安全研究部主任钱新明指出,粉尘爆炸和一般的气体爆炸不一样,从点火到爆炸的时间是“毫秒级”的。
粉尘的高危险性一度引发网友的恐慌,但一般来说,粉尘不会点燃你的厨房。
生活中粉尘爆炸的隐患并不多,因为大部分都是敞开环境,粉尘并不容易扬起,悬浮粉尘的浓度很难达到爆炸下限。
比如很多网友提到的倒面粉,厨房并不是密闭空间,倒面粉过程中扬起的粉尘量并不会很大。
昆山中荣粉尘爆炸总结资料
昆山中荣粉尘爆炸总结资料
昆山中荣粉尘爆炸总结资料
2014年8月2日,发生了一起特别严重的爆炸事故,即昆山中荣公司厂房内的大面积粉尘爆炸事故,造成了145人死亡,财产损失极大。
粉尘爆炸问题是近年来世界范围内引起高度关注的问题之一,本次事故给我们敲响了警钟。
一、昆山中荣粉尘爆炸事故原因
1. 确保操作员从不正确的方向打开设备
2. 在人员离开现场前不进行设备检查
3. 在设备变更期间未采取足够的防范措施
4. 未采取足够的控制措施以避免粉尘在风扇和电机等设备中积聚
二、昆山中荣粉尘爆炸事故的影响
1. 巨大的经济损失。
2. 对环境的影响。
3. 在国民意识中留下了深刻的印象。
4. 对企业团队、员工和客户造成破坏性影响。
5. 对企业形象的巨大破坏。
三、预防粉尘爆炸的措施
1. 确保设备安全操作,确保开发数据、计算方法,及时更新设
备管理规定,确定最佳操作条件。
2. 确保安全清洁设备,及时清理生产设备,保证设备正常运转,尤其是高风险设备和高粉尘设备。
3. 确保灵活应变,预测和防止过度发生,处理应急事件,及时
控制和扑灭火灾,确保人员安全撤离。
四、结论
昆山中荣粉尘爆炸事故给我们上了一课:生产过程中的各种安
全问题都必须重视。
粉尘爆炸是一种非常容易发生的事情,必须采
取措施来预防和控制。
企业要注重细节,在设备管理、操作员教育
和应急预防等方面采取更完善的预防措施,以保证企业安全生产。
“8.2”昆山粉尘爆炸致死特大事故调查报告
8.2 ”昆山粉尘爆炸致死特大事故一、事故概况8月2日,江苏省昆山市中荣金属制品有限公司抛光车间发生粉尘爆炸特别重大事故,目前已造成人死亡,75 185 人受伤。
二、事故原因1.根据事故暴露出来的问题和初步掌握的情况,企业厂房没有按二类危险品场所进行设计和建设,违规双层设计建设生产车间,且建筑间距不够。
2.生产工艺路线过紧过密,2000 平方米的车间内布置了29 条生产线,300 多个工位。
3.除尘设备没有按规定为每个岗位设计独立的吸尘装置,除尘能力不足。
4.车间内所有电器设备没有按防爆要求配置。
5.安全生产制度和措施不完善、不落实,没有按规定每班按时清理管道积尘,造成粉尘聚集超标;没有对工人进行安全培训,没有按规定配备阻燃、防静电劳保用品;违反劳动法规,超时组织作业。
6.当地政府的有关领导责任和相关部门的监管责任落实不力。
7.问题和隐患长期没有解决,粉尘浓度超标,遇到火源,发生爆炸,是一起重大责任事故。
事故的责任主体是中荣金属制品公司,主要责任人是企业法人代表、董事长吴基滔等相关负责人。
三、经验教训1.粉尘爆炸概念粉尘爆炸,指粉尘在爆炸极限范围内,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
2.粉尘爆炸产生的条件粉尘爆炸条件一般有三个:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;凡是呈细粉状态的固体物质均称为粉尘。
能燃烧和爆炸的粉尘叫做可燃粉尘;浮在空气中的粉尘叫悬浮粉尘;沉降在固体壁面上的粉尘叫沉积粉尘。
具有爆炸性粉尘有:金属(如镁粉、铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
某些厂矿生产过程中产生的粉尘,特别是一些有机物加工中产生的粉尘,在某些特定条件下会发生爆炸燃烧事故。
江苏昆山2014·8·2粉尘爆炸事故-安全经验分享

2014年8月2日7时34分,位于江苏省苏州市昆山市昆山经 济技术开发区的昆山中荣金属制品有限公司发生特别重大铝 粉尘爆炸事故,当天造成75人死亡、185人受伤;事故发生 后30日报告期,共有97人死亡、163人受伤(事故报告期后, 经全力抢救医治无效陆续死亡49人,尚有95名伤员在医院治 疗,病情基本稳定),直接经济损失3.51亿元。
3. 昆山市安全监管部门、公安消防部门、环境保护部门、住房城乡建 设部门等,负有安全生产监督管理责任的有关部门未认真履行职责,审 批把关不严,监督检查不到位,专项治理工作不深入、不落实,是事故 发生的重要原因。
4.江苏省淮安市建筑设计研究院、南京工业大学、江苏莱博环境检测 技术有限公司和昆山菱正机电环保设备有限公司等单位,违法违规进行 建筑设计、安全评价、粉尘检测、除尘系统改造,对事故发生负有重要 责任。
管理原因: 1.中荣公司无视国家法律,违法违规组织项目建设和生产,厂房设计 与生产工艺布局违法违规,除尘系统设计、制造、安装、改造违规,车 间铝粉尘集聚严重,安全生产管理混乱,安全防护措施不落实,是事故 发生的主要原因。 2.苏州市、昆山市和昆山开发区安全生产红线意识不强、对安全生产 工作重视不够,是事故发生的重要原因。
事故性质 :
经国务院事故调查组认定:江苏省苏州昆山市中荣金属制品有限公 司“8•2”特别重大爆炸事故是一起生产安全责任事故。
对事故有关责任人员及责任单位的处理 :
1.江苏省安全监管局依据《安全生产法》、《生产安全事故报告和调查 处理条例》等相关法律法规的规定,对中荣公司处以规定上限的经济处 罚。 2. 江苏省人民政府责成有关部门按照相关法律、法规规定,对中荣公司 依法予以取缔。 3. 对江苏省人民政府予以通报批评,并责成其向国务院作出深刻检查。 4 . 中荣公司董事长吴基滔等18人移送司法机关;江苏省政府党组成员、 副省长史和平等35人给予党纪、政纪处分 。
“8.2”昆山粉尘爆炸致死特大事故调查报告
“8.2”昆山粉尘爆炸致死特大事故调查报告 8.2昆山粉尘爆炸致死特大事故调查报告。
自查报告。
尊敬的领导:我们公司在8月2日发生了一起特大事故,造成了严重的人员伤亡和财产损失。
在此,我们对此次事故进行了自查,并进行了详细的调查报告如下:1. 事故原因分析。
经过调查,我们发现事故的主要原因是由于生产车间内粉尘积累过多,加上操作人员在作业过程中未进行及时清理和处理,导致了粉尘的爆炸。
此外,我们公司在安全管理方面存在一定的疏忽,未能及时发现和解决潜在的安全隐患,也是导致事故发生的重要原因之一。
2. 安全管理不足。
在调查中,我们发现公司在安全管理方面存在一定的不足,包括未能建立健全的安全管理制度、未能进行定期的安全培训和演练、未能进行有效的安全检查和隐患排查等。
这些问题都直接导致了事故的发生,对此我们深感愧疚。
3. 安全管理改进措施。
针对此次事故,我们公司已经立即采取了一系列的安全管理改进措施,包括加强粉尘清理和处理工作、建立健全的安全管理制度、加强安全培训和演练、加强安全检查和隐患排查等。
我们将全面提升公司的安全管理水平,确保类似事故不再发生。
4. 赔偿和安抚工作。
对于此次事故造成的人员伤亡和财产损失,我们将积极承担相应的赔偿责任,并对受害者家属进行安抚和补偿,确保他们的合法权益得到保障。
最后,我们对此次事故给社会造成的不良影响深表歉意,并郑重承诺将严格按照相关法律法规和公司规定进行整改,确保公司安全生产工作得到有效落实。
同时,我们也诚恳希望得到领导和相关部门的监督和指导,共同努力,确保公司的安全生产工作得到有效推进。
特此报告。
公司全体员工敬上。
日期,XXXX年XX月XX日。
昆山工厂粉尘爆炸案例分析
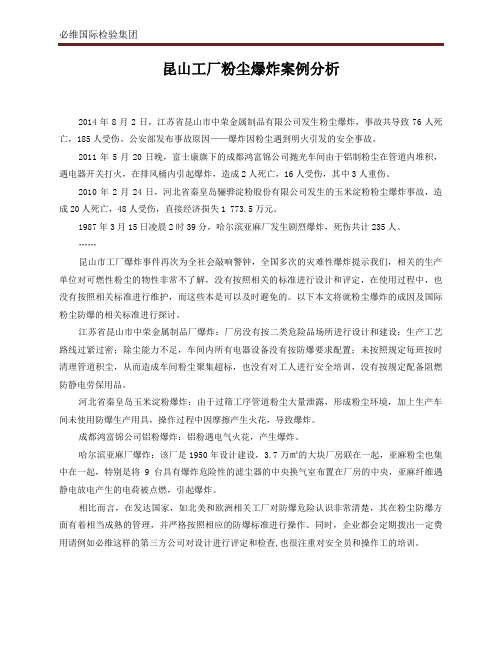
必维国际检验集团昆山工厂粉尘爆炸案例分析2014年8月2日,江苏省昆山市中荣金属制品有限公司发生粉尘爆炸,事故共导致76人死亡,185人受伤。
公安部发布事故原因——爆炸因粉尘遇到明火引发的安全事故。
2011年5月20日晚,富士康旗下的成都鸿富锦公司抛光车间由于铝制粉尘在管道内堆积,遇电器开关打火,在排风桶内引起爆炸,造成2人死亡,16人受伤,其中3人重伤。
2010年2月24日,河北省秦皇岛骊骅淀粉股份有限公司发生的玉米淀粉粉尘爆炸事故,造成20人死亡,48人受伤,直接经济损失1 773.5万元。
1987年3月15日凌晨2时39分,哈尔滨亚麻厂发生剧烈爆炸,死伤共计235人。
……昆山市工厂爆炸事件再次为全社会敲响警钟,全国多次的灾难性爆炸提示我们,相关的生产单位对可燃性粉尘的物性非常不了解,没有按照相关的标准进行设计和评定,在使用过程中,也没有按照相关标准进行维护,而这些本是可以及时避免的。
以下本文将就粉尘爆炸的成因及国际粉尘防爆的相关标准进行探讨。
江苏省昆山市中荣金属制品厂爆炸:厂房没有按二类危险品场所进行设计和建设;生产工艺路线过紧过密;除尘能力不足,车间内所有电器设备没有按防爆要求配置;未按照规定每班按时清理管道积尘,从而造成车间粉尘聚集超标,也没有对工人进行安全培训,没有按规定配备阻燃防静电劳保用品。
河北省秦皇岛玉米淀粉爆炸:由于过筛工序管道粉尘大量泄露,形成粉尘环境,加上生产车间未使用防爆生产用具,操作过程中因摩擦产生火花,导致爆炸。
成都鸿富锦公司铝粉爆炸:铝粉遇电气火花,产生爆炸。
哈尔滨亚麻厂爆炸:该厂是1950年设计建设,3.7万㎡的大块厂房联在一起,亚麻粉尘也集中在一起,特别是将9台具有爆炸危险性的滤尘器的中央换气室布置在厂房的中央,亚麻纤维遇静电放电产生的电荷被点燃,引起爆炸。
相比而言,在发达国家,如北美和欧洲相关工厂对防爆危险认识非常清楚,其在粉尘防爆方面有着相当成熟的管理,并严格按照相应的防爆标准进行操作。
粉尘爆炸案例分析安全培训

金属加工与金属粉生产粉尘爆炸事故
昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
管理原因
1. 厂房设计与中荣公司无视国家法律,违法违规组织项目建设和 生产,是事故发生的主要原因。 (2) 除尘系统设计、制造、安装、改造违规。 事故车间除尘系统改造委托无设计安装资质的昆山菱正机 电环保设备公司设计、制造、施工安装。 除尘器本体及管道未设置导除静电的接地装置、未按《粉 尘爆炸泄压指南》(GB/T15605-2008)要求设置泄爆装 置,集尘器未设置防水防潮设施,集尘桶底部破损后未及 时修复,外部潮湿空气渗入集尘桶内,造成铝粉受潮,产 生氧化放热反应。
1号除尘器集尘桶锈蚀破损,桶内铝粉受潮,发生氧化放热反应, 达到粉尘云的引燃温度,引发除尘系统及车间的系列爆炸。
因没有泄爆装置,爆炸产生的高温气体和燃烧物瞬间经除尘管道 从各吸尘口喷出,导致全车间所有工位操作人员直接受到爆炸冲 击,造成群死群伤。
金属加工与金属粉生产粉尘爆炸事故
昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
金属加工与金属粉生产粉尘爆炸事故
昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
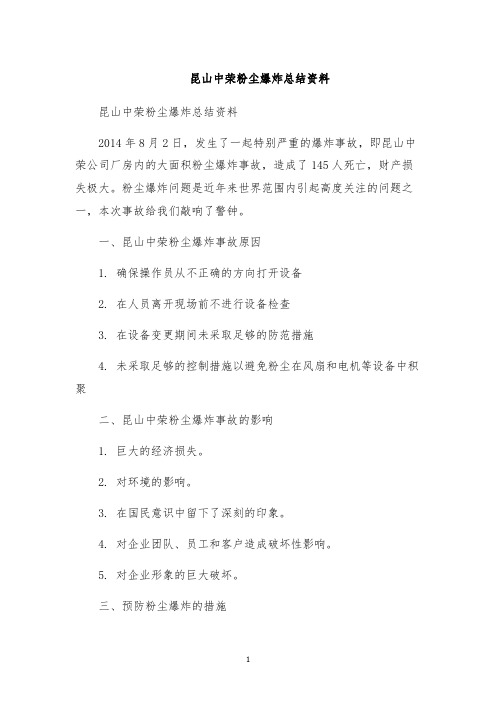
除尘系统
2006年3月,该车间一、二层共建设安装8套除尘系统。每个工位设置有吸尘罩, 每4条生产线48个工位合用1套除尘系统,除尘器为机械振打袋式除尘器。
2012年改造后,8套除尘系统的室外排放管全部连通,由一个主排放管排出。事故 车间除尘设备与收尘管道、手动工具插座及其配电箱均未按规定采取接地措施。
金属加工与金属粉生产粉尘爆炸事故
昆山中荣 铝合金轮毂打磨抛光粉尘爆炸
管理原因
1. 厂房设计与中荣公司无视国家法律,违法违规组织项目建设和 生产,是事故发生的主要原因。
电气接线箱(不是防爆型)
可能为室内首次爆炸的部位
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“8.2”粉尘爆炸事故案例分析一、事故背景省市中荣金属制品坐落于经济开发区,创办于1998年,已有10多年的历史,主要从事铝合金表面处理,表面镀层有铜镍铬,对高低档的铝合金制品均可以进行电动加工。
公司通过了相关的ISO和美国的OEM认证,厂房面积达到五万多平方,职工有五百多名,有4条现代化全自动电镀生产线。
2014年8月2日上午7时37分许,该公司汽车轮毂抛光车间在生产过程中发生爆炸,当时在车间上班的员工261人。
爆炸发生后,当场确认死亡44人,随后在前往医院救治途中和在抢救过程中死亡24人,截至8月4日,爆炸共造成75人死亡,185人受伤。
二、事故分析(一)直接原因事故车间除尘系统较长时间未按规定清理,铝粉尘集聚。
除尘系统风机开启后,打磨过程产生的高温颗粒在集尘桶上方形成粉尘云。
1号除尘器集尘桶锈蚀破损,桶铝粉受潮,发生氧化放热反应,达到粉尘云的引燃温度,引发除尘系统及车间的系列爆炸。
因没有泄爆装置,爆炸产生的高温气体和燃烧物瞬间经除尘管道从各吸尘口喷出,导致全车间所有工位操作人员直接受到爆炸冲击,造成群死群伤。
原因分析:由于一系列违规行为,整个环境具备了粉尘爆炸的五要素,引发爆炸。
粉尘爆炸的五要素包括:可燃粉尘、粉尘云、引火源、助燃物、空间受限。
1.可燃粉尘。
事故车间抛光轮毂产生的抛光铝粉,主要成分为88.3%的铝和10.2%的硅,抛光铝粉的粒径中位值为19微米,经实验测试,该粉尘为爆炸性粉尘,粉尘云引燃温度为500℃。
事故车间、除尘系统未按规定清理,铝粉尘沉积。
2.粉尘云。
除尘系统风机启动后,每套除尘系统负责的4条生产线共48个工位抛光粉尘通过一条管道进入除尘器,由滤袋捕集落入到集尘桶,在除尘器灰斗和集尘桶上部空间形成爆炸性粉尘云。
3.引火源集尘桶超细的抛光铝粉,在抛光过程中具有一定的初始温度,比表面积大,吸湿受潮,与水及铁锈发生放热反应。
除尘风机开启后,在集尘桶上方形成一定的负压,加速了桶铝粉的放热反应,温度升高达到粉尘云引燃温度。
(1)铝粉沉积:1号除尘器集尘桶未及时清理,估算沉积铝粉约20千克。
(2)吸湿受潮:事发前两天当地连续降雨;平均气温31℃,最高气温34℃,空气湿度最高达到97%;1号除尘器集尘桶底部锈蚀破损,桶铝粉吸湿受潮。
(3)反应放热:根据现场条件,利用化学反应热力学理论,模拟计算集尘桶抛光铝粉与水发生的放热反应,在抛光铝粉呈絮状堆积、散热条件差的条件下,可使集尘桶的铝粉表层温度达到粉尘云引燃温度500℃。
4.助燃物。
在除尘器风机作用下,大量新鲜空气进入除尘器,支持了爆炸发生。
5.空间受限。
除尘器本体为倒锥体钢壳结构,部是有限空间,容积约8立方米。
(二)管理原因1.中荣公司无视国家法律,违规组织项目建设和生产,是事故发生的主要原因。
(1)厂房设计与生产工艺布局违规。
事故车间厂房原设计建设为戊类,而实际使用应为乙类,导致一层原设计泄爆面积不足,疏散楼梯未采用封闭楼梯间,贯通上下两层。
事故车间生产工艺及布局未按规定规设计,是由林伯昌根据自己经验非规设计的。
生产线布置过密,作业工位排列拥挤,在每层1072.5平方米车间设置了16条生产线,在13米长的生产线上布置有12个工位,人员密集,有的生产线之间员工背靠背间距不到1米,且通道中放置了轮毂,造成疏散通道不畅通,加重了人员伤害。
(2)除尘系统设计、制造、安装、改造违规。
事故车间除尘系统改造委托无设计安装资质的菱正机电环保设备公司设计、制造、施工安装。
除尘器本体及管道未设置导除静电的接地装置、未按《粉尘爆炸泄压指南》(GB/T15605-2008)要求设置泄爆装置,集尘器未设置防水防潮设施,集尘桶底部破损后未及时修复,外部潮湿空气渗入集尘桶,造成铝粉受潮,产生氧化放热反应。
(3)车间铝粉尘集聚严重。
事故现场吸尘罩大小为500毫米×200毫米,轮毂中心距离吸尘罩500毫米,每个吸尘罩的风量为600立方米/小时,每套除尘系统总风量为28800立方米/小时,支管平均风速为20.8米/秒。
按照《铝镁粉加工粉尘防爆安全规程》(GB17269-2003)规定的23米/秒支管平均风速计算,该总风量应达到31850 立方米/小时,原始设计差额为9.6%。
因此,现场除尘系统吸风量不足,不能满足工位粉尘捕集要求,不能有效抽出除尘管道粉尘。
同时,企业未按规定及时清理粉尘,造成除尘管道和作业现场残留铝粉尘多,加大了爆炸威力。
(4)安全生产管理混乱。
中荣公司安全生产规章制度不健全、不规,盲目组织生产,未建立岗位安全操作规程,现有的规章制度未落实到车间、班组。
未建立隐患排查治理制度,无隐患排查治理台账。
风险辨识不全面,对铝粉尘爆炸危险未进行辨识,缺乏预防措施。
未开展粉尘爆炸专项教育培训和新员工三级安全培训,安全生产教育培训责任不落实,造成员工对铝粉尘存在爆炸危险没有认知。
(5)安全防护措施不落实。
事故车间电气设施设备不符合《爆炸和火灾危险环境电力装置设计规》(GB50058-1992)规定,均不防爆,电缆、电线敷设方式违规,电气设备的金属外壳未作可靠接地。
现场作业人员密集,岗位粉尘防护措施不完善,未按规定配备防静电工装等劳动保护用品,进一步加重了人员伤害。
三、经验教训粉尘的爆炸可视为由以下三步发展形成的:第一步是悬浮的粉尘在热源作用下迅速地干馏或气化而产生出可燃气体;第二步是可燃气体与空气混合而燃烧;第三步是粉尘燃烧放出的热量,以热传导和火焰辐射的方式传给附近悬浮的或被吹扬起来的粉尘,这些粉尘受热汽化后使燃烧循环地进行下去。
随着每个循环的逐次进行,其反应速度逐渐加快,通过剧烈的燃烧,最后形成爆炸。
1、粉尘爆炸的概念粉尘爆炸是指粉尘在爆炸极限围,遇到热源(明火或温度),火焰瞬间传播于整个混合粉尘空间,爆炸发生,同时释放大量的热,形成高温高压,具有很强的破坏力。
2、粉尘爆炸产生的条件(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;(2)有充足的空气和氧化剂;(3)有火源或者强烈振动与摩擦。
3、粉尘爆炸的爆炸原理一般比较容易发生爆炸事故的粉尘易发生爆炸燃烧的原因是都有较强的还原剂H、C、N、S等元素存在,当它们与过氧化物和易爆粉尘共存时,便发生分解,由氧化反应产生大量的气体,或者气体量虽小,但释放出大量的燃烧热。
粉尘爆炸的难易与粉尘的物理、化学性质和环境条件有关。
这些导电不良的物质由于与机器或空气摩擦产生的静电积聚起来,当达到一定量时,就会放电产生电火花,构成爆炸的火源。
4、粉尘爆炸的主要特点粉尘爆炸的最大特点就是多次爆炸。
第一次爆炸气浪,会把沉积在设备或地面上的粉尘吹扬起来,在爆炸后短时间爆炸中心区会形成负压,周围的新鲜空气便由外向填补进来,与扬起的粉尘混合,从而引发二次爆炸。
二次爆炸时,粉尘浓度会更高,破坏力更大。
(2)粉尘爆炸所需的最小点火能量较高,一般在几十毫焦耳以上。
(3)与可燃性气体爆炸相比,粉尘爆炸压力上升较缓慢,较高压力持续时间长,释放的能量大,破坏力强。
5、粉尘爆炸的影响因素物理化学性质物质的燃烧热越大,则其粉尘的爆炸危险性也越大,例如煤、碳、硫的粉尘等;越易氧化的物质,其粉尘越易爆炸,例如镁、氧化亚铁、染料等;越易带电的粉尘越易此起爆炸。
粉尘在生产过程中,由于互相碰撞、磨擦等作用,产生的静电不易散失,造成静电积累,当达到某一数值后,便出现静电放电。
静电放电火花能引起火灾和爆炸事故。
粉尘爆炸还与其所含挥发物有关。
如煤粉中当挥发物低于10%时,就不再发生爆炸,因而焦炭粉尘没有爆炸危险性。
颗粒大小粉尘的表面吸附空气中的氧,颗粒越细,吸附的氧就越多,因而越易发生爆炸,而且,发火点越低,爆炸下限也越低。
随着粉尘颗粒的直径的减小,不仅化学活性增加,而且还容易带上静电。
粉尘的浓度与可燃气体相拟,粉尘爆炸也有一定的浓度围,也有上下限之分。
但在一般资料中多数只列出粉尘6、粉尘爆炸的主要危害(1)具有极强的破坏性;(2)容易产生二次爆炸,二次爆炸时,粉尘浓度会更高,破坏性更强,威力更大。
(3)能产生有毒气体。
一种是一氧化碳;另一种是爆炸物(如塑料)自身分解的毒性气体。
毒气的产生往往造成爆炸过后的大量人畜中毒伤亡,必须充分重视。
7、粉尘爆炸的防措施如采用有效的通风和除尘措施,严禁吸烟及明火作业。
在设备外壳设泄压活门或其他装置,采用爆炸遏制系统等。
对有粉尘爆炸危险的厂房,必须严格按照防爆技术等级进行设计,并单独设置通风、排尘系统。
要经常湿式打扫车间地面和设备,防止粉尘飞扬和聚集。
保证系统要有很好的密闭性,必要时对密闭容器或管道中的可燃性粉尘充入氮气、二氧化碳等气体,以减少氧气的含量,抑制粉尘的爆炸。
常用的防护措施或方案主要有四种:遏制、泄放、抑制、隔离。
在实际应用中,并不是每一种防护措施单独使用,往往采用多种防护措施进行组合运用,以达到更可靠更经济的防护目的。
综上所述,在工业高速发展的今天,伴随的粉体爆炸事故日益增加,非常普遍,并且给工业带来了巨大的损失,甚至远远超出了火灾带来的危害。
根据国际标准规的指导,为了工业的安全生产,为了人身和设备的安全,又由于爆炸的不确定性,务必提高安全防意识,在设计、制造、使用带危险性的粉体设备时,应当给工业粉体设备上保险:采取合适的防护措施进行防爆。
四、事故启示纵观安全生产事故中,大多数企业存在着制度不落实,制度挂在墙上,应付检查,形同虚设,企业主注重经济效益,忽视安全工作,把落实安全保障措施与创造经济效益,争取最大利润对立起来。
企业主还存有侥幸心理,认为企业不会出安全事故,一旦出现安全事故后悔莫及,给劳动者造成极大的心理和身体伤害,给他们的家庭带来了不幸,企业也会受到严厉的处罚和问责。
因此,安全工作责任重于泰山,这绝不是小题大做。
一是要克服侥幸心理,思想重视安全生产工作。
安全生产工作做得怎么样,很大程度取决于企业主思想上重视程度,对职工生命的关心就是对职工最大的关心,必须认识到安全生产关系到每一个劳动者家庭幸福美满,关系到企业和谐稳定。
安全生产也是效益,是口碑,一个经常出安全事故的企业,劳动者怎么敢去应聘,怎么去工作。
因此,要以党的十八大、十八届三中全会和全国、全省安全生产工作会议精神为指导,以宣传贯彻总书记系列重要讲话精神、大力实施安全发展战略为主线,以“强化红线意识、促进安全发展”为主题,企业经营者必须把安全生产工作摆在重要位置,承担第一责任人责任,企业主要领导要亲自过问安全生产工作。
二是要克服麻痹心理,认真落实安全生产各项规章制度。
企业必须贯彻执行《安全生产法》,根据安全生产的需要制定企业安全生产规章制度,成立安全生产组织,要把安全工作当作企业经营工作的一项重要容,坚持同布置、同检查、同考核、同奖惩。
要组织职工学习安全制度,要把安全制度的学习纳入职工教育培训中来,不走形式,不走过场,确保安全制度落实到位,要在构建安全文化上下功夫,注重预防,要用事故教训推动企业落实责任。