制程不良统计、分析
制程品质异常分析与处理图文

提升产品品质
通过对异常数据的深入挖掘和分析,找出了影响产品品质的关键因素,并针对性地进行优化和改进,从而提 升了产品品质。
提高生产效率
通过实时监测和预警系统,及时发现并处理制程中的品质异常,减少了停机时间和废品率,提高了生产效率。
制程能力评估与提升
定期评估制程能力,识别潜在的制程风险,采取相应的措 施提升制程能力,确保产品符合设计要求。
员工培训与技能提升
加强员工品质意识培训,提高员工对品质标准的认识和执 行力;同时,针对关键岗位进行技能培训,确保员工具备 相应的操作技能。
纠正措施实施及跟踪
异常现象记录与分析
详细记录制程中出现的品质异常现象,包括 时间、地点、产品批次、异常表现等,以便 进行后续的分析和处理。
制程概述
涉及多个复杂工序,包括原材料准备、加工、 组装、测试和包装等环节。
品质要求
产品需满足严格的质量标准,如尺寸精度、电气性能和可靠性等。
问题诊断过程展示
异常现象描述
在某批次产品中,发现部分元器件尺寸超差,导致无法正常组装。
数据收集与分析
收集异常批次产品的生产数据、原材料信息和制程记录,运用统计 技术对数据进行深入分析,找出潜在原因。
制程品质异常分析与处理图文
目 录
• 制程品质异常概述 • 制程品质异常分析方法 • 制程品质异常处理策略 • 案例分析:制程品质异常处理实践 • 工具与方法在制程品质异常处理中应用 • 总结与展望
01 制程品质异常概述
定义与分类
定义
制程品质异常是指在产品制造过程中 出现的与正常生产状态不符的、影响 产品质量的现象。
供应商来料不良统计报告
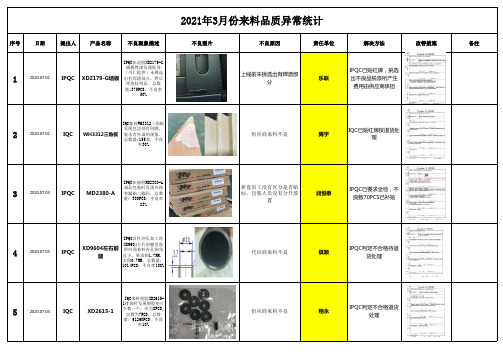
序号日期提出人产品名称不良现象描述不良图片不良原因责任单位解决方法改善措施备注12020.07.02IPQC XD2179-G墙板IPQC在巡检XD2179-G墙板烤漆发现胚体(川仁提供)未挑选出有焊渣部分,烤后焊渣较明显.总数量:375PCS;不良率50%上线前未挑选出有焊渣部分乐联IPQC已贴红牌,挑选出不良品脱漆所产生费用由供应商承担22020.07.02IQC WH3312三角板IQC抽检WH3312三角板发现包边处有间隙,胶水有外溢的现象.总数量:155套;不良率30%供应商来料不良腾宇IQC已贴红牌按退货处理32020.07.03IPQC MD2380-A IPQC在抽检MD2380-A成品包装时发现外箱有漏贴二维码.总数量:300PCS:不良率23%折盒员工没有区分是否贴标,包装人员没有分开放置润恒泰IPQC已要求全检,不良数70PCS已补贴42020.07.03IPQC XD9604左右前腿IPQC首件冲压加工的XD9604左右前腿发现供应商来料内孔倒角过小,要求倒1.7MM,实倒0.7MM.总数量:1014PCS:不良率100%代应商来料不良棋顺IPQC判定不合格待退货处理52020.07.04IQC XD2615-1 IQC来料检验XD2615-1排袋时发现塑胶垫片少数一个,应为8PCS,实数为7PCS.总数量:91260PCS:不良率10%供应商来料不良翔永IPQC判定不合格退货处理2021年3月份来料品质异常统计62020.07.04IQC ST31脚架 IQC检ST31脚架有3处问题:1.盲孔焊接处有气孔,2.支撑脚与上框实配M8牙孔有偏移无法装螺丝,3.管未钻漏水孔.不良数量:22PCS:不良率100%;供应商来料不良众兴鑫IQC已要求供应商现场返工处理72020.07.04IQC XD2463副臂IQC检XD2463副臂来料时发现管口披锋过大.总数量:2400PCS:不良率80%供应商来料不良九立IQC贴红牌已退货处理82020.07.04IPQC MD5428横条包装产线在准备回牙加工MD5428时发现两端的4个M5牙未攻牙.总数量:1500PCS:不良率100%供应商来料不良晟豪包装未上线生产,不良品待仓库退给供应商返工92020.07.04IQC XIN059蓝色PE袋IQC检来料蓝色PE袋时发现袋侧边破裂.总数量:1500PCS:不良率100%供应商来料不良锦涵IQC判定不合格,本厂报废处理102020.07.04IPQC MD2298-2螺丝包IPQC包装首检MD2298-2螺丝包时发现7/32”钻头表面防锈油颜色发黑,沾染到塑胶袋上,影响外观.总数量:1300PCS:不良率5%供应商来料不良三和包装车间挑选使用112020.07.06IPQC XD117水管架 IPQC在供应商良联抽检XD117水管架成品包装时发现产品烤漆不良露底,抽检10PCS均露底.总数量:400PCS:不良率100%供应商喷涂不良良勤IPQC已要求供应商返工处理122020.07.06IQC XD2180墙板 IQC来料检XD2180墙板发现有毛刺未除,抽10PCS有7PCS不良.总数量:2000PCS:不良率70%;供应商来料不良润恒泰经王经理批准,此批特采接收,毛刺由包装车间协助处理132020.07.06IQC MD2127墙板 IQC来料检验MD2127墙板横条发现有批量披锋未除.总数量:1016PCS:不良率80%供应商来料不良润恒泰IQC判定不合退货处理142020.07.06IQC XD2298-Z黄盒 IQC检XD2298-Z黄盒时贴纸卡位印错地方,折盒后应在外侧.总数量:251PCS:不良率100%供应商来料不良浚升达经业物朱经理确认特采使用152020.07.08IQC MD2298副臂IQC来料检MD2298副臂发现管套内生锈不良.总数量:3651PCS:不良率45%供应商来料不良恒通IQC判定不合退货处理162020.07.10IQC XD5610支撑杆IQC来料检XD5610支撑杆折边处有压痕,烤漆测试后仍有明显印痕.总数量:505PCS:不良率60%供应商来料不良众兴鑫IQC判定不合退货处理172020.07.10IQC704-KD IQC检704-KD托盘时发现LOGO处有披锋示除.总数量:1200PCS:不良率60%供应商来料不良书楼IQC已贴红牌已退货处理182020.07.10IQC MD2361-32墙板IQC检MD2361-32墙板发现内孔处毛剌披锋不良.总数量:1600PCS:不良率80%供应商来料不良润恒泰IQC已贴红牌已退货处理192020.07.10IQC MD2463-02说明书IQC来料检MD2463-02说明书时发现文档顶部印刷与电子文档不符.总数量:1000PCS:不良率100%业务提供给供应商资料未更新,样版与文档不符中天业务刘珠娟与客户沟通后,同意此批特采使用202020.07.11IQC XD2163-OPTPE袋IQC来料检XD2163-OPT排袋发现不良两处:1.螺丝包排袋尺寸不合格,一款比样版宽,另一款比样版长;2.PE袋4*14警告标语印刷错误,要求为无三国警告语印刷.总数量:3000PCS:不良率100%;供应商来料不良锦涵排袋业务吴香香同意特采使用;PE袋警示语印刷错误的600PCS退货处理212020.07.11IQC XD2476面板IQC来料检XD2476面板发现有边缘毛剌未除干净,抽10PCS有5PCS不良.总数量:400PCS:不良率50%供应商来料不良恒通王经理批准特采,由包装车间协助挑选222020.07.13IPQC B86EVIPQC巡检包装车间B86EV墙板时发现墙板上的竖条用错,应为无凹点.总数量:500PCS:不良率25%供应商来料不良润恒泰车间挑选出不良品124PCS,IPQC已挂红牌隔离232020.07.13IQC XD2180墙板IQC检XD2180墙板发现表面有砂粒、爆漆,胚体有发黄生锈现象,抽7PCS有4PCS不良.总数量:2135PCS:不良率50%供应商来料不良润恒泰IQC挂红牌已退货处理242020.07.13IQC XD2379-Z说明书IQC来料检XD2379-Z说明书发现反面印刷错误,印成XD2393-Z了.总数量:502PCS:不良率100%采购提供给供应商的资料错误,供应商未发现文档错误采购科IQC已贴红牌,按报废处理252020.07.14IQC XD2180长条IQC检来料XD2180长条发现内侧生锈,抽10PCS有8PCS不良.总数量:1560PCS:不良率80%供应商来料不良润恒泰IQC挂红牌已退货处理262020.07.15IQC XML006-24K螺丝包IQC检XML006-24K螺丝包发现两处问题:1.第2格垫片厚度用错,应为1.0*M20*8.5,实测为1.5*M20*8.5;2.第4格平头内六角M6*8螺丝数量包错,应为8PCS,实包为4PCS.总数量:2403PCSPCS:不良率100%供应商来料不良翔永IQC判定不合格已退货处理;272020.07.15IQC PL2868-LK排袋IQC来料检PL2868-LK排袋发现与文档不符,第1格漏印小纸条内容.总数量:1002PCS:不良率100%供应商来料不良锦涵IQC判定不合格已退货处理;282020.07.15IQC FD9101面板IQC来料检FD9101面板发现白色防火皮与样板不符,要求为平光表皮,实为砂纹表皮.总数量:250PCS:不良率100%供应商来料不良腾宇业务科周佳特采292020.07.15OQC MD2393-MX OQC成品验货MD2393-MX时发现主副臂生锈严重,总数量:500套:不良率100%供应商来料不良东兴包装车间已全部拆箱返工,返工费用由供应商承担302020.07.16IQC WML16-09IQC来料检WML16-09排袋发现印刷错误,要求为无图.总数量:502PCS:不良率100%供应商来料不良锦涵经业务徐雪琳确认,此批可特产使用312020.07.16IQC B86-EV墙板IQC来料检B86-EV墙板发现竖条有混料XD2179-G的竖条,要求是无凹点.总数量:916PCS:不良率25%供应商来料不良润恒泰1.IQC判定不合格退货处理322020.07.16IQC XD2606主副臂IQC检来料XD2606主副臂发现百格爆漆不良.总数量:4242PCS:不良率10%供应商来料不良东兴IQC判定不合格已退货处理;332020.07.17IQC 1.5*440mm卷料IQC检来料1.5*440mm卷料测试硬度不合格,标准要求50-70HRB,实测35-45HRB,,经冲压后承重测试181KG,产品均出现严重变形、脱落.总数量:16卷:不良率100%供应商来料不良宝申IQC判定不合格,按退货处理342020.07.17IPQC MD2380-A墙板IPQC在巡检发现MD2380-A墙板中频焊焊接不牢固,拉力测试后脱焊.总数量:2500PCSPCS:不良率100%供应商制程不良润恒泰IPQC判定不合格,挂红牌要求返工处理352020.07.17IQC MD2296-A鸡蛋壳IQC来料检MD2296-A鸡蛋壳以现外观有破损和脏污.总数量:3000PCS:不良率80%供应商来料不良深源昌IQC判定不合格已退货处理;深源昌MD2296-A鸡蛋壳.xlsx362020.07.17IQC M6*15mm调节把手IQC来料检M6*15mm调节把手时发现头部螺丝裂纹不良.总数量:5000PCS:不良率90%供应商来料不良佳正能IQC判定不合格已退货处理;372020.07.18IPQC XD2616-24包装在加工XD2616-24时,发现墙板塑胶盖左右颜色有差异.总数量:10010PCS:不良率5%供应商来料不良逸新包装车间挑选使用,不良品挂红牌待退回处理382020.07.18IPQC XD9601后腿冲压车间加工成型XD9601后腿时发现会有明显台阶或破裂.总数量:1800PCS:不良率100%;供应商来料不良棋顺1.IPQC判定不合格已按报废处理,生产重新下料;2.损失费用由供应商承担392020.07.18IPQC ST26-1包装车间加工ST26-1立柱时发现表面有批量性凹坑、麻点、鼓包.总数量:300套:不良率77%供应商来料不良润恒泰车间挑选使用,不良品挂红牌退货处理402020.07.18IQC XD5107说明书IQC检来料XD5107说明书时发现实物印刷与文档不符.总不良数量:1800PCS:不良率100%供应商来料不良中天IQC贴红牌按报废处理412020.07.18IQC MD2298-2蛋型管IQC来料检MD2298-2蛋型管发现管口有披锋.总数量:2289PCSPCS:不良率30%供应商来料不良良勤IQC判定不合格按退货处理422020.07.20IQC XD5107螺丝包IQC检来料XD5107螺丝包发现垫片有混料情况,要求垫片为1.0*8.5*18MM,实测混有1.2*8.5*18MM垫片.总数量:576PCS:不良率15%供应商来料不良三和IQC判定不合格已按退货处理432020.07.20IQC M10*50䐍胀胶塞IQC来料检验䐍胀胶塞P3015时发现扭力测试不达标,太脆易破损,材质不合格.总数量:300000PCS:不良率100%供应商来料不良逸新IQC判定不合格已按退货处理442020.07.20IQC XD2616鸡蛋壳IQC来料检验XD2616鸡蛋壳时发现形状与样版不符.总数量:502PCS:不良率100%供应商来料不良华懋IQC判定不合格已退货处理;452020.07.20IQC M6*15调节把手IQC检来料M6*15调节把手发现牙径大小不一,要求为5.8-5.9MM,实测一包有3-5PCS为5.5-5.7MM.总数量:8000PCS:不良率5%供应商来料不良佳正能此批经王经理批准特采,使用时由车间挑选462020.07.20IQC XD2417外箱IQC检XD2417外箱时发现外箱有油污.总数量:125PCSPCS:不良率100%;供应商来料不良浚升达IQC判定不合格已退货处理;472020.07.20IPQC XD5107墙板包装车间在加XD5107墙板时发现压铆螺母有脱落现象.总数量:480PCS:不良率10%供应商来料不良乐联包装车间已对生产的160套进行拆箱全检,不良品进行报废处理482020.07.21IQC MD2415-KT-CA纸箱IQC检来料MD2415-KT-CA纸箱发现中箱及内盒印刷与文档资料不符.总数量:500PCS:不良率100%供应商来料不良采购科采购提供给供应商的资料有误492020.07.21IQC MD2298-2信息标IQC来料检MD2298-2商品信息标时发现印刷与文档不符,要求为印MD2298,实印为MD2298-2.总数量:800PCS:不良率100%供应商来料不良中天IQC判定不合格已按报废处理,供应商已补送502020.07.22IQC XD2606墙板IQC来料检XD2606墙板发现夹缝处有生锈情况.总数量:640PCS:不良率20%供应商来料不良恒通生产王经理同意此批接受,不良由包装挑选并描油处理512020.07.24IQC MD2298大方盘(IQC来料检XMD2298大方盘发现有毛边披锋.总数量:364PCS:不良率80%供应商来料不良国川IQC判定不合格,已退货处理;522020.07.24IQC MD2417-MX主副臂IQC来料检MD2417-MX主副臂时发现:1.胚体有生锈情况;2.轴套孔偏小,螺杆无法空过;3.有变形和爆漆现象.总数量:740PCS:不良率80%供应商来料不良润恒泰IQC判定不合格,已退货处理;532020.07.24IQCXD2361-1/XD2868-EF外箱IQC来料检XD2361-1/XD2868-EF外箱发现唛头和总箱数印错.总数量:390PCS:不良率100%;供应商来料不良顺兴隆IQC已挂红牌,供应商用正确水贴纸粘贴返工处理542020.07.24IQC XD9601后腿IQC来料检XD9601后腿发现两端有明显刀痕.总数量:1770PCS:不良率50%;供应商来料不良盈达IQC判定不合格已按退货处理552020.07.24IQC XD2476长条IQC来料检XD2476长条发现挂钩处有毛刺披锋未除.总数量:6552PCS:不良率90%供应商来料不良诚韦IQC判定不合格已按退货处理562020.07.24IQC 1.2*444冷卷料IQC来料检1.2*444冷卷料时测得硬度不达标,要求为50-70HRB,实测为38-40HRB.总数量:8卷:不良率100%供应商来料不良增辉IQC判定不合格,已退货处理;572020.07.25IQC MD2380-24KIQC来料检发现MD2380-24A安装模板与文档不符,错送成MD2380-24K.总数量:800PCS:不良率100%;供应商来料不良中天IQC判定不合格,已退货处理;582020.07.25IQC XD2868-LE UL标IQC来料检发现XD2868-LE UL标与文档不符,要求印刷为:JUL.25.2020,实际印刷为:JUL.15.2020.总数量:1001PCS:不良率100%供应商来料不良中天IQC判定不合格,报废处理;592020.07.25IQC XIN059螺丝包IQC来料检抽检XIN059客人蓝色排带螺丝包发现:1.螺丝串格;2.少装,多装;总数量:5500PCS,抽检100PCS,不良13PCS:不良率13%;供应商来料不良三和IQC判定不合格,已退货处理;602020.07.27IPQC XD2470长条包装车间加工XD2470长条时发现,长条表面沙粒、批锋,加工总数6000PCS,挑出不良560PCS供应商来料不良乐联包装车间挑选使用,不良品贴红牌退供应商处理612020.07.28IQC XD2354螺丝包IQC来料检验时发现,XD2354螺丝包内套筒扳手有生锈现象,总数1008包,抽检8包,不良有3包,不良率37.5%供应商来料不良翔永IQC判断不合格,退货处理622020.07.28IQC HM5428黄盒IQC来料检验时发现,HM5428黄盒条码扫描出来数字与印刷数字不符,总数:600PCS,抽检20PCS,不良数20PCS,不良率100%供应商来料不良鑫兴隆IQC判断不合格,退货处理632020.07.28IQC XMS005-03排袋IQC来料检验时发现,XMS005-03排袋印刷与文档内容不符,总数554PCS,批量不良供应商来料不良锦涵IQC判断不合格,退货处理642020.07.28IQC:PL2617-07/PL2436-07/PL5425-07/PL2435-S-07排袋IQC来料检验时发现,PL 5款排袋小纸条印刷与文档内容不符,要求为M10*50胶塞内容,总数2009PCS,批量不良供应商来料不良锦涵IQC判断不合格,退货处理652020.07.28IQC XD9630-M管塞IQC来料检验时发现,XD9630-M管塞表面脏污,总数1320PCS,抽检50PCS,不良17PCS,不良率34%供应商来料不良华盛车间挑选使用,不良品退供应商662020.07.28IQC XD2262-LK/XD2413-MX/XD5107PE袋IQC来料检验时发现,XIN050客人PE袋,未印刷环保标识,总数25350PCS供应商来料不良欣豪IQC判断不合格,退货处理供应商配合力度差,后续停止合作672020.07.28IQC XD2476长条IQC来料检验时发现,XD2476长条挂钩处披锋,总数5700PCS,抽检30PCS,不良10PCS,不良率33%供应商来料不良诚韦IQC判断不合格,退货处理682020.07.28IQC XD2868-LE彩盒IPQC巡检时发现,XD2868-LE彩盒印刷偏位,总数1001PCS,批量不良业务签样错误业务科业务特采,后续改善692020.07.29IQC XD5438底座、支撑条IQC来料检验时发现,XD5438底座、支撑条沉孔偏小,螺杆组装后不平,总数1008套,批量不良供应商来料不良鸿嘉利IQC判断不合格,退货处理供应商配合力度差,后续停止合作702020.07.29IQC XD5605-E墙板IQC来料检验时发现,XD5206-E墙板M6翻边牙孔毛刺,总数205PCS,抽检20PCS,不良数10PCS,不良率50%供应商来料不良九立IQC判断不合格,退货处理712020.07.29IQC XD2470副臂IQC来料检验时发现,XD2470副臂外发烤漆生锈,总数1698PCS,抽检14PCS,不良6PCS,不良率42%供应商来料不良恒通IQC判断不合格,退货处理722020.07.30IQC XIN028/XIN059PE袋IQC来料检验时发现,0.3*3.5*21"/0.3*2.75*20" PE袋质量差,轻微用力整体开裂,总数13000PCS,批量不良供应商来料不良锦涵IQC判断不合格,报废处理732020.07.30IQC XD2606支撑管套IQC来料检验时发现,XD2606支撑管套表面气纹、缩水,总数4200PCS,批量不良供应商来料不良华盛IQC判断不合格,退货处理。
89-制程不良率控制目标

海宁市加诚橡胶有限公司
制程不良率控制目标
制程不良率控制总目标:≤2%
说明:1.不良率和允许存在的不良数量为控制目标,以单一型号为统计方式。
2.特殊制品由专人负责完成。
3.制程不良数(率)统计包括后整车间和硫化车间不良数量总合。
4.产品合格率统计值当大于或等于(单一少量的产品允许)100%的,超出多少则记录统计时则为多少不良
率,故生产模数统计准确性至关重要。
5.特殊产品或异常无法改进时需及时向上级主管汇报,根据实际情况可以考虑不考核或按调整控制目标。
核准:品质部:生产部:拟定:。
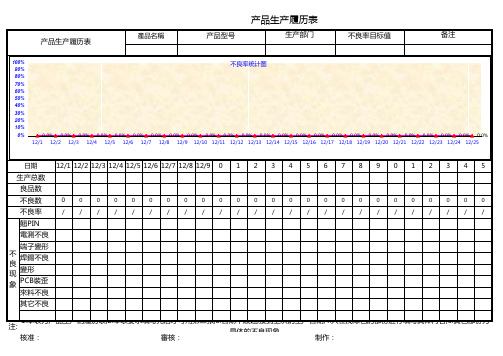
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
最新smt制程不良原因及改善措施分析ppt课件
汇报人: 日期:
目录
• SMT制程概述 • SMT制程不良原因分析 • SMT制程改善措施分析 • 案例分析与实施效果评估
01
SMT制程概述
SMT制程简介
表面组装技术
SMT是表面组装技术(Surface Mounted Technology)的缩写,是一种将电 子元件直接安装在印刷电路板(PCB)表面的技术。
降低成本
SMT技术提高了生产效率 ,降低了生产成本,使得 电子产品更加普及和个性 化。
SMT制程常见问题
锡膏印刷问题:锡膏印刷是SMT制程中的关键步 骤之一,常见问题包括锡膏量不足、偏移、桥接 等,影响焊接质量。
焊接问题:焊接过程中可能出现虚焊、冷焊、焊 接不良等问题,主要原因包括温度设置不当、焊 接时间不足、PCB污染等。
元件贴装问题:元件贴装过程中可能出现元件偏 移、翻转、损坏等问题,主要原因包括设备参数 设置不当、元件供料器故障等。
针对以上问题,我们将详细介绍不良原因分析及 改善措施,以提高SMT制程的良率和生产效率。
01
SMT制程不良原因分析
设备故障导致的不良
设备老化
长时间运行的设备可能出 现磨损和老化,导致定位 不准、传输错误等不良现 象。
维护不足
设备缺乏定期维护和保养 ,可能导致精度下降、故 障率增加。
操作不当
操作人员对设备不熟悉或 操作不规范,可能引发误 操作,造成产品不良。
材料问题导致的不良
原材料缺陷
原材料本身存在缺陷,如PCB 板翘曲、元器件引脚氧化等,
影响制程质量。
储存条件不当
材料储存环境湿度过高、温度过高 或过低可能导致材料性能发生变化 。
生产不良分析报告模板
生产不良分析报告模板1. 引言本报告旨在对生产过程中发生的不良事件进行分析和总结,以便找出根本原因并采取相应措施改进生产流程,提高产品质量。
2. 背景信息2.1 事件描述在日常生产过程中,发生了一起不良事件。
事件具体描述为:(在此记录事件发生时间、地点、涉及产品的信息,并简要描述问题的性质和严重程度。
)2.2 影响范围该不良事件对生产线影响比较显著,共计影响了产品总数为XXX 个。
2.3 数据收集为了进行全面的分析,我们收集了以下数据:(在此列举收集到的相关数据,包括但不限于生产记录、检验结果、操作日志等。
)3. 分析方法为了有效地分析不良事件,并找出问题的根本原因,我们采取了以下分析方法:3.1 5W1H分析法5W1H分析法是一种系统的问题分析方法,通过回答“什么、为什么、何时、何地、谁”等问题,帮助我们深入了解事件发生的原因和细节。
3.2 帕累托图帕累托图是一种常用的质量管理工具,可以帮助我们确定造成问题的主要因素。
通过按重要性排序和显示错误类型的频率,我们可以明确问题的优先解决方案。
3.3 根本原因分析通过使用鱼骨图(也称为因果图),我们可以从多个方面分析问题并找出潜在的根本原因。
这有助于我们识别问题的根本原因,而不仅仅是处理问题的表面症状。
4. 分析结果4.1 5W1H分析结果(在此给出5W1H分析的结果,陈述各个问题的答案以及它们对事件发生的影响。
)4.2 帕累托图分析结果(在此给出帕累托图的分析结果,列出主要问题和频率,确定需要优先解决的问题。
)4.3 根本原因分析结果(在此给出根本原因分析的结果,使用鱼骨图列出可能的因素,并指出潜在的根本原因。
)5. 结论通过对不良事件的详细分析和结果总结,我们得出以下结论:5.1 主要问题根据分析结果,我们确定了导致不良事件的主要问题为:(在此描述主要问题)5.2 解决方案针对主要问题,我们制定了以下解决方案:•解决方案1:(具体描述第一个解决方案的实施步骤和预期效果)•解决方案2:(具体描述第二个解决方案的实施步骤和预期效果)•…6. 改进建议根据分析结果和解决方案,我们提出以下改进建议,以便进一步提高生产效率和产品质量:•改进建议1:(具体描述第一个改进建议的实施步骤和预期效果)•改进建议2:(具体描述第二个改进建议的实施步骤和预期效果)•…7. 结语本报告对生产不良事件进行了全面分析,确定了主要问题,并提出了解决方案和改进建议。
smt制程不良原因及改善措施

03 员工技能水平参差不齐,操作不规范,导致不良 品率上升。
展望未来发展趋势并提出应对策略建议
未来SMT制程将朝着高 精度、高效率、高自动
化方向发展。
01
加强原材料质量管控, 确保产品品质稳定。
03
建立完善的品质管理体 系,加强品质监控和数 据分析,及时发现并解
决问题。
05
建议企业加大设备投入 ,引进先进技术和设备
,提高制程效率。
02
定期对员工进行技能培 训和操作规范教育,提
高员工技能水平。
04
THANKS
谢谢您的观看
案例背景介绍
01
某SMT生产线在生产过程中出现 多种制程不良,如焊点不良、元 件偏移等,导致产品良品率下降 。
02
生产线面临生产压力大、交期紧 张等挑战,急需解决制程不良问 题。
原因分析及定位关键问题
对生产线上的各个环节进行详细分析 ,找出可能造成制程不良的原因,如 设备老化、操作不规范、物料问题等 。
建立原材料库存管理制度
对原材料进行分类管理,建立合理的库存管理制度,避免原材料积 压和浪费。
加强设备维护与保养
制定设备维护计划
01
根据设备的使用情况和生产需求,制定合理的设备维护计划,
包括定期检查、保养、维修等。
提高设备维护水平
02
加强设备维护人员的培训和管理,提高设备维护水平,确保设
备的正常运行。
smt制程不良原因及改善措施
汇报人: 2023-12-19
目录
• SMT制程简介 • SMT制程不良原因分析 • SMT制程改善措施探讨 • 案例分享:成功改善SMT制
程不良的实践经验 • 总结与展望:未来SMT制程
产品质量数据分析报告--模板

1、生产成品组装环节不良率趋势
时间
1月
生产数
1150
不良数
8
不良率
0.70%
直通率
99.3%
目标值
98%
2月 0 0
0.0% #DIV/0!
98%
3月 663
2 0.30% 99.7%
98%
4月 1839
2 0.11% 99.9%
98%
5月 3280
17 0.52% 99.5%
0 3000
8 0.1%
6
4
2
1
0
0
0
0.0%
0.0%
1月
2月
3月
2月 0 0
0.0% 0
3000
0.1% 2
4月
3月 769
1 0.1% 1300 3000
0.1%
4
4月 2180
2 0.1% 917 3000
5月 2808
4 0.1% 1425 3000
品质出厂检验不良趋势图
5月
6月
7月
8月
1月
备注 触屏 NG 烧录卡文件缺
小结:
本月3C24项目生产3280台,生产发现17台不良,不良率为0.52%,未超出控制目标,主要不良是物料不良7台,制程不良8台, 。
二、品质部出厂检验数据统计分析:
1、品质部出厂检验不良 率趋势
时间 检验数 不良数 不良率 不良PPM 目标值
1月 254
0 0.0%
不良数 不良率
0.00%
月
9月
10月
11月
12月
重测试/重组装 0%
制程不良原因分析及改善08.01.31

Page16
Thank you!
Page17
Page4
有感产品生产流程
卷取 排板 压型 LQC 滴油
外检
打印
分选
烘烤
包封
T/P
FQC
包装/PQC
Page5
金属化/无感产品生产流程
卷取 压型 包纸 喷金 清除 LQC
外检
打印
烘烤
包封
滴油
焊接
电检
加工成形
FQC
包装/PQC
Page10
4)内涂素子垂漆 原因:a)不素子下降速度快 b)内漆配比异常 c)环氧树脂过期(主剂、固化剂、稀释剂) 5)产品露白 原因: a)素子滴油位调整不当 b)素子高低不平
Page11
有感产品电性不良 1)产品容量不良(CAP) 原因:a)电极相对位置蛇形变化 b)参数给定异常(容量升值差异) c)不同原材料批号相混 d)不同机台产品相混 2)产品耐压不良(TV) 原因: a)点焊电流,毛刺 b)外封受损 c)点焊导线倒勾 d)电极与介质间相对位置安全距离不足
Page2
一、制程不良类别定义
制程不良从产品型式上分两大类: 1)产品制造过程外观不良。(超出管理标准) 2)产品制造过程电容不良。(超出管理标准) 制程不良从发生型式分为: 1)人为因素造成的不良 2)材料因素造成的不良 3)机器因素造成的不良 4)操作方法造成的不良 5)环境因素造成的不良
Page15
六、改善措施的成效追踪评估
QC根据相关部门提出的原因分析及改善对策进行效果追 踪确认。 追踪效果确认方法: 1)改善前攺善后数据比较(数据统计) 2)问题点结案 3)更改作业文件及作业方法
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
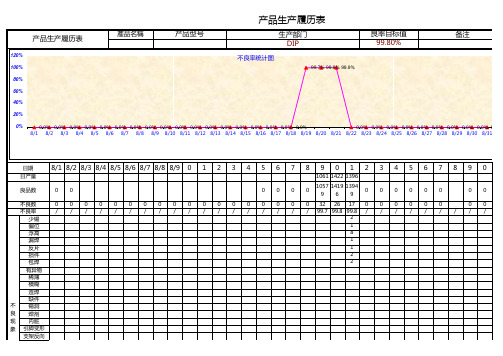
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
COG前三大不良分析报告6-11

IC错位 ITO划伤 小IC本压不 良
不良比率
5.00%
1.00%
4.00%
Starry Electronic Technology Co., Ltd/星源电子科技有限公司
二.分析过程:
1.1数据统计:
不良名称 缺划
不良比率
不良明细
ITO划伤
ITO腐蚀
IC错位
ITO划伤 ITO腐蚀 IC错位
不良比率
3.00%
5.00%
2.00%
Starry Electronic Technology Co., Ltd/星源电子科技有限公司
二.分析过程: 1.2不良分析:
1.2.1 FPC 热压不良 :
热压 OK
热压 NG 图1
热压 NG 图2
分析: 图1为FPC热压机平台未调平,导致LCD放不平,最终导致FPC热压不匀(左边热压OK, 右边未热压好). 图2为FPC大面积热压不良,是FPC热压机的温度\压力\时间未调好或不稳定所致.
责任人
完成日期
1\2, 及时
4
ITO腐蚀
3,
5
IC未本压/IC本 压不良
1\2\3,及时 4,
以上由工程部进行跟进结果,在完成期限的第二天进行结果汇报。
Starry Electronic Technology Co., Ltd/星源电子科技有限公司
COG前三大 不良分析报告
核准: 审核: 制作: 制作日期: 会签:
Starry Electronic Technology Co., Ltd/星源电子科技有限公司
一、现状说明:
6月10日在生产XY-CPT-070-H时总不良达2.1%,以下为前三大不 良数据.
10月制程不良分析总结报告

法
使用激光分板、超声波清洗 COB
公司高层
11月10日
棉签擦拭次数,废弃棉签误用 棉签蘸取酒精量多 振动后才能测试,终检前跌落工 序 百级工作台封装—测试洁净度 环
梁江(技术) 梁江(技术) 刘新昌(CAM) 马宏伟(品质)
10月30日 10月30 11月3日 11月1日 透明赃物 IPQC巡查 外校 避免硬板打磨 粉尘
CAM组装不良分析及改善
一.制程不良报表 二.TOP3不良原因分析 三.改善措施及验证计划
一.制程不良前三项
1.脏污 2.功能不良 3.模糊
从10月报表统计出前三大不良项目为:
二.TOP3不良原因分析
1.脏污原因分析:
人
漏检 自身作业水平 人员作业没有休息 棉签蘸取酒精太多
脏 污
测
没有调焦最清晰
说明:OQC退检数据下降,说明产线发现问题的能力提高,流出问题减少
使用的棉签是正牌,
棉签公司网站为 http://www.sa-nyo.co.jp/
脏污棉签防止误用装置 (丢进去后无法从顶部取出)
试验1 使用1280*1024显示屏检测前、后,OQC检出不良数据对比 使用前 10月27日 10月28日 10月29日 10月30日 11月3日 OQC检出不良批数 4 1 5 9 11 使用后 11月6日 11月7日 11月8日 11月9日 11月10日 OQC检出不良批数 6 2 6 3 2
11月5日
11月3日 11月3日
委外做镀层分析
川田 符合使用规定要求
功能不良改善措施
改善对象
措施要点
上料前目视检查FPC洁净度
责任人员
张光水(SMT)
实施时间
11月1日
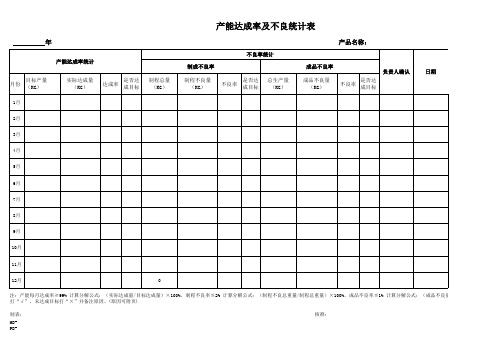
产能达成率及不良统计表
9月
10月
11月
12月
0
注:产能每月达成率≧99% 计算分解公式:(实际达成量/目标达成量)×100%,制程不良率≦2% 计算分解公式:(制程不良总重量/制程总重量)×100%,成品不良率≦1% 计算分解公式:(成品不良量/总生产量)×100%,达成 打“√”,未达成目标打“×”并备注原因。(原因可附页)
产能达成率及不良统计表
年
产品名称:
产能达成率统计
月份
目标产量 (KG)
实际达成量 (KG)
达成率
是否达 成目标
制程总量 (KG)
制成不良率
不良率统计
制程不良量 (KG)
不良率
是否达 成目标
总生产量 (KG)
成品不良率
成品不良量 (KG)
不良率
是否达 成目标
负责人确认
日期
1月
2月
3月
4月
5月
6月ቤተ መጻሕፍቲ ባይዱ
7月
8月
制表:
HDPD-
核准:
备注 不良量/总生产量)×100%,达成目标
制程检验不良周统计表

客户订单号朱丽丝813识立夏已过,炎热的夏季来了。
夏季是充满生气的季节,但同时也要特别注意养生保健。
我们该如何保持在炎热的夏季保持身体健康,从而享受这个夏季呢?让我来告诉大家几个夏季养生保健小常识吧。
1.夏季养生保健之多喝温水每天要喝七八杯白开水,身体要随时保持水分和补充水分,水在人体内起着至关重要的作明,维持着人体正常的生理功能。
水是人体不可缺少的重要组成部分,器官、肌肉、血液、头发、骨骼、牙齿都含有水分,夏季失水会比较多,若不及时补水就会严重影响健康,易使皮肤干燥,皱纹增多,加速人体衰老。
另外矿泉水、冷茶,牛奶,苹果汁是理想的解渴饮料。
2.夏季养生保健之补钾暑天出汗多,随汗液流失的钾离子也比较多,由此造成的低血钾现象,会引起人体倦怠无力、头昏头痛、食欲不振等症候。
热天防止缺钾最有效的方法是多吃含钾食物,新鲜蔬菜和水果中含有较多的钾,可多吃些草莓、杏子、荔枝、桃子、李子等;蔬菜中有大葱、芹菜、毛豆等也富含钾。
茶叶中亦含有较多的钾,热天多饮茶,既可消暑,又能补钾,可谓一举两得。
3.夏季养生保健之尽量穿浅色衣服深色衣服会吸收阳光,使人体温升高燥热;同时蚊子有趋暗的习性,深色容易吸引蚊子,特别是黑色。
4.夏季养生保健之福自“苦”中来苦味食品中所含有的生物碱具有消暑清热、促进血液循环、舒张血管等药理作用。
热天适当吃些苦味食品,不仅能清心除烦、醒脑提神,且可增进食欲、健脾利胃。
苦瓜:取其未熟嫩果作蔬菜,成熟果瓤可生食,既可凉拌又能肉炒、烧鱼,清嫩爽口,别具风味。
苦瓜具有增食欲、助消化、除热邪、解疲乏、清心明目等作用。
此外,苦菜、茶叶、咖啡等苦味食品亦可酌情选用。
应注意的是,食用苦味食品不宜过量,否则可能引起恶心、呕吐等症状。
5.夏季养生保健之皮肤瘙痒注意事项夏季出游,因日晒而导致皮肤瘙痒、干疼时,可涂少量肤轻松等软膏,不要用热水烫洗,也不宜用碱性大的肥皂清洗,以免刺激皮肤,加重症状。
运动与健康摘要:随着时代的进步和社会的发展,各种亚健康的症状和疾病像潮水般向人们袭来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不良原因分析统计
”字标识;
改的上报品管部。
不良原因分析统计6Biblioteka 线束装反线束
装反
调节螺丝自身铆接漏气
调节螺丝与灯壳配合处漏气
后盖与灯壳配合处漏气
7
灯具气密
灯具漏气
线束与灯壳配合处漏气 线束里面线塞漏气 灯壳胶水漏气 灯壳砂眼
8
灯具调光
调光不良
银碗转不动
注:“不良项目”由生产班组所属工位人员进行统计,以“正”字标识; “不良原因”由品保部检验员和车间班组长共同分析原因,由检验员完成填写,同样以“正”字标识; 此表单由品管部检验员收集,并于每月3日前,将超过4%的不良品或者认为需要进行质量整改的上报品管部。
制程不良品统计、分析表 生产车间: 产品名称: 序号 不良项目 断角 砂眼 1 灯壳 变形 混装 色差 缺料 划伤 水丝 拼接缝 2 灯罩 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 3 反射镜 手印 发黄 螺丝孔滑牙 凹坑 漏镀 划伤 流挂 淤漆 4 装饰框 颗粒 手印 断角 混装 漏镀 5 6 灯泡/LED 不亮 线束 少线 装饰框 反射镜 灯罩 灯壳 生产日期: 生产数量: 不良项目统计 所属工位: 作业员签字: 不良原因分析 断角 砂眼 变形 混装 色差 缺料 划伤 水丝 拼接缝 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 手印 流挂 螺丝孔滑牙 混装 漏镀 划伤 流挂 淤漆 颗粒 手印 断角 混装 漏镀 不亮 线束不通 少线 线束