连续重整再生系统长周期运行的探讨
国产化连续重整催化剂再生系统运行存在问题及对策-广石化黄冠云

国产化连续重整催化剂再生系统运行存在问题及对策摘要 本文介绍了采用国产化超低压连续重整技术的广州石化100万吨/年催化重整装置催化剂再生系统存在再生器内网损坏、催化剂氯含量偏低的问题,分析了问题的成因并提出调整措施,为国产化连续重整技术的推广及应用提供了经验。
关键词 国产化;催化剂再生;问题;措施作者简介 黄冠云(1973.01-),男,罗定人,学士,高级工程师,从事石油加工工作。
huanggy@,82124500, 中国石化股份有限公司广州分公司炼油二部,510726。
前言中国石化股份有限公司广州分公司100万吨/年催化重整联合装置采用LPEC(洛阳石化工程公司)自行开发、具有自主知识产权的超低压连续重整成套技术,于2009年4月12日一次投料开车成功。
重整催化剂再生系统设计处理能力为1135kg/h,由一套与反应部分密切相连又相对独立的设备组成,起到实现催化剂连续循环而同时完成催化剂再生的作用,流程见图-1。
来自重整第四反应器积炭的待生催化剂被提升至再生部分,沉降的催化剂进入闭锁料斗,闭锁料斗处于催化剂循环回路中压力最低点,通过专设的可编程逻辑控制器(PLC)编程控制三个气体控制阀,改变闭锁料斗变压区中的压力,使催化剂分批装入和卸出闭锁料斗变压区,从而完成将催化剂从低压的分离料斗向高压的再生器的输送,同时控制整个再生系统催化剂的循环量。
然后,催化剂从缓冲区依次进入烧焦区、氯化氧化区、干燥〔焙烧〕区进行烧焦、氯化氧化及干燥〔焙烧〕。
完成这三个步骤后的催化剂〔称为再生催化剂〕,被提升至还原室进行催化剂的氢气还原,还原后的催化剂循环回到重整第一反应器。
再生器氯化区的含氯气体单独抽出与再生气体混合碱洗脱氯,而不直接进入烧焦区,可以减少再生器的氯腐蚀。
烧焦区循环气体经过换热冷却及干燥脱水后实现“干、冷”循环。
闭锁料斗布置于再生器上方,利用再生器上部的缓冲区作为闭锁料斗的高压区,实现“新型无阀输送”,可减少催化剂磨损;闭锁料斗高压区压力更加稳定、操作更加平稳可靠;再生器内催化剂流动严格连续,再生器内构件不会受损;降低了再生器框架总高度;充分发挥设备的烧焦能力【1】。
连续重整再生系统长周期运行的探讨
连续重整再生系统长周期运行的探讨摘要:连续催化重整是生产高辛烷值汽油、高纯度氢和BTX的上游重要装置,主要有石脑油加氢分馏、重整反应、催化剂再生、芳烃分馏等部分组成。
催化剂再生部分采用美国环球油品公司(UOP)Cycle Max催化剂再生工艺,积碳后的催化剂在气力输送下通过“L”阀组以连续的方式送到分离料斗,催化剂在重力的作用依次通过再生器、氮封罐、闭锁料斗。
待生催化剂在再生器内完成烧焦、氯化氧化,在还原段还原后,得到再生后的催化剂,高温含氯再生放空气经处理后排入大气。
闭锁料斗是实现连续催化重整催化剂连续循环和再生的关键,通过催化剂再生控制系统(CRCS)来完成催化剂的提升,并控制催化剂的提升循环速率。
关键词:连续重整;再生系统;再气放空气;闭锁料斗;再生器;实现催化剂连续再生是连续重整装置长周期运行的关键技术。
根据实际生产运行中的经验,总结(UOP)Cycle Max催化剂再生工艺在工业应用中遇到的问题,描述了再生系统由于闭锁料斗压力波动导致闭锁料斗与氮封罐、闭锁料斗与再生器的差压波动,导致再生系统频繁触发热停车,影响重整系统的再生催化剂品质和长周期运行。
一、再生器的优化管理1.再生氧分仪故障。
再生器内设有四个区,分别是烧焦、氯化、干燥和冷却区,待生催化剂在再生器烧焦区内进行烧碳,放出大量的热量,一般再生器床层的峰值温度至少在500℃以上。
烧焦区的温度是由再生烧焦区的氧含量控制,催化剂的碳含量也影响再生器床层温度。
氧分析仪在使用一段的时间后,内部的电路版老化,氧含量测量值偏差、波动大,不能如实测量再生器烧焦区的氧含量,再生器氧分仪更换电路版后要对其复位,否则致使氧分析仪的测量值是实际值的数倍,使再生器床层温度超高,烧坏再生器内构件。
为了确保再生系统长周期运行,要严格控制再生器催化剂烧焦温度,不能单以氧分析仪的显示值为唯一指标,要以再生器烧焦区的床层温度变化为主要指标,当发现温度变化异常超高时,立刻热停车,对再生器降温处理。
连续重整装置运行中的问题及应对措施

连续重整装置运行中的问题及应对措施摘要:本文对连续重整装置运行过程中常见问题进行分析,主要包括还原电加热器失效、再生注氯线不畅、预加氢补氢线堵塞、重整进料板式换热器冷侧压降不正常等问题,并提出相应的解决对策及改进措施,希望能对广大炼油厂工作者有所助益。
关键词:连续;重整装置;运行;催化剂所谓连续重整,是移动床反应器连续再生式重整的简称,是一种石油二次加工技术,该技术工艺主要利用铂Pt-铼Re双金属催化剂,在500℃左右的高温条件下将低辛烷值的直馏石脑油、加氢石脑油等进行分子重排与异构,提升芳烃产量与汽油辛烷值【1】。
在连续重整装置中,催化剂会连续依次流过移动床反应器,最后一个反应器流出的待生催化剂含碳量为5%-7%,待生催化剂在重力或是气体的提升作用下进入再生器再生。
待再生催化剂活性恢复后便会返回第一反应器进行反应,从而在整个装置系统中形成闭路循环。
基于工艺角度来看,正因为催化剂能够频繁再生,因此可选择较为苛刻的反应条件,如低反应压力(0.8-0.35MPa)、低氢油比(摩尔比,4-1.5)以及高反应温度(500℃-530℃),从而有利于烷烃芳构化反应,提升液体收率与氢气产率【2】。
然而,在连续重整装置运行中依旧存在一定的问题,文章便针对于此展开分析,并提出具体的应对措施。
一、还原电加热器失效问题及应对措施一般来讲,还原电加热工艺会选用含氢气体作为介质,将含氢气体加热至377℃,从而满足催化剂还原工作的技术要求。
但是从实际运行情况来看,会出现还原电加热失效的情况,导致催化剂的还原效果与使用寿命有所下降,究其原因就在于含氢气体中的氢浓度过低,并且其中还有重烃组分,正因为重烃加热氢解之后会产生积碳,长时间运行之后便会造成电加热器加热管上积碳累积,加热管的传热性能便会逐渐下降,倘若长时间加热运行,便极易导致加热管温度异常升高,从而出现失效或是损坏等问题。
为有效应对还原电加热器失效的问题,结合工作实践应当基于如下几点着手解决:1)应急操作开展前,先降低还原气体的流量,提高还原电加热器负荷,进而保证催化剂还原性能得到良好发挥;2)合理调整再接触系统操作,目的在于保证再接触罐压力保持平稳;3)对增压器聚液器脱液管线后路进行检查,保证其畅通,避免存在还原气带液情况。
连续重整装置运行过程中出现的问题分析及处理

连续重整装置运行过程中出现的问题分析及处理摘要:本文主要总结了天津分公司0.8Mt/a重整运行过程中出现的典型问题以及采处理措施。
分析问题产生的原因,通过技术改造、工艺参数优化和设备更新等方式,解决装置运行过程中出现的原料硅含量超标、加氢反应器压降增高、重整进料换热器堵塞、再生运行不稳定等问题。
通过持续优化调整改造,实现了装置在不断变化生产条件下稳定高效运转。
关键词:重整硅含量压降优化加氢压降重整进料换热器连续再生运行1概况中国石化天津分公司0.8Mt/a连续重整装置于2000年6月建成投产。
采用全馏分石脑油和重石脑油作为原料,重整产品作为下游芳烃联合装置原料。
加氢部分处理能力0.6Mt/a,采用先分馏后加氢工艺设计。
重整部分采用超低压重整技术,设计反应压力0.35Mpa,目前使用石油化工科学研究院研制PS-Ⅶ催化剂。
催化剂再生部分采用UOPCycleMax连续再生工艺,催化剂再生能力681kg/h。
装置投产后一直高负荷连续运行,期间出现了各种问题。
针对出现问题,经过不断优化改造满足了生产条件变化,实现了高效、稳定生产。
2装置出现的问题和解决方案2.1预加氢反应器床层压降异常增加装置从2012年9月开工后至2015年6月,压降由0.01MPa缓慢增至0.05MPa。
随后预加氢压降增长速率突然加快,至2015年10月预加氢压降增长至0.3MPa。
反应器压降过高,预加氢氢烃比无法满足生产要求。
预加氢停工检修96小时,更换部分预加氢催化剂。
检修期间重整装置保持80%负荷运转,对天津公司原料和氢气平衡产生一定影响。
正常情况下,预加氢反应器床层压降增加一般是由于系统内杂质积累、频繁开停工、原料超标等多种因素引起,并且随着装置运行时间延长呈缓慢上升趋势[1]。
系统内常见的杂质主要是铁,原料中超标主要是烯烃特别是二烯烃,铁锈的形成累积及焦块的形成是导致预加氢反应器床层压降增加的常见主要原因。
按照上述常见原因进行了分析,发现本次预加氢压降升高并非属于上述常见情况。
连续重整再生系统运行问题与对策

198舟山石化116万吨/年连续重整装置是中海石油舟山石化四大装置之一。
主要有石脑油加氢分馏、重整反应、催化剂再生、芳烃分馏等部分组成。
催化剂再生部分采用采用的是美国环球油品公司(UOP)CycleMax三代专利技术,再生规模2000Ib/h。
积碳后的催化剂在气力输送下通过“L”阀组以连续的方式送到分离料斗,催化剂在重力的作用下依次通过再生器、氮封罐、闭锁料斗,在还原段还原后,得到再生后的催化剂。
其中闭锁料斗是实现连续催化重整催化剂连续循环和再生的关键,通过催化剂再生控制系统来完成催化剂的提升,并控制催化剂的提升循环速率[1]。
由于连续重整反应在低压、高温条件下进行,失氯和积碳速率较大[2],催化剂再生系统的连续正常运行是实现整个连续重整装置长周期运行的关键。
1 再生系统频繁触发热停的问题连续重整催化剂再生过程控制系统比较先进,基本可以实现异常状态下自动安全停车。
在既要实现再生催化剂靠重力作用在再生过程中的流动,又要在空气和氢气环境间的切换,主要通过在氢和空气环境间设立氮气泡通过控制合理的差压控制来实现,只有氮封罐压力同时略高于再生器、闭锁料斗才能在满足催化剂流动的情况下隔离空气和氢气环境,否则异常波动就会有安全风险,就需要触发强制停车动作,以保护装置的安全。
2 造成热停的原因分析造成再生热停的触发条件主要为氮封罐与闭锁料斗或氮封罐与再生器的差压小于0.5KPa延时10S触发热停车动作。
再生器压力通过排空气量控制再生器压力与闭锁料斗差压为零,氮封罐通过补氮调节控制氮封罐压力与闭锁料斗和再生器差压为5KPa,在正常情况下再生系统压力的高低有闭锁料斗压力决定。
闭锁料斗器直接排放至重整反应产物空冷前,所以再生系统压力基本和重整高分罐压力相等,同时随高分罐压力波动而波动。
通过分析确定闭锁料斗压力波动于排放气后路压力有关。
主要有两个因素,一是由于公司仅有一套重整装置,产氢大部分送下游馏分油加氢装置,无其它氢气来源,氢源比较单一,整个氢气管网相对比较薄弱,受外界因素影响比较大,重整气液分离罐(V3201)压力波动大。
连续重整催化剂再生系统循环不畅原因分析及策略探思

连续重整催化剂再生系统循环不畅原因分析及策略探思摘要:连续重整催化剂再生系统在实际运行的过程中经常受多种因素影响,导致循环不畅问题的产生,为了能够有效对问题进行解决,则必须要对其原因有着充足的掌握,这样有助于建立健全针对性处理方法,从而能够实现优化储存操作,调整再生系统相关控制参数,最大化减少催化剂粉尘对再生系统所产生的影响及限制。
基于此,本文主要围绕连续重整催化剂再生系统展开分析,并针对循环不畅原因提出解决措施。
关键词:再生系统;循环不畅;连续重整催化剂引言:连续重整催化剂再生系统,在实际应用的过程中由于需要合理的对多样化工作进行处理,而且在实际运行的过程中涉及的环节相对较多,极其容易受多样化因素影响,从而无法顺利运行。
所以,为了能够有效解决所存在问题,则需要对装置有着充足掌握,并针对其特点合理的进行优化与控制,确保可以提升整体控制的效果,杜绝所产生的影响及限制,发挥不可替代的作用。
一、连续催化重整装置优化改进的重要性连续催化剂重整装置在运行的过程中,由于所涉及的内容相对较多,而且为了能够有效提升其除尘操作并调整再生系统运行参数,保证其正常运行,必须要根据实际情况合理的进行处理,掌握再生系统的运营情况,减少催化剂粉尘对再生系统的影响,将优化的效果充分展现。
但是,在实际装置实际运行的过程中,由于受再生系统循环不畅的因素影响,导致其运行效果无法得到保障,甚至会产生过于严重的限制,不利于保证多种类型工作的有序进行,所以为了能够优化处理多样化工作,则必须要制定针对性处理方案,减少催化剂粉尘对再生系统的影响,建立健全符合系统运行的模式。
二、催化剂循环不畅现象与处理催化剂循环作为再生系统的重要组成,通过反应后重整催化剂,在重力的作用下可以实践合理的运用氮气,并通过提升管实现优化多种工作。
而且在分离料斗中除去粉尘及破损催化剂颗粒后,可以通过催化剂再生器的合理化运用,实现对料斗底部再生剂提升器都要合理化运用。
连续重整装置长周期生产运转的问题及优化研究
作者: 王煜[1];张东升[1];陈力[1]
作者机构: [1]中国石油长庆石化公司,陕西咸阳712000
出版物刊名: 化工管理
页码: 102-102页
年卷期: 2017年 第26期
主题词: 连续重整装置;长周期生产;问题;措施
摘要:连续重整装置在长时间进行运行的时候会出现许多的问题,为了保证该装置能够在生产上不出现纰漏,保证每个化工公司能够长期使用该装置,该装置就必须在运行模式上面进行改进,找到一个适合自己去运行生产的方法。
其中我国的各个化工公司也在不断摸索尝试添加一些化合物,让该装置能够增强长时间工作的能力,从而满足生产所需,在这些化合物中,就有像脱硅剂这样的物品存在,而这种催化剂运用到该生产过程中就有多个好处,不仅可以促进生产产量的增加,而且还可以适当降低原料中的该元素含量,对于某些生产活动来说,这点至关重要,因此这也是我国将科技技术融入生产工作的原因。
另外,我国连续重整装置长周期生产中存在的问题还是很多,也需要不断提出新的措施进行解决。
金陵连续重整装置长周期运转的问题及对策
金陵连续重整装置长周期运转的问题及对策张延雪【摘要】中国石油化工股份有限公司金陵分公司连续重整装置采用UOP超低压专利技术,设计规模1.0 Mt/a.装置运行过程中发现因循环水质量差和流量小导致增压机冷却效果差;因重整产氢纯度低导致其中C2以上烃类在氢还原气氛下发生氢解反应;电阻丝局部积炭,热量传递效果变差;氧化镁绝缘层过热变薄失去绝缘效果,致使还原电加热器接地故障跳停;因抽提塔界面波动过大、溶剂脏、消泡剂泵故障、汽提塔负荷增大引起汽提塔冲塔等问题.提出了优化循环水流程、改造抽空器、引用PSA高纯度氢作为还原氢、降低抽提溶剂比、改变异构化轻烃流程等一系列措施,基本解决了制约装置长周期运行的问题.同时也指出了制约装置大负荷生产存在的“瓶颈”.%T he 1.0 MM TPY continuous catalytic reformer in SINOPEC Jinling Company was designed with UOP' s ultra-low pressure CCR process license. In the operation of the unit, the following problems have been found: cooling effect was poor due to the poor cooling water quality and small flowrate; Grounding system of reduction electric heater tripped because of lost insulation of overheated magnesium oxide insulation layer resulted from carbon deposition on resistance wire which reduced heat transfer when hydrogenolysis of C+2 hydrocarbons occurred in hydrogen reduction environment due to the low purity of reformer hydrogen; The stripping tower was flooded as the result of great interface fluctuation of extractor, dirty solvent, trouble of defoamer pump and increased load of stripping tower. The problems affecting the long-term operation of the process unit have been solved after corrective measures have been taken,such as optimization of cooling water process, revamping of evacuator, utilization of high-purity hydrogen as reducing hydrogen, reduction of solvent ratio in extraction and modification of light hydrocarbon process in isomerization, etc. The bottlenecks limiting the unit operating at large capacity are pointed out.【期刊名称】《炼油技术与工程》【年(卷),期】2011(041)008【总页数】4页(P22-25)【关键词】连续重整装置;长周期;积炭;绝缘;问题;对策【作者】张延雪【作者单位】中国石油化工股份有限公司金陵分公司,江苏省南京市210033【正文语种】中文中国石油化工股份有限公司金陵分公司连续重整装置采用UOP超低压专利技术,设计规模1.0Mt/a。
连续重整装置再生系统问题分析及预防解决措施
371 装置简介延安石油化工厂(简称延化)120万t/a连续重整装置于2009年8月投产,以直馏石脑油为原料,经过重整反应,生产高辛烷值汽油调和组分[1],同时生产少量苯并副产氢气及液化气。
该装置的核心是重整反应和催化剂再生部分,重整反应部分采用美国环球油品公司(UOP) 超低压连续重整工艺,反应器重叠布置;催化剂再生部分采用 UOP 第三代再生工艺“CycleMax”,设计循环量907kg/h。
2 再生系统存在问题分析及解决措施2.1 再生系统循环不畅催化剂循环是再生系统的核心技术[2] 。
经过反应后的重整催化剂在重力作用下,从四反底部流动至待生剂提升L阀组,利用氮气,通过提升管提升至分离料斗。
在分离料斗中除去粉尘及破损催化剂颗粒后,靠重力依次经过催化剂再生器、氮封罐,再经闭锁料斗底部再生剂L阀组,用重整氢气提升至第一反应器顶部还原段。
在还原段将氧化态的催化剂用重整氢气还原至还原态后,再依靠重力下流至第一反应器进行催化重整反应。
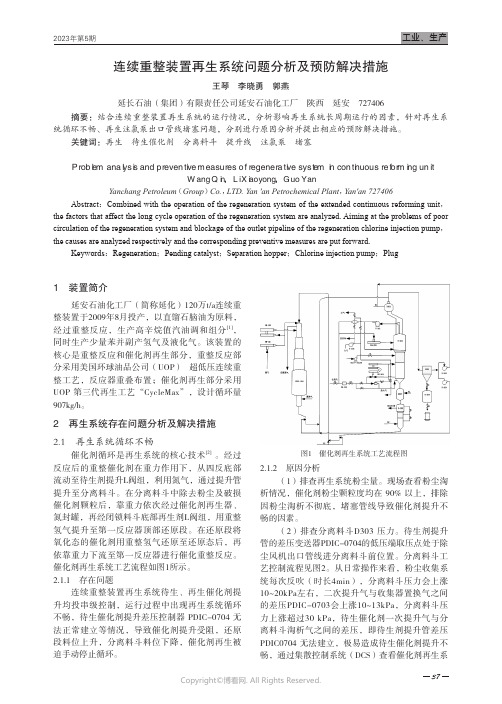
催化剂再生系统工艺流程如图1所示。
2.1.1 存在问题连续重整装置再生系统待生、再生催化剂提升均投串级控制,运行过程中出现再生系统循环不畅,待生催化剂提升差压控制器 PDIC-0704 无法正常建立等情况,导致催化剂提升受阻,还原段料位上升,分离料斗料位下降,催化剂再生被迫手动停止循环。
图1 催化剂再生系统工艺流程图2.1.2 原因分析(1)排查再生系统粉尘量。
现场查看粉尘淘析情况,催化剂粉尘颗粒度均在 90% 以上,排除因粉尘淘析不彻底,堵塞管线导致催化剂提升不畅的因素。
(2)排查分离料斗D303 压力。
待生剂提升管的差压变送器PDIC-0704的低压端取压点处于除尘风机出口管线进分离料斗前位置。
分离料斗工艺控制流程见图2。
从日常操作来看,粉尘收集系统每次反吹(时长4min),分离料斗压力会上涨10~20kPa左右,二次提升气与收集器置换气之间的差压PDIC-0703会上涨10~13kPa,分离料斗压力上涨超过30 kPa,待生催化剂一次提升气与分离料斗淘析气之间的差压,即待生剂提升管差压PDIC0704 无法建立,极易造成待生催化剂提升不畅,通过集散控制系统(DCS)查看催化剂再生系连续重整装置再生系统问题分析及预防解决措施王琴 李晓勇 郭燕延长石油(集团)有限责任公司延安石油化工厂 陕西 延安 727406摘要:结合连续重整装置再生系统的运行情况,分析影响再生系统长周期运行的因素,针对再生系统循环不畅、再生注氯泵出口管线堵塞问题,分别进行原因分析并提出相应的预防解决措施。
600kt/a连续重整装置长周期运行分析
了三 次停工 检修 , 中 2 0 其 0 2年 6月 1 0日至 2 0 05
年 6月 1 5日, 置连续 安 全平稳 运 行 1 0 装 1 0天 , 其
中催 化剂 连续使 用 2 2 5 6天 , 化剂 循 环 再 生 4 0 催 8 圈 , 造 了 国 内同 类装 置 运 行 周 期最 长 记 录 。本 创
2 长 周 期 运 行 综合 分 析
连续 重整装 置第 三周 期共 开工 10 1 0天 , 加工 预分 原 料 2 9 3 6 , 整 进 料 1 9 5 3 , 制 油 2 97 t重 8 17 t精 4 1 t生产 出合 格 高辛 烷 值 汽 油 1 2 5 8 , 7 8, 2 8 1 t 占重 整进 料 约 6 . 5 , 供 小 重 整 原 料 C 49 % 提 6组 份 油 4 4 3 t 占重 整 进 料 约 2 . 9 , 7 65 , 5 0 % 同时 副 产 氢 气
艺技 术 。 连续 重 整装 置于 19 9 8年 6月开 工投运 后 , 分 别于 20 0 0年 5月 、0 2年 5月 、0 5年 6月进 行 20 20
所 以选择 较低 的反 应温度 和氢油 比就 能满 足产 品
质量 要求 ; 而运 行后 期 , 化 剂活性 和选择性 有所 催
下 降 , 了确保 产 品质量 , 高 了反应 温度 和氢 油 为 提 比 。总 体而 言 , 本周 期运 行过 程 中 , 艺指标 控 在 工 制 正常 , 品质量 合格 , 置运行 平稳 。 产 装
文 着重 对装 置第 三周期 长周 期运行 情 况 和确 保 长
装 置 长周期 运行 前后 期重 整原 料及 产 品性质 ( 量 比) 比见表 2 质 对 。 在装 置开 工初 期 , 化剂 活性 和选 择性较 好 , 催
连续重整装置长周期运行存在的问题及对策
2017年03月连续重整装置长周期运行存在的问题及对策刘延平(中海沥青(营口)有限责任公司,辽宁营口115007)摘要:总结了某公司2.0Mt/a 连续重整装置运行存在的问题,并提出相应对策。
通过增加分离料斗大法兰伴热、提高氯吸附区入口温度解决了氯吸附区氯腐蚀的问题;通过增设重整液相脱氯罐,解决脱戊烷塔、脱丁烷塔塔顶氯腐蚀和铵盐堵塞问题;通过增设预加氢高温脱氯罐,解决预加氢经陶瓷喷涂,提高了四合一炉燃烧效率,降低了辐射室出口温度。
关键词:连续重整装置长周期问题对策1装置整体情况介绍本公司连续重整装置采用美国环球油品公司(UOP )超低压连续重整专利技术,设计规模为2.0Mt/a 。
该装置有0.8Mt/a 预处理部分、2.0Mt/a 重整反映部分及2045kg/h 催化剂连续再生部分组成。
其中预处理部分采用加氢后分馏的技术,重整反映器采用重整布置,催化剂再生部分采用UOP 的Cyclemax 专利技术。
装置以直馏石脑油与加氢重石脑油为原料,主要产品是重整生成油、戊烷油、含氢气体等。
装置于2009年4月26日一次开车成功,2011年10月进行第一次检修,2014年10月进行第二次检修并更换了重整催化剂。
装置在长周期运行过程中出现了一系列问题,通过实施技术改造和操作优化,解决了相应的问题,确保装置的长周期运行。
2异常问题及处理2.1再生氯吸附区氯腐蚀问题及对策2009年4月26日重整装置投料试车成功,5月8日再生单元开始进行催化剂白烧,Chlorsorb 氯吸附系统正式投入使用。
2009年5月下旬开始,再生系统催化剂烧焦出现了不正常的偏烧现象,同时出现了分离料腿提升不畅通的现场。
经检查时分离料斗底部大法兰未进行伴热、保温、局部低温造成氯腐蚀。
同时发现再生氯吸附区入口的操作温度对设备的氯腐蚀影响较大。
UOP 公司推荐的吸附区入口温度为138℃,虽然在操作压力0.25MPa 下水蒸气的饱和温度是125℃,但由于影响因数不确定,实际在138℃已经有水析出,造成设备的氯腐蚀。
连续重整装置长周期运行问题及对策

连续重整装置长周期运行问题及对策贾宜安;赖全昌;张琰彬【期刊名称】《广东化工》【年(卷),期】2013(40)8【摘要】In order to resolve problems that the press drop of reforming feeding plate type heat exchangers is increased, the vacuum degree of condensers of superchargers is reduced, pipelines of altar lamps, which burn day and night, of four-in-one furnaces are blocked, flooding of extractive distillation towers is caused freque ntly and the like in running of continuous catalytic reforming units with the yield of 1200000 tons per year in the Hainan oil refining industry Co., LTD, researches on current issues are carried out, reasons are analyzed, corresponding treatment measures are taken, all the problems can be resolved effectively, and the long-term running of the units is guaranteed.% 针对海南炼化120×104t/a 年连续重整装置运行中出现的重整进料板式换热器压降增大、增压机凝汽器真空度降低、四合一炉长明灯管线堵塞、抽提蒸馏塔频繁液泛等问题进行专题研究,分析原因,并制定相应的处理措施,均得到了有效处理,保证了装置的长周期运行。
600kta连续重整装置长周期运行分析
600kta连续重整装置长周期运行分析孙福林炼油事业部摘要介绍600kt/a连续重整装置在第三周期运行过程中,为确保装置长周期运行所做的操作优化和技术攻关方面的工作成效。
连续重整装置在第三周期安全平稳运行1100天,装置负荷率率为95.53%,产品液收达到90.04%,其中催化剂连续使用2526天,催化剂循环再生480圈,制造了国内同类装置运行周期最长记录。
装置长周期运行过程中能耗操纵、产品质量操纵和设备安全平稳运行操纵方面的体会,可为同类装置保持长周期运行提供参考。
关键词连续重整能耗操纵产品质量设备爱护长周期概况作业五区600 kt/a连续重整装置是炼油事业部“九·五”期间投资的一个重要装置,装置于1998年6月建成投产。
装置由723.40 kt/a预处理部分、600 kt/a重整反应部分以及450 kg/h催化剂连续再生部分、520 kt/ a重整油分馏部分组成。
装置以低辛烷值石脑油为原料,生产高辛烷值汽油(RON为100)调和组分、C6组分、液化气、并副产氢气。
C6组分至芳烃抽提装置,以满足市场对苯和6#溶剂油的需求,液化气可作为车用液化气调和组分,重整装置副产氢气可为加氢装置提供廉价的氢源。
装置反应部分采纳UOP第二代超低压连续重整反应工艺,催化剂再生部分采纳UO P第三代CycleMax连续再生工艺技术。
连续重整装置于1998年6月开工投运后,分别于2000年5月、2002年5月、2005年6月进行了三次停工检修,其中2006年6月10日至200 5年6月15日,装置连续安全平稳运行1100天,其中催化剂连续使用252 6天,催化剂循环再生480圈,制造了国内同类装置运行周期最长记录。
本文着重对装置第三周期长周期运行情形和确保长周期运行的技术措施进行分析总结。
长周期运行综合分析连续重整装置第三周期共开工1100天,加工预分原料2299376 t,重整进料1891573 t,精制油4718 t,生产出合格高辛烷值汽油1228518 t,占重整进料约64.95%,提供小重整原料C6组分油474635t,占重整进料约25.09%,同时副产氢气体127376t,占重整进料的6.73%,液化气52720 t,占进料约2.79%。
连续重整装置催化剂再生除尘系统运行分析

连续重整装置催化剂再生除尘系统运行分析作者:李文彬来源:《山东工业技术》2014年第03期【摘要】连续重整装置再生除尘系统的作用是除去催化剂在循环、再生等过程而产生的粉尘及破碎颗粒,避免催化剂粉尘和破碎颗粒对生产运行和关键设备的影响。
本文介绍了天津石化公司100万吨/年连续重整再生除尘系统的相关知识、粉尘产生的原因和危害、除尘系统开工的运行调试等内容,以更利于除尘系统以及催化剂再生系统的生产优化和稳定运行。
【关键词】连续重整;除尘系统;粉尘收集器;粉尘天津石化100万吨/年重整抽提装置于2009年12月投产运行,连续重整采用UOP第三代超低压连续重整工艺成套专利技术。
其中再生单元粉尘收集器提供商为颇尔公司,过滤系统采用316L不锈钢粉末烧结滤芯PSS,GSS过滤系统采用的高效过滤材料能有效地将2μm以上固体颗粒拦截在滤芯表面。
1 再生除尘过程从分离料斗顶部抽出工艺气体(氮气)进入粉尘收集器,由外向内经过圆形的滤芯表面,然后通过滤芯中部流出罐体顶部的出口。
在工艺气体中携带的固体颗粒能在粉尘收集器滤芯表面形成一层滤饼并造成压降,在设定压差或时间控制下,启动反向的瞬间流体脱落。
其滤棒的反冲采用脉冲式反吹方法,消耗极少量的气量即实现反吹的目的,提高了反吹的效率。
脉动持续的时间为1.3秒,反吹下来的催化剂粉尘沉积在罐体底部,经过定期排除回收。
经过粉尘收集器过滤后的洁净气体经过上部排出,分别进入提升风机和除尘风机,其中除尘风机出口的一股气体作为淘析气体返回至分离料斗上部,用于淘析待生催化剂中的催化剂粉尘。
2 粉尘产生的原因和危害2.1 粉尘产生的原因1)装置开工初期,新装填的催化剂会携带和产生部分催化剂粉尘,这些粉尘随着催化剂再生系统的循环逐渐淘析至除尘系统,致使开工初期粉尘量收集量较大;2)在再生系统催化剂流化过程中,催化剂与提升管线、反应器和再生器等设备均需要较长时间的运行磨合,是开工初期粉尘量增加的一个重要原因;3)装置正常运行期间,催化剂再生系统停、开工操作会导致催化剂粉尘量产生的增多,特别是停、开工操作较为频繁时,粉尘产生量增加明显;4)再生催化剂与待生催化剂提升系统的提升压差波动过大,破坏催化剂在提升管线中的运行稳态,会加剧催化剂与管壁的磨损,导致粉尘量的增多;5)闭锁料斗的平衡阀故障、补偿气流量曲线的不合适、缓冲区与提升线压差的倒置、料位的失控、再生器约翰逊网故障等均会导致粉尘量的增多。
连续重整装置运行问题及对策分析

连续重整装置运行问题及对策分析作者:罗涛来源:《中国化工贸易·上旬刊》2019年第02期摘要:催化重整是石油加工中的重要加工工艺,但是连续重整装置在运行的过程中会出现很多的问题,只有有效的解决了技术难题,才能为装置的运行提供保障。
本文对连续重整装置运行问题及对策进行了分析,旨为装置长周期的运行提供保障。
关键词:重整装置;运行;问题;对策连续重整装置在运行的过程中经常会出现还原电加热器失效、催化剂性能下降和设备腐蚀等现象,这些问题都会对石油加工产生重要的影响。
只有解决这些问题才能保证再生系统的稳定运行。
为连续重整装置的运行提供保障。
1 连续重整装置运行问题1.1 还原电加热器中的问题在连续重整装置运行的过程中最容易出现的问题就是还原电加热器的失效。
还原电加热器就是通过氢气体作为主要的工艺介质,然后将含氢的气体加热到377摄氏度从而将催化剂进行还原的过程。
但是在实际操作时,会出现还原电加热器失效的现象,这样就会使催化剂的效果达不到原本的要求。
造成这样现象的原因主要是含氢气体中氢气的纯度不够高,并且气体中还会含有重烃成分,重烃受热后就会产生积炭,还原电加热器在长期运行的过程中就会产生大量的积炭,从而导致传热的效果不佳。
1.2 板式换热器冷侧压降不正常连续重整装置运行的过程中板式换热器冷侧压降会有不正常的现象发生。
造成这一现象的发生主要是因为连续重整装置在运行的过程中加氢裂化时因为重石油流量的不稳定造成的蒸发塔操作时的波动,从而就会导致重整板式换热器冷侧降压不正常。
在连续重整装置运行的过程中加氢裂化时所用的重石脑油碳粉杂质过多也会导致板式换热器冷侧降压不正常的现象发生[1]。
1.3 再生注氯线不畅的问题在连续重整装置中比较常见的问题还有再生注氯线不畅的问题。
再生注氯线主要的作用就是将全氯乙烯注入到连续重整装置的运行中去从而补充催化剂中所损耗的氯气体,从而维持后者的酸性。
但是在这一过程中会出现再生注氯线不畅的现象,主要原因是因为在运行的过程中,前氯乙烯液化时会利用到氮气进行吹扫,但是如果没有氮气进行吹扫就会导致氯化物体长期的存留在管道中,并在管道中出现结焦和积碳的现象发生,从而造成管道堵塞。
连续重整装置长周期运转问题及对策
连续重整装置长周期运转问题及对策刘宏鑫;谢雪治【摘要】福建联合石油化工有限公司芳烃联合装置重整单元采用UOP公司开发的第三代低压连续重整及再生技术.装置设计规模1.4 Mt/a,再生装置负荷为1 360 kg/h.在长周期运转过程中,发现以下问题:因丙烷制冷系统水冷器堵塞、泄漏导致的制冷系统效率下降;因铵盐结晶及腐蚀导致重整分馏系统效率下降、相邻机泵等设备损坏;因预分馏系统液位计故障造成预加氢汽提塔淹塔,导致重整催化剂硫中毒;因再生系统超压造成再生器空气加热器中跑入催化剂;因再生器约翰逊内网、外网堵塞,造成再生烧焦催化床层下移;因重整进料板式换热器内漏造成重整装置加工效率降低等.介绍了所采取的技术改造、设备升级和优化操作等对策.【期刊名称】《炼油技术与工程》【年(卷),期】2014(044)012【总页数】5页(P24-28)【关键词】连续重整装置;催化剂硫中毒;泄漏;铵盐;再生器;约翰逊网【作者】刘宏鑫;谢雪治【作者单位】福建联合石油化工股份有限公司,福建省泉州市362800;福建联合石油化工股份有限公司,福建省泉州市362800【正文语种】中文福建联合石油化工股份有限公司连续重整装置采用美国UOP公司开发的第三代低压连续重整及再生技术。
装置设计能力1.4 Mt/a,再生装置负荷为1 360 kg/h。
设计年运行时间为8 400 h。
采用石油化工科学研究院研制的PS-Ⅶ重整催化剂。
以直馏重石脑油和加氢裂化重石脑油为原料,向下游二甲苯装置提供原料,为芳烃型重整装置。
装置于2009年5月15日一次开车成功,至2013年10月22日停工大检修,长周期运行累计达53个月。
在运行周期内,为满足下游二甲苯装置负荷要求,装置一直维持高负荷运行,装置负荷率一度达到103.3%。
1 问题及对策1.1 丙烷制冷系统效率下降该装置自产氢气经再接触系统回收轻烃后送往下游氢气提纯装置。
再接触单元采用丙烷压缩制冷系统。
在运行周期内先后出现3次因丙烷压缩机出口冷却器(E243)管束内漏,导致冷却系统效率下降,造成氢气纯度由92%降至85%,再接触冷却器(E204)壳程压力由420 kPa上升至830 kPa,且丙烷储罐液位持续下降。
连续重整装置运行问题分析及对策
连续重整装置运行问题分析及对策摘要:石油虽是不可再生资源,但在人类的生活中却是不可或缺的存在,因此在加工过程中就需做好各项措施。
在石油加工过程中,连续重整装置的正常运行非常重要,但是在运行过程中连续重整装置会因为多方面的因素出现故障,鉴于此,相关人员需对这些技术难题进行有效解决,才能保证连续重整装置的稳定运行。
本文就连续重整装置运行时会出现的问题以及具体解决措施进行相关分析。
关键词:连续重整装置;运行问题;运行策略引言:随着科技水平的快速发展,石油及其化工产品运用的越来越广泛。
然而,石油是不可再生资源,用其制作成化工产品的难度也比较大。
而且所使用的设施设备也非常复杂,比如在炼油过程中会遇用到连续重整装置。
这一装置是炼油时不可缺少的设备,但会受多方面的影响出现种种问题,比如杂质过多、催化剂粉尘过重、预加氢反应器的压差过大等。
为解决这些问题,相关技术人员就需要根据这些问题采取针对性的解决措施,保证炼油及石油化工产品的生产能够顺利进行。
一、连续重整装置运行时存在的问题(一)重整原材料内杂质过多连续重置装置中的基础结构之间环环相扣,且配合力度会受到多方面的影响,比如当重组原料以及相关原料脱水处理不到位就可能出现结盐、杂质超标等问题,继而导致连续重整装置在石油化工产品的加工过程中发挥的作用不大。
当重整原料中的杂质含量超出标准要求时不仅会使得各原料在加工过程中作用下降,还会影响连续重整装置的运行效果,比如导致重整反应系统出现损坏和故障,严重时甚至出现零部件受损的情况。
当连续重整装置的零部件受损时,更换起来十分繁杂且耗时的,因此相关人员需重视原材料杂质的过滤及筛除,减少杂质过多这一情况的发生。
(二)脱庚烷塔分离的效果不佳在连续重整装置运行中,脱庚烷塔也是比较容易出现异常的位置。
如果脱庚烷塔的分离效果不佳,就会导致二甲苯装置的原料里甲苯的含量超标,芳烃抽提装置中二甲苯含量也会因此超标,从而对后续装置的运行及石油化工产品的质量造成直接影响。
连续重整装置催化剂再生系统运行问题分析及对策

连续重整装置催化剂再生系统运行问题分析及对策任研研;郭建波;汤帅【摘要】The regeneration system of catalyst is an important part of the catalytic reforming unit. In this paper, the problems in the catalyst regeneration system of a 700 kt/a continuous catalytic reforming unit in Luoyang petrochemical company were introduced (such as chlorine corrosion of the low temperature part, loss of catalysts and so on),reasons to result in the problems were analyzed, and the solutions were finally put forward.%催化剂再生系统是连续重整装置的重要组成部分。
针对中石化洛阳分公司70万t/a连续重整装置在运行中存在低温部位氯腐蚀、再生器和反应器中心筒跑剂问题、反应器下部料腿堵塞和空料腿现象、重整反应器上部料斗提升氢后路约翰逊网堵塞问题和再生频繁热停问题,分析了这些问题产生的原因并提出具体应对措施。
【期刊名称】《当代化工》【年(卷),期】2014(000)006【总页数】4页(P1072-1075)【关键词】连续重整;催化剂;再生【作者】任研研;郭建波;汤帅【作者单位】中国石油化工股份有限公司洛阳分公司,河南洛阳 471000;中国石油化工股份有限公司洛阳分公司,河南洛阳 471000;中国石油化工股份有限公司洛阳分公司,河南洛阳 471000【正文语种】中文【中图分类】TE624连续重整装置是以精制石脑油为原料,在催化剂作用下,生产高辛烷值汽油组分或高芳含的芳烃原料,同时还副产大量廉价氢气,是链接炼油和化纤系统的关键装置[l-3]。
连续重整装置长周期生产中存在的问题及措施

连续重整装置长周期生产中存在的问题及措施连续重整装置作为石油二次加工的重要组成部分,包含石脑油加氢、重整以及催化剂再生三个工艺单元,在规模高于600kt/a的装置中,有着明显的生产效益优势。
随着我国石化产业的不断发展,多数石化企业的装置规模和技术水平得到了长足的扩展和提升,但就连续重整装置而言,在长周期生产中仍存在一定的问题,影响生产的连续性和稳定性。
笔者从连续重整装置常见问题入手,就其解决措施,发表几点看法。
标签:连续重整装置;长周期生产;催化剂;问题;措施随着我国石化产业不断发展,多数石化企业对内部连续重整装置进行了扩能改造,改造后装置的实际处理能力得到了明显的提升,同时更换使用性能更加优良的催化剂。
但就其长周期生产状态而言,普遍存在催化剂积碳过高、加热炉热效率低、以及重整反应器进出口法兰泄露等问题。
因此,从连续重整装置存在的问题入手,分析问题成因并相应探讨科学的解决措施,对于装置挖潜增效具有重要的现实意义。
1 重整工艺条件优化分析重整工艺条件与产品收率之间有着直接且紧密的联系,科学优化重整装置工艺条件,对于提高装置运行效益,有着重要的现实意义。
1.1 催化剂优化分析针对催化剂积碳过高的问题,主要从装置催化剂再生单元烧焦区和催化剂本身性质两方面内容着手解决。
在装置扩能改造过程中,通常会结合工艺设计要求对催化剂再生单元烧焦区进行调整,如调整后在生产中发现烧焦能力不足等问题,较难对其进行有效的调整。
因此,对催化剂进行优化创新,是解决催化剂积碳问题的主要渠道。
以某石化企业为例,在装置烧焦区满负荷运行状态下,催化剂初期碳含量仍高于改造目标上限114.0%。
针对这一问题,RIPP(石油化工科学研究院)对其催化剂进行改进优化,在保持催化剂比表面积的基础上,提高其芳烃产率、降低了积碳速率,从而有效解决了催化剂积碳问题。
1.2 科学使用生产辅助药剂连续重整装置生产运行过程中,为进一步提高生产稳定性和装置运行效益,通常会使用消泡剂等多种辅助生产药剂,此类药剂在于油品接触过程中,可能发生相应反应导致催化剂中毒现象,影响装置运行质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连续重整再生系统长周期运行的探讨
发表时间:2019-05-06T16:52:25.553Z 来源:《防护工程》2019年第1期作者:于喜超
[导读] 可按经验预估死区催化剂量,并在卸催化剂时对“高亮球”进行分离,也可将卸出的催化剂使用催化剂密度分离技术进行分离后再回装。
中国石油化工股份有限公司天津分公司天津市 300270
摘要:连续催化重整是生产高辛烷值汽油、高纯度氢和BTX的上游重要装置,主要有石脑油加氢分馏、重整反应、催化剂再生、芳烃分馏等部分组成。
催化剂再生部分采用美国环球油品公司(UOP)Cycle Max催化剂再生工艺,积碳后的催化剂在气力输送下通过“L”阀组以连续的方式送到分离料斗,催化剂在重力的作用依次通过再生器、氮封罐、闭锁料斗。
待生催化剂在再生器内完成烧焦、氯化氧化,在还原段还原后,得到再生后的催化剂,高温含氯再生放空气经处理后排入大气。
闭锁料斗是实现连续催化重整催化剂连续循环和再生的关键,通过催化剂再生控制系统(CRCS)来完成催化剂的提升,并控制催化剂的提升循环速率。
关键词:连续重整;再生系统;再气放空气;闭锁料斗;再生器;
实现催化剂连续再生是连续重整装置长周期运行的关键技术。
根据实际生产运行中的经验,总结(UOP)Cycle Max催化剂再生工艺在工业应用中遇到的问题,描述了再生系统由于闭锁料斗压力波动导致闭锁料斗与氮封罐、闭锁料斗与再生器的差压波动,导致再生系统频繁触发热停车,影响重整系统的再生催化剂品质和长周期运行。
一、再生器的优化管理
1.再生氧分仪故障。
再生器内设有四个区,分别是烧焦、氯化、干燥和冷却区,待生催化剂在再生器烧焦区内进行烧碳,放出大量的热量,一般再生器床层的峰值温度至少在500℃以上。
烧焦区的温度是由再生烧焦区的氧含量控制,催化剂的碳含量也影响再生器床层温度。
氧分析仪在使用一段的时间后,内部的电路版老化,氧含量测量值偏差、波动大,不能如实测量再生器烧焦区的氧含量,再生器氧分仪更换电路版后要对其复位,否则致使氧分析仪的测量值是实际值的数倍,使再生器床层温度超高,烧坏再生器内构件。
为了确保再生系统长周期运行,要严格控制再生器催化剂烧焦温度,不能单以氧分析仪的显示值为唯一指标,要以再生器烧焦区的床层温度变化为主要指标,当发现温度变化异常超高时,立刻热停车,对再生器降温处理。
2.催化剂烧结。
在装置停工检修后,重整反应器卸出的催化剂没有达到更换条件时,可再次利用,但重整反应器内会积有死区催化剂,这部分催化剂没有随着待生催化剂进行再生,而且常期堆积在反应器底部。
死区催化剂最明显的表象特征是比普通的含碳催化剂表面更亮黑,这种黑得发光的催化剂称为“高亮球”。
卸出催化剂中的“高亮球”分析碳含量为一般为14%~18%,稍高的碳含量平均约为2
3.8%,最高平均碳含量为40%左右。
含碳量≥7%的催化剂如不经分离,直接装入反再系统,遇到高氧时会放出剧烈热量,高碳催化剂燃烧温度可能达到1200℃以上,会使催化剂在高温下烧结失活,使再生器的约翰逊网和导流叶片等内构件直接熔化烧穿,导致再生系统设备损坏、停车处理,影响长周期运行。
催化剂密度分离技术是根据催化剂密度差异来进行分级的一种技术,海南炼化对卸出催化剂总量的40.05%采用了催化剂密度分离技术进行分级,效果良好,约占卸出催化剂总量7%的催化剂被确定为高碳催化剂,碳质量分数为30.68%~43.68%,平均39.09%。
回收低碳催化剂的碳质量分数为0.80%~
4.49%,平均2.45%。
也有部分炼厂根据实验操作经验,预估重整死区催化剂量,在卸催化剂时密切注意催化剂的形态,当首次出现“高亮球”时,随后的催化剂作为高碳催化剂,不再回装反再系统。
二、再生系统运行过程中出现的问题及对策
1.空气电加热器。
(1)问题描述。
装置开工初期,再生系统空气电加热器F-304出口温度TI3044偏低,始终达不到UOP所要求的565℃,最高只能达到490℃。
(2)问题分析及解决措施。
经过对装置实际运行情况的分析,主要从进入空气电加热的空气流量、催化剂的生焦量和电加热器三个方面进行排查。
空气至冷却区流量FIC3037最低降至100N3/h,最高提至230N3/h,但空气电加热出口温度没有变化,可见空气流量不是主要影响因素。
装置满负荷标定,各反入温度530℃,待生剂碳含量由平时3%(m/m)左右提高至最高5.14%
(m/m),但空气电加热器出口温度仍没有变化,由此排除待生剂碳含量偏低的因素。
车间于是联系韩国瓦特隆厂家到现场进行拆检,未发现问题。
但拆检后空气电加热器出口温度进一步下降,甚至TI3044低于460℃,导致再生系统无法注氯,经排查为拆检期间保温破损影响。
至此车间判断,保温的不完善是影响空气电加热器出口温度低的主要原因,在恢复原有保温的同时,车间要求施工单位将保温厚度增加一倍,此后空气电加热器出口温度逐步升高至UOP要求值。
2.氢铂比。
(1)问题描述。
2015年8月,UOP所做催化剂样品分析中的H2/Pt由5月的0.91降至0.70,催化剂样品中灰色颗粒占比增加(2)问题分析及解决措施。
针对此问题,车间立即与UOP进行了沟通,UOP要求对以下内容进行确认:①确认注氯量是否合适;②确认注氯夹套蒸汽量是否合适;③确认来自空气干燥器的空气水含量达到要求(<0.5ppm);④确认来自再生风机出口再加热气流量符合要求。
检查后发现以上内容不存在问题。
经进一步与UOP公司讨论分析后,初步判断为注氯分配不均导致氯化更新效果不佳,为此制定了将再生注氯口由原设计改至空气电加热器出口方案,以求达到解决问题的目的,并于2016年5月实施。
新注氯线投用后,H2/Pt在6月出现
0.36的历史最低值后逐步回升,2017年1月已达到0.9,催化剂基本恢复正常。
3.闭锁料斗。
(1)问题描述。
自2017年3月份以来,闭锁料斗分离区压力波动趋于频繁,每个循环的“加压”步骤,都会造成闭锁料斗分离区的压力波动,进一步影响氮封罐和闭锁料斗压差PDI3059AB低低报,并多次触发热停。
(2)问题分析及解决措施。
针对此问题车间对闭锁料斗装卸料情况、上下平衡阀动作情况以及每个阶段的压差变化进行了跟踪分析,初步判断可能是粉尘堵约翰逊网或后路管线,使压力无法平衡造成。
并采取了以下措施:①在闭锁料斗顶部放空约翰逊网处增加临时侧线,问题未得到解决。
并且在3月29日问题开始恶化,每次进入到“加压”步骤都会因压差低低报触发热停。
再生系统无法正常运行。
②对闭锁料斗上下平衡阀、顶部去A-201排放线处约翰逊网及再生剂提升线L阀组滤网进行拆检,拆检后发现约翰逊网处催化剂细粉较多。
但清理投用后问题仍没有得到解决。
③对闭锁料斗顶部去A-201排放线进行反顶。
稍开闭锁料斗分离区放空线,发现闭锁料斗步入“加压”步骤时,氮封罐和闭锁料斗压差波动时间减少,并能进入下一步骤,判断该段管线堵塞。
内外操配合,缓慢调整放空线开度,几个循环过后,关闭放空阀,闭锁料斗分离区压力波动消除。
④2017年4月UOP工艺仪表顾问对装置运行情况进行了检查。
认为闭锁料斗分离区问题的主要原因是粉尘影响。
在对上下平衡阀的开启时间进行检查
时,发现上平衡阀在16.7s内打开,而下平衡阀在16.9s内打开。
下平衡阀的开启时间稍短,上平衡阀的开启时间非常短。
UOP专家将上平衡阀开启时间调整至25.5s,下平衡阀开启时间调整至21s。
避免快速泄压使催化剂流化,产生催化剂粉末。
下载新曲线后,氮封罐/闭锁料斗压差PDIC3026和氮封罐/再生器压差PDIC3025更加稳定。
于是将两个压差的设定值由3.5kPa降至2.75kPa和2.5kPa。
降低该压差控制值,可降低催化剂通过氮封罐开孔立管进入闭锁料斗分离区的速度,减少刮擦,减少粉尘。
总之,催化剂烧焦时,密切注意再生器烧焦区的氧含量和温度,发现异常时,再生立即热停车。
在卸催化剂时严格按卸剂步骤来操作,可按经验预估死区催化剂量,并在卸催化剂时对“高亮球”进行分离,也可将卸出的催化剂使用催化剂密度分离技术进行分离后再回装。
参考文献:
[1]闫萍.连续重整催化剂密度分级技术的应用.2017.
[2]刘爱红.浅谈连续重整再生系统长周期运行的探讨.2017.。