两种经编机成圈机构对比分析
圆机宝典│5分钟看懂!针织圆机结构及常见疵点分析及解决措施

圆机宝典│5分钟看懂!针织圆机结构及常见疵点分析及解决措施一、针织圆机的结构纬编针织是将纱线由纬向喂入到针织机的工作针上,使纱线顺序地弯曲成圈并相互串套而形成织物的一种方法。
针织大圆机主要由给纱机构、成圈机构、牵拉卷取机构、传动机构和辅助机构组成。
(一)给纱机构其作用是将纱线从筒子上退解下来,不断地输送到编织区域,以使编织能连续进行。
针织大圆机的给纱机构有积极式、半积极式和消极式3种类型。
目前生产中常采用积极式给纱机构,以固定的速度进行喂纱,控制针织物的线圈长度,使其保持恒定,以改善针织物的质量。
(二)成圈机构其作用是将喂入的纱线通过成圈机件的运动编织成针织物。
成圈机构由织针等多种成圈机件组成,能独自把喂入的纱线形成线圈而编织成针织物的编织机构单元称为成圈系统。
纬编机一般都装有较多的成圈系统,成圈系统数越多,机器一转多编织的横列数越多,生产效率就越高。
(三)牵拉卷取机构其作用是将已形成的针织物从成圈区域引出,并卷成一定形式的卷装,以使编织过程能顺利进行。
牵拉卷取量的调节对成圈过程和产品质量有很大的影响,为了使织物密度均匀、门幅一致,牵拉卷取必须连续进行,而且张力稳定。
此外,卷取坯布时还要求卷装成形良好。
(四)传动机构其作用是将动力传送给上述各个机构,使它们协调工作而完成各自的任务。
传动机构要求传动平稳、动力消耗小、便于调节、操作安全方便。
(五)辅助装置其作用是扩大机器的工艺可能性或使机器便于调节和看管,保证编织正常进行,如机器上的花型机构、自动加油装置、清洁除尘装置、各种自停装置等。
二、常见疵点分类归纳针织大圆机在编织时机械故障和织物疵点的原因较多且比较复杂。
为了利于检修,根据实践经验,大致可以归纳为下列几个方面:1.机械零件质量差,各零部件的安装配合不良,以及保全保养工作欠佳,在长期运转过程中造成零件的严重磨损。
2.由于原料品质所引起的。
例如:原料和纱线细度选用不当,在纺织过程中成纱不良,有粗节、细节、杂质、毛快、弱捻等,或者在漂染加工过程中,水洗不清,柔软剂用量过少,纱线回潮率高等。
经编机代号和图
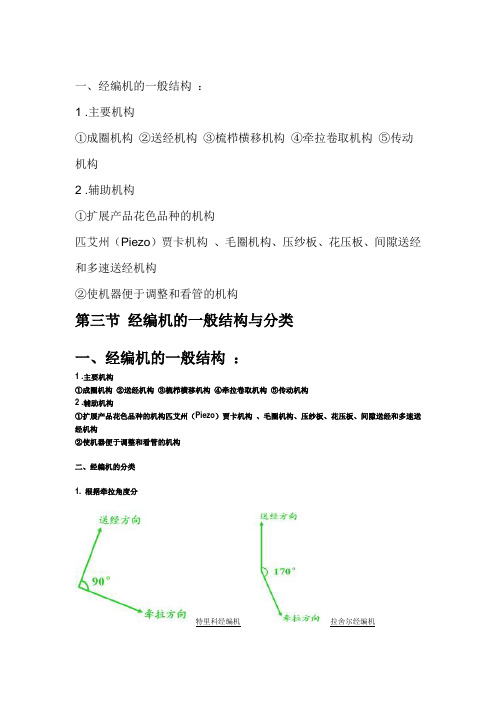
一、经编机的一般结构:1 .主要机构①成圈机构②送经机构③梳栉横移机构④牵拉卷取机构⑤传动机构2 .辅助机构①扩展产品花色品种的机构匹艾州(Piezo)贾卡机构、毛圈机构、压纱板、花压板、间隙送经和多速送经机构②使机器便于调整和看管的机构第三节经编机的一般结构与分类一、经编机的一般结构:1 .主要机构①成圈机构②送经机构③梳栉横移机构④牵拉卷取机构⑤传动机构2 .辅助机构①扩展产品花色品种的机构匹艾州(Piezo)贾卡机构、毛圈机构、压纱板、花压板、间隙送经和多速送经机构②使机器便于调整和看管的机构二、经编机的分类1. 根据牵拉角度分特里科经编机拉舍尔经编机两种经编机成圈机件配置的比较特里科经编机拉舍尔经编机两种经编机牵拉受力的比较特里科经编机拉舍尔经编机2. 根据针床数分单针床经编机双针床经编机3. 根据针型分复合针经编机舌针经编机钩针经编机4. 根据机器的结构特征、工作原理和用途分特里科经编机弹性拉舍尔经编机贾卡拉舍尔经编机多梳拉舍尔经编机双针床拉舍尔经编机网眼拉舍尔经编机钩编机(crochet machines)缝编机(stitch-bonding machines)管编机三、经编机的代号1. 特里科经编机的代号K —特里科经编机。
如K12 、K13 。
KS —复合针型特里科经编机。
如KS3 、KS4 。
HKS —高速复合针型特里科经编机。
如HKS2 、HKS2-3 。
KE —普通钩针型特里科经编机。
如KE2 。
KH —短钩针超高速特里科经编机。
KC —针床摆动的特里科经编机。
如KC3KL —试织用特里科经编机。
DK —钩针型双针床特里科经编机。
如DK2 。
HDK—高速钩针型双针床特里科经编机。
如HDK22. 拉舍尔经编机的代号R —标准拉舍尔经编机。
如RSE4-1 。
RS —使用复合针的拉舍尔经编机。
如RS4N-2M 。
RJ —贾卡提花拉舍尔经编机。
如RJ4/1 。
MR —多梳型油箱式拉舍尔经编机。
第十一章 经编机的成圈机件与成圈过程
• 沉降片是在编织过 程中,进行辅助成 圈和对编织出来的 线圈进行牵拉。槽 针经编机上采用的 沉降片的形状随机 型种类而不同,通 常有两种形式。
• 成圈机件位移曲线——主轴一转中,各成圈 机件的位移与主轴转角间的关系。 X轴——主轴转角 Y轴——各成圈机件的位移 主轴0 :针处于最低位置
主轴一转,编织一个横列
• 梳栉的摆动,是在织针处于停顿状态下进行 的
• 沉降片在退圈前期,向机前挺进,以便压住 织物
• 在织针下降钩取纱线时,沉降片迅速退向机 后,以便让出位置,防止片鼻影响纱线的钩 取。
第三节 钩针经编机的成圈机件与成圈过程 knitting elements and knitting action of bearded needle tricot machine
一、knitting elements(成圈机件) 1.Bearded needle(钩针) 2.Sinker ( 沉降片) 3.Presser (压板) 4.Guide needle (导纱针)
吴济宏
Institute of textile and material
Wuhan university of science and engineering
第十章
经编机的成圈机件与成圈过程
第一节 槽针经编机的成圈机件
与成圈过程
一、成圈机件
1.槽针(针身、针芯)
2.沉降片(无片腹)
多梳栉经编机成圈运动及其机构分析与设计

多梳栉经编机成圈运动及其机构分析与设计沈惠平1 李 密1 王敏其2 王 水2 尹洪波1 左双双11.常州大学,常州,2130162.常州市武进五洋纺织机械有限公司,常州,213164摘要:在吸收㊁掌握国外经编机机构设计精髓的基础上,对多梳栉经编机的成圈运动及其机构实现进行了深入研究㊂首先,介绍了成圈机构㊁成圈过程及其工作原理,设计出具有停歇功能的斯蒂芬森六杆传动机构,并通过共享一个不同相位角的三拐曲轴,将三个六杆传动机构与3‐D O F 平面八杆成圈子机构串接,设计出单主轴驱动的3‐D O F 平面22杆经编成圈主机构,并进行机构运动学分析;然后,根据梳栉上导纱针的排布以及成圈工艺,规划成圈运动轨迹的关键特征点,并用最小二乘法拟合出各运动轨迹的多项式函数;最后,对3‐D O F 平面22杆经编成圈主机构进行整体建模分析,并运用遗传算法对其进行了基于成圈运动轨迹逼近的机构参数优化设计㊂关键词:经编机;平面连杆机构;停歇机构;轨迹综合;遗传算法中图分类号:T H 11 D O I :10.3969/j.i s s n .1004132X.2015.11.007K n i t t i n g M o t i o nA n a l y s i s a n dM e c h a n i s m D e s i g n f o rM u l t i ‐b a rW a r p K n i t t i n g Ma c h i n e S h e nH u i p i n g 1 L iM i 1 W a n g M i n q i 2 W a n g S h u i 2 Y i nH o n gb o 1 Z u oS h u a n g s h u a n g11.C h a n g z h o uU n i v e r s i t y ,C h a n g z h o u ,J i a n gs u ,2130162.C h a n g z h o u C i t y W u j i n W u y a n g T e x t i l eM a c h i n e r y C o .,L t d .,C h a n g z h o u ,J i a n gs u ,213164A b s t r a c t :O nt h eb a s i so fu n d e r s t a n d i n g b a s i c p r i n c i p l e sf o r m e c h a n i s m d e s i g no f f o r e i g n w a r pk n i t t i n g m a c h i n e s ,k n i t t i n g m o t i o na n dt h e m e c h a n i s mf o r p e r f o r m i n g t h e m o t i o n w e r es t u d i e ds y s -t e m a t i c a l l y .F i r s t l y ,k n i t t i n g m e c h a n i s m ,k n i t t i n gp r o c e s s e s a n d i t sw o r k i n gp r i n c i pl e sw e r e i n t r o d u c e d a n dS t e p h e n s o n6‐l i n k t r a n s m i s s i o nm e c h a n i s m w i t h i n t e r m i t t e n t f u n c t i o nw a sd e s i g n e d .B y s h a r i n g at h r e e ‐t h r o w nc r a n ks h a f t ,t h r e e 6‐l i n k t r a n s m i s s i o nm e c h a n i s m s a n d 3‐D O F p l a n e 8‐l i n kk n i t t i n g su b ‐m e c h a n i s m w e r e c o n c a t e n a t e d .A3‐D O F p l a n e22‐l i n kk n i t t i n g m a i n m e c h a n i s m w i t hs i n g l ed r i v i n ga x i sw a s d e s i g n e da n d i t sk i n e m a t i c s p r o p e r t y w a sa l s oa n a l y z e d .S e c o n d l y ,t h ek e y fe a t u r e p o i n t sof k n i t t i ng a c t i o nw e r e p l a n n e d b a s e d o n th e c o n fi g u r a t i o n o f g u i d e n e e d l e s a n d k n i t t i n g pr o c e s s e s a n d t h e p o l y n o m i a l f u n c t i o no f e a c h t r a j e c t o r y w a s o b t a i n e db y l e a s t s q u a r em e t h o d .F u r t h e r ,t h ew h o l e p h y s i -c a lm ode l of t h e 3‐D O F p l a n e 22‐l i n kk n i t t i ng m a i n m e ch a ni s m w a s a n a l y z e da n do p t i m u m d e s i g no f m e c h a n i s m p a r a m e t e r sw a s c o n d u c t e db a s e d o n t h e k n i t t i n g a c t i o n t r aj e c t o r y a p p r o a c h i n g u s i n g g e n e t -i c a l go r i t h m.K e y w o r d s :w a r p k n i t t i n g m a c h i n e ;p l a n e l i n k a g e ;i n t e r m i t t e n tm e c h a n i s m ;t r a j e c t o r y s y n t h e s i s ;g e -n e t i c a l go r i t h m 收稿日期:20140319基金项目:江苏省科技成果转化专项资金资助项目(B A 2013030);国家自然科学基金资助项目(51375062)0 引言经编针织物与纬编针织物相比,具有生产效率高㊁延伸性比较小㊁脱散性好㊁适应于不同粗细纱线以及几乎所有织物组织等优点,因此,其应用领域已从传统的服装和装饰领域扩大到了工业㊁农业㊁建筑㊁交通㊁国防㊁航空航天以及医疗卫生等产业领域,如产业用经编针织物包括筛网㊁渔网㊁传送带㊁降落伞㊁育秧网㊁护林网㊁帐篷㊁纱布㊁人造血管等[1]㊂国外经编机产业发展迅速,其中,德国卡尔迈耶公司目前的世界市场占有率在85%以上㊂按工作原理分,经编机分为特里科型和拉舍尔型两大类,其高效生产的关键是成圈主机构的设计与制造,成圈主机构设计复杂,制造和安装精度要求也很高㊂目前,国内经编机的机械结构大多仿制卡尔迈耶公司的产品,尽管已有山东㊁江苏㊁福建等多个地区生产销售各种经编机,且国内已有学者进行分析研究,但迅速适应新经编工艺及其织物结构的机构设计原理,以及高速化机器的动平衡等关键技术仍没有掌握[2]㊂因此,学习消化国外经编机技术,掌握实现经编成圈运动机构的拓扑结构㊁运动学㊁动力学设计的理论与方法,对改进现有的或设计具有知识产权结构或技术的经编机,具有重要的现实意义和应用前景㊂拉舍尔经编机根据配置的梳栉数不同,分为多梳栉和少梳栉,少梳栉经编机由于具有梳栉少㊁整个梳栉摇架质量轻㊁体积小等特点,所以可使梳㊃7541㊃多梳栉经编机成圈运动及其机构分析与设计沈惠平 李 密 王敏其等Copyright ©博看网. All Rights Reserved.栉摇架摆动故横移运动以实现垫纱㊂对于少梳栉经编机的成圈运动,文献[3‐4]对成圈机件运动的相互协调与配合进行了研究,并给出了相应的停歇机构;文献[5]给出了经编机成圈机构运动曲线及其机构实现的计算方法和电算程序㊂多梳栉经编机由于梳栉数较多,整个梳栉摇架的整体质量和体积太大,摇架不再摆动,致使成圈过程的各个运动均要由质量较轻的槽针㊁针芯块㊁脱圈板等构件实现[1‐2],因此,机构设计更加复杂,目前,对于多梳栉经编机成圈运动和成圈机构的系统研究相对较少[6]㊂本文对多梳栉经编机的成圈运动及其机构实现进行了深入的研究和创新设计㊂1 多梳栉经编机的成圈运动及机构实现1.1 成圈子机构及其组成成圈子机构是指握持或驱动槽针㊁针芯块和脱圈栅状板(简称脱圈板)等促使纱线弯曲成线圈串套编织的机构㊂如图1所示,该机构运动的成圈构件分别是脱圈板1㊁槽针2和针芯块3,易知, R1‐P1‐R2‐R3‐R4构成两自由度平面五杆机构,然后在含槽针2的构件上串接一个Ⅱ级杆组P2‐R5‐R6,从而形成3‐D O F平面八杆成圈子机构㊂从图1并结合图2可以看到,脱圈板1绕一固定轴R1作纯摆动,其顶点a的轨迹应为一条近似于直线的圆弧段Ⅰ*(图2中的点线),而作平面运动的槽针2的顶点b的轨迹曲线Ⅱ*(图2中的细实线),及针芯块3的顶点c的轨迹曲线Ⅲ*(图2中的虚线)均为复杂的平面一般曲线㊂合理控制三个输入角θ00㊁θ10和θ20,可使三个输出构件1㊁2㊁3产生相对运动,实现如图2所示的主要成圈运动轨迹(Ⅰ*㊁Ⅱ*㊁Ⅲ*)㊂图1 成圈子机构简图1.2 成圈运动的工作原理图2所示为拉舍尔经编机梳栉排列示意及成图2 多梳栉经编机成圈运动轨迹图圈轨迹㊂导纱针8固定于梳栉,其横移运动由电子横移机构实现(垂直于纸面,未画出)㊂多梳栉经编机成圈运动过程及其工作原理如下:(1)槽针2从①处开始(此时,脱圈板1摆至最左端近乎停歇静止),相对于脱圈板1快速上升,同时,藏于槽针2内的针芯块3处于较慢上升状态,槽针2口中的线圈由拉力作用退到槽针槽壁上㊂(2)当槽针2顶点b运动到相对脱圈板1顶点a16mm左右的②处时,退圈运动完成㊂此时,相关梳栉要求完成横移,准备好针背垫纱,脱圈板1开始向右摆动,针芯块3保持藏于针槽状态,槽针背依次打过导纱针中的纱线至右端③处,实现针背垫纱㊂脱圈板1在最右端附近有近似停歇(移动缓慢),等待④处右侧导纱针横移运动完成,脱圈板1开始向左回摆进行针前垫纱㊂(3)在④处附近脱圈板1近似停歇后继续向左回摆,同时槽针2相对脱圈板1开始快速下降,针芯3相对脱圈板1慢速下降,针芯3逐渐刺出槽针壁(此时槽针壁外的纱线应被压住以防止被刺出的针芯块3封于槽针口内)并封住槽针口内的纱线,针芯块3封住槽针口后同槽针2保持相对静止一起下降至⑤处㊂(4)槽针2顶点b下降至相对脱圈板1顶点a 下端1mm左右处时,脱圈板1已脱去槽针壁外的旧线圈,槽针口中纱线形成新线圈,针芯块3相对槽针2继续下降,槽针口打开㊂(5)槽针2继续运动至⑥处附近,旧线圈被拉出后,脱圈板1摆回到最左端,槽针2相对脱圈板1快速上升,针芯块3慢速上升保持藏于槽针壁内,运动到①处时一个成圈周期运动完成㊂1.3 传动子机构上述3‐D O F平面八杆成圈子机构的三个输入角是由传动子机构实现的㊂目前,传动机构大多数采用凸轮机构,其优点是易实现复杂成圈运㊃8541㊃中国机械工程第26卷第11期2015年6月上半月Copyright©博看网. All Rights Reserved.动轨迹,设计简单,但加工困难,高速时噪声大;连杆机构的设计要求较高,但加工容易,且易实现高速低噪,因此,经编机传动机构的发展趋势是越来越多地使用连杆机构,包括最简单的四连杆机构或基于瓦特链和斯蒂芬森链的六杆机构,也有采用八杆机构或以上的多杆机构[7]㊂由于斯蒂芬森六杆机构具有良好的停歇性能[8],因此,本文设计基于斯蒂芬森链的传动机构,如图3所示,其中,杆A 0A 为曲柄,杆D 0D 为输出构件,输出量可以是位移或转角㊂按机构停歇性质,其输出的位移或转角函数有三种:①在一极限位置近似停歇;②在途中一位置近似停歇;③在两极限位置近似停歇[7,9]㊂本文采用前两种停歇形式,如图3a ㊁图3b 所示,图3c ㊁图3d 所示分别是两种停歇的输出函数形式㊂(a )一极限位置停歇(b)途中一位置近似停歇(c)图a机构的输出(d)图b 机构的输出图3 六杆传动机构及其两种停歇形式1.4 经编机成圈主机构的设计将图3所示六杆传动机构的输出构件D 0D ,分别与图1所示成圈子机构的三个输入构件1㊁5㊁7固接,即设计出图4所示的经编机成圈主机构,其中,R 10㊁R 20㊁R 30位于同一单主轴上,但其曲柄相位角不同㊂显然,这是一个3‐D O F 平面22杆Ⅱ级机构,它可视作由左㊁中㊁右三条支链构成,其中,中㊁右两条支链构成一个2‐D O F 的平面15杆Ⅱ级机构㊂2 机构运动学分析机构运动分析包括成圈子机构运动分析和传图4 经编机成圈主机构简图动子机构运动分析两部分,本节仅分析成圈子机构运动学,它是整个经编机工作性能分析与优化的关键基础㊂对图1所示成圈子机构建立运动分析模型,如图5所示,其中S 1表示转动副C 1相对于移动副D 1的位移量,S 2表示转动副C 2相对与移动副D 2的位移量;L A 1A 0㊁L A 2A 1㊁L A 0D 1㊁L A 1B 1㊁L B 1C 1㊁L C 1D 1㊁L C 1D 2㊁L A 2B 2㊁L B 2C 2㊁L C 2D 2表示其下标两点的距离㊂图5 3‐D OF 平面八杆成圈子机构简图2.1 机构位置正解机构的位置正解为已知输入量θ00㊁θ10和θ20,求输出量a ㊁b 和c 三个点的坐标㊂(1)回路A 1‐B 1‐C 1‐D 1‐A 0的位置向量方程为L A 1B 1e j θ10+L B 1C 1e j θ11+S 1e j θ12=L A 1A 0e j θΔ1+L A 0D 1e j θ0(1)按实部和虚部展开㊁化简,并消去S 1解得θ11=2a r c t a n -B ±B 2-4A C2AA =A 0+B 0 B =2C 0C =A 0-B 0A 0=s i n θ12(L A 1A 0c o s θΔ1+L A 0D 1c o s θ00)+c o s θ12L A 1B 1s i n θ10-c o s θ12(L A 1A 0s i n θΔ1+L A 0D 1s i n θ00)-s i n θ12L A 1B 1c o s θ10B 0=L B 1C 1s i n θ12C 0=L B 1C 1c o s θ12从而有S 1=(L A 1A 0s i n θΔ1+L A 0D 1s i n θ00-L A 1B 1s i n θ10-㊃9541㊃多梳栉经编机成圈运动及其机构分析与设计沈惠平 李 密 王敏其等Copyright ©博看网. All Rights Reserved.L B 1C 1s i n θ11)/s i n θ12其中,θ12=θ00-γ1,θΔ1为机架已知夹角㊂(2)回路A 1‐B 1‐C 1‐D 2‐C 2‐B 2‐A 2的位置向量方程为L A 2B 2e j θ20+L B 2C 2e j θ21+S 2e j θ22=L A 2A 1e j θΔ2+L A 1B 1e j θ10+L B 1C 1e j θ11+L C 1D 2e j θ13(2)其中,θ22=θ12+π/2-γ3,θ13=θ12+γ2,θΔ2为机架已知夹角㊂同样,展开㊁化简并消去S 2解得θ21=2a r c t a n -B 1±(B 1)2-4A 1C12A1A 1=A 10+B 1B 1=2C 1C 1=A 10-B 1A 10=s i n θ22(L A 2A 1c o s θΔ2+L A 1B 1c o s θ10+L B 1C 1c o s θ11+L C 1D 2c o s θ13)+c o s θ22L A 2B 2s i n θ20-c o s θ22(L A 2A 1s i n θΔ2+L A 1B 1s i n θ10+L B 1C 1s i n θ11+L C 1D 2s i n θ13)-s i n θ22L A 2B 2c o s θ20B 10=L B 2C 2s i n θ22C 10=L B 2C 2c o s θ22进一步,求得:S 2=(L A 2A 1s i n θΔ2+L A 1B 1s i n θ10+L B 1C 1s i n θ11+L C 1D 2s i n θ13-L A 2B 2s i n θ20+L B 2C 2s i n θ21)/s i n θ12至此,输出a ㊁b 和c 三点的位置可表示为a =A 0+L A 0a e j (θ00-φ0)(3)b =A 1+A 1B 1+B 1C 1+L C 1b e j (θ12+φ1)(4)c =A 2+A 2B 2+B 2C 2+L C 2c e j (θ22-φ2)(5)2.2 机构位置逆解机构的位置逆解为已知输出量a ㊁b 和c 三个点的坐标,求输入量θ00㊁θ10和θ20㊂(1)由式(3),求得θ00=φ0+ar c t a n I m a -I m A 0R e a -R e A 0(6)(2)由b =A 0+L A 0D 1e j θ00+S 1e j θ12+L C 1b e j(θ12+φ1)求得S 1=(R e b -R e A 0-L A 0D 1c o s θ00-L C 1b c o s (θ12+φ1))/c o s θ12 c o s θ12≠0(3)由C 1=A 0+L A 0D 1e j θ00+s 1e j θ12=A 1+L A 1B 1e j θ10+L B 1C 1ej θ11按实部和虚部展开㊁化简并消去θ11,可求得θ10:θ10=2a r c t a n -B ±B 2-4A C2A(7)A =m 2+n 2+2m L A 1B 1+L 2A 1B 1-L 2B 1C 1B =-4nC =m 2+n 2-2m L A 1B 1+L 2A 1B 1-L 2B 1C 1m =R e C 1-Re A 1n =I m C 1-Im A 1(4)同理,可以求得第三个输入角θ20,由C 2+L C 2c e j (θ22-φ2)=cA 2+L A 2B 2e j θ20+L B 2C 2e j θ21=C 2可求得θ20:θ20=2a r c t a n -B ±B 2-4A C2A(8)A =m 2+n 2+2mL A 2B 2+L 2A 2B 2-L 2B 2C 2B =-4nC =m 2+n 2-2mL A 2B 2+L 2A 2B 2-L 2B 2C 2m =R e C 1-Re A 2n =I m C 2-Im A 2基于式(6)~式(8),可方便地获得成圈运动轨迹与三个输入角之间的关系;同时,笔者已对位置正逆解公式进行了数值互算,验证了其正确性㊂用同样的方法,可建立传动子机构的位置正逆解析解;进一步,机构各点的线速度㊁加速度以及所有杆件的角加速度量也易求得,在此从略㊂3 成圈工艺轨迹规划3.1 成圈轨迹特征点的规划经编机成圈运动的复杂程度取决于梳栉数目及编织工艺㊂图6为排布好的梳栉组件及其上的导纱针的平面视图,导纱针排布和织花工艺决定了成圈构件所需完成的运动,其中,在曲线Ⅱ*上选取槽针2顶点b 轨迹的一系列关键点,其形成的轨迹路径要依次划过导纱针8的针孔中心附近,到达右端后折回,然后下降㊂图6 成圈轨迹关键点由于脱圈板1㊁针芯块3都与槽针2有相对位置关系,因此,轨迹Ⅰ*㊁Ⅲ*的关键特征点也可规划确定㊂取经编机主轴中心为原点建立平面直角坐标系,特征点选取时要注意曲线的平滑性,槽针2特征点数据如表1所示㊂3.2 曲线拟合及数据点采样根据以上导纱针的排布,取值点数量有限且规划出的成圈轨迹点过于粗糙㊂为获得平面连杆机构更易实现的轨迹,需根据特征点拟合出平滑曲线函数,并据此重新离散,取出有利于后续设计的轨迹特征点㊂㊃0641㊃中国机械工程第26卷第11期2015年6月上半月Copyright ©博看网. All Rights Reserved.表1 槽针数据点mmxyxyxy 1-4.399736.1301533.884758.863519.338735.4312-4.319738.2471637.393758.709528.325733.7883-3.620740.1541740.223758.627537.194732.2474-2.467742.4961842.516758.597545.766731.2845-0.934745.1041944.412758.489554.330730.25061.191747.4992045.342758.355562.949729.72873.604749.596︙︙︙571.513729.65086.680751.8154413.736757.47580.156729.50299.974753.7904513.566758.26359-1.142730.2781013.618755.2744613.154758.56960-2.372730.9681117.720756.4444712.527758.86361-3.220732.0631221.769757.5004811.9071741.65862-3.875733.6481326.038758.0094911.2653739.55163-4.244735.4061430.189758.4695010.44737.5653.2.1 曲线拟合(1)脱圈板1的轨迹为标准圆弧段,其函数容易获得,设脱圈板摆动中心R 1坐标为(u ,v ),摆动半径为R ,则有轨迹函数:y00=v +R 2-(x -u )2(9)(2)槽针2和针芯块3的轨迹为一般平面曲线,为更好地拟合出光滑曲线函数,先分别把槽针2和针芯块3特征轨迹曲线点分为三段,再进行多项式函数拟合,如图7所示㊂例如槽针2的曲线分为:曲线段1(a 1→b 1)㊁曲线段2(b 1→c 1)及曲线段3(c 1→a 1)㊂其中,分割点a 1㊁b 1分别取在轨迹线最左㊁最右端,这样,曲线段1(a 1→b 1)类似一个简单圆弧;分割点c 1取轨迹线的开合处,形成近似圆弧段2(b 1→c 1)及近似抛物线段3(c 1→a 1)㊂图7 成圈轨迹的划分于是,槽针2顶部b 点轨迹的三段函数为y11=f (x 01)y12=f (x 02)y13=f (x 03})同样,针芯块3顶点c 点轨迹的曲线段1(a 2→b 2)㊁曲线段2(b 2→c 2)和曲线段3(c 2→a 2)的三段函数为y21=f (x 11)y22=f (x 12)y23=f (x 13})取多项式函数:f (x i j )=c j 0+c j 1x j i +c j 2x 2j i +c j 3x 3ji +c j 4x 4j i +c j 5x 5ji j =0,1;i =1,2,3为求解此曲线拟合问题[10],记偏差为δ2(c 1,c 2, ,c n )=∑mi =1(f (x i)-y i)2(10)令a i j =x j-1ib i =y i A =a 11a 12 a 1n a21a 22 a 2n ︙︙︙a m 1a m 2a éëêêêêêùûúúúúúm nb =b1b2︙b éëêêêêêùûúúúúúmc =c 1c 2︙c éëêêêêêùûúúúúún则有δ2(c 1,c 2,,c n )=‖A c -b ‖2由多元函数极值的必要条件知,式(10)的最小偏差的解满足:∂δ2(c 1,c 2, ,c n )∂c i=0i =1,2, ,n 因此可由最小二乘法拟合出相应的各段函数,槽针2顶点b 的轨迹函数为y10=746.22+1.0413x -0.0659x 2+0.0201x 3- 0.004x 4+0.0004x 5 (a 1→b 1)629.9723+22.5665x -2.0716x 2+0.1863x 3- 0.0163x 4+0.001x 5 (b 1→c 1)729.641-0.29x +0.1884x 2-0.0079x 3- 0.0112x 4+0.0017x 5 (c 1→a 1ìîíïïïïïïïï)(11)针芯块3顶点c 的轨迹函数为y20=733.681+1.02x -0.03x 2+0.071x 3-0.002x 4+ 0.0002x 5 (a 2→b 2)2219.6-503.64x +73.15x 2+0.279x 3- 0.0076x 4+0.0001x 5 (b 2→c 2)724.6328-0.8753x +0.1015x 2-0.0126x 3- 0.0031x 4+0.001x 5 (c 2→a 2ìîíïïïïïïïï)(12)由于槽针轨迹与针芯块轨迹类似,这里只给出槽针2轨迹函数的拟合效果,如图8所示㊂图中圆点为曲线段1㊁2㊁3的规划特征点;线条为拟合出的轨迹函数曲线㊂图8 槽针2轨迹函数拟合效果㊃1641㊃多梳栉经编机成圈运动及其机构分析与设计沈惠平 李 密 王敏其等Copyright ©博看网. All Rights Reserved.3.2.2 数据重新采样运用式(9)㊁式(11)㊁式(12),可方便地获得脱圈板1㊁槽针2和针芯块3各顶点轨迹的任意精确数据点㊂由图1可知:θ00=φ1(x 1,y 1)θ10=φ2(x 1,y 1,x 2,y2)θ20=φ3(x 1,y 1,x 2,y 2,x 3,y3})(13)其中,(x 1,y 1)㊁(x 2,y 2)㊁(x 3,y3)分别为脱圈板1㊁槽针2和针芯块3顶点的坐标㊂由1.4节可知,经编机一般采用机械式高可靠性与稳定性的单主轴驱动作为传动输入,因此,需要合理规划单主轴转角θ和成圈机构输入角(θ00㊁θ10和θ20)之间的映射关系㊂由图1可知,成圈子机构可看作由三条 支链”构成:右侧 支链”中的脱圈板1为刚体定点摆动,容易规划出它与单主轴驱动转角θ的对应映射关系;而另外两条 支链”在此单主轴上的相位角,与转角θ分别存在相位差Δφ1和Δφ2,即θ=ψ1(θ00)ψ2(θ10+Δφ1)ψ3(θ20+Δφ2{)(14)根据式(13)㊁式(14),以及成圈子机构的位置逆解(式(6)㊁式(7)㊁式(8)),即可得出主轴转角θ与脱圈板1㊁槽针2和针芯块3输出轨迹点对应的数据㊂主轴转角θ和槽针2顶点b 轨迹之间的对应关系如表2所示(脱圈板1㊁针芯块3的轨迹数据略)㊂表2 主轴转角θ与槽针2顶点b 的轨迹的对应关系转角θ(°)x(mm )y(mm )转角θ(°)x (mm )y (mm )转角θ(°)x (mm )y (mm )-4.88724.6380.0031.89747.25285.718.54735.285.71-4.70725.9985.7135.17747.31291.437.42733.6311.43-4.11727.6891.4337.97747.21297.146.19731.8717.14-3.09729.6497.1440.19747.00302.864.86730.0822.86-1.62731.79102.8641.80746.74308.573.47728.3228.570.32734.07108.5742.77746.46314.292.05726.6934.292.72736.39︙︙︙320.000.65725.2640.005.57738.65245.7112.70742.47325.71-0.69724.1145.718.83740.75251.4312.38741.90331.43-1.92723.3151.4312.43742.63257.1412.01741.20337.14-3.00722.8857.1416.28744.22262.8611.57740.35342.86-3.88722.8762.8620.29745.46268.5711.02739.34348.57-4.51723.2768.5724.31746.37274.2910.34738.16354.29-4.84724.0874.2928.23746.95280.009.51736.814 经编机成圈主机构的建模与优化4.1 确定设计变量本文以图4所示机构中的一部分2‐DO F 平面15杆Ⅱ级机构为例进行优化设计㊂如图9所示,转动副R 10,R 13,R 16,R 1,R 20,R 23,R 4的轴孔坐标为已知值,这里,共取22个设计变量,即初始角φ1和两个曲柄相位差φ2㊁杆长变量L i j ,(i =1,2;j =0,1,2, ,9),即X =[X 1X 2 X 22]T=[φ1φ2L 10L 11 L 19L 20L 21 L 29]T图9 子机构轨迹优化设计模型4.2 建立目标函数由1.2节成圈运动分析已得到理论轨迹,故只需进行轨迹重现即可㊂由于机构受油箱空间约束,因此,引入杆长约束:l i j m i n <L i j <l i j ma x i =1,2;j =0,1, ,9同时,需要对机构引入曲柄存在条件以及曲柄摇杆机构的最小传动角为45°两个约束㊂于是,建立如下目标函数:F (X ,θ)=∑360°θ=0((x a(X ,θ)-x *a(θ))2+(ya (X ,θ)-y *a(θ))2+(x b (X ,θ)-x *b (θ))2+(y b (X ,θ)-y*b (θ))2)(15)其中,(x a ,y a )为a 点的实际坐标;(x b ,yb )为b 点的实际坐标;(x *a ,y*a )为a 点的理论坐标;(x *b ,y*b )为b 点的理论坐标㊂图10 经过6000代后的成圈轨迹拟合结果在成圈子机构和传动子机构位置逆解的基础上,本文基于遗传算法[11]设计了可视优化程序㊂根据经验给定初始值及搜索范围,初始种群大小为500,设置停止迭代误差10-5,经过6000代进化,得到如图10所示的优化结果,表3给出了部分变量的初始值及优化后的最终数值,其中,Ⅰ㊁㊃2641㊃中国机械工程第26卷第11期2015年6月上半月Copyright ©博看网. All Rights Reserved.Ⅰ*分别为脱圈板a 点的实际轨迹曲线和理论轨迹曲线;Ⅱ㊁Ⅱ*分别为槽针b 点的实际轨迹曲线和理论轨迹曲线㊂显然,实际轨迹已高度逼近理论轨迹,其累积误差的平方和仅为33.46,计算数据点为2×720组(0~360°,每0.5°取-值),平均误差值仅为0.0232,因此,其22个优化值可作为图9所示机构构型的全局最优尺寸㊂表3 部分设计变量及其优化值名称初始值最终值名称初始值最终值φ1(°)0-0.2642L 20(mm )1019.8148φ2(°)02.5068L 21(mm )100153.1961L 10(mm )1016.4266L 22(mm )50113.467L 11(mm )100146.3960L 23(mm )10041.2615L 12(mm )5039.2324L 24(mm )5068.2240L 13(mm )100195.6889︙︙︙L 14(mm )5050.03125 经编机成圈主机构的样机研制基于上述设计理论和方法,自主设计了单主轴驱动的多梳栉经编机,其三维C A D 模型如图11所示㊂目前该机型(图12)已投入小批量生产,各项性能指标达到设计要求㊂图11 主机构三维C A D 图图12 多梳栉经编机(局部)6 结论(1)理解㊁吸收国外机构设计的精髓,对提高我国包括经编机等在内的新型纺织装备的自主创新设计能力具有重要意义,值得借鉴的经验是:①传统意义上,一般认为移动副有较大滑动摩擦力,不宜作为被动运动副出现在平面多杆机构中,尤其在高速情况下,但本文所述的3‐D O F 八杆成圈子机构的实际情况并不如此,共出现了2个被动移动副P 1与P 2(两自由度平面五杆机构R 1‐P 1‐R 2‐R 3‐R 4内的移动副P 1,以及连杆(槽针2)上的移动副P 2),且实际情况运行得很好㊂这是因为,一方面,机构在工作运动过程中,移动副受力方向与速度方向一致,正压力引起的摩擦力很小;另一方面,动程很小(h =20mm ),即使使用移动副,也无妨大碍;再者,由于采用了专业的高精度直线轴承,保证了实际效果㊂②3‐D O F 八杆成圈子机构同时有三个输出构件1㊁2㊁3的输出点参与了工作,即其三个输出点的轨迹有序协调完成了复杂的成圈运动;且其三个传动机构通过共享一个三曲拐主动轴的传动方式,实现了整个经编系统的高度集成化,保证了机器的较小体积,这也是较为突出的设计特点㊂(2)本文对多梳栉拉舍尔经编机成圈主机构进行了系统分析㊁计算及设计,获得了设计的关键技术与方法,主要创新工作有:①根据梳栉上导纱针的排布以及成圈工艺,规划出了成圈运动轨迹的关键特征点,并采用最小二乘法拟合出各自运动轨迹的多项式函数㊂②将三套斯蒂芬森六杆传动机构与3‐D O F 平面八杆成圈子机构的输入构件固接,设计成单主轴驱动的平面3‐D O F22杆经编机主机构㊂③建立了平面3‐D O F22杆经编机主机构(包括平面八杆成圈子机构㊁六杆传动子机构)的运动学模型,在此基础上运用遗传算法对经编机主机构进行了参数优化设计㊂(3)建立了单主轴驱动的多梳栉经编机成圈系统的结构学㊁运动学设计方法,进一步有待建立其动力学及其动平衡设计理论和方法,为适应今后的产品自主改型设计与优化奠定理论基础㊂参考文献:[1] 蒋高明,顾璐英.国内外经编技术最新进展[J ].针织技术,2010(1):1‐3.J i a n g G a o m i n g ,G uL u y i n g .T h eL a t e s tP r o g r e s so f t h eD o m e s t i c a n dF o r e i g n W a r p K n i t t i n g T e c h n o l o -g y [J ].K n i t t i n g T e c h n o l o g y ,2010(1):1‐3.[2] 蒋高明.经编装备技术研究研究现状和发展趋势[J ].纺织学报,2012,33(12):140‐144.J i a n g G a o m i n g .P r e s e n tR e s e a r c hS i t u a t i o na n dD e -v e l o p i n g T e n d e n c y o fW a r p K n i t t i n g E q u i pm e n t a n d T e c h n o l o g y[J ].J o u r n a lo fT e x t i l eR e s e a r c h ,2012,33(12):140‐144.[3] 曹清林.经编机梳栉摆动机构的运动设计[J ].针织技术,2013,1(2):60‐64.C a oQ i n g l i n .O nD e s i g n i n g t h eM o v e m e n t o f t h eG u i d e B a r S w i n g i n g M e c h a n i s mo na W a r p ‐k n i t t i n g Ma c h i n e [J ].K n i t t i n g T e c h n o l o g y ,2013,1(2):60‐64.[4] 冯怡,邱正明.高速槽针经编机成圈机构的研究[J ].华东纺织工业学院学报,1984,10(4):29‐37.F e n g Y i ,Q i uZ h e n g m i n g .S t u d i e so nt h eS t i t c h i n g M e c h a n i s m o f H i g h S pe e d S l i d e r N e d d l e K n i t t e r [J ].J o u r n a l o fE a s tC h i n aI n s t i t u t eo fT e x t i l eS c i -e n c e a n dT e c h n o l o g y,1984,10(4):29‐37.(下转第1470页)㊃3641㊃多梳栉经编机成圈运动及其机构分析与设计沈惠平 李 密 王敏其等Copyright ©博看网. All Rights Reserved.A c t aE l e c t r o n i c aS i n i c a,2013,41(5):1030‐1035.[6] 郑近德,程军圣,曾鸣,等.基于伪极值点假设的经验模态分解及其在转子故障诊断中的应用[J].中国机械工程,2014,25(18):2467‐2472.Z h e n g J i n d e,C h e n g J u n s h e n g,Z e n g M i n g,e ta l.P s e u d o‐e x t r e m a‐b a s e dE M Da n dI t sA p p l i c a t i o nt oR o t o rF a u l tD i a g n o s i s[J].C h i n a M e c h a n i c a lE n g i-n e e r i n g,2014,25(18):2467‐2472.[7] C h uPC,F a nC W,H u a n g N.C o m p a c tE m p i r i c a lM o d e D e c o m p o s i t i o n:A n A l g o r i t h m t o R e d u c eM o d eM i x i n g,E n dE f f e c t,a n dD e t r e n dU n c e r t a i n t y[J].A d v a n c e s i nA d a p t i v eD a t aA n a l y s i s,2012,4(3):1250017‐1‐1250017‐18.[8] R i l l i n g G,F l a n d r i nP,G o n c a l v e sP.O nE m p i r i c a lM o d eD e c o m p o s i t i o na n d I t sA l g o r i t h m s.[C]//I nP r o c e e d i n g so f I E E EE u r a s i p W o r k s h o p o nN o n l i n-e a rS i g n a l a n dI m a g eP r o c e s s i n g N S I P‐2003.G r a-d o,2003:8‐11.[9] 郑近德,程军圣,曾鸣,等.广义经验模态分解性能分析与应用[J].振动与冲击,2015,34(3):123‐128.Z h e n g J i n d e,C h e n g J u n s h e n g,Z e n g M i n g,e ta l.P e r f o r m a n c e A n a l y s i sa n d A p p l i c a t i o no fG e n e r a l-i z e dE m p i r i c a lM o d eD e c o m p o s i t i o n[J].J o u r n a l o fV i b r a t i o na n dS h o c k,2015,34(3):123‐128. [10] 郑近德,程军圣.改进的希尔伯特‐黄变换及其在滚动轴承故障诊断中的应用[J].机械工程学报,2015,51(1):138‐145.Z h e n g J i n d e,C h e n g J u n s h e n g.I m p r o v e d H i l b e r t‐H u a n g T r a n s f o r m a n dI t sA p p l i c a t i o n st oR o l l i n gB e a r i n g F a u l tD i a g n o s i s[J].J o u r n a l o fM e c h a n i c a lE n g i n e e r i n g,2015,51(1):138‐145.[11] H u a n g N E,W uZ H,L o n g SR,e t a l.O nt h eF r e q u e n c y[J].A d v a n c e s i nA d a p t i v eD a t aA n a l y-s i s,2009,1(2):177‐229.[12] H u a n g NE,S h e nZ,L o n g SR,e t a l.T h eE m p i r-i c a lM o d eD e c o m p o s i t i o n a n d t h eH i l b e r t S p e c t r u mf o r N o n l i n e a r a n d N o n‐s t a t i o n a r y T i m e S e r i e sA n a l y s i s[J].P r o c e e d i n g so f t h eR o y a lS o c i e t y o fL o n d o n.S e r i e s A:M a t h e m a t i c a l,P h y s i c a la n dE n g i n e e r i n g S c i e n c e s,1998,454(1971):903‐995.[13] Y a n g Y,C h e n g J,Z h a n g K.A n E n s e m b l eL o c a lM e a n sD e c o m p o s i t i o n M e t h o da n dI t sA p p l i c a t i o nt oL o c a l R u b‐i m p a c tF a u l tD i a g n o s i so f t h eR o t o rS y s-t e m s[J].M e a s u r e m e n t,2012,45(3):561‐570.[14] 侯荣涛,闻邦椿,周飙.基于现代非线性理论的汽轮发电机组故障诊断技术研究[J].机械工程学报,2005,41(2):142‐147.H o uR o n g t a o,W e nB a n g c h u n,Z h o uB i a o.S t u d yo nF a u l tD i a g n o s i sT e c h n i q u e t oT u r b oU n i t B a s e do n M o d e r nN o n l i n e a rT h e o r i e s[J].J o u r n a l o fM e-c h a n i c a l E n g i n e e r i n g,2005,41(2):142‐147.[15] 程军圣,于德介,杨宇.E M D方法在转子局部碰摩故障诊断中的应用[J].振动㊁测试与诊断,2006,26(1):24‐27.C h e n g J u n s h e n g,Y uD e j i e,Y a n g Y u.A p p l i c a t i o no fE M Dt oL o c a lR u b‐I m p a c tF a u l tD i a g n o s i si nR o t o r S y s t e m s[J].J o u r n a l o fV i b r a t i o n,M e a s u r e-m e n t&D i a g n o s i s,2006,26(1):24‐27.(编辑 袁兴玲)作者简介:吴占涛,男,1982年生㊂湖南大学汽车车身先进设计制造国家重点实验室博士研究生㊁工程师㊂主要研究方向为动态信号处理及机械设备故障诊断㊂程军圣(通信作者),男,1968年生㊂湖南大学汽车车身先进设计制造国家重点实验室教授㊁博士研究生导师㊂李宝庆,男,1984年生㊂湖南大学汽车车身先进设计制造国家重点实验室博士研究生㊂郑近德,男,1986年生㊂安徽工业大学机械工程学院讲师㊁博士㊂(上接第1463页)[5] 南孝荣.自动绘制经编机成圈运动曲线程序设计[J].天津纺织工学院学报,1989,20(1):90‐95.N a nX i a o r o n g.P r o g r a m D e s i g n f o rK n i t t i n g M o t i o nC u r v e A u t o m a t i cD r a w i n g o f W a r p K n i t t i n g M a-c h i n e[J].J o u r n a l o fT i a n j i n I n s t i t u t eo fT e x t i l eS c i-e n c e a n dT e c h n o l o g y,1989,20(1):90‐95.[6] 曹清林,王小霞.多梳经编机复合针运动机构的设计[J].江苏技术师范学报,2011,4(4):1‐9.C a o Q i n g l i n,W a n g X i a o x i a.D e s i g n o nt h e C o m-p o u n dN e e d l eM e c h a n i s mo f t h eW a r p K n i t t i n g M a-c h i n e s[J].J o u r n a l o f J i a n g s uT e a c h e r sU n i v e r s i t y o fT e c h n o l o g y,2011,4(4):1‐9.[7] 伏尔默J,洛克K,伊默,等.连杆机构[M].石泽昌,陆锡年,陈立周,译.北京:机械工业出版社,1989.[8] 刘军,李团结.平面多杆停歇机构优化设计研究[D].西安:西安电子科技大学,2007.[9] 华大年,华志宏.连杆机构设计与应用创新[M].北京:机械工业出版社,2008.[10] 徐明华,张燕新,李志林.数值分析[M].北京:高等教育出版社,2012.[11] 王小平,曹立明.遗传算法理论㊁应用与软件实现[M].西安:西安交通大学出版社,2002.(编辑 袁兴玲)作者简介:沈惠平,男,1965年生㊂常州大学机械工程学院教授㊁博士研究生导师㊂主要研究方向为机构学㊁并联机构㊂获发明专利41项,发表论文130余篇㊂李 密,男,1989年生㊂常州大学机械工程学院硕士研究生㊂王敏其,男,1963年生㊂常州市武进五洋纺织机械有限公司高级工程师㊂王 水,男,1988年生㊂常州市武进五洋纺织机械有限公司工程师㊂尹洪波,男,1989年生㊂常州大学机械工程学院硕士研究生㊂左双双,男,1989年生㊂常州大学机械工程学院硕士研究生㊂㊃0741㊃中国机械工程第26卷第11期2015年6月上半月Copyright©博看网. All Rights Reserved.。
经编-第四章
3、针前垫纱: 1) 针仍静止不动; 2) 导纱针摆到最后位置,将纱线垫到针钩里。 3) 沉降片略后退放松纱线。 4、闭口和套圈: 1) 针身下降,针芯先不动,后略下降,针口 关闭。 2) 沉降片快速后退;
5、脱圈:
1) 针身针芯同时下降,旧线圈从针头上脱下; 2) 导纱针在最前位置不动; 3) 沉降片在最后位置; 6、成圈与牵拉: 1) 针下降到最低点,线圈形成规定大小; 2) 沉降片握持旧线圈,进行牵拉; 3) 导纱针在机前作针背横移
4) 导纱针在针前静止不动。
5、脱圈与成圈: 1) 压板离开针钩,向后运动; 2) 针继续下降,完成脱圈和成圈。 3) 沉降片向前运动,对旧线圈进行牵拉。
三、钩针经编机的成圈机件的运动配合
1. 织针运动 轨迹 2. 导纱梳栉 运动轨迹 3. 沉降片运 动轨迹 4. 压板运动 轨迹
钩针经编机成圈机件的运动配合图
钩针机沉降片的作用
1.片鼻、喉——握持旧线圈,以利退圈。 2.片腹——迅速上抬织物,辅助套圈。 3.片喉、颚——弯纱搁持面。 4.片喉——牵拉织物。
二、钩针经编机的成圈过程
退圈——垫纱——闭口、套圈——脱 圈、弯纱、成圈——牵拉(动画)
1、退圈:针上升,沉降片运动到机前,用片喉将旧线 圈推离针运动线,片鼻压住坯布,导纱针相机后摆 动,准备针前垫纱。压板退到最后位置。 2、针前垫纱:针停止不动;导纱针摆到最后位置后, 再向前摆,完成针前横移(将纱线垫在针钩上)。
栅状脱圈板:沿机器全长配置 的金属板条,上端按机号要 求铣出齿状槽。舌针在其沟 槽内作升降运动用于脱圈。
导纱针:纱线穿入其导 纱眼中,在成圈时引导 经纱绕针运动,将纱线 垫在织针上。
针槽板作用:
1、作顶布用:舌针下降,使织物不与针一起下降。 2、确定织针左右位置。 3、调节其顶面与最低位置织针针头的距离,调节 弯纱深度。
实验九经编机成圈过程的分析

实验九经编机成圈过程的分析一、实验目的与要求1.熟悉舌针、钩针两种经编机的成圈过程。
2.了解主要成圈机件的形状、规格、在机上的相互配置及在成圈过程中的作用原理。
3.了解舌针和钩针经编机成圈机件的运动规律。
4.掌握用一般量具测绘成圈机件在成圈过程中静态位移曲线的方法。
5.了解各成圈机件位移曲线的工艺意义及相互配合的要求。
二、实验设备与工具1.舌针经编机。
2.钩针经编机。
3.主轴刻度盘、指针。
4. 百分表及磁力表座。
5.钢板及天平尺。
6. 毫米方格纸。
三,实验方法与步骤1.仔细观察动态经编机的成圈过程,了解各成圈机件的运动规律及相互运动配合。
2.测量不同机型成圈机件的规格(舌针、钩针、沉降片、导纱针)。
3.测绘成圈机件的位移曲线。
(1)定主轴零度:各成圈机件相对位置的调节配合,一般都以针床位置为基础,并以针床下降到最低位置为成圈过程的起始点,即定其为主轴零度。
在测绘各成圈机件的位移曲线时也必须将针床调整到主轴零度。
定主轴零度的方法是:先在主轴一端头固装一个刻度盘,在刻度盘1旁侧装一指针2,此指针可固定在车头主轴托架的底板螺钉3上,在机身上面放一把平尺,在平尺1上放一磁力座2,再放上百分表3,将表头指在针床主臂4上,然后用机上手柄摇动主轴,使针床下降到最低位置(也是针床即将上升的位置),此肘百分表所指的值为最小值。
针床最低位置找准后将刻度盘指针对准零度。
(2)测绘各成圈机件的位移曲线;用手柄摇动主轴,在主轴转过50或100后停止摇动,观看百分表上的数值变化,此值即为被测定的某一成圈机件的位移数值,随即作好记录。
此后每摇动50或100就作一记录,将主轴转过3600,把取得的位移数值记录点相连接,即可得出被测成圈机件在成圈过程中的位移曲线。
测完一个成圈机件的位移曲线后,可将百分表指针移到另一所需测定的成圈机件主臂上,再调主轴到零度位置后即可进行测定。
在摇动主轴时,每间隔50或100测定一次是较难控制的,但所得数据绘出的曲线还比较准确,一般间隔大于100误差就比较大。
经编双轴向增强织物的织造与机织物工艺的比较

收稿日期:2001-04-13作者简介:池 庭(1976-)男,江苏常州人,东华大学纺织学院硕士研究生,从事纤维复合材料,医用纺织品的研究。
经编双轴向增强织物的织造与机织物工艺的比较池 庭 韩 玮(东华大学纺织学院 上海市 200051)[摘要]介绍了经编双轴向玻璃纤维增强骨架织物的织造工艺,并将其与机织物生产工艺进行了比较分析。
关键词:玻纤增强复合材料;双轴向经编增强材料;机织物文章编号:1002-3348(2001)05-0026-04 所谓结构复合材料是指作为承力结构使用的材料,由能承受载荷的增强体组元(如玻璃、陶瓷、碳素、高聚物、金属、天然纤维、织物、晶须、片材和颗粒等)与能联结增强体成为整体材料同时又起传力作用的基体组元(如树脂、金属、陶瓷、玻璃、碳和水泥等)构成。
结构复合材料的性能很大程度上取决于增强骨架的性能,而增强骨架的性能除了取决于增强体自身的性能外,还取决于增强骨架的结构和加工方式。
好的增强骨架结构不仅能承受多种载荷,同时也有助于在加工中稳定几何构造,因此研究开发新型增强骨架的必要性十分重要。
传统的纺织结构复合材料基本都采用机织方格布作为增强骨架。
这是因为首先,针织物是一种低模量的织物,在小的负荷下就会产生较大的变形,不适合做增强骨架。
其次,针织物中的纤维含量不能满足复合的要求。
但随着针织工艺的发展,特别是经编工业的突飞猛进,人们已开始逐渐注意到了经编针织物的优越性,它的特殊工艺很好地弥补了传统针织物的缺点,同时机织物本身特有的组织结构缺陷如织物中纱线的屈曲效应,也越来越引起人们的关注。
现对这两种纺织结构复合材料进行纵横向生产工艺的比较分析[1,2,3]。
玻纤增强复合材料的强度主要取决于经纬向的玻璃纤维和基体树脂的性能以及两者之间的组合状态。
因此,要对比讨论两种不同增强骨架的玻纤增强复合材料的性能时,就必须对影响它们性能的因素有所了解,这样才能使两者的对比站在同一起点,使对比具有可比性。
经编总结新版
1.经纬编成圈旳比较1.供纱条件纬编:筒子纱;经编:多采用经轴2.垫纱方式纬编:一般导纱器固定,顺序垫纱;经编:导纱针将经纱绕垫在织针上,同步垫纱3.成圈方式纬编:顺序成圈;经编:同步成圈纬编工艺——将纱线沿纬向喂入针织机旳工作织针,顺序地弯曲成圈并互相穿套而形成针织物旳一种工艺。
经编工艺——一组或几组平行排列旳纱线由经向喂入平行排列旳工作织针,同步成圈旳工艺过程2.舌针经编机旳成圈机件:舌针.栅状脱圈板(作为搁持面,辅助脱圈,并保持针间距)导纱针.沉降片.防反拨钢丝3.成圈过程:退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉4.槽针经编机旳成圈机件:槽针(针身、针芯).沉降片(无片腹)导纱针5.槽针针身与针芯运动配合规定:退圈阶段-针身先于针芯上升,且上升速度不小于针芯,针芯头上升到沉降片片喉水平线前,必须完全没入针槽。
在针身和针芯下降过程中,针身先下降,且速度不小于针芯。
为保证套圈可靠,规定针芯槽端点达到沉降片片腹平面之前,针芯已闭合针口,避免旧线圈重新进入针钩内6.钩针经编机旳成圈机件:钩针.导纱针.沉降片.压板7.成圈过程:退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉8.钩针机沉降片旳作用1.片鼻、喉——握持旧线圈,以利退圈2.片腹——迅速上抬织物,辅助套圈3.片喉、颚——弯纱搁持面4.片喉——牵拉织物。
9.钩针经编机垫纱分两个阶段旳因素:改善垫纱条件,从而使成圈过程顺利进行1.使导纱针在摆过针平面时,正处在针间间隙较大旳部位2.针头位置低,可避免针头在导纱针摆过针间时,针头挂住由经轴至导纱针针孔这一部分纱段。
2.经编机一般构造: 送经机构(将经轴上旳经纱按照编织旳规定,送出相应旳纱线量,使编织能持续顺利旳进行);编织机构;梳栉横移机构;牵拉卷取机构(以一定旳张力和速度,将织物从编织区域引出并卷成布卷);传动机构(使机器上旳各部分机件进行运动等);辅助装置等控制机构——使各机构按照编织规定互相协调工作旳机构。
经编机的成圈机件与成圈过程
1) 针继续上升,垫在针钩上的纱线滑落到针杆上;
2) 导纱针摆回到针背后,并完成针背横移。
3) 压板向前运动,准备压针。
4) 沉降片基本不动。
4、压针闭口和套圈: 1) 针下降,新纱线进入针钩; 2) 压板向前压在针鼻上,关闭针口; 3) 沉降片后退,用片腹将旧线圈抬起,进行套圈; 4) 导纱针在针前静止不动。
压板:用于使针口关闭。 1) 普通压板:作用于所有
针,使所有针闭口。 2) 花压板:带有按花纹需
要切成的缺口,可有选 择的进行压针。
二、钩针经编机的成圈过程
1、退圈:针上升,沉降片运动到机前,用片喉将旧线圈推离针运 动线,片鼻压住坯布,导纱针相机后摆动,准备针前垫纱。 压板退到最后位置。
2、针前垫纱:针停止不动;导纱针摆到最后位置后,再向前摆, 完成针前横移(将纱线垫在针钩上)。
栅状脱圈板:沿机器全长配置的金属 板条,上端按机号要求铣出齿状槽。 舌针在其沟槽内作升降运动用于脱圈。
导纱针:纱线穿入其导纱眼中,在成 圈时引导经纱绕针运动,将纱线垫在 织针上。
沉降片:位于栅状脱圈板的上方, 用于在退圈时防止旧线圈随针 一起上升。
防针舌自闭钢丝:当针舌打开后挡住针舌,防止针舌关闭, 造成漏针。
5、脱圈与成圈: 1) 压板离开针钩,向后运动; 2) 针继续下降,完成脱圈和成圈。 3) 沉降片向前运动,对旧线圈进行牵拉。
三、钩针经编机的成圈机件的运动配合
1. 织针运动轨 迹
2. 导纱梳栉运 动轨迹
3. 沉降片运动 轨迹
4. 压板运动轨 迹
钩针经编机成圈机件的运动配合图
过程分析:
1、主轴转角0~100°:针逐渐上升到第一高度;导纱针从30°始向 机后摆动;沉降片在20°时位于最前位置;80°时压板退到最后 位置。
经编机的成圈原理

经编机的成圈原理一、成圈机件1、舌针:将数枚舌针浇铸成1″或2″的针块。
舌针垫纱范围较大。
2、栅状脱圈板:作为搁持面,辅助脱圈,并保持针间距。
3、导纱针:数枚导纱针浇铸成1″或2″的针块,用于引导纱线。
4、沉降片:用于握持织物,有利于退圈。
5、防反拨钢丝:横贯机器全长,防止针舌反拨。
二、舌针经编机的成圈过程退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉三、舌针经编机成圈机件的运动配合1、成圈机件位移曲线——主轴一转中,各成圈机件的位移与主轴转角间的关系。
X轴——主轴转角,Y轴——各成圈机件的位移,主轴0 :针处于最低位置,主轴一转,编织一个横列。
2、梳栉的摆动,是在织针处于停顿状态下进行的3、沉降片在退圈前期,向机前挺进,以便压住织物4、在织针下降钩取纱线时,沉降片迅速退向机后,以便让出位置,防止片鼻影响纱线的钩取。
jingbian zhenzhi chengquan guocheng经编针织成圈过程process of warp-knitted loop formation在经编针织机上用织针和其他成圈机件使纱线形成线圈的过程。
基本原理与纬编针织成圈过程的编结法相似。
在经编机上,平行排列的经纱从经轴上引出,分别垫放到各根织针上进行成圈。
每根纱线一般每次只对一或二根织针垫纱,成圈后形成线圈横列。
在这一横列中各线圈均与上一横列的相应线圈串套,从而使横列与横列相互连接。
同时,纱线按一定顺序在不同织针上垫纱,成圈后构成线圈纵行之间的联系,从而形成经编针织物。
现代高速经编机普遍使用槽针、槽针由针身和针芯组成。
这种经编机的位移曲线(图1 [经编成圈机件位移曲线图])表示成圈过程中成圈机件的位移和主轴转角之间的关系。
针身和针芯位移曲线的零值表示它们处于最低位置,导纱针和沉降片位移曲线的零值则表示它们位于针后的最前位置。
经编成圈过程(图2 [经编成圈过程])分为10个阶段:①退圈:由于针身上升较针芯早而快,使针芯头端没入针身槽内,因而旧线圈由针钩滑落到针杆上。
单双面针织圆机成圈原理图
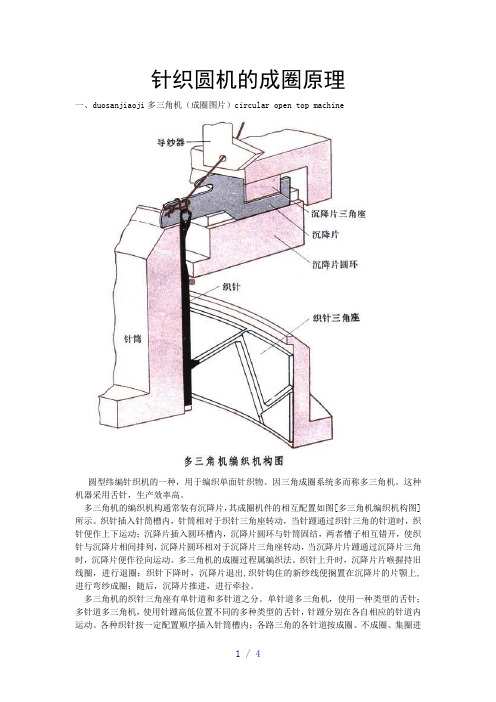
针织圆机的成圈原理一、duosanjiaoji多三角机(成圈图片)circular open top machine圆型纬编针织机的一种,用于编织单面针织物。
因三角成圈系统多而称多三角机。
这种机器采用舌针,生产效率高。
多三角机的编织机构通常装有沉降片,其成圈机件的相互配置如图[多三角机编织机构图]所示。
织针插入针筒槽内,针筒相对于织针三角座转动,当针踵通过织针三角的针道时,织针便作上下运动;沉降片插入圆环槽内,沉降片圆环与针筒固结,两者槽子相互错开,使织针与沉降片相间排列,沉降片圆环相对于沉降片三角座转动,当沉降片片踵通过沉降片三角时,沉降片便作径向运动。
多三角机的成圈过程属编织法。
织针上升时,沉降片片喉握持旧线圈,进行退圈;织针下降时,沉降片退出,织针钩住的新纱线便搁置在沉降片的片颚上,进行弯纱成圈;随后,沉降片推进,进行牵拉。
多三角机的织针三角座有单针道和多针道之分。
单针道多三角机,使用一种类型的舌针;多针道多三角机,使用针踵高低位置不同的多种类型的舌针,针踵分别在各自相应的针道内运动。
各种织针按一定配置顺序插入针筒槽内;各路三角的各针道按成圈、不成圈、集圈进行配置;各路进线按需要配置色纱,即可织制各种不同花色效应的针织物。
在多三角机上也可安装各种选针机构,按花型要求控制织针编织,以织制较大花型的单面提花针织物。
在这种情况下,机器便称单面提花圆机。
在多三角机上还可安装调线机构,利用机械或电子控制系统,变换给纱品种和颜色。
多三角机的给纱机构和牵拉卷取机构,通常与一般圆型纬编针织机相同。
二、罗纹机(成圈图片)rib knitting machine织制罗纹组织针织物的双面圆型纬编针织机。
除生产具有一定弹性的内衣、外衣坯布外,还可用来编织领口、袖口、裤口和下摆等辅料织物。
罗纹机主要由编织机构、给纱机构、牵拉卷取机构、传动机构等组成。
编织机构由针筒、针盘、三角座、舌针、导纱器等机件组成(见上图[罗纹机编织机构])。
单面经编织物—钩针经编机成圈机构

一、钩针经编机的成圈机件及其配置
思考与练习 指出土中属于何种经编机,其中有哪些成圈机件,图(a)至图(f)分别代表成圈过程中的那部分
一、钩针经编机的成圈机件及其配置
(a) (b) (c) (d) (e) (f)
钩针
舌针
槽针
动 程
中
大
小
编织张力变化
较大
大
小
织针结构
简单
复杂
结构合理、易积污
原料适用性
差
中
好
速 度
中
慢
快
一、钩针经编机的成圈机件及其配置
思政:同学们,在讲完这三种经编机后,我们可以看到经编机是比较大型的纺织机械,在操作这种机械的时候,要时刻注意安全。 该机械危险自提花传动机构,特别是卷入和剪切;来自往复引纬机构,特别是挤压和冲击;来自链条和经轴送经机构链轮的入口,特别是卷入,还有在松开和提升经轴,以及处理纱线断头和经线紊乱时从高处坠落。因此在操作过程中要严格按照要求进行操作,在进行工艺检查的时候,特别是在处理断头时一定要按照要求执行,不能随意进行检查及处理机械故障。
钩针经编机成圈机构
钩针经编机成圈机构
图 a
图 b
图 c
图 d
图 e
一、钩针经编机的成圈机件及其配置
(1)导纱针 (2)钩针 (3)压板 (4)沉降片
钩针:按机号插在针槽板的槽内1-针头;2-针钩;3-针杆;4-针槽;5-针踵导纱针:与舌针经编机类似
沉降片:进行牵拉 3.片腹——迅速上抬织物,辅助套圈。
压板:用于使针口关闭。 普通压板(a):作用于所有针,使所有针闭口。 花压板(b):带有按花纹需要切成的缺口,可有选择的进行压针。
压板:用于使针口关闭。 普通压板(a):作用于所有针,使所有针闭口。 花压板(b):带有按花纹需要切成的缺口,可有选择的进行压针。
经编总结
..1.经纬编成圈的比较1.供纱条件纬编:筒子纱;经编:多采用经轴2.垫纱方式纬编:通常导纱器固定,顺序垫纱;经编:导纱针将经纱绕垫在织针上,同时垫纱3.成圈方式纬编:顺序成圈;经编:同时成圈纬编工艺——将纱线沿纬向喂入针织机的工作织针,顺序地弯曲成圈并相互穿套而形成针织物的一种工艺。
经编工艺——一组或几组平行排列的纱线由经向喂入平行排列的工作织针,同时成圈的工艺过程2.舌针经编机的成圈机件:舌针.栅状脱圈板(作为搁持面,辅助脱圈,并保持针间距)导纱针.沉降片.防反拨钢丝3.成圈过程:退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉4.槽针经编机的成圈机件:槽针(针身、针芯).沉降片(无片腹)导纱针5.槽针针身与针芯运动配合要求:退圈阶段-针身先于针芯上升,且上升速度大于针芯,针芯头上升到沉降片片喉水平线前,必须完全没入针槽。
在针身和针芯下降过程中,针身先下降,且速度大于针芯。
为保证套圈可靠,要求针芯槽端点到达沉降片片腹平面之前,针芯已闭合针口,防止旧线圈重新进入针钩内6.钩针经编机的成圈机件:钩针.导纱针.沉降片.压板7.成圈过程:退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉8.钩针机沉降片的作用1.片鼻、喉——握持旧线圈,以利退圈2.片腹——迅速上抬织物,辅助套圈3.片喉、颚——弯纱搁持面4.片喉——牵拉织物。
9.钩针经编机垫纱分两个阶段的原因:改善垫纱条件,从而使成圈过程顺利进行1.使导纱针在摆过针平面时,正处于针间间隙较大的部位2.针头位置低,可防止针头在导纱针摆过针间时,针头挂住由经轴至导纱针针孔这一部分纱段。
2.经编机一般结构: 送经机构(将经轴上的经纱按照编织的要求,送出相应的纱线量,使编织能连续顺利的进行);编织机构;梳栉横移机构;牵拉卷取机构(以一定的张力和速度,将织物从编织区域引出并卷成布卷);传动机构(使机器上的各部分机件进行运动等);辅助装置等控制机构——使各机构按照编织要求互相协调工作的机构。
针织学 第十二章 经编机的成圈机件与成圈过程

纺织与材料学院
二、舌针经编机的成圈过程
舌针经编机的过程 有:退圈、垫纱、 闭口、套圈、弯纱、 脱圈、成圈和牵拉。
了解舌针经编机的 编织。
舌针经编机的成圈过程
纺织与材料学院
三、舌针经编机成圈机件的运动配合
从成圈位移曲线中可以看 到,舌针的升降和梳栉的
前后摆动相互错开,分别
纺织与材料学院
2.沉降片
沉降片的形状随机型种类而不同。特利柯脱型机上采用的 沉降片由片鼻1、片腹2、片喉3组成。
的坯布,形成脱圈的边缘。
栅状脱圈板
纺织与材料学院
3.沉降片
沉降片安装在栅状脱圈板的 上方位置。
4.导纱针
导纱针由薄钢片制成,其头
端有孔,用以穿入经纱。
纺织与材料学院
5.防针舌自闭钢丝
防针舌自闭钢丝的作用是防止退圈时针舌自动关闭而造成 漏针现象。
6.成圈机件配置
舌针经编机的成圈机件 配置如图所示。
纺织与材料学院
不同类型的钩针经编机成圈机件的位移曲线可能有很大不 同。一种针床由单偏心机构传动的钩针经编机的成圈机件 位移曲线如上图所示,其中1、2、3、4分别为钩针、梳栉、 沉降片、压板的位移曲线。
某种钩针经编机成圈机件位移曲线
纺织与材料学院 针织学
第三节 槽针经编机的成圈 机件与成圈过程
纺织与材料学院
纺织与材料学院
现代高速钩针经编机提高机速的途径: 钩针经编机,由于垫纱过程特殊性,针分两次上升,这十分不
利于机器高速,在现代钩针经编机上,通常用下列方法来减 少针床在第一高度停顿时间,以达到提高机速的目的。 1、针床还没有上升到第一高度时,梳碟子就开始后摆。但不能 超过针平面。以保证经纱能按工艺要求处于规定的针间。否 则会使针穿过后梳,甚至前梳的纱层,造成垫纱不准。一般 在针上升到第一高度时,使针刚好摆到针平面。 2、在梳栉还没有完全摆回到机前时,针就开始第二次上升。这 即可以减少针在第一高度的停顿时间,同是,这时垫的纱线 较易滑到针杆上,从而使针第二次上升的距离减少。但针的 第二次上升也不能过早,否则增加插针深度,易擦断经纱。 一般在后梳向前刚摆出针平面时,使钩针开始第二次上升。
话说中国经编(八)--经编整经机和经编机机件、部件的发展
话说中国经编(八)宗平生经编整经机和经编机机件、部件的发展一.经编整经机由于经编机在上世纪50年代即有84,130,168英寸等门幅,所以用一根通长的经轴非常困难,另外,自那时开始,经编用原料大多为化纤长丝,不象机织大多为短纤纱,有上浆工序,而在上浆时可以并轴,将经轴上纱线根数增加六倍或更多。
所以为了使每个制成的经编经轴(盘头)上达到所需要整经根数,而又不能用太大的纱架,所以一般用分段整经法。
在粗机号时,也有用分条整经的。
到现今可以说,基本上均用分段整经,经轴门幅为21英寸,整经根数可由500(24E)到880(42E),这决定于所用机号,采用适合筒子数的纱架,在生产弹性织物时,常用42英寸宽的经轴,这样生产60英寸(150CM)宽标准门幅的成品泳衣布时,可在130英寸宽的经编机上用三个分段经轴就可以了。
在上世纪七十年代,为适应少量陈旧经编机生产的需要,使用一些极为陈旧的或自制的落后整经设备,大多用滚筒摩擦传动经轴,以求整经线速恒定,在使用短纤纱时亦能适用。
另外也有用大木滚筒为标志的分条整经机!1972年开始,常德纺机厂开始大量生产Z303型经编机,同时也生产Z201整经机以适应经编生产的需要。
随后生产Z303经编机的单位相继发展,如武进纺机厂,南通新生布厂,常州机床厂,成都机床厂等开始生产经编机,以及进口经编设备需用,常德纺机厂亦于上世纪九十年代开始生产Z321整经机,后按国标更名为GE201整经机。
最搞笑的是湖北蒲圻的二三四八工程开始上马时,曾订Z303经编机一百五十台,Z321整经机五十台,以后经编机到了五十台,而整经机亦到了五十台,一时难以处理,我曾介绍好多上经编的厂到他们那里买过整经机,一次为武进布厂买整经机,我还在他们安排下玩了赤壁,凭吊了三国英雄古战场!常州第八纺织机械厂在谈良春厂长的领导下,在生产经编用整经机方面取得了巨大成绩,在上世纪末,在常德纺机厂召开的整经机标准制定会上,他们就提出了整经机线速1000米/分钟的指标,当时争执不下,最后要我裁定,我只好折中定了800米/分钟。
10.3经编机的成圈机件与成圈过程
5、闭口:舌针下降,旧线圈关 闭针舌,新纱线位于针钩内。
6、套圈、脱圈、弯纱:针继续
下降,新纱线穿过旧线圈形成 7、 成圈、牵拉:针下降到
封闭的线圈;沉降片向机前移 最低点,新线圈形成规定的大
动,导纱针作针背横移。
小。在牵拉机构的作用下,新
线圈被拉向针背。
2019/11/9
24
三、舌针经编机的成圈机件的运动配合
口; 3)沉降片后退,用片腹将旧线圈抬 起,进行套圈; 4)导纱针在针背静止不动。
5、弯纱、脱圈、成圈与牵拉: 1) 压板离开针钩,向机后运动; 2) 针继续下降(310°),完成脱圈和成圈。 3) 沉降片向机前运动,对旧线圈进行牵拉。
12
三、钩针经编机的成圈机件的运动配合
钩针经编机成圈机件的运动配合图
导纱针:纱线穿入其导纱眼中,在成圈 时引导经纱绕针运动,将纱线垫在织针 上。 梳栉:导纱针床上全幅宽内平行排列安 装在一起的一组导纱针形成一把梳栉。 各导纱针的间距与织针间距一致。
8
二、钩针经编机的成圈过程
钩针经编机机件配合关系
9
钩针经编机侧面图
10
1、退圈:针上升至第一高度,沉降片运动 到机前,片鼻压住坯布,20-50°稍后退; 导纱针完成针背横移后,30°起向机后摆动, 准备针前垫纱。压板退到最后位置。 2、针前垫纱:针停止不动(100-180°);导纱针 摆到针前,完成针前横移(将纱线垫在针钩上)。 3、退圈最高点:
4.比较钩针经编机、舌针经编机和槽针经编机的成 圈机件位移曲线的异同点。
3
第一节 钩针经编机的成圈机件与成圈过程
4
一、钩针经编机的成圈机件
1、钩针(bearded needle):按机号插在针槽板的槽内。
单面经编织物—舌针经编机成圈机构

导纱针:纱线穿入其导纱眼中,在成圈时引导经纱绕针运动,将纱线垫在织针上。沉降片:位于栅状脱圈板的上方,用于在退圈时防止旧线圈随针一起上升。防针舌自闭钢丝:退圈结束时,当针舌打开后挡住针舌,防止针舌关闭,造成漏针。
舌针经编机成圈机构
舌针经编机成圈机构
图 a
图 b
图 c
图 d
图 e
一、舌针经编机的成圈机件及其配置
1.舌针 2.栅状脱圈板 3.导纱针 4.沉降片 5.防反拨钢丝舌针:按机号要求以1英寸(或2英寸)为一组浇铸在合金座片内。优点:垫纱范围大,适宜于多梳经编机,用于编织花型复杂的织物。
一、舌针经编机的成圈机件及其配置
退圈——垫纱——闭口、套圈——脱圈、弯纱 ——成圈、牵拉
图6 舌针经编机的成圈过程
二、舌针经编机的成圈过程
多种经编机的结构与工作原理实验指导书
实验(六)经编机工作原理和结构
一、实验目的与要求
1、了解经编机成圈机件及成圈过程。
2、了解经编机成圈机件运动的配合。
3、了解经编机成圈特点。
二、基本知识
在经编机上将经纱形成相互串套的线圈而构成经编针织物都有一个成圈过程,它的实现是利用针和其它成圈机件(沉降片、导纱针、压板)的配合运动进行成圈。
成圈机件的尺寸参数和相对位置均对成圈过程有重大影响。
经纱张力和坯布牵引力等因素,对成圈过程和所得坯布结构有一定影响。
三、实验设备、仪器和用具
KL-4钩针经编机
四、实验内容
钩针经编机成圈机构见图5-1,主要由钩针l、沉降片2、导纱针3、压板4等机件组成。
要求同学们仔细观察经编机的成圈过程以及机件的形状、结构、作用。
图5-1
l、针针是主要成圈机件之一,它对成圈过程的正常进行和机器速度的提高有直接关系,应具有良好的弹性和耐疲劳性。
2、沉降片
沉降片用来握持和移动旧线圈,配合钩针作成圈运动。
3、导纱针
导纱针用来引导纱线绕针运动,将纱线垫到针上。
4、压板
压板用来将针钩尖压入针槽内,使针口封闭。
五、作业与思考题
1、简述经编机成圈机构的工作原理。
2、简述经编机成圈机件运动的配合及过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14 型等。
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:164. SUBTITLE
腹2用于弯纱时搁持纱线。数片
一组浇铸在合金座片,再组合
4
安装在沉降片床上。
(特C里lick科On)Ad槽d R针ela经ted编Title机W成ord圈s 过程 点击添加相关标题文字
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:168.
退圈:槽针最低;沉降
垫纱:针在最高位置
成圈
使成圈机件在各阶段的主要工艺点有合适的 相对位置,保证高质量地成圈。
设计 要求
高速
合理分配时间,使其尽可能有较长的运动时间,保 证运动的平稳性,使机器高速运转时不会产生过大的加 速度和惯性负荷。
拉舍尔槽针经编机的成圈过程与将要介绍的舌针经编机十分 相似,只是由相对移动的针芯来代替针舌的作用。 7
28
PPT模板下载:/moban/ 节日PPT模板:/jieri/ PPT背景图片:/beijing/ 优秀PPT下载:/xiazai/ Word教程: /word/ 资料下载:/ziliao/ 范文下载:/fanwen/ 教案下载:/jiaoan/
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:171-172.
退圈:舌针从最低上升
垫纱:导纱针向机后
至最高;沉降片向机前
摆动直到最后,进行
运动;导纱针针背横移。
针前横移;沉降片向
9
机后移动;梳栉摆回 机前。
闭口和套圈:舌针开 始下降,旧线圈套在 针舌外。
弯纱、脱圈、成圈和牵 拉:舌针继续向下;沉 降片前移分开经纱;导 纱针针后横移。
19
03
第三部分
高速经编设备
20
高速特里科经编机
[5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015:64
KSB系列高速经编机
槽针床、梳栉床及沉降片床均采用大截面、密度小 的轻质空心镁合金型材,有效减轻运动机件的运动 惯量和动力负荷。
01
21
高速特里科经编机
[5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015:66
特里科经编机绝大多数为单针床,有普通 型(2~4梳栉)、多梳型(一般9梳栉以下)、 弹性织物型、毛圈型、全幅衬纬型等。
13
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:164. SUBTITLE
两种经编机简介
拉舍尔(Raschel)经编机
坯布牵拉方向1与织针平面2之间的夹角β 在130°~170°。多数采用复合针,少数为舌针, 与特里科经编机相比,一般其梳栉数较多,机 号和机速相对较低。针床宽度通常在1000mm ( 40 英 寸 ) ~6600mm ( 260 英 寸 ) 。 生 产 的 产品多为厚型织物、装饰织物、产业用布等。
除此三种机件外, 还有导纱针和防针舌自 闭钢丝。
栅状脱圈板
沉降片
数片一组按针距浇铸在合金 座片内,退圈时向针间伸出, 压住旧线圈使其不随针一同上 升,有利于编织细薄坯布和高 速运转。低机号编织粗厚坯布 可不用沉降片。
(普C通lick双On梳Ad栉d R)ela舌ted针Title经W编ord机s 成圈过程 点击添加相关标题文字
26
04
第四部分
参考文献
27
参考文献
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017. [2]刘鑫,胡旭东,陈洪立.经编机成圈机构的运动学分析[J].针织工业,2012. [3]吴昊,陈燕.经编工艺与技术[M].第1版.上海:东华大学出版社,2017. [4]戴维·J·斯潘塞.针织学[M].第3版.北京:中国纺织出版社,2007. [5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015.
两种经编机简介
特里科(Tricot)经编机
坯布牵拉方向1与织针平面2之间的夹角β 在90°~115°。一般特里科经编机梳栉数较少, 大多数采用复合针,机号较高(常用E24~E32, 最 高 可 达 E50 ) , 机 速 也 较 高 ( 最 高 可 达 4400r/min),针床宽度通常在3300mm(130 英寸)~6600mm(260英寸),产品多为薄型 织物。
两种经编机的成圈机件配置及编织特点
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:167.
特里科槽针经编机成圈机件配置
1——针身 2——针床 3——针芯 4——针芯床 5——沉降片 6——沉降片床 7——导纱针 8——梳栉
15
拉舍尔槽针经编机成圈机件配置
1——针身 2——针芯 3——沉降片 4——导纱针
特里科经编机与拉舍尔经 编机成圈机构的比较分析
1
第二组 主讲人:张晶媛
目录
CONTENTS
01 成圈过程 02 两种经编机简介及成圈机构的对比 03 高速经编设备 04 参考文献
2
01
第一部分
成圈过程
3
(特里科)槽针经编机成圈机件
针身1一枚一枚地插放在针 床的插针槽板2上,如有损坏可 单独调换。针芯3一般数枚或半 英寸一组浇铸在合金座片4上, 再组合安装在针芯床5上。针芯 之间和针身之间都应相互平行 且保持等距。
5——栅状脱圈板
两种经编机的成圈机件配置及编织特点
[3]吴昊,陈燕.经编工艺与技术[M].第1版.上海:东华大学出版社,2017:13.
经轴一般放在始 从机前到机后编号
特里科 经编机
目前最多可用5把梳栉;使 用复合针
没有牵拉就可以起头
沉降片上纱线接触点为2个
E2528系列特里科经编机
在KSB型经编机的基础上,应用曲轴连杆机构,通 过改变主传动和成圈配置,开发出速度更高、运动 特性和动力特性更好的特里科高速经编机。
01
22
高速特里科经编机
E2518系列特里科经编机
具有自主知识产权的高速经编机,技术水 平在国内领先,达到国际先进水平。
[5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015:67
片向机前移动;针口开
静止;导纱针最前针
启;导纱针向机后摆动,
前横移;又摆回针后
准备针前垫纱。
完成垫纱。
5
闭口和套圈:针口完 全关闭,沉降片快速 后退。
弯纱、脱圈、成圈和牵 拉:沉降片最后,导纱 针最前不动;沉降片向 前运动,导纱针针背横 移。
(特里科)槽针经编机成圈机件运动配合
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:169.
槽针(复合针)
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:166-167.
引导经纱垫放于针上,头 端有孔用以穿入经纱。数枚浇 铸于宽1或2英寸的合金座片上, 再组合安装到导纱针床上形成 一把梳栉。
导纱针
沉降片
形状随机型种类而不同。片
鼻1和片喉3用来握持旧线圈,
片喉3还具有辅助牵拉作用。片
(普通双梳栉)舌针经编机成圈机件运动配合
[1]龙海如,秦志刚.针织工艺学[M].第1版.上海:东华大学出版社,2017:172.
曲线1——舌针的升降运动 曲线2——梳栉的前后运动 曲 线 3—— 沉 降 片 的 前 后 运 动
10
02
第二部分
两种经编机简介及成圈机构的对比
11
经编机分类
50%
OFF
第二小组 全体成员 感谢聆听 批评指导
29
坯布牵拉角度为90°,织针 受力较大
16
两种经编机的成圈机件配置及编织特点
[3]吴昊,陈燕.经编工艺与技术[M].第1版.上海:东华大学出版社,2017:13.
经轴一般放在机器的顶部; 必须从机后更换织针
导纱梳栉从机前到机后编 号
拉舍尔 经编机
最多使用78把梳栉;使用 舌针和槽针
没有牵拉不能起头编织
行业PPT模板:/hangye/ PPT素材下载:/sucai/ PPT图表下载:/tubiao/ PPT教程: /powerpoint/ Excel教程:/excel/ PPT课件下载:/kejian/ 试卷下载:/shiti/ PPT论坛:
18
舌针拉舍尔经编机横截面
成圈机件
牵拉角度 织针
梳栉数 机号 机速 产品
经轴位置 织针更换 织针受力
特里科经编机 织针、沉降片、导纱针
90°~115° 槽针 较少 较高 较高
薄型织物 机器后面或上面
可机前 较大
拉舍尔经编机 织针、沉降片、导纱针、栅状
脱圈板
130°~170° 槽针、舌针
较多 较低 较低 厚型织物 机器顶部 必须机后 较小
01
23
高速拉舍尔经编机
E2178系列高速拉舍尔经编机
槽针床、梳栉床及沉降片床均采用大截面、 密度小的轻质空心镁合金型材,有效减轻运 动机件的运动惯量和动力负荷。
[5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015:69
01
24
高速拉舍尔经编机
[5]陈南梁,瞿静.中国经编技术创新之路[M].第1版.北京:中国纺织出版社,2015:75
脱圈时纱线接触点为3个 (在脱圈板上)
坯 布 牵 拉 角 度 为 170° , 织 针受力较小