五金产品生产工艺流程图
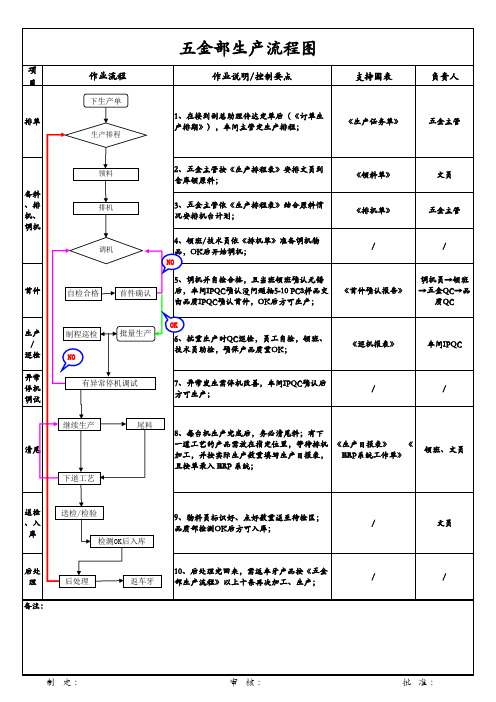
五金部生产流程图
文员
排机
3、五金主管依《生产排程表》结合原料情 况安排机台计划;
《排机单》
五金主管
调机 自检合格 首件确认
4、领班/技术员依《排机单》准备调机物 品,OK后开始调机; NO
5、调机并自检合格,且当班领班确认无错 后,车间IPQC确认没问题抽5-10 PCS样ቤተ መጻሕፍቲ ባይዱ交 由品质IPQC确认首件,OK后方可生产;
领班、文员
送检 、入
库
送检/检验
9、物料员标识好、点好数量送至待检区; 品质部检测OK后方可入库;
/
检测OK后入库
后处 理
后处理
返车牙
10、后处理完回来,需返车牙产品按《五金 部生产流程》以上十条再次加工、生产;
/
备注:
文员 /
制 定:
审 核:
批 准:
/ 《首件确认报告》
/
调机员→领班 →五金QC→品
质QC
制程巡检 NO
批量生产
OK
6、批量生产时QC巡检,员工自检,领班、 技术员助检,确保产品质量OK;
《巡机报表》
车间IPQC
有异常停机调试
7、异常发生需停机改善,车间IPQC确认后 方可生产;
/
/
继续生产 下道工艺
尾料
8、每台机生产完成后,务必清尾料;有下 一道工艺的产品需放在指定位置,等待排机 《生产日报表》 《 加工,并按实际生产数量填写生产日报表, ERP系统工作单》 且按单录入 ERP 系统;
五金部生产流程图
项
作业流程
目
作业说明/控制要点
支持图表
负责人
排单
下生产单 生产排程
1、在接到副总助理传达定单后(《订单生 产排期》),车间主管定生产排程;
五金冲压工艺流程图

模具结构Biblioteka 三。冲压用材料金属材料: SPCC:冷轧钢板(网料), SPHC(热轧钢板) SECC: 镀锌钢板 ,SPTE:马口铁(镀锡铁板), AL1050(纯铝), AL5052:(镁合金铝) SUS301(不锈钢) SUS304 SUS430 CU3100(纯铜) CU3130…(铜合金)
非金属材料:电木板,纸板,皮革,压克力板,木质 夹合板等 按素材形态分:板材/型材/锭材/线材 等 五金薄板冲压是批指:4MM以下的五金薄板冲压
同时卡在模里的工件数卸料力推件力系数表料厚k卸k推k顶钢01006500750101401050045005500630080525004005005500625650030040045005650020030025003铝及合金0025008003007纯铜黄铜002006003009冲压力计算实例t1secc100的圆形工件上冲50个2的网孔冲孔落料模f总f冲f卸f推133141003142501440f卸f推3665吨0053665吨00553665吨3665385405吨下料及展开弯曲件毛坯展开长度的计算原则
冲床规格
機 臺 規 格(25T)
大 昶 電 腦 配 件 (蘇州) 有 限 公 司
二。冷冲压模具
按工序分:冲裁模,弯曲模 ,拉深模 ,成型 模 ,压印模,冷挤压模。
按工艺分:单冲模 ,连续模 ,复合模
按导向结构分:敞开模 ,导柱模,导板模
其它:刀模(用来冲制纸,布,皮革等材料), 可变万能模(用来制作样品等或小量工艺非特 别严格的产品加工)
0.1
0.14
0.063
0.08
0.055
0.06
0.045
0.05
K卸,K推:卸料力与推料力系 数
五金生产工序流程培训

五金生产工序流程培训
一、流程图
以上为生产工序之主流程图,在实际生产中有所变化如下:
1.开料车间的配件若不需车床车牙和烧焊、打铜作业
(如灯通),可直接流入磨光车间(开料自己嗒牙)。
2.木厂加工产品若表面不用包皮革,直接做色后流入
包装车间。
3.烧焊和打铜车间的产品加工完毕后,会发至熟料车
间加工后直接流入磨光,不会再流入打磨车间加
工。
4.POLY车间加工后的个别产品需经打磨车间做止口或
钻孔等后才会流入画花作业。
5.铸造(失腊、翻沙、合金)作业后的部分配件,直接
流入打磨车间加工作业。
6.开料车间个别产品加工后直接流入熟料加工后,再
送烧焊或打铜作业(线盒连接的3/8“S”型灯支)。
7.锌合金、铝合金、铁等配件因材质影响颜色效果,
需磨光后经电镀,才能流入喷油作业。
8.开料车间部分产品加工直接进行电镀作业,方可流
入包装车间(3/8”D或1/2“D通电五彩)。
9.车床加工的部分配件不经过烧焊,直接流入磨光车
间(铜棍介子)。
五金产品生产工艺PPT课件

展开
(c.通常不采用)
•24.01.2024
挖工艺槽 方便折弯
(b.一般做法)
•20
产品可行性分析
▪ 折弯(拉伸高度≥料厚) 时转角处必须是圆角 过渡,不锈钢材质R 至少为一个料厚,铝 材则可挤压加工为稍 小于料厚的R角。
▪ “z”形折弯其折弯高 度至少为一个料厚。
•24.01.2024
•21
a
•24.01.2024
•45
表面处理工艺
▪ 其他表面加工工艺 1、激光雕刻 2、CD纹机 3、车削加工
激光机
CD纹机
•24.01.2024
万能车床
•46
加工设备
油压机
火花机
•24.01.2024
切边机
雕刻机
亮字机
•47
检测设备
摩擦试验
硬度测试
投影仪
•24.01.2024
温度冲击
跌落试验
•48
车间概貌
脱脂
•35
表面处理工艺
腐蚀
氧化
染色
•24.01.2024
氧化后
•36
表面处理工艺
•24.01.2024
•37
表面处理工艺
▪ 亮边
▪ 依靠钻石的硬度,在高速 旋转时对铝材边缘进行不 同角度的切削,形成有镜 面光泽的表面。
▪ 一般用在铝制产品边缘、 内框,主要起装饰作用。
亮边区域
平面亮边
曲面亮边
亮边后
李红星 李红星
•24.01.2024
客 供旧3d图尺寸 20 0 5. 1 1. 1 4供
模具 所做尺寸 外形实 配机壳 , 内孔 参照以 前客供 3d
1:1
A-U526装饰件
铜铝排工艺流程图
N G
O K 生产 N G N G
OQC
抛光
O K 出货
首检
O K 生产 折弯 N G
首检
IPQC O K 包装
运输
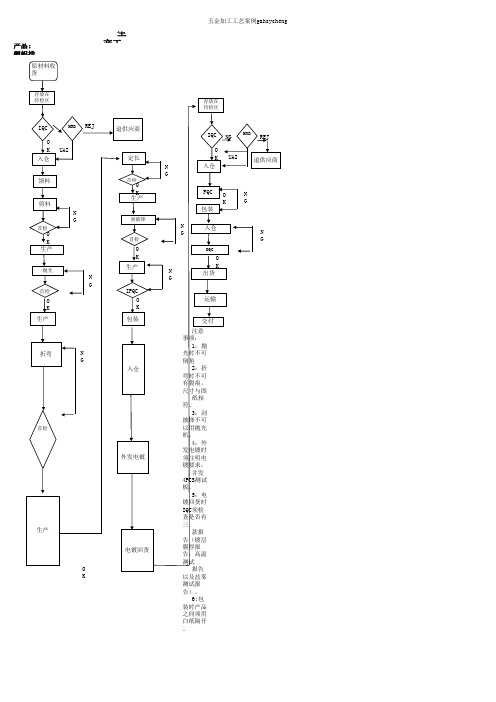
交付 注意事项: 1:抛光时不可倒角 2:折弯时不可有裂痕,尺寸与图 纸相符。 3:刮披锋不可以用抛光机。 4:外发电镀时须注明电镀要求, 并发4PCS测试板。 5:电镀回货时IQC须检查是否有三 款报告(镀层膜厚报告,高温测试 报告以及盐雾测试报告)。 6;包装时产品之间须用白纸隔开。
五金加工工艺案例gahsycheng
生产工艺控制流程图
产品:铜铝排
原材料收 货
存放在 存放在
ቤተ መጻሕፍቲ ባይዱ
IQC O K 入仓
NG
MRB
REJ
退供应商 IQC
NG UAI
MRB
REJ
UAI 定长 N G
O K 入仓
退供应商
领料
首检
O K 生产
FQC
剪料 N G
首检 刮披锋
O K
N G
包装
N G
首检
入仓
O K 生产
入仓
外发电镀 生产 O K
电镀回货
五金产品模具开发流程图
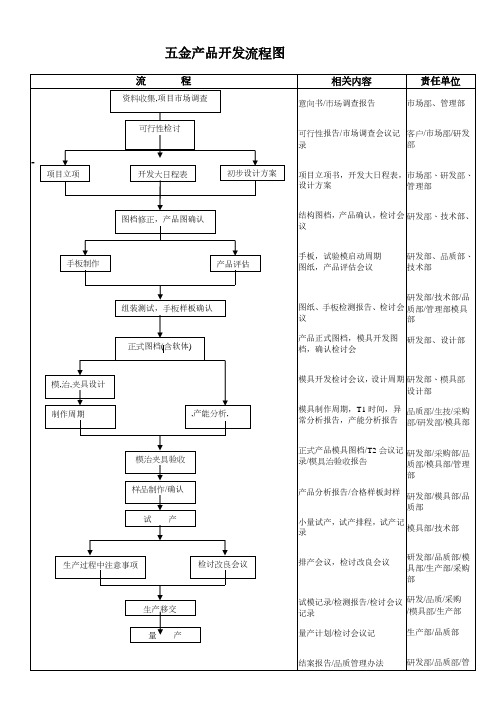
手板制作
产品评估
手板,试验模启动周期 图纸,产品评估会议
研发部、品质部、 技术部
组装测试,手板样板确认 正式图档(含软体)
研发部/技术部/品
图纸、手板检测报告、检讨会 质部/管理部模具
议
部
产品正式图档,模具开发图 研发部、设计部 档,确认检讨会
模,治,夹具设计 制作周期
,产能分析,
模治夹具验收 样品制作/确认
小量试产,试产排程,试产记 录
模具部/技术部
排产会议,检讨改良会议
研发部/品质部/模 具部/生产部/采购 部
试模记录/检测报告/检讨会议 研发/品质/采购
记录
/模具部/生产部
量产计划/检讨会议记
生产部/品质部
结案报告/品质管理办法
研发部/品质部/管
理部
试产
生产过程中注意事项
检讨改良会议
生产移交 量产
模具开发检讨会议,设计周期 研发部、模具部 设计部
模具制作周期,T1 时间,异 品质部/生技/采购 常分析报告,产能分析报告 部/研发部/模具部
正式产品模具图档/T2 会议记 研发部/采购部/品
录/模具治验收报告
质部/模具部/管理
部
产品分析报告/合格样板封样 研发部/模具部/品 质部
-
项目立项
五金产品开发流程图
流程Βιβλιοθήκη 资料收集,项目市场调查相关内容
意向书/市场调查报告
责任单位
市场部、管理部
可行性检讨
可行性报告/市场调查会议记 客户/市场部/研发
录
部
开发大日程表
初步设计方案 方案
项目立项书,开发大日程表, 市场部、研发部、
设计方案
五金工艺流程图1

五金工艺流程图五金工艺就是五金冲压技术,大约有十几种五金工艺,每一种工艺制造水平以及生产出来的冲压件外形都会有很大的区别。
很多人都明白五金工艺是什么,但是不了解五金工艺先后顺序以及它的流程,那么五金工艺它的详细流程都有哪些呢?下图是五金工艺的基本流程图请看下图:1 设计加工件的工艺图纸设计和绘制硬件工件的三个部分,其作用是通过绘图来表达钣金零件的结构。
画出工件的展开,即将复杂的零件展开成扁平的零件。
分析零件图,快速了解工件尺寸,坐标点,线,曲线和切削面的位置关系,确定工件坐标原点,计算每个顶点的坐标和曲线连接点的坐标。
2 正确工艺方式工件表面加工方法的选择是针对每个有质量要求的表面选择一种合理的加工方法。
一般根据表面精度和粗糙度的要求选择最终的加工方法,确定精加工前的制备工艺的加工方法,即确定加工方案。
3 下料方式选择高效率剪刀的底面是剪刀形状的长度和宽度。
如果有冲角和切角,则将冲孔与模具冲孔结合,形成切角。
冲床的底面是一个平片结构,用于在一个步骤或多个步骤展开后冲洗零件。
其优点是工作时间短、效率高,常用于批量制造。
用编程软件将绘图扩展图写成数控加工机床的可识别内容。
让它被编程来切割它的餐具的结构形状。
激光整理是利用激光切割,在一块板上切割出的板的形状的结构。
4 制定冲压顺序一般有冲裁角度冲裁、冲裁凸壳、冲孔撕裂、泵送等加工程序,其加工需要有相应的模具来完成操作。
此外,折弯工艺还需要有一个折弯床和相应的折弯模具来完成操作。
设计原则是在没有干扰的情况下优先进行下一步操作。
5 完成紧固部位流程一般通过冲压铆接工艺或液压铆接机完成操作,紧固件铆接在钣金零件上,压力铆接常用在压力铆接螺栓、压缩铆接螺母、压力铆接螺钉等。
翻边丝锥的工艺是在较小的底孔上挖出一个稍大的孔,然后抽吸水龙头孔。
这样可以提高其强度,避免滑动齿,一般用于薄板厚度较高的工件,当板材厚度较大时,不需要直接翻边攻丝。
6 零件组装方法焊接将多个部件焊接在一起用于加工目的或单个部件接缝以增加其强度。