汽车零件产品检验标准书
汽车零件检测报告x文档全文预览(一)

汽车零件检测报告x文档全文预览(一)引言概述:汽车零件检测报告是对汽车零件进行质量评估的重要工具。
本文档将对汽车零件检测报告的内容进行全面预览和解读。
通过分析汽车零件检测报告的结构和要点,有助于更好地理解报告中的信息和数据。
正文内容:一、样品信息1. 样品名称:包括汽车零件的名称、型号、规格等信息。
2. 样品来源:指明汽车零件的供应商或制造商。
3. 样品编号:用于区分不同样品的唯一标识号码。
二、检测目的1. 检测要求:明确检测的目的和要求,如是否需要通过特定标准的认证。
2. 检测标准:列举适用的检测标准,如ISO、ASTM等。
三、检测方法1. 检测设备:介绍使用的仪器和设备,如扫描电子显微镜、拉伸试验机等。
2. 检测步骤:详细描述检测的流程和操作步骤。
3. 检测参数:列出用于评估汽车零件的关键参数,如硬度、强度等。
四、检测结果1. 结果解读:解释各项检测指标的含义和重要性。
2. 数据分析:对检测得到的数据进行分析和比较,与标准要求进行对比评估。
3. 异常原因分析:针对不合格项,分析其可能的原因,并提出改进建议。
五、结论和建议1. 结论:总结对汽车零件的质量评估结果,包括合格、不合格、待改进等。
2. 建议:提出针对不合格项的改进措施和建议,以提高汽车零件的质量。
总结:通过对汽车零件检测报告的全文预览,我们了解了报告的结构和要点。
样品信息、检测目的和标准、检测方法、检测结果以及结论和建议构成了汽车零件检测报告的主要内容。
掌握这些关键信息,有助于更好地理解报告中的数据和结论,从而为汽车零件的质量保障提供参考和支持。
汽车零部件检测标准大全
ECE R19前雾灯
GB11554-1998汽车及挂车后雾灯配光性能
ECE R38后雾灯
GB15235-1994汽车倒车灯配光性能
ECE R23、SAE J593 OCT95
GB17509-1998汽车及挂车转向信号灯配光性能
ECE R6、SAE J588、
ECE R49压燃式发动机排气污染物
2
压燃式发动机排气可见污染物
0324
0512
GB3847-2005车用压燃式发动机和压燃式发动机汽车排气烟度排放限值及测量方法
ECE R24可见污染物
3
柴油机全负荷烟度
0324
0512
DB11/046-1994汽车柴油机全负荷烟度测量方法
4
车用点燃式发动机及装用点燃式发动机汽车排气污染物
QC/T 38-1992汽车与挂车气压调节保护装置台架试验方法
后下部防护装置
1
后下部防护装置
0324
汽车和挂车后下部防护要求
2
具有后下部防护装置的车辆
储气筒
1
技术要求及试验方法
0324
QC/T 200-1995汽车气制动装置用储气筒技术条件
钢板弹簧
1
性能要求
0324
QC/T29035-1991汽车钢板弹簧技术条件
QC/T 564-1999轿车制动器台架试验方法
2
热衰退及恢复
3
衬片(块)磨损
4
管路失效及加力器失效
5
静效力
0324
QC/T 237-1997汽车驻车制动器性能台架试验方法
6
动效力
7
密封性
0324
配件的质量及性能检测标准

配件的质量及性能检测标准根据车辆情况,所采用的零部件、配件必须符合国家或部颁标准和行业标准以及汽车维修相关标准,严格控制车辆配件采购流程,严格审查车辆配件供方资质,严格控制采购配件质量、价格、交付期、服务等,严把车辆配件出、入库质量关,落实配件采购的审批制度,并开展供货方评价,以保障供方提供配件的品质。
现公司配件都是经过市场多次考察与有资质的供货方建立了供货合同,确保配件的质量。
配件部经理严格需求库管人员遵循以下配件鉴别方法,合格配件方可办理入库,不合格配件不得入库并及时上报。
(1)汽车配件质量鉴别和检验方法1)汽车配件的类型汽车零配件经营企业,通常将汽车零部件、汽车标准件和汽车材料三种类型的产品统称为汽车配件。
2)汽车零部件汽车零部件一半都编入个车型配车配件目录,并标有统一规定的零部件编号。
汽车零件又分为以下类型:3)零件零件是指汽车基本制造单元,它是不可拆卸的整体,如活塞、活塞销、气门、气门导管等。
4)合件由两个以上零件组装,起着单一零件作用的组合体称为合件,如带轴承盖的连杆、成对的轴瓦、带气门导管的气缸盖等。
5)组合件由几个零件或合件组装,但不能单独完成某一机构作用的组合体称为组合件,如离合器压板及盖、变速器盖等。
有时也将组合件称为“半总成”件。
6)总成件由若干零件、合件、组合件装配成一体,能单独完成某一机构作用的组合体称为总成件,如发动机总成、离合器总成、变速器总成等。
7)车身覆盖件由板材冲压、焊接成型,并覆盖汽车车身的零件称为车身覆盖件,如散热器罩、翼子板等。
(2)汽车标准件按国家标准设计并制造,对同一零件统一其形状、尺寸、公差、技术需求,能通用在各种仪器、设备上,并具有互换性的零件称为标准件,如螺栓、垫圈、键、销等。
其中适用于汽车的标准件,称为汽车标准件。
(3)汽车材料这里是指汽车的运行材料,如各种油漆、溶液、汽车轮胎、蓄电池、标准轴承(非专用)等。
汽车材料大多是非汽车行业生产而由汽车适用的产品,一般不编入各车型汽车配件目录,所以也将其称为汽车的横向产品。
汽车零部件检验标准
汽车零部件检验标准1. 引言本文档旨在制定适用于汽车零部件检验的标准。
汽车零部件检验是为了保证零部件的质量和性能,以保障整车的安全和可靠性。
本标准适用于所有汽车制造商以及其供应商。
标准制定的目的是提供一个统一的检验标准,确保汽车零部件的合格率和质量稳定性。
2. 术语和定义- 零部件:指汽车制造中的各种独立组件。
- 检验:通过对零部件进行检测、测量和评价,验证其是否满足要求。
- 合格:指零部件在检验中符合相应标准并具备所规定的性能和质量要求。
3. 检验内容3.1 外观检验- 检验零部件外观是否完整,表面是否有破损、划痕、变形等。
- 检验零部件表面的涂装是否均匀、光滑。
- 检验零部件各个接口的装配是否正常。
3.2 尺寸检验- 检验零部件的尺寸是否符合设计要求。
- 检验零部件不同部位的尺寸是否一致。
- 检验零部件的几何形状是否符合规定。
3.3 性能检验- 检验零部件在正常工作条件下的性能是否满足要求。
- 检验零部件在极端环境条件下的性能是否稳定。
- 检验零部件的耐久性、可靠性和安全性。
3.4 材料检验- 检验零部件所使用的材料是否符合相关标准。
- 检验材料的物理力学性质是否符合要求。
4. 检验方法4.1 目测检验- 使用肉眼对零部件的外观进行检查。
- 对零部件的装配进行观察和检验。
4.2 量测检验- 使用测量工具对零部件的尺寸进行测量。
- 对测量结果进行记录和分析。
4.3 功能测试- 将零部件放入相应设备中进行正常工作条件下的功能测试。
- 运行测试结果进行记录和评估。
4.4 实验检验- 使用实验设备对零部件的材料性质进行测试。
- 对测试结果进行分析和评估。
5. 检验结论- 根据检验结果,对零部件做出合格或不合格的判断。
- 对不合格的零部件进行详细记录,并提出改进建议。
6. 监督和管理- 检验过程应有专门的人员进行监督和管理。
- 定期对检验工具和设备进行检修和校准。
- 根据不同类型的零部件制定相应的检验计划。
IATF16949汽车产品进料抽样检验作业指导书

核准﹕
審核﹕
制表﹕
日期﹕文件編號源自汽車產品抽樣檢驗作業指導書
版次
A0
頁次
第2頁 共2頁
6.6 样本代字(CL)﹕依验证水准(VL)﹑檢驗方式﹑批量決定样本代字(CL)。
6.7 抽樣計划﹕依验证水准(VL)﹑样本代字(CL)决定样本对应的样本量
6.8 抽樣檢驗﹕根據抽取相應之樣本量﹐依檢驗標准檢驗樣本。
顾客对产品品质所需求的“重要性水准”或“品质特性有效性”的陈述,是一项生产者努力品 质
保证的衡量方式,主要品质特性比次要品质特性需要更多的努力程度,VL-VⅡ表示
生产者需要最高层级的努力水准,努力层级逐次降低至最低层级的VL-I。 6. 內容
6.1 檢驗水准
6.1.1 原材料、半成品、成品 電氣.外觀按MIL-STD-1916抽樣标准(附件1)进行 抽样檢驗(其它檢驗項目依抽樣檢驗作業指導書ANSI-ASQZ1.4-2008 特殊檢驗水準 抽樣檢驗 )。
汽車產品抽樣檢驗作業指導書
文件編號
版次
A0
頁次
第1頁 共2頁
1. 目的﹕正確使用抽樣技術﹐確保產品品質。
2. 范圍﹕零缺陷(C=0)抽樣之檢驗皆適用。 3. 定義﹕以少數之樣品檢驗來決定某一批允收或拒收。
4. 權責﹕品保單位負責擬定抽樣計划及規范檢驗程 序。 5. 使•水用准朮語Verification level
6.9 檢驗順序﹕由外觀﹐尺寸﹐功能﹐破壞性﹐元素檢驗﹐依次進行檢驗。
6.10 檢驗判定:有任何一个缺陷都直接判为不合格。
7.使用說 明:
7.1 本公司采用單次抽樣計划。
7.2 依验证水准(VL)级别之選定﹕
7.2.1 依本公司實際作業情況。
汽车制造行业产品质量检验标准
汽车制造行业产品质量检验标准汽车制造行业是一个具有高度竞争和市场需求的行业,产品质量是企业立足市场的核心竞争力之一。
为了确保汽车产品的质量稳定和安全可靠,制定了一系列针对汽车产品的质量检验标准。
本文将围绕汽车制造行业产品质量检验标准展开论述。
一、外观检验标准汽车作为一种耐用消费品,其外观质量对于消费者的购买决策至关重要。
外观检验标准主要包括车身表面的颜色、漆面平整度、涂层附着力以及外部装饰件的安装质量等方面。
车身表面颜色应符合设计要求,漆面平整度应在一定的公差范围内,涂层附着力应达到规定标准。
同时,外部装饰件的安装质量要牢固可靠,确保在行驶中不会脱落。
二、动态性能检验标准汽车的动态性能是指汽车在行驶过程中的各项性能指标,包括加速性、制动性、悬挂系统性能等方面。
动态性能检验标准要求汽车在一定的测试条件下,满足一系列技术指标的要求。
例如,加速性能要求在规定的时间内达到一定的速度,制动性能要求在规定的距离内停车等。
这些标准的制定旨在保证汽车在日常使用中的安全性和可靠性。
三、底盘检验标准底盘是汽车部件的重要组成部分,其质量直接影响着汽车的操控性和舒适性。
底盘检验标准主要包括悬挂系统、转向系统、制动系统等方面。
悬挂系统的检验标准要求悬挂装置能够稳定地支撑车身,保持合适的车身高度和良好的行驶稳定性。
转向系统的检验标准要求转向机构的灵活性、准确性和可靠性。
制动系统的检验标准要求制动装置具备良好的刹车效果和可靠的制动性能。
四、安全性能检验标准安全性能是汽车产品的核心要素之一,其对消费者的生命财产安全具有重要保障作用。
安全性能检验标准主要包括碰撞试验、安全气囊系统、防盗系统等方面。
碰撞试验是一种模拟真实碰撞情况的试验方法,通过对汽车车身进行不同方向和不同速度的碰撞测试,评估汽车在碰撞事故中的安全性能。
安全气囊系统的检验标准要求其在碰撞事故中能够迅速充气,达到人身保护的效果。
防盗系统的检验标准要求汽车具备一定的防盗保护能力,防止被盗窃。
通用汽车有限公司(sgm)检具标准.pdf
上海通用汽车有限公司(SGM)检具标准上海通用汽车有限公司(SGM)检具标准前言1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组,对GM的生产件供应商检具标准进行了重新编制。
GM给生产件供应商的检具标准是为了建立GM供应商PPAP检具全球性的公用标准而开发的。
另外,在开发过程中,还得到了Saturn、GM动力总成和GM加拿大集团的合作。
b5E2RGbCAPSGM的检具标准是依据GM生产件供应商的检具标准,另外通过近几年对国内生产件供应商检具认证过程中,所积累的经验,同时结合国内的具体情况,对原来的GM生产件供应商检具标准进行了补充,为国内生产件供应商的PPAP所要求的检具认证制定了标准。
p1EanqFDPw目录标题页次更改信息3I. 序言4II. 零件供应商的责任5III. 设计概念6IV. 概念批准7V. 设计要求7VI. 制造要求10VII. 认证要求12VIII. 检具重复性和再现性的要求13IX. 检具最终批准15X. 保养要求15XI. 术语15XII. 附录 A 17XIII. 附录 B 18XIV. 附录C19更改信息版本日期段落条目1.0 12/1997 发布2.0 08/2002发布DXDiTa9E3d3.0 03/2005发布RTCrpUDGiT本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本 1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
5PCzVD7HxA本文件替代下列文件:卡车和客车检具/量具标准(T& B 391)、12月、1989。
中等/豪华汽车集团检具设计/制造标准,4月,1996。
I. 序言A. 介绍依照上海通用汽车有限公司(SGM),先期产品质量策划手册(APQP)和生产件批准程序(PPAP)的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
汽车零部件外观品质检验规范
汽车零部件外观品质检验规范1 适用范围此规范适用于我厂汽车零部件的外观品质检验。
2 引用标准GB/T 2828.1-2003 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3 术语3.1 外观品质包含零件的颜色鲜艳规定等的外观特性,在规格书、图面等中指定。
3.2外观品质基准关于零部件的外观特性,有是物理学的规定,有通过人的感觉判断,后者因为用人的感觉比较简单,作为外观品质基准较多的采用人的感觉评价。
3.3缺点外观品质要求大多在规格书,图面等要求值以外,没有量化的规定。
3.4复合缺陷零件在单位面积内,存在2或2个以上的缺陷.3.5限度样件用样件表示合格品或不合格品的品质限度,由与供方共同协商确定。
3.6级面(整车)依据车辆操作及装配状态,区分1、2、3、4级面。
1级面:站立、蹲下或坐在驾驶座上能很明显看到的部位(不勉强,很容易看到)。
2级面:站立、蹲下或座位上不是很明显看到的部位(勉强,不容易看到)。
3级面:发动机仓、货箱、车辆底部等被覆盖或很难看到、顾客很少关注的部位。
4级面:几乎所有顾客都不会关注的部位。
3.7区域(零部件)依据零件在车辆上的操作及装配状态,区分A、B、C、D的区域。
A区:操作状态或正常姿势下很明显看到的部位B区:操作状态或正常姿势下不是很明显看到的部位C区:需要低头、弯腰、爬下或打开遮盖物才能看见,正常姿势看不到的部位D区:任何姿势都不能看见的部位(零件完整的情况下,不评价)3.8判定等级根据质量问题在顾客心中产生的不满程度,评价出的问题分为如下等级:A级:用户强烈不满会造成人身安全的或会要求立即返修的不良B级:用户感到不满几乎所有人都不能接受,并会要求返修的不良C级:用户虽然会发现,但几乎所有的人都能接受的不良问题4 检验项目及要求4.1灯具类零件4.2 电镀类零件4.3 全车玻璃级面:全车玻璃整车属一级面、零件属A区域部位代号:“①”:前挡玻璃中央部位“②”:前挡玻璃周围部及其它玻璃区域图:品质要求项目品质要求值A区域B区域C区域前期处理流痕W5.0㎜L10.0㎜以内W8.0㎜L15.0㎜以内台阶状变形0.5㎜以下(密封面0.2㎜以下)0.8㎜以下(密封面0.2㎜以下)缩孔0.5㎜×15.0㎜以下0.8㎜×20.0㎜以下留下出入口0.5㎜×15.0㎜以下0.5㎜×15.0㎜以下表面处理积压W3.0㎜ L30.0㎜以下可有划伤10.0㎜以下15.0mm以下切入口W1.0㎜ L10.0㎜以下可有表面麻点Ø1.0㎜以下,[边(区域)1个以内距离300㎜以上2个以内]可有结合部位偏差分开长度2.0㎜以内分开长度2.0㎜以内分开长度 2.0㎜以内接合部位面差0.3㎜以下0.8㎜以下异物形状:无突起感200㎜×200㎜㎜范围内·ø0.5㎜以下不评价·ø0.6~1.7㎜3个以下·ø2.0㎜1个以下·ø2.0㎜以上不合格缺陷间距离:20㎜以上形状:无突起感尺寸测量参照供应商提供的检查报告书进行测量验证,测量关键及安装尺寸,段面尺寸提供10倍图性能要求参照供应商提供定期性能试验报告4.5全车门饰板4.6 车内饰板杂物(涂装)φ0.5mm以下1个以内φ1.0mm以下2个以内尺寸测量参照供应商提供的检查报告书进行测量验证,测量关键及安装尺寸性能要求参照供应商提供定期性能试验报告4.7 车内顶蓬品质要求项目品质要求值适用B区C区合成橡胶毛线针织不织布凸凹直径30㎜以下凸凹高度0.5㎜以下○皱纹(L)15㎜×(W)1㎜以内500㎜×500㎜范围允许一个○○划伤(L)15㎜×(W)1㎜以内(L)25㎜×(W)1㎜以内○500㎜×500㎜范围允许一个异物混入(黑点) 直径1㎜以内500×500㎜内1个○毛边依照限度样本依照限度样本○○脏污直径5㎜以内直径8㎜以内○○500㎜×500㎜范围允许一个尺寸测量参照供应商提供的检查报告书进行测量验证,测量关键及安装尺寸性能要求参照供应商提供定期性能试验报告区域定义A 通常的乘车状态下看见的部位,通常的操作下接触频度频繁的部位B 通常的乘车状态下难以见到的部位.开闭等操作时能见部位.偶尔可能接触的部位C 零件重叠,难以看见的部位品质要求项目品质要求值A区域B区域C区域线头露出长度限20㎜以内,数量限2个,缺陷间的距离150㎜以上长度限80㎜以内,数量限4个,缺陷间的距离150㎜以上未规定表面异物、杂点直径0.3㎜以下,限3个,各缺陷间隔100㎜以上直径0.8㎜以下,限5个,各缺陷间隔100㎜以上未规定褶皱存在较大的褶皱(依照限度样本)存在大的褶皱(依照限度样本)未规定塑料包装不允许有撕裂现象尺寸测量参照供应商提供的检查报告书进行测量验证,测量关键及安装尺寸性能要求参照供应商提供定期性能试验报告座椅使用不良评价不良项目级别品质要求范围操作不良 A ·操作力非常沉重·靠背不能自动返回或返回非常慢·操作途中卡住·头枕操作力非常重或非常轻A4.9安全带4.10油管、水管、排气管4.11底盘类4.12电器类4.13 开关按钮类4.14密封圈、密封垫片类4.15油漆外观质量等级(包括塑料件、锻件和铸件等油漆外观质量)类JSJ-0025 验收标准和判定原则5.1在等级表中没有尺寸要求的缺陷项目均使用目测;5.2一般零部件采用B级精度,如果在检查过程中,如有一个或多个项目超出B级精度要求的零部件均判定为不合格;5.3 影响到零部件安全、性能的部位,其外观质量采用A级精度,其余部位按B级精度验收。
汽车零部件外观检验质量标准和规范标准
汽车零部件外观检验质量标准和规范标准
简介
本文档旨在提供汽车零部件外观检验的质量标准和规范标准,
以确保汽车零部件的质量和外观符合相关要求。
检验对象
所有进入生产线的汽车零部件都应进行外观检验,包括但不限
于以下方面:
- 表面平整度
- 颜色均匀度
- 尺寸和形状的准确性
- 表面缺陷和瑕疵
质量标准
为确保零部件的质量和外观符合要求,以下质量标准应被遵守:
1. 表面平整度:零部件表面应平整,不得有凹凸不平、麻点等
缺陷。
2. 颜色均匀度:零部件的颜色应均匀,不得有明显的色差。
3. 尺寸和形状的准确性:零部件的尺寸和形状应符合设计要求,不得有偏差超过规定范围。
4. 表面缺陷和瑕疵:零部件表面不得有划痕、气泡、氧化等缺陷,不得有明显的色差。
规范标准
为确保检验的一致性和可靠性,以下规范标准应被遵守:
1. 检验员资质:负责进行外观检验的检验员应具备相关的知识
和技能,并经过培训和认证。
2. 检验环境:外观检验应在干燥、清洁、光线充足的环境中进行,以确保有效的观察和判断。
3. 检验工具:使用适当的检验工具,如测量仪器、放大镜等,
以帮助进行准确的外观检验。
4. 检验记录:对每个零部件的外观检验结果进行记录,包括通
过与不通过的判定,并进行必要的数据分析。
总结
本文档提供了汽车零部件外观检验的质量标准和规范标准,以
确保零部件的质量和外观符合要求。
通过严格遵守这些标准,可以
提高汽车零部件的可靠性和合格率,以保障汽车的质量和安全。
汽车零件检验方法及检验标准
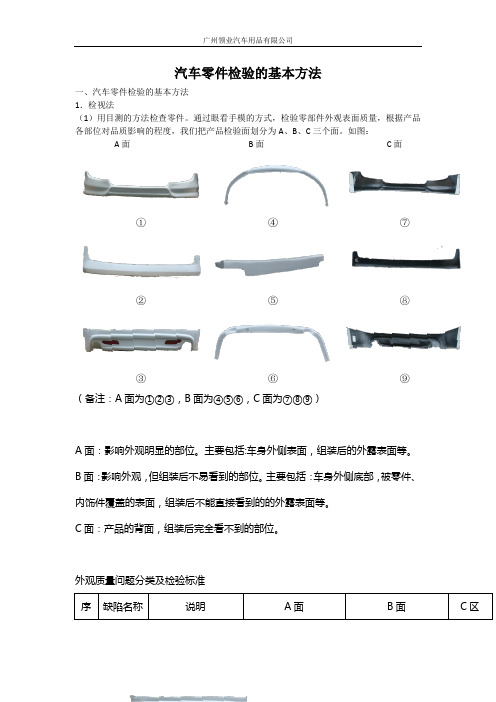
汽车零件检验的基本方法
一、汽车零件检验的基本方法
1.检视法
(1)用目测的方法检查零件。
通过眼看手模的方式,检验零部件外观表面质量,根据产品
各部位对品质影响的程度,我们把产品检验面划分为A、B、C三个面。
如图:
A面B面C面
①④⑦
②⑤⑧
③⑥⑨
(备注:A面为①②③,B面为④⑤⑥,C面为⑦⑧⑨)
A面:影响外观明显的部位。
主要包括:车身外侧表面,组装后的外露表面等。
B面:影响外观,但组装后不易看到的部位。
主要包括:车身外侧底部,被零件、
内饰件覆盖的表面,组装后不能直接看到的的外露表面等。
C面:产品的背面,组装后完全看不到的部位。
外观质量问题分类及检验标准
序缺陷名称说明A面B面C区。
汽车零部件验收及全套检验标准
汽车零部件验收及全套检验标准零部件验收标准
1. 零部件外观检查:检查零部件表面是否有砂眼、气泡、裂纹、划痕等损伤。
2. 严重度检查:对零部件的严重度进行检查,一般分为A、B、
C、D四个等级,不同等级对应的零部件有不同的瑕疵限额。
3. 零部件尺寸检查:对零部件的尺寸进行检查,确保符合设计
要求。
4. 零部件材质检查:对零部件的材质进行检查,必须符合设计
要求。
全套检验标准
1. 车身检测:包括车灯功能、玻璃、车架等方面的检查。
2. 发动机检测:对发动机的性能进行测试,包括启动、怠速、
加速等方面。
3. 制动系统检测:对制动系统性能进行测试,确保制动力稳定。
4. 悬挂系统检测:对悬挂系统进行检查,确保能够正常工作。
5. 转向系统检测:对转向系统进行检查,确保能够正常工作。
6. 轮胎检测:对轮胎进行检查,检查轮胎的花纹深度、磨损情况、气压等。
以上为汽车零部件验收及全套检验标准,供参考。
为确保行车
安全和质量,建议对汽车定期进行检查、保养和维修。
汽车内饰件 过程检验规范

1*11电子秤B 1模ROHSROHS检测仪A3///3///3///3///颜色目视B 3///结构目视B4///5///6///7///页 数第 1 页,共 2 页全检标准尺寸、性能项抽样数量版本号:01NO:《注塑首/末件、巡回检查记录表》 《制程异常整改通知单》 《不合格品处置追踪单》《EDXRF测试报告》《评审记录表》《制程异常整改通知单》或《不合格品处置追踪单》的提出→部门主管审核并通知制造部相关人员→制造部根据需要召集相关部门人员评审→最终处理方案确定→根据最终处理方案执行→《制程异常整改通知单》或《不合格品处置追踪单》信息向责任人员发出→责任人员对《制程异常整改通知单》或《不合格品处置追踪单》描述的项目及时进行分析与整改→IPQC对责任人员回复的《制程异常整改通知单》或《不合格品处置追踪单》进行书面确认→IPQC对责任人对改善品或改善过程进行确认→连续三批验证OK后进行结案处理,否则循环进行工作开展。
1.外箱物料标签内容包括产品名称、物料编码、包装数量、供应商简称、供应商生产批号、供应商代码等.2.无破损、变形,实物与标识相符,数量准确,3.根据作业指导书要求进行包装,并列摆放,12只/层,2层/箱,合计24只/箱.1.零件应无异常、杂点、料纹、变形、缺料、凹坑、断裂、划伤、碰伤、压痕、擦划伤等缺陷.2.零件外表面应无明显拉毛、顶白、熔接痕等缺陷.3.浇口需扦平、四周边不可有刮伤毛刺.4.参照样品进行判断.3模要求标准序号检验仪器缺陷等级抽样数检验项目外观包装检验方法目视目视缺陷等级B B 标准化/日期批准/日期审核/日期A为法律法规; B为主要尺寸和性能; C为次要尺寸和性能RoHS项,开机时每天抽样一样,首件:3模/批,末件:1模/批(外观、尺寸、结构、颜色);巡检:尺寸项:1次/2小时,每次1 模,外观、颜色、结构项每2小时巡检一次,1次/2H,3模/次(零缺陷);装配项:1次/2H,1模/批次.包装项:全检.相关记录不合格处理流程更改标记更改处数更改通知单号更改内容编制/日期///缺陷等级描述抽样方案描述3模/结构与技术图纸、样件相符。
汽车行业产品检验标准

汽车行业产品检验标准汽车行业是现代工业中重要的支柱产业之一,汽车产品的质量和安全对消费者和社会都具有重要意义。
为了确保汽车产品的质量和合规性,制定了一系列的汽车行业产品检验标准,旨在规范汽车生产和销售过程,保障消费者的权益和安全。
本文将从汽车零部件、车辆整车以及环境保护等方面,探讨汽车行业的产品检验标准。
一、汽车零部件的产品检验标准1.发动机部件检验标准发动机是汽车的核心零部件之一,其质量直接影响汽车的性能和可靠性。
发动机部件的产品检验标准主要包括材料的力学性能测试、动力性能测试、耐久性测试以及排放检测等。
例如,发动机的材料应符合相关的标准,如耐热性、抗氧化性等。
动力性能测试则要求发动机在不同工况下的加速性能、扭矩输出和燃油经济性等指标符合相应标准。
2.刹车系统部件检验标准刹车系统是汽车的重要安全装置,其性能直接关系到汽车的制动效果和行驶安全。
刹车系统部件的产品检验标准主要包括刹车片材料的摩擦系数测试、刹车管路的泄漏检测、刹车主缸的制动力检测等。
例如,刹车片的摩擦系数应满足制动性能要求,刹车管路应无泄漏现象,刹车主缸的制动力应符合相应标准。
3.安全气囊系统部件检验标准安全气囊是现代汽车的重要被动安全装置,其质量和可靠性对乘车人员的安全至关重要。
安全气囊系统部件的产品检验标准主要包括气囊的爆炸性能、喷气速度、喷气角度和有效保护区域等方面。
例如,气囊的爆炸性能需要符合对撞测试的要求,喷气速度和角度应满足保护乘车人员的需求,有效保护区域要覆盖车内的关键部位。
二、车辆整车的产品检验标准1.整车安全性能检验标准车辆整车的产品检验标准主要包括碰撞测试、侧翻测试、刹车性能测试、制动距离测试等,以评估车辆在各种紧急情况下的安全性能。
例如,碰撞测试可以通过撞击试验模拟车辆发生碰撞的情况,评估车辆的抗撞性和乘员的保护性能。
侧翻测试可以模拟车辆在转弯时可能发生侧翻的情况,以评估车辆的稳定性和乘员的安全性。
2.车辆环保性能检验标准随着社会对环境保护的要求越来越高,车辆的环保性能也成为汽车行业重点关注的问题之一。
汽车零部件质量检验标准
汽车零部件质量检验标准随着汽车行业的快速发展,汽车零部件作为汽车整体性能和品质的关键组成部分,其质量的可靠性和安全性已经成为人们关注的焦点。
为了确保汽车的质量和安全,制定和执行严格的汽车零部件质量检验标准是必不可少的。
本文将从不同角度介绍汽车零部件质量检验的标准和规程,旨在为汽车行业提供参考。
1. 材料性能检验在汽车零部件的生产过程中,材料的性能直接影响着零部件的质量和寿命。
因此,对材料的性能进行严格检验至关重要。
标准规定了材料的强度、韧性、硬度等性能指标,并要求对材料进行拉伸、冲击、硬度等测试。
只有符合要求的材料才能用于零部件的制造。
2. 尺寸和装配检验零部件的尺寸和装配质量直接决定了它们在汽车整体中的精准度和合适程度。
标准规定了零部件的尺寸公差范围,要求对零部件的尺寸进行精确测量,并进行装配试验。
只有满足尺寸和装配要求的零部件才能被认可和使用。
3. 功能性能检验汽车零部件的功能性能直接决定了汽车的性能和使用效果。
标准规定了对不同类型零部件的功能性能进行测试的方法和标准。
例如,对发动机的功率输出和扭矩进行测试,对刹车系统的制动力和制动距离进行测试等。
只有在功能性能检验合格的情况下,零部件才能被应用于汽车生产中。
4. 耐久性检验汽车零部件在长时间使用过程中可能会遭遇各种不同的环境和负荷,因此其耐久性是一个重要的检验指标。
标准规定了进行耐久性测试的方法和标准,例如模拟不同环境温度下的零部件使用,对零部件进行疲劳试验等。
只有通过耐久性检验的零部件才能保证在长期使用中不会发生失效和故障。
5. 安全性检验汽车的安全性是人们关注的焦点之一,汽车零部件的安全性检验也是一个重要的方面。
标准规定了对不同零部件进行安全性能测试的方法和要求,例如对安全气囊的爆炸力和响应时间进行测试,对座椅安全带的承载能力进行测试等。
只有通过安全性检验的零部件才能确保汽车在发生事故时能够提供有效的保护。
综上所述,汽车零部件质量检验标准的制定和执行对于确保汽车的质量和安全至关重要。
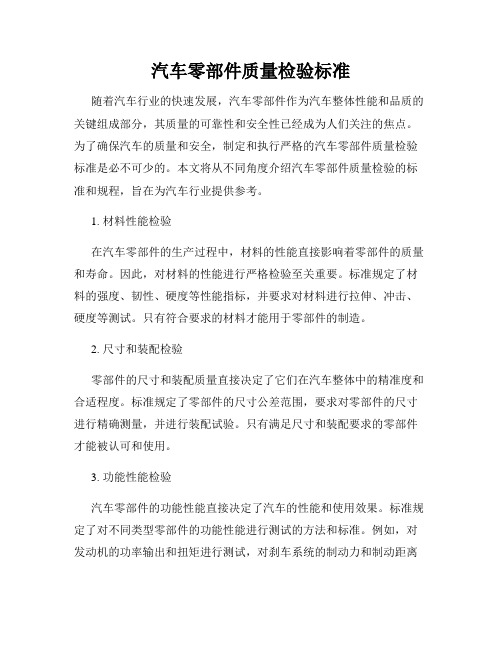
GP12检验标准书
MA
目测
管身无油污
MA
目测
外观要求 管身焊缝无开裂、变形
CR
目测/手感
无刮手毛刺
MA
目测/手感
管内无铁屑、脏污
MA
目测
序号: 检验项目
QC点
检验工具
1
407±1
检具
2
6.0-0.1
检具
3
6.0-.1
检具
4
φ6.3+0.1
检具
5
检具
备注
检验人员进行检验时应戴手套 (致命缺陷CR 主要缺陷MA 次要缺陷MI)
通过则判合格;止端通过,产
品短,不合格;通端不能通过
产品长,亦不合格(如图三)
3.检查 φ6.3+0.1/-0(QC12)
用塞规插入孔内,通端过,止端止
则判合格,否则不合格(如图四)
4.检查
(QC10)
将产品放入检测槽内(如图五),
产品能在槽内自由转动,不受干
涉则合格,如转动时两槽壁与之发
生干涉则不合格。(检验时产品需
客户 品名 编制日期
弗吉亚 TUBE-RECLINER
2011/7/13
材质 图号 生效日期
苏州红荔汽车零部件有限公司
GP12检验指导书及操作流程
SAE1010
规 格 φ9.525*0.9
5503782F
编 号 HL-WI-03-024
2011/7/13
版本号
项目
内容
重要性
检测工具
表面无生锈、麻斑、划伤
检具编号:HL-5503782-088/095/155
核准:
审核:
A4
步骤与方法:
汽车零部件外观检验标准

汽车零部件外观检验标准引言汽车零部件外观检验是确保产品质量和外观一致性的重要环节。
通过制定明确的外观检验标准,能够保证汽车零部件的外观质量符合客户要求,提升产品质量,增加客户满意度。
本文档旨在制定汽车零部件的外观检验标准,确保产品外观的一致性和标准化。
检验标准内容外观检验标准应包括以下内容:1. 外观缺陷分类根据汽车零部件的不同特点和材质,将外观缺陷分为以下几类:- 表面缺陷:如划痕、凸起、下陷等- 气泡和孔洞:如气泡、孔洞、气穴等- 颜色差异:如颜色不一致、色差过大等- 成型缺陷:如毛刺、闪边、毛边等- 污染:如油污、灰尘、胶污等- 组装缺陷:如组装不牢、配件缺失等2. 检验方法和工具为了确保检验结果的准确性和可重复性,应确定合适的检验方法和专用工具,例如:- 目视检验:通过肉眼观察零部件表面是否存在缺陷- 光照检验:利用光源照射零部件表面,观察光线反射和缺陷是否存在- 量测仪器:使用显微镜、测微仪等工具对尺寸和缺陷进行准确测量3. 检验标准和接受级别为了确保产品质量的一致性,应制定明确的检验标准和接受级别。
检验标准应基于产品设计和客户要求,包括:- 外观缺陷描述:对各类外观缺陷的定义和描述- 缺陷数量限制:根据产品尺寸和客户需求,规定每个零部件可接受的缺陷数量- 缺陷等级划分:将缺陷按照严重程度划分为不同等级,并规定每个等级的接受数量和处理方式4. 检验记录和反馈机制应建立合适的检验记录和反馈机制,以便及时整改和改进。
记录应包括以下内容:- 检验日期和时间- 被检零部件的批次号或序列号- 检验员信息- 检验结果和缺陷类型、数量- 缺陷处理和整改情况- 客户投诉及处理情况结论通过制定清晰的汽车零部件外观检验标准,能够确保产品外观的一致性和标准化。
只有经过严格的外观检验,才能提供高品质、优美外观的汽车零部件,满足客户需求和期望。
同时,建立完善的检验记录和反馈机制,有助于及时发现和解决问题,提升产品质量和客户满意度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMEA
Number 文件
Key Date 关键日期:
2010/5/18
Potential
Current
Current Responsibility
Process Potential Potential Cause(s)/Process Process Recommende
d & Target
Function/
Requirements
Failure Effect(s) of Mechanism(s)Controls Controls Action(s)
Completion Actions Mode
Failure
of Failure -Prevention -Detection Date Taken 过程功能过程要求潜在失效模式潜在失效后果
潜在失效起因
现行预防过程控
制
现行过程控制
建议措施
负责人及完成
日期
采取的措施
65Mn
材质65Mn不符合要求Op:
C: 功能失效造成报废 V: 降低可靠性8
混入不同牌号的
材料或材料成份不符合要求
1
供应商管控和质
量协议
每批材料供应商需提供
材质证明,每年送第三方验证1次
756料厚0.6+0.1/-0料厚0.6不符合要求
Op: 影响后序加工 C: 影响使用性能 V: 影响使用性能7
供应商混料或者
工艺不稳定尺寸超差
2供应商管理依原材料检验标准及作业指导书检验228
外观(无折弯/生
锈)
有压伤/生锈现象
Op: 影响加工性能 C: 影响使用性能 V: 影响使用性能6材料拉伸时没有
更好的成型,没有捆包好
2供应商管理依原材料检验标准及作业指导书检验
224
建立材料档案未建立材料档案Op:无法追溯原料批次 C: 无法追溯原料批次 V: 无法追溯原料批次6没有建立档案,
无发对材料进行监控
2进行批号管理建立材料批号追朔表224
有害物质的确认
有害物质含量不符
合要求Op: none
C: 可能导致没有市场
V: 可能导致没有市场8
供应商过程控制问题1
供应商管控和质
量协议
1、要求每批提供材质测
试报告
2、定期送第三方测试756核实数量数量过多过少
Op: 致库存量增加/不足
C: 不能按量完成订单 V: 不能按计划完成生产
6未确认数量入库2
建立仓库管理制
度
过磅确认供应商提交送货单剧上的数量224
分类放置
不同牌号及不同规格的混放在一起难区分
Op: 库存混乱,影响生产 C: 不能按量完成订单
V: 影响正常生产6未分类分批放置2分类分批放置,进行明确标示建立材料批号追朔表,并进行区域放置管理224
30领料
领取正确型号和数量的原料
领料数量、型号错
误Op: 生产延误或无法生产
C: 不能按时完成订单
V: 无法按计划生产6仓库人员疏忽2对仓库管理人员定期培训
开立领料单,每次由领料和发料人员核对
224
内径¢
7.8+0.3/-0.1偏大或偏小
Op: 浪费材料
C: 无法装配 V:
73363
R角6.5+0/-0.25偏大或偏小Op: 浪费材料 C: 影响装配 V:
73363
寸法2.8+0/-0.3
偏大或偏小Op: 浪费材料 C:影响装配 V:
73
363
寸法8+0/-0.2
偏大或偏小Op: 浪费材料 C: 装配异响 V:
73
363
寸法2.0±0.15
偏大或偏小Op: 浪费材料 C:影响装配 V:
7
3
363
寸法6.5±0.5
偏大或偏小Op: 浪费材料 C:影响装配 V:
73
363
R角0.4偏大或偏小
Op: 浪费材料 C:影响装配 V:
53345
寸法13+0/-0.15
偏大或偏小
Op: 浪费材料 C:影响装配 V:
73363
外观(无伤痕/变形/生锈)有伤痕/变形/生锈现象
Op: 浪费材料 C:影响装配 V:
7
机器不稳定模具有磨损3
建立机器和模具
的保养制度过程抽检外观363
50成品检验控制不良品流出不良品流出Op: 后工序才发现造成报废
C: 影响使用性能 V:
7
检验员不能判定不良品或漏检2
对检验人员培训
合格后上岗1、随机抽样
2、组长审核检验报告570
60热处理
提高力学性能,稳定尺寸
不符合客户要求Op: 浪费材料 C: 无法使用 V: 降低可靠度8供应商过程控制
有问题2供应商管理
要求供应商每个部品作
成操作指导书
696
镀锌(环保)电镀种类错误Op: 浪费材料 C: 影响使用性能 V: 影响使用性能8
1.作业员对电镀种类不清楚
2.供应商过程控制有问题
2供应商管理
1、要求供应商每个部品
作成操作指导书
2、怡中抽检580外观
有混料和变形品Op: 浪费材料C: 影响使用性能
V:增加检验时间延误交期6
供应商过程控制
有问题
3供应商管理
电镀回来抽检
590
尺寸
电镀后尺寸变化Op: 浪费材料 C: 影响使用性能 V: 影响使用性能7供应商过程控制
有问题
2供应商管理
电镀回来抽检570
盐雾试验96H 盐雾试验通不过Op: 影响加工性能 C: 影响使用性能 V: 影响使用性能7
供应商过程控制
有问题
2供应商管理
电镀回来,抽检
10PCS/LOT做盐雾试验570
80受入檢查
控制电镀不良品流入不良品未检验出Op: 后工序发现造成挑选工时或报废 C: V:7检验员不能判定不良品或漏检2
对检验人员培训
合格后上岗1、随机抽样
2、组长审核检验报告570
90
包装500PCS/袋
多数或少数Op:
C: 客户抱怨 V:
6未进行过磅或过
磅不准确2
依仓库管理制度
执行
依仓库管理制度执行
224
100
入库存储写标示入库未写标示Op: 无法确认数量质量 C: 抱怨 V:
6
仓库管理人员疏
忽
2
依仓库管理制度执行入库时核实标示及建立
在库表
224
110
出货检验控制不良品流出不良品流出Op:
C: 客户投诉 V:
8
检验员不能判定不良品或漏检2
对检验人员培训
合格后上岗
1、随机抽样
2、组长审核检验报告
580
FMEA Item No.10进货检验
Severity
Occurrence
Detection
Classification
Occurrence
Detection
RPN
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PROCESS FMEA) 过程潜在失效模式及效应分析
1、调机人员开
始调试时不到位,设置参数错
误
2、机器不稳定模具有磨损
1、作业员没有严
格按照作业指导
书操作
2、建立机器和模
具的保养制度
1、进行首末件检查
2、生产过程抽检
70电镀
20原料入库
40
成型
Model Year(s)/Vehicle(s)车型年/项目:Core Team 多功能小组成员:
谢峰/张应明/阳外春/林雪珊
Process Responsibility 责任部门: 工程部/品质部/生产部/资材部MI0000000N08
Item 产品/零件名称及编号:
RPN
FMEA-2010070301
Prepared By 制订人: 张明贵(0769-********) 怡中弹簧2010/7/32010/7/3
Action Results 措施的结果
Date (Orig)日期(编制)Date(Rev)日期(修订):
Severity。