宏程序—倒圆 倒角
浅谈数控铣床上用宏程序编程倒圆的方法
N50 G1 Z[ 5COS[ #1] 一5 ] F1 00 ,亿向进给)
N6 0G4 2X一[ 5 SI N[ #1 ] 一35】D01:Ⅸ进刀加右刀偏)
N70G21135~5SI Nl #11】.
( 整圆顺时针铣削)
N80#1=#1+1:
《给 #1赋值为 ≠}1+1, 角度递 增)
N90I F【 梓1 LE90] GOT050.( #1小于90跳转至N50段,循环)
=疆惑譬藏宏箍薜编疆;受量;繁鼗皱露| | 一| l
|
¨11:
_。| | _ ?
_ _=j 一_
_
?|
|
|
■ ?l —i
I | ~ n二|
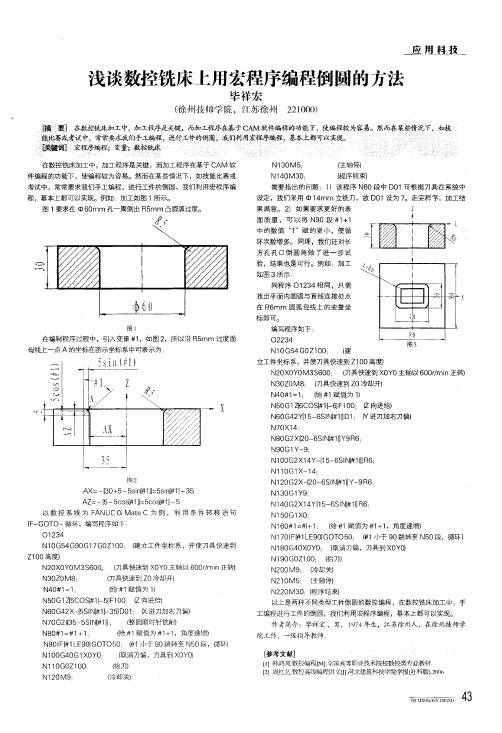
在数 控铣床mI 中,加 工程序是 关键, 而加工程 序在基 于CAM软
N13 0M5 ,
( 主轴停)
件编程的功能下,使编程较为容易。然而在某些情况下,如技能比赛或
应用科技
浅 谈数控 铣 床上 用宏 程序 编程 倒圆 的方 法
毕祥 宏 ( 徐州技师学院,江苏徐州221000)
髓B海癣i翮蒸在寮数考控斌铣旁床,加劳工藏中妥,球加莪工移程序,是手关磊键编,徭而避加移工零程劳序的港倒蕊霹于G,枷凌软移件杉编牌程.的密功$能乏下辱,i使鳊编寝程,较豢为零容生笏彩。制然瓤而在| | 慕:姥『情j一况|下,j如技
果满意 。2)如果 要求更好 的表
Z
面质 量, 可以 将N90段 _} } 1+1
{
中的数值“1”赋的更小,使循 环次数增多。同理,我们还对长
囫
阱
钐
彩
方孔孔 口倒圜角 做了进一 步试 验,结果也是可行。例如:加工 如图 3所示 .
同 程序 01234相 同, 只需
应用宏程序在数控铣床加工倒角、圆角 - 常州铁道高等职业技术学校

宏程序在轮廓倒圆角编程中的应用(常州铁道高等职业技术学校江苏,常州 213011)赵太平摘要:本文通过在立式加工中心上倒圆角加工的原理和过程的分析,确定了倒圆角编程要解决的关键问题,并结合实例分析了应用宏程序编制倒圆角编程的方法。
关键词:倒圆角;编程;宏程序圆角是零件轮廓常见的结构部分之一,在立式加工中心上采用立铣刀来加工零件轮廓径,使刀具沿其中心轨迹运动,正确加工出工件轮廓。
采用这种方法来编制倒圆角的加工程序,立铣刀切削刀尖在高度方向每下降一个深度,将要按如图2俯视图所示的一条刀具切削轨迹的实际尺寸编制一段程序,一方面为了保证圆角部分的加工精度,圆角园弧将被划分成很多等份,程序将会很烦琐,另一方面如果工件侧面轮廓复杂的话,每条刀具切削轨迹节点坐标计算量将很大,使编程工作量大大增加,甚至手工编程无法完成。
如图3所示每条刀具切削轨迹好象是把工件侧面轮廓不断等距偏移形成的。
每条刀具中心轨迹与对应的刀具切削轨迹存在一定距离的偏差,在实际加工时,机床控制刀具走的是加工出就是工件侧面轮廓,若按照同样的工件侧面轮廓的尺寸编程,但在半径补偿寄存器中输入值为(r -△),刀具实际半径不变,实际加工时,刀具中心轨迹会向内偏移△,加工出的实际轮廓就是把工件侧面轮廓小△。
可以看出,按照同样的工件侧面轮廓的尺寸编程,通过改变补偿寄存器中的半径补偿值,就可以得到不同的刀具切削轨迹。
对于具备刀具半径补偿量可变量赋值的数控系统(如FANUC-0i 系统),倒圆角加工可以按照工件侧面轮廓的尺寸编程,立铣刀切削刀尖在不同高度位置时的提供不同的半径补偿(r -△)图4凸圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式1和公式2,凹圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式3和公式4,h = R-R×cosα--------------------------------------------(式1)L = r-R+R×sinα-----------------------------------------(式2)h1= R×sinα-----------------------------------------------(式3)L1= r-R×cosα--------------------------------------------(式4)(其中:R-圆角半径,r-刀具半径,α-角度变量)通过上述分析可以看出,在加工过程中刀具切削刀尖到上表面的距离h(h1)和刀具四、小结轮廓的倒圆角加工,一般先完成其基本轮廓的加工,然后在其轮廓的基础上采用宏程序进行编程加工,对于具备刀具半径补偿值可变量赋值的数控系统,倒圆角编程加工将更加方便。
利用宏程序编制长方台倒圆角程序

机 电技 术
2 0 1 3 年4 月
利用宏程序编制长方 台倒 圆角程序
胡翔 云 胡 莹
( 1 . 湖 北 职业 技术 学 院 ,湖 北 孝 感 4 3 2 0 0 0 ;2 . 湖 北 省 孝 感 高 级 中 学2 0 1 1 0 7 班, 湖 北 孝感 4 3 2 0 0 0 )
图 1 长方台倒圆角零件 图及其 分析
程 序 的编制要 根据 加工走 刀路 线确 定 。凸台 上R 5倒 圆角 曲面为 不能展 开成平 面 的空 间 曲面 ,
3 宏 程 序 编 制
采用 H NC 一 2 1 M 数控 系统进 行编程 。
%0 0 01
采用 手工 编程 时 ,可 以利用 宏程序 编 程功 能 ,在 二轴 半立 式铣床 上 采用 球头 铣刀完 成 加工 。其 基
胡 翔 云 等 : 利 用 宏程 序编 制 长 方 台 倒 圆 角程 序
7 3
N7 0 G0 1 Z [ 2 5 + [ 拌 0 + ≠ } 1 ] S I N[ # 2 P I / 1 8 0 ] ]
可用 于类 似 零件 的加 工 。如 当倒 角 圆半径 和球 刀 半径 发生 改变 时 , 只 需改变 0 = 5 、 ≠ } l = 4的值 即可 ,
位 :度 N6 0 WH I L E≠ } 2 GT 9 0 ;进 行循环
具 的半径 补偿 功 能 ,让 刀具 实 际切 削点在 此高 度
作 者 简介 :胡 翔 ̄( 1 9 6 6 -) , 男,高级 工程 师 、副教授 ,硕 士 ,主要研 究方 向 :数控 技术 。
第 2期
中图分类号:T G6 5 9 文献标识码:A
文章编号 :1 6 7 2 . 4 8 0 1 ( 2 0 1 3 ) 0 2 . 0 7 2 . 0 2
6-5倒角宏程序的编制
N40 M05;
N45 T1 M6;
N50 G40 G49 G50 G69 G80;
N55 G90 G54 G00 X100. Y100. M3 S1200;
N60 G01 G43 Z50. H01 F2000; N65 #4=#4/2 (转换为刀具半径); N70 #6=2(#6:角度变量步距,设为1°);
N355 G00 Z200.0;
N360 M01; N365 ;(精铣圆角,球头刀)
N370 G28 G91 Z0;
N375 M05;
N380 T03 M6;
N385 G40 G49 G50 G69 G80;
N390 G90 G54 G00 X100. Y100. M3 S3000;
N395 G54 G90 G43 Z10. H03;
N175 G40 G49 G50 G69 G80;
N180 G90 G54 G00 X100. Y100. M3 S3000;
N185 G54 G90 G43 Z10. H03; N190 #5=#5/2(转换为刀具半径); N195 #6=1(#6角度变量步距,设为1°);
N200 G01 Z5. F2000; N205 #100=0;(角度变量——参数变量,初始值设 为0°) N210 #101=#1/2-#3+[#3+#5]*COS[#100];(环切轮廓 坐标计算)
2、确定数控加工工艺方案
数控加工工艺过程卡片
单位 工序号
工步号 1 2
(企业名称)
产品代号
零件名称
材料
程序编号 O6001,O6002
工步内容
粗铣 精铣
夹具名 称
宏程序孔口倒角45°公式

宏程序孔口倒角45°公式宏程序是计算机自动控制系统中的一种编程技术,用于指导机床或生产设备进行复杂的加工操作。
宏程序可以实现一系列操作的自动化执行,提高加工效率和准确度。
宏程序的应用非常广泛,其中一个典型的应用场景就是宏程序孔口倒角。
宏程序孔口倒角是一种常见的加工工艺,用于在工件的孔口进行45°的倒角处理。
这种倒角操作常见于金属材料的加工中,可以提高工件的使用寿命和美观性。
宏程序孔口倒角的公式主要涉及到倒角角度、孔口尺寸和倒角深度等参数。
一种常见的宏程序孔口倒角的流程如下:1.先定义倒角角度和倒角深度。
通常情况下,倒角角度为45°,倒角深度根据实际需要进行调整。
2.程序进入孔加工循环,首先进行孔底到孔口的快速下刀。
3.进行倒角切削。
根据倒角深度和倒角角度,确定倒角刀具的进给量和切削参数,进行倒角切削。
4.完成倒角切削后,退出孔加工循环。
1. 倒角刀具的进给量计算公式:进给量 = 倒角深度 / tan(倒角角度/2)2.倒角切削的切削速度计算公式:切削速度=3.14*刀具直径*主轴转速3.倒角切削的进给速度计算公式:进给速度=进给量*主轴转速4.倒角切削的切削时间计算公式:切削时间=倒角深度/进给速度根据上述公式,我们可以计算出倒角刀具的进给量、切削速度、进给速度和切削时间等参数。
根据实际需求,可以调整倒角深度和刀具直径等参数,来实现不同规格的宏程序孔口倒角。
总之,宏程序孔口倒角45°的公式是根据倒角角度、孔口尺寸和倒角深度等参数进行计算的。
倒角刀具的进给量、切削速度、进给速度和切削时间等参数可以通过相应的公式来计算。
正确使用这些公式可以帮助我们实现高效、准确的宏程序孔口倒角加工。
基于G10指令零件倒圆角与斜角宏程序编程探究

N1 0 G1 2 P1R# 5 0 L1 5
N10群 _ 2 [-o [1] 2 4 # 1 cs #3
N10# = 3 # 1 s [1] 5 [样 16 4 O Z— 4F 0
使用 G 0 1 指令 , 通过编程 的方法进行数据设定 , 变更刀具补偿值 , 使刀具运动的每一层轮廓轨迹符 合纬圆的基本规律 ,倒角与倒 圆就是应用这样 的方 法进行编程与加工的。
2 倒 圆程序举例
加工如图 1 所示 的工件 ,在 内孔上加工 4 m m 的倒圆。
关键词 : 0 宏程序 ; G1 ; 刀具轨迹 ; 数控编程
中图分类号 : H 6 T 14
文献标识码 : B
文章编号 :6 2 5 5 ( 0 1】2 0 2 — 4 1 7— 4 X 2 1 1— 1 90
用数控铣削加工锥大类零件时 ,通常采用铣刀 进行分层切削 , 拟合成形。在加工过程 中, 刀具 的中 心轨迹和零件轮廓之间的相对位置不断变化 ,倒角 与倒圆的轮廓 满足分层切削的特点。本文 以具体零 件为例 , 详细分析其形状特点 , 将刀具轨迹与加工轮 廓之间的不重合用变量补偿 G 0 1 指令表示 ,将轮廓 并进刀具路径 , 运用宏程序生成数控程序 , 为有关零 件数控编程提供 了有效的解决办法 。
N 0 1O 角度变量) 7 #=(
N 0 2 4倒 圆半径 ) 8 = ( N 0# = ( 具半 径) 9 3 8刀
N10WHIE# L 9 1 Ol 1 L flE 0D
N10眷 = 2 [- o l 2 4 # 1c s 】 ] N1 0样 = 3 # 1 s [1 3 5 # — 2 [-i # ] n 】
斜面、圆弧倒角面的宏编程ppt
D01=R刀-(H-h)*TANθ
(2)球头铣刀加工斜面的数学计算公式: 以深度为变量计算Z值和半径补偿值(D01)
Z= h+R刀* (1-SINθ) D01= R刀* COSθ-(H-h)*TANθ
刀具半径 斜面与垂直方向夹角 斜面的高度 深度变量,初始值0 深度增量值
T01 G54G90G0X30.Y0S1500M3; G43Z50.H01 Z5.M08 WHILE[#11LE#21] DO1; #22=#11+#19*[1-SIN[#20]]; #23=#19*COS[#20]-[#21#11]*TAN[#20]; G10L12P01R#23; G01Z-#22F200; G41D01 X20.0Y0 F600; Y-20.0; X-20.0;
在轮廓编程中,随着半径补偿值不同,刀具 中心的轨迹不同。 加工斜面或圆弧倒角时,以零件最大轮廓编 程,在不同的加工深度采用不同的刀具补偿值, 就能加工出斜面或圆弧倒角。 由于加工斜面、圆弧倒角时,不同加工深度 对应不同的半径补偿值,因此用常规编程无法实 现,需用宏编程。
图样和数学计算
斜面零件图
零件图纸
球头铣刀加工凸 R 圆角
刀具半径 圆弧倒角半径 角度变量,初始值0 角度增量值
T01 G54G90G0X30.Y0S2000M3; G43Z50.H01 Z5.M08 WHILE[#11LE90.0] DO1; #22=#21*[COS[#11]-1] #23=#21*SIN[#11]-#20 G01 Z#22 F300 G10 L12 P01 R#23 G41 D01 X20.0 Y0 F800 Y-20.0 X-20.0 Y0
用G10指令实现球头刀倒角的宏程序编制方法(钱方荣)

用G10指令实现球头刀倒角的宏程序编制方法祁阳县职业中专钱方荣摘要:倒角是零件的常见结构,一是为了去除零件上的毛刺,二是便于零件装配,倒角多为45°,也有30°或60°。
倒角常见的编程方法有:1、用CAM软件自动编程;2、使用倒角刀与刀补手工编程;3、利用宏程序编程。
立铣刀倒角加工后的表面比较粗糙,而用倒角刀、球头刀倒角,加工后的表面很光滑。
但CAM 软件生成的程序很长,空刀多,用倒角刀倒角编程简单。
在此介绍,用球头刀倒角的宏程序编程方法。
关键词:球头刀倒角、铣削体积率、G10指令格式正文:一、球头刀倒角原理如图1所示,对于倒角直线AB的形成是通过与球头刀的多个相切点加工完成。
将直线AB按规律等分,球头刀切削刃按要求与每个等分点相切,然后绕零件轮廓铣削一周,倒角就可以完成加工。
铣削加工轨迹如图2所示,可根据铣削加工精度的要求而确定直线AB的等分点,等分点越多加工精度越高。
图1 图2 图3手工编程通常按零件轮廓进行编程,走刀轨迹是刀具中心走的轨迹,实际加工时要执行刀具半径补偿,使走刀轨迹偏离编程轨迹一个距离,才能加工出正确轮廓。
用球头刀倒角时,有一个规律,刀具每次上抬d距离,半径补偿就减小e距离,而且最大半径补偿值应是刀具半径R,最小半径补偿值为R-△e。
e与d 的关系如下图3,其a为倒角角度,在小三角形里可以得出e=d/tan a (a为45°时,e=d)。
二、球头刀每分钟去除材料的铣削体积率以高速钢球头刀,45#材料为例。
一般来讲,每把刀具每分钟去除材料的铣削体积是有限的,每分钟去除材料的体积可以计算(V=f×S),其中S为刀具切入工件材料的横截面积,S=a p×a e,a p为铣削深度,a e为侧铣宽度。
而V有一个最大值,取一个合适值,可以看作恒定不变。
讲铣削体积率,是为了更好地理解球头刀切入工件材料的横截面积S小,进给速度f的取值就可以大。
球头铣刀加工倒圆角的宏程序编程分析

球头铣刀加工倒圆角的宏程序编程分析陈饰勇;梁集栋【摘要】倒圆角广泛应用于机械零件中,其加工编程方法多种多样,采用宏程序编程大大降低程序段的复杂性.分析了机械加工中常见的孔口倒圆角、圆柱倒圆角、椭圆柱倒圆角的FANUC系统宏程序编程.【期刊名称】《广州航海学院学报》【年(卷),期】2016(024)002【总页数】3页(P32-34)【关键词】倒圆角宏程序 FANUC【作者】陈饰勇;梁集栋【作者单位】广州航海学院船舶与海洋工程学院,广东广州510725【正文语种】中文【中图分类】TG71数控编程加工在模具制造行业被广泛的应用,模具中经常出现各种倒圆角.自动编程加工倒圆角,后处理程序较大.用宏程序编程使零件的加工程序变得条理清晰简洁明了,给编程带来了很大方便.本文以目前制造企业采用较多的 FANUC 数控系统为例,介绍宏程序编程在实际中的应用[1].球头铣刀加工曲面有加工表面光洁度高的优势,以下3个例子均采用球头铣刀编程.用Φ8球刀加工R3的内孔倒圆角,内孔直径为Φ20,建立工件坐标系,如图1所示.倒圆角时的的刀具路径是围绕着Φ20的内孔一圈一圈的加工,Z(变量用斜体,下同)轴方向为由上至下加工.程序中PI是代表圆周率∏,#1是角度t,增量是3.即角度增加3°,球刀围绕Φ20的内孔加工1圈.范围0~90度;#2是X值;#3是Z值.如果加工表面需要更好的表面粗糙度,可以把增量3改小,加工时间延长.相反的,加工表面所需表面粗糙度一般,可以把增量3增大,以减少加工时间,增加生产率.程序如下:O0001N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5N40 G01 Z0 F200 M8N50 #1=0N60 WHILE [#1 LE 90] DO1N70 #2=13-7*SIN[#1*PI/180]N80 #3=7-7*COS[#1*PI/180]N90 G01 X#2 F200N100 Z-#3N110 G03 I-#2 F800N120 #1=#1+3N130 END1N140 G00 Z100 M9N150 X0 Y250 M05N160 M30注意:此宏程序的编制,并没有采用刀具半径补偿指令.用Φ8球刀加工R3的圆柱倒圆角,圆柱直径为Φ20,建立工件坐标系,如图2所示.倒圆角时的刀具路径是围绕着Φ20的圆柱一圈一圈的加工,Z轴方向为由上至下加工.其中#1是角度t,增量是3.即角度增加3°,球刀围绕Φ20的圆柱加工一圈.范围是0~90度.注意增量角度尽量选择能被90整除的数字;#2是X值;#3是Z值.程序如下:O0002N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5 M8N40 G01 Z0 F200N50 #1=0N60 WHILE [#1 LE 90] DO1N70 #2=7+7*SIN[#1*PI/180]N80 #3=7-7*COS[#1*PI/180]N90 G01 X#2 F200N100 Z-#3N110 G03 I-#2 F800N120 #1=#1+3N130 END1N140 G00 Z100 M9N150 X0 Y250 M05N170 M30圆柱倒圆角程序与内孔倒圆角程序基本相同,其不同之处在于X方向的数值.椭圆柱表面长半轴20 mm,短半轴15 mm,如图3所示,用Φ10球刀加工R2的倒圆角.此宏程序较为复杂,既要R2倒圆角的宏程序,也要椭圆的宏程序,变量较多,共有8个.椭圆柱倒圆角编程如图4所示.程序中ABS表示绝对值.#1是图4的角度t,其范围是0~90度;#2是图4倒圆角时X值;#3是图4倒圆角时Z 值;#4是椭圆长轴半径;#5是椭圆短轴半径;#6是图3的角度k;#7是图3中椭圆与直线相交点的X值;#8是图3中椭圆与直线相交点的Y值.程序如下:O0003N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5N40 X25 M08N50 G01 Z0 F100N60 #1= -5N70 WHILE [#1 GE -90] DO2N80 #2=18+ABS[7*sin[#1*PI/180]]N90 #3=7-ABS[7*cos[#1*PI/180]]N100 #4=18+ABS[2*sin[#1*PI/180]]N110 #5=13+ABS[2*sin[#1*PI/180]]N120 G01 X#2=F100N130 G01 Z-#3N140 #6=1N150 WHILE [#6 LE 360] DO1N160 #7=#4*cos[#6*PI/180]N170 #8=#5*sin[#6*PI/180]N180 G64 G01 X#7 Y#8 F500N190 #6=#6+2N200 END1N210 #1=#1-5N220 END2N230 G00 Z100 M09N240 X0 Y220 M05N250 M30对于零件轮廓倒圆角的程序编制,需根据零件轮廓特征,巧妙地设定变量.再结合一些简化编程指令,可使编程高效和方便.同样的计算过程和编程方式,还可适用于其它形状工件边缘的不同大小的倒圆角、倒角、内孔、外形、平面加工等程序的编制[2].不同表面粗糙度的要求,只需要改变变量增量的大小即可.编程员要认真学习和领悟系统内置的各种功能,勇于尝试不同的切削方式和加工方法,逐步积累经验,形成自己的编程特色[3].本文所列举的3个实例,简单易懂,对于宏程序初学者来说有着重要的参考意义.【相关文献】[1] 陈小红,孟庆波,凌旭峰. 子程序在数控铣削加工中的应用[J]. 机床与液压,2014,42:41-44.[2] 杨鹏. 应用宏程序加工轮廓倒圆角[J].机械制造,2007,45:45-46.[3] 侯祖刚. 基于FANUC 32I球面铣削的编程技巧[J].模具制造,2014(1):78-80.。
HNC-21M轮廓倒圆角的宏程序加工
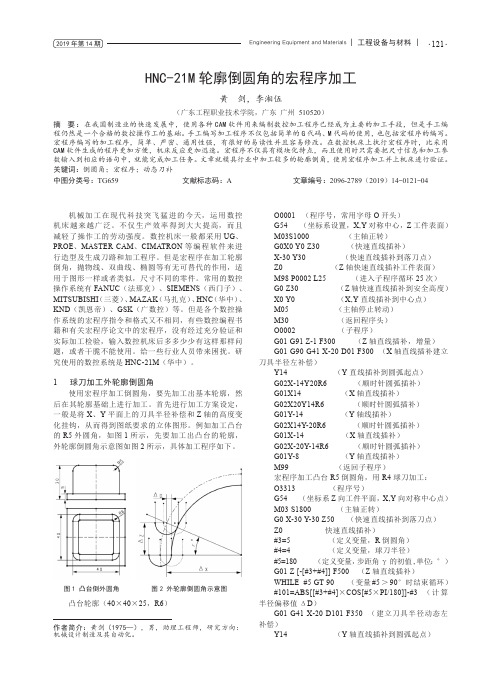
Engineering Equipment and Materials | 工程设备与材料 |·121·2019年第14期HNC-21M 轮廓倒圆角的宏程序加工黄 剑,李湘伍(广东工程职业技术学院,广东 广州 510520)摘 要:在我国制造业的快速发展中,使用各种CAM 软件用来编制数控加工程序已经成为主要的加工手段,但是手工编程仍然是一个合格的数控操作工的基础。
手工编写加工程序不仅包括简单的G 代码、M 代码的使用,也包括宏程序的编写。
宏程序编写的加工程序,简单、严密、通用性强,有很好的易读性并且容易修改。
在数控机床上执行宏程序时,比采用CAM 软件生成的程序更加方便,机床反应更加迅速。
宏程序不仅具有模块化特点,而且使用时只需要把尺寸信息和加工参数输入到相应的语句中,就能完成加工任务。
文章就模具行业中加工较多的轮廓倒角,使用宏程序加工并上机床进行验证。
关键词:倒圆角;宏程序;动态刀补中图分类号:TG659 文献标志码:A 文章编号:2096-2789(2019)14-0121-04作者简介:黄剑(1975—),男,助理工程师,研究方向:机械设计制造及其自动化。
机械加工在现代科技突飞猛进的今天,运用数控机床越来越广泛。
不仅生产效率得到大大提高,而且减轻了操作工的劳动强度。
数控机床一般都采用UG 、PROE 、MASTER CAM 、CIMATRON 等编程软件来进行造型及生成刀路和加工程序。
但是宏程序在加工轮廓倒角,抛物线、双曲线、椭圆等有无可替代的作用,适用于图形一样或者类似,尺寸不同的零件。
常用的数控操作系统有FANUC (法那克)、SIEMENS (西门子)、MITSUBISHI (三菱)、MAZAK (马扎克)、HNC (华中)、KND (凯恩帝)、GSK (广数控)等。
但是各个数控操作系统的宏程序指令和格式又不相同,有些数控编程书籍和有关宏程序论文中的宏程序,没有经过充分验证和实际加工检验,输入数控机床后多多少少有这样那样问题,或者干脆不能使用。
宏程序倒角编程及加工精度分析

l抬 I z 刀 向
t
ቤተ መጻሕፍቲ ባይዱ
控制 器的参数规则编制相应的参数化程序 。编程流
程如图1 所示 。
I 束I 结
图2 编程流程
3: 5 荔 , b 6i 晚
- 。 工 参 加 | 冷 ’ 碍 ‘ 磊 而
机 床 自动 化
a h r o l Auo r c OeT os tma i o
差 值 为 6。设 定 当 前 铣 削 位 置
P = 一[ N , ,一 ( z2i ) ] k /s n
() 7
在 点 ,当旋 转角的 增量 值为
0时 ,即 为 下 一 铣 削 点M ,则 P B为 增 量 角 0后 的 最 大 误 差
值
。设表面粗糙度尺 为轮
旋转角增量值
廓 算 术 平 均 偏 差 值 ,可近 似 取 图6 球头刀倒圆角的
=
2 。 R
如 图6 示 ,D 倒圆角的 中心 ,D 、D 为球 所 为 头刀中心。在Ao 中 ,根据余弦定理得 oP
02' /2 =0
2
析 ,为 变 量 控 制 提 供 了理 论 依 图 球头刀倒斜角的 7 据 ,有 效 地 避 免 了依 靠 经 验 引 深度增量值 起 的结 果 超差 。
I
z向进 刀到 深 度
{
z 进 刀到 深度 向
1 宏程 序倒 角编程 .
宏程序是在程序中使用变量,通过对变量进行
赋值 及 处理 达 到 程 序功 能 。 宏程 序 编制 过 程是 根 据
{
半 径 补偿 赋值
4
半径 补 偿赋 值
I
加 工 零件 轮廓
I
加 工零 件轮 廓
应用宏程序在数控铣床加工倒角、圆角-常州铁道高等职业技术学校

宏程序在轮廓倒圆角编程中的应用(常州铁道高等职业技术学校江苏,常州213011)赵太平摘要:本文通过在立式加工中心上倒圆角加工的原理和过程的分析,确定了倒圆角编程要解决的关键问题,并结合实例分析了应用宏程序编制倒圆角编程的方法。
关键词:倒圆角;编程;宏程序圆角是零件轮廓常见的结构部分之一,在立式加工中心上采用立铳刀来加工零件轮廓圆角的用一般手工编程方法编制加工程序往往比较复杂,应用宏程序可以简化编程。
、倒圆角加工的原理与过程如图1所示,对于圆角园弧AB的成形是通过折线拟合完成的。
将园弧AB按一定规律进行等份,立铳刀切削刀尖在高度方向按要求下到每个等份点位置, 加工一周,圆角就可加工完成。
刀具的切削加工轨迹如图2的俯视图所示,这样根据加工精度要求的需要,将园弧AB的等份数不断增加,折线就无限逼近园弧,达到加工要求。
二、倒圆角编程要解决的关键问题分析在进行零件加工程序编制时,一般按零件实际轮廓编程,实际加工时,机床控制刀具走的是刀具中心轨迹,编程轨迹与刀具中心轨迹必然存在位置偏差,现代数控系统一般都具有刀具补偿功能,加工时操作者在数控机床面板上将刀具半径输入到补偿寄存器中,统根据输入的刀具参数,自动使刀具轨迹相对于编程轨迹(零件轮廓轨迹)偏移一个刀具半径,使刀具沿其中心轨迹运动,正确加工出工件轮廓。
采用这种方法来编制倒圆角的加工程序,立铳刀切削刀尖在高度方向每下降一个深然后按工件轮廓切削数控系图2度,将要按如图2俯视图所示的一条刀具切削轨迹的实际尺寸编制一段程序,证圆角部分的加工精度,圆角园弧将被划分成很多等份,程序将会很烦琐,另一方面如果工件侧面轮廓复杂的话,每条刀具切削轨迹节点坐标计算量将很大,使编程工作量大大增加, 甚至手工编程无法完成。
如图3所示每条刀具切削轨迹好象是把工件侧面轮廓不断等距偏移形成的。
每条刀具刀具中心轨迹。
-工件侧面轮廓如果按照工件侧面轮廓的尺寸编程,并在半径补偿寄存器中输入实际的铳刀半径值加工出就是工件侧面轮廓,若按照同样的工件侧面轮廓的尺寸编程,但在半径补偿寄存器中输入值为(「一△),刀具实际半径不变,实际加工时,刀具中心轨迹会向内偏移△,实际轮廓就是把工件侧面轮廓小可以看出,按照同样的工件侧面轮廓的尺寸编程,通过改变补偿寄存器中的半径补偿值,就可以得到不同的刀具切削轨迹。
[doc]FANUC系统中万能倒角的宏程序
![[doc]FANUC系统中万能倒角的宏程序](https://img.taocdn.com/s3/m/f3163a6e30b765ce0508763231126edb6f1a764e.png)
FANUC系统中万能倒角的宏程序FANUC系统中万能倒角的宏程序白银有色金属职工大学(甘肃730900)万国银高永祥在数控机床应用日益推广的今天,在某些零件的加工边缘的倒角也逐渐在数控机床上进行加工,利用宏程序控制机床作两轴半联动即可实现倒角,本方法适用于任何零件的空间倒角,只要能编出零件的二维加工轮廓程序,就能实现利用该程序完成该轮廓的空间倒角加工.1.编程思路在进行编程时要有这样一个大致的思路,需要将垂直方向z指令与水平方向的,l,指令分开来编写,即在主程序中仅出现z向指令,水平方向的加工通过调用子程序来实现的,就是利用变量与子程序共同来完成倒角加工.这种编程思路主次清楚,经纬分明,结构明了.2.方法介绍遵循上述思路,就可利用同一程序实现粗,精加工及倒角加工.具体来说,当改变水平方向上的刀补值时,实现的是粗,精加工;当改变垂直方向的z值时,实现的是分层加工;当水平方向的刀补值和垂直方向的数值同时变化时,实现的即是两轴半联动,即倒角加工.也就是,在主程序中用变量控制z的值,在子程序中可用G10或#13001(刀具补偿变量)等变量来控制刀补值,从而实现倒角加工.当主,子程序中的变量关系符合直线时,则倒出的是直角;当变量关系符合圆弧时,则倒出的是圆角;当变量关系符合椭圆弧时,则倒出的是椭圆角.3.宏程序格式(1)程序结构综上所述,宏程序的主体结构组成如下:O0001;(主程序)00002;(子程序)#100=一a;#13001=a;WHILE[#100GE—c]DO2;WHILE[#13001GEb]DOI;C01Z#100F一;M98P0002;#100=#100一b:END2;M05;M30:CO1C,41XJ一1301F一;#13001=#13001一C:END1;M99(2)分析说明用公共变量即”#100=一a,WHILE[#l00GE—C]DO1”和”#100=#1O0一b”来控制了z向深度,这部分要放在主程序中;利用#13001 号变量(刀补变量)给”CO1C,41X—Y—D01F一”中的DO1进行赋值(#13001是通过相应的变量表达式给D01赋值的),这部分要放在子程序中,这样就可实现两轴半控制,完成倒角的加工任务.4.加工示例为了便于说明问题,全部采用立铣刀而非球头刀.零件图如图1所示.7l_l旦Z图I零件图(I)水平方向的粗,精加工程序经分析,用同一个程序在水平方向上实现粗,精加工必须是通过改变刀补值来完成的.改变刀补值的方法有两种方式,一是手工进行修改,一种是利用#13001来改变刀补值.手工修改就是在粗加工时给刀补地址D01输入一个值,精加工时再输一个值,来完成两次的Jjn-r;而#13001只给一个特定的表达式就可以来完成粗,精加工.参磊工冷加工兰生箜!塑_WWW.meta/workingI950.corn利用#13001编写的加工程序如下:00002;#13001=a;(给#13001进行赋值,a为粗加工刀补值) WHILE[#13001GEb]DO2;(条件语句,b为精加工刀补值)G41G01X20.Y一70.12D01F200;(建立左刀补)GO3XO.Y一50.121t20.;(圆弧切入)X一16.076Y一52.7751t50.;(外轮廓Jj~n-程序)GO2X一36.965Y一30.3041t16.8:C,03X一41.066Y0.00R30.:G02X一8.465Y41.4141126.4:G03X8.465Y41.414R15.;GO2X41.066Y0.0001126.4;G03X36.965Y一30.3041130.;GO2X16.076Y一52.775R16.8:G03X0.Y一50.12t150.:x一20.Y一70.12R20.;(圆弧切出)G4OGO1XO.Y一90.;(取消刀补)#13001=#13001一c;(赋值转换,e为刀补每次的减少量) END2;M99;(2)垂直方向的分层加工经分析,在z方向上的分层加工是通过宏程序控制每次的下刀深度和下刀次数,最终实现z向的1j~-c要求.编写的加工程序如下:00001;G90G54GOX0Y0M03$600;G43Z150.HO1;(长度补偿)XO.Y一90.;(下刀点)Z5.;(安全高度)#100=一2.;(给变量#100赋值为一2.)WHILE[#100GE一12.]DO1;CO1Z#100F60;(Z向下到#100所赋的深度)M981:’0002;(调00002号子程序)#100=#100—2.;(变量赋值转换)END1;(宏程序结束)GOz2oo.;(快速抬刀)M30;(程序结束)(3)水平,垂直方向同时改变来实现倒角加工经分析,在加工完整个轮廓后进行倒角1j~-c时,z向的变化量和水平方向的变化量之问是存在着一定的函数关系,通过这个函数关系来确定了两个变量每次的变化大2009年第,3期www.meta|磊工冷加工小和方向.选用立铣刀倒角时,为充分利用立铣刀的周刃及便于排屑,往往是从下向上进行加工倒角,并不是从上向下进行的.加工R5mm的外轮廓圆角,见图2,n=#110;5是圆角半径;Z:一5+5×SIN[#l1O],刀补值=刀具半径一c,c=5—5XCOS[#110],即:#13001=[10一[5—5COS[#l10]]]的程序如下0oo01G90G54GOXOYO;G43Z150.H01M03S1500;图2(4~20mm的立铣刀):XO.Y一90.;Z5.;#110=0:WHLIE[#1lOLE90]DO1;COlZ[一5.+5SIN[#l10]]F100;M98I:’0002;#110=#l10+1:GOZ2oo.:M30;00002;#13001=[10一[5—5COS[#l10]]] G41G01X20.Y一70.12DO1F50o: G03X0.Y一50.12tt20.;X一16.076Y一52.7751150.:G02X一36.965Y一30.304R16.8; G03X一41.066YO.00R30.;Go2X一8.465Y41.4141126.4: GO3X8.465Y41.414R15.;G02X41.066YO.0001t26.4;GO3X36.965Y一30.304t/30.:G02X16.076Y一52.775R16.8;G03XO.Y一50.121150.:X一20.Y一7O.121t20.:C40GO1XO.Y一90.;M99;加工C3内轮廓的倒角程序如下:(12mm的立铣刀)O0010;(主程序)Gg0G54GOXOYO;数控车床编程小技巧山东威海职业学院(264210)刘国通要充分发挥数控车床的作用,关键是编程,即根据不同的特点和精度要求,编制合理,高效的加工工序.常用的数控编程方法有手工编程和自动编程两种.手工编程是指从零件图样分析工艺处理,数据计算,输入程序到程序校验等各步骤主要由人工完成的编程过程.它适用于点位加工和几何形状不太复杂的零件加工,以及计算较简单,编程易于数显的场合等.对于几何形状复杂的零件,以及元素不复杂但需编制程序量很大的零件,要采用自动编程.下面以广数980TD系统为例,就数控车床零件加工中的手工编程技巧性问题进行一些探讨.1.正确选择程序原点在数控车削编程时,首先要选择零件上的一点作为数控程序原点,并以此为原点建立一个共建坐标系.程序原点的选择要尽量满足程序编制简单,尺寸换算少,引起的加工误差小等条件.我们通常将程序原点设定在工件轴线与工件前端面,后端面,卡爪前端面的交点上,C,43Z150.HO1:M03S1500;75.;#120=0:WHILE[#120LE3]DO1;GO1Z一3+#120F100:M98P0011;#120=#120+0.1:ENDI;GOZ200.;M05;M30;O0011(子程序);#13001:6一#120:G41CO1X7.Y一8.D01F50o:GO3X15.YO.R8.;X15.YO.I一15.J0.:尽量使编程基准与设计基准,装配基准重合.2.合理选择进给路线进给路线是刀具在整个加工工序中的运动轨迹,即刀具从对刀点开始进给运动开始,直到结束加工程序后退刀返回该点及所经过的路径.合理选择进给路线对于数控加工是很重要的,应考虑以下几个方面的问题: (1)尽量缩短进给路线,减少空走刀行程,提高生产效率从以下几方面做:①巧用起刀点.如在循环加工中,根据工件的实际加工情况,在确保安全和满足换刀需要的前提下,使刀点尽量靠近工件,减少空走刀行程,缩短进给路线,节省在加工过程中的执行时间.②在编制复杂轮廓的加工程序时,通过合理安排”回零”路线,使前一刀的终点与后一刀的起点间的距离尽量短, 以缩短进给路线,提高生产效率.③粗加工和半精加工时毛坯余量较大,应采用合适的循环加工方式,在兼顾被加工零件的刚性及加工工艺性等要求下,去掉最短的切削进给路线,降低刀具磨损.X7.Y8.H.G40CO1X0.Y0.;M99;5.几点说明(1)此方法适用于任何轮廓的倒角.(2)编程时主程序控制Z向指令.(3)编程时子程序中不能出现z向指令,只能是水平方向的移动指令.(4)子程序中须有刀补编程.(5)水平变化,垂直方向的变化应符合倒角模型关系.(6)切忌在子程序中出现垂直方向的z指令.MW(收稿日期:20090215)参磊工冷加工呈笪!皇塑_WWW.metalworking1950.corn。
变半径补偿宏程序在轮廓倒圆角中的应用

万方数据
此程序中,根据需要设定如下两个变量:
##l2—--—动圆态心切角削O,的初变始半值径为0值,△最D大,值表为达90。式;见公
式(2);
I|B一动态切削刀心的z值,表达式见公式(3)。
宏程序如下:
02; G54 Ggo G40 COO Z10; M03 S2800; X一60 Y一50;
#l=O;设置0的初始值 NIO铊=[4+5]枣COS[并1]一4;求出0角度对 应的刀具半径补偿值AD I|13“4+5]·siII[#1]一[4+5];求出动态切 削刀心的z坐标 C01 Z#3 F200;直线到达相应深度 GIO L12 P05 R撑2;将刀具半径补偿值输入 I)05,补偿值的大小由圯决定 G41C01 X一40 Y一45 D05 F300;建立刀具半径 补偿功能 Y21.6;按零件轮廓尺寸编程
心处的加工深度,0为自变量,即深度z处刀心和圆 角圆心的连线与水平线的夹角,AD为0角度对应 的刀具补偿半径。只要得出加工深度z和刀具补 偿半径AD之间的关系,即可进行变半径补偿编程。
1倒圆角加工原理
倒圆角属于三维型面加工,实际上是一种两轴 半加工,可用行切法,将轮廓圆角加工过程分解为刀 具沿轮廓在XOY平面内走刀的时候,不断周期改变 刀具的半径补偿值和z轴的深度,让刀具在径向和 轴向都有移动…,将倒圆角部分看成是由一个个轮廓 尺寸随着深度z的不同而不同的轮廓轨迹的叠加,如 图1所示。如果能找出深度Z与变半径补偿的半径 之间的关系,就能用宏程序来编制出任意轮廓边缘倒 圆角的加工程序。为了便于理解,轮廓边缘倒圆角采 用等角度环绕加工,如图2所示,选择球头铣刀加工, 工件坐标系原点设在圆角的圆心处(z值为刀尖接触 工件上表面时的机床坐标值减去(R+r)。假设R 为轮廓边缘的圆角半径,r为球头铣刀半径,z为刀
球头铣刀加工倒圆角的宏程序编程分析
球头铣刀加工倒圆角的宏程序编程分析
陈饰勇;梁集栋
【期刊名称】《广州航海高等专科学校学报》
【年(卷),期】2016(024)002
【摘要】倒圆角广泛应用于机械零件中,其加工编程方法多种多样,采用宏程序编程大大降低程序段的复杂性.分析了机械加工中常见的孔口倒圆角、圆柱倒圆角、椭圆柱倒圆角的FANUC系统宏程序编程.
【总页数】3页(P32-34)
【作者】陈饰勇;梁集栋
【作者单位】广州航海学院船舶与海洋工程学院,广东广州510725;广州航海学院船舶与海洋工程学院,广东广州510725
【正文语种】中文
【中图分类】TG71
【相关文献】
1.宏程序倒角编程及加工精度分析 [J], 李群
2.基于复杂零件的数控加工工艺分析和宏程序编程 [J], 蒋建强
3.宏程序加工非圆曲线的分析与应用——(数车A类宏的端面椭圆曲线轮廓编程) [J], 李志向
4.应用宏程序编程对圆柱孔螺旋铣削加工的分析研究 [J], 邓自清;郝新成
5.球头铣刀加工倒圆角的宏程序编程分析 [J], 陈饰勇;梁集栋;
因版权原因,仅展示原文概要,查看原文内容请购买。