冷带钢卷取机的结构与类型
常见开卷机卷取机的结构和特点
常见开卷机卷取机的结构和特点常见开卷机卷取机的结构和特点开卷机是金属板材校平的专用设备,用于校平线钢板、不平整板可根据相关配置组成开卷、校平、剪切生产线和其它板材制品生产线。
适用于机械、车辆、金属制品家用电器、钢构、装饰等行业。
开卷机是钢铁生产线中必不可少的重要设备之一,它的作用一个是通过涨紧钢卷内孔来支撑住钢卷;另一个是通过旋转在直头机的配合下将钢带头部送入矫平机。
因此开卷机性能的好坏对整个生产线的影响至关重要。
开卷机主轴具有两个功能,一个是带动钢卷旋转;另一个是钢卷的涨紧支撑。
涨紧的实现,通常是由和主轴安装在一起的油缸或气缸推动斜滑块来完成的,小机组多用气缸,大机组多用油缸;旋转的实现,通常是电机通过减速器带动主轴旋转来完成的。
而安装在主轴上的油缸或气缸要和主轴一起旋转,并且油缸或气缸都需要与工作介质管路一端相连,管路的另一端又要连接在液压站或者电磁阀上。
开卷机布置在机组入口部分的前端,分别与№1和№2钢卷小车相对应。
机组的开卷机的作用之一是在保持带钢后张力下进行上开卷,另外一个显著作用是其中心控制(CPC)下能实现带钢的自动对中。
常规连退、彩涂机组配置有2台开卷机,由于两台开卷机交替进行开卷,为机组后续设备的连续生产创造了先决条件。
剪切生产线配备一台开卷机。
入口段的带钢张力就是由开卷机与机组的№1张力辊组共同建立的。
开卷机机体为焊接箱形结构,变频调速电机通过齿轮箱减速后驱动卷筒轴为开卷机提供主动力。
开卷机的卷筒是一根空心轴,通过两个轴承支撑齿轮箱体上,轴承之间安装有传动直齿轮。
该齿轮箱是采用强制润滑的方式进行润滑的,并为闭环的油润滑系统配有两台恒速电机。
芯轴为一悬臂结构,在开卷时其前端由外支撑轴承进行支撑,以保持开卷机的刚度和稳定性。
开卷机芯轴通过四个端面上带斜度燕尾槽连接四块扇形板,每块扇形板在尾端通过一个径向滑道防止其轴向窜动,但可以实现沿径向涨缩。
在卷筒轴尾端连接有旋转油缸,油缸活塞杆通过卷筒轴中心的拉杆驱动前端四棱轴轴向滑动,从而带动扇形板径向涨缩。
冷态厚板带卷取机卷筒钳口结构设计选型
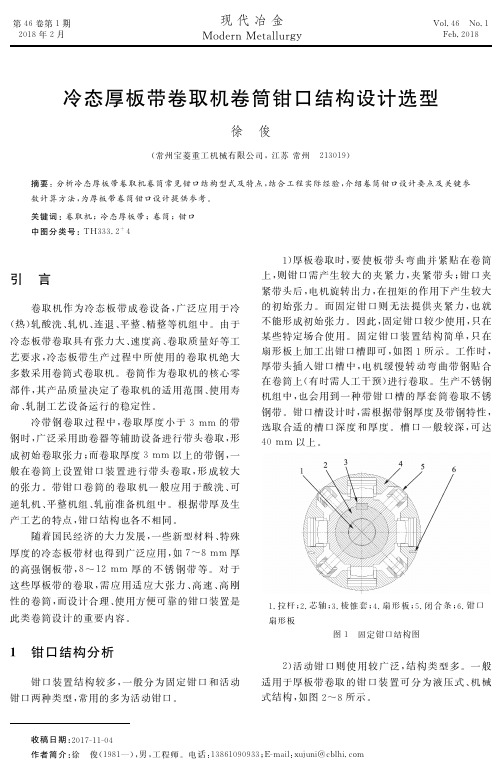
冷带钢 卷 取 过 程 中卷 取 厚 度 小 于 8 == 的 带 钢 时 广 泛 采 用 助 卷 器 等 辅 助 设 备 进 行 带 头 卷 取 形 成初始卷取张力而卷取厚度8 == 以上的带钢一 般在卷筒上设置钳 口 装 置 进 行 带 头 卷 取形 成 较 大 的张力带钳口卷 筒 的 卷 取 机 一 般 应 用 于 酸 洗可 逆 轧 机 平 整 机 组 轧 前 准 备 机 组 中 根 据 带 厚 及 生 产 工 艺 的 特 点 钳 口 结 构 也 各 不 相 同
#4拉杆$4芯轴84棱 锥 套!4扇 形 板?4闭 合 条"4钳 口 扇形板
图 # 固 定 钳 口 结 构 图
$活动钳 口 则 使 用 较 广 泛结 构 类 型 多 一 般 适用于厚板带卷取 的 钳 口 装 置 可 分 为 液 压 式机 械 式 结 构 如 图 $& 所 示
硅钢等需大张力 卷 取 的 使 用 场 合 工 作 时液 压 活 塞推动钳口板压 紧 带 头卸 卷 时液 压 回 油弹 簧 复 位 钳 口 板 卷 取 厚 板 带 时由 于 张 力 大磨 损 较 严 重设计时 需 考 虑 钳 口 板压 板 及 固 定 钳 口 板 的 材 料 结 构 及 表 面 硬 度 提 高 其 刚 性 及 耐 磨 性 卷 筒 使 用 时 需 注 意 钳 口 液 压 活 塞 漏 油 情 况
冷带钢卷取机的结构与类型

冷带钢卷取机的结构与类型常见的冷带钢卷取机有实心卷筒式、四棱锥式、八棱锥式、四斜楔式、弓形块式等结构。
(1)实心卷筒卷取机实心卷筒卷取机一般为两端支撑,结构简单,具有高的强度和刚度,用于大张力卷取。
其缺点是卸卷需采用倒卷方法,影响了轧机的生产能力。
为减少卸卷辅助时间,提高作业率,常采用转盘式双卷筒结构。
实心:卷筒在大张力卷取时,带钢对卷筒会产生很高的径向压力。
为防止卷筒塑性变形,卷筒材料常采用合金锻钢并经均匀热处理。
(2)四棱锥卷取机四棱锥卷筒可以克服实心卷筒卸卷困难的问题。
四棱锥卷筒胀径时,由胀缩缸直接推动棱锥轴,使扇形块产生径向位移。
由于没有中间零件,棱锥轴直径大,强度高,可承受张力,常用于多辊可逆式冷轧机的大张力卷取和冷轧连轧机组的卷取机。
卷筒的棱锥轴有正锥式和倒锥式。
正锥式四棱锥卷取机卷筒主要由棱锥轴、扇形块、钳口及胀缩缸等组成,结构简单。
(3)八棱锥卷取机近年来冷轧机向高速、重卷、自动化方向发展,在卷取机结构上有较大的改进。
为减小卷取机转动惯量,改善起动、调速、制动性能,常采用电动机直接传动卷筒的方式。
为解决胀开时扇形块间的缝隙对薄带钢表面质量的影响,卷筒采用四棱锥加镶条的结构即八棱锥,卷筒胀开后能成为一个完整的圆柱体。
卷筒由扇形块、镶条、八棱锥芯轴、拉杆、花键轴等组成。
胀径时,油缸通过杠杆拨叉推动两个斜块向左移动,使四个胀缩连杆伸直并推动环形弹簧及方形架,使花键轴和拉杆右移,棱锥轴靠轴承支承于机架上不能左右移动。
因此,拉杆带动头套使扇形块及镶条相对棱锥轴右移胀径。
缩径时,油缸通过杠杆拨叉将斜块拨出,胀缩连杆在弹簧作用下折曲,扇形块、花键轴等靠胀径时储存在弹簧中的压缩变形能复位,使卷筒收缩。
为提高卷取机刚度,卷筒设有活动支承。
八棱锥卷筒除棱锥强度高,扇形刚度大以外,还具有以下特点:当卷筒胀开后,胀缩连杆压在凸块的顶平面上定位并自锁,卷取时胀缩缸不随工作负荷。
扇形块与镶条在胀缩运动中互不干扰,但各斜楔面均保持接触,胀开后镶条正好填补扇形块缝隙,卷筒成一整圆。
卷取机详解

所以:nmax/ner=2Rc/D,D——卷筒外径。
30
4、卷取时电机功率计算
卷取功率一般由卷取张力,塑性弯曲变形,卷取速度,摩擦 阻力确定:
NerNj
k2
(Tv)maxkW
1000
1、结构与组成:
张力辊:由上下辊组成 (D1/D2 =2:1,以利咬入。 同时上辊偏向前方,以利轧 件下弯),用气缸调整上辊 轧件 的开闭;辊缝用千斤顶调整。 张力辊前有风动导尺,其作 用是使带钢边缘齐整。张力 辊后有导板,使带钢能顺利 进入卷筒。在有多台卷取机
7
的情况下,上辊抬起,使带钢通过它进入下一台卷取机。 2、卷筒: 在高压下能实现胀缩,要有足够的强度与刚度。要有辅助支承, 以增加刚度。一般采用斜楔式的斜面柱塞式,当液压缸(或复 位弹簧)使得锥形心轴左移时,斜面效应使得卷筒张开,反之 使卷筒收缩。 卷筒的驱动有电机直接驱动及通过减速传动两种方式。直接驱 动必须妥善解决胀缩缸设置问题。
r1
r
2 2
A
2
2 A2
A 2 ln r2 2 A A——棱锥横断面的二分之一边长的平均值(mm)。
令h = dr ,以积分代替和式,得出卷筒表面压力P的公式:
p pirR 2 d cip 2 0 1r r1 2 2 2 ln R r2 2 c 2 rr1 1 2 2 MP (1a 2-4)
2、胀缩缸平衡力计算 由图可以得出:
Q14Pf2(2ta2nf2tfa2)nN
27
由于在卷取过程中,tgα>f2,即卷筒不自锁,这就必须有 Q>0方可平衡。由上式简化之,得:
轧钢机械-卷取机

⑵ 工作过程
卷取时,首先以较低速开始卷取,然后才能随轧机加速到 较高的速度,为使带钢顺利咬入和建立张力卷取,卷取机各部 分与轧机必须具有一定的速度关系。
在卷取前,张力辊的线速度应分别比最后一架精轧机出口
因此,卷筒胀缩量不宜过大,否则扇形块之间缝隙过大,卷取 时会压伤内层带卷。卷筒上设置钳口,钳口由 6 个φ 45的柱塞 缸夹紧,而由弹簧松开,钳口开口度为5 mm。卷筒棱锥轴锥 角为7045’,正常润滑条件下它大于摩擦角,性能上属于自动
缩径卷筒。
3、八棱锥卷取机
近年来冷轧机向高速、重卷、自动化方向发展,在卷取机
2、冷带钢卷取的工艺特点 冷带钢卷取具有以下工艺特点: ⑴ 张力
冷带钢卷取(尤其在轧制作业线上)突出的特点是采用较
大张力,对张力的控制也有很严格的要求。现代大张力冷带钢 卷取机都采用双电枢或多电枢直流电机驱动,并尽量减小传动 系统的转动惯量,提高调速性能,以实现对张力的严格控制。 轧制卷取时,应考虑加工硬化因素;精整卷取薄带时,张
速度高10~15 %,成形辊的线速度应比卷筒的线速度高50%。
带钢经张力辊进入卷筒与Ⅰ号、Ⅱ号和Ⅲ号成形辊之间的 缝隙,紧绕在卷筒上,待卷 3 ~ 5 圈后,卷筒建立稳定张力, 上张力辊抬起,成形辊全部打开,最后一架精轧机与卷筒直接 建立张力并开始加速,直至较高的卷取速度。
当带钢尾部即将脱出最后一架精轧机时,上张力辊重新压 下,使张力辊与卷筒建立张力。当带钢尾部即将脱出张力辊时,
例如:武钢1700热带钢连轧机卷取机的上张力辊直径取 为9OOmm,下张力辊直径取为400 ~ 5OO mm。 同时,为了保证张力辊可靠送料,还需使上张力辊相对下 张力辊向带钢前进方向偏移一定距离,使带钢头部向下弯曲,
卷取机结构
4.42.3 卷取机结构4.42.3.1 卷取机机架卷取机机架采用厚钢板焊接成分体机架由多个横梁把合形成机架助卷辊架的回转轴轴承座焊在机架内侧助卷辊的驱动气缸支承座用高强度螺栓在机架横梁上助卷辊驱动液压缸的活塞杆头与辊架及液压缸支座之间的连接采用锥套和锥轴以免产生间隙同时可以减少冲击减少机件的磨损卷筒支承座用螺栓把合在机架上两边有止口,用垫块及斜楔的修配来保证卷筒的理论位置并承受张力以保证卷筒不被拉斜机架上设有安全销以便助卷辊在打开和闭合状态可以与机架销住保证检修时的人身安全 107 武钢 1580mm 热连轧机总说明书4.42.3.2 助卷辊助卷辊是实心锻钢辊辊体表面堆焊硬质合金层从而提高了辊子表面硬度增强了耐磨性防止擦伤带钢表面辊子由电机通过十字头万向接轴传动助卷辊的打开和抱拢将使万向接轴长度发生变化从而在万向接轴花键处生产磨擦力该磨擦力作用到过渡接轴上从而保护了电机助卷辊驱动液压缸内装有位移传感器以控制助卷辊与卷筒间隙并且通过伺服控制实现助卷辊跳过带钢头部的功能辊架采用铸焊接结构4.42.3.3 活动支承用于支承卷筒卸卷端采用了液压缸驱动连杆来带动的夹钳式结构型式夹钳支承臂与卷筒支承套接触的表面堆焊不锈钢活动支承的支承臂上装有水平垂直调整的偏心轴通过偏心的旋转来调整支承臂与卷筒支承套的接触即可保证卷筒的水平度又可保证与轧制线的垂直度4.42.3.4 卷筒是四棱锥链板式结构分三级涨缩涨缩是由旋轴密封供油的液压缸来实现卷筒传动是通过两级速比的变速箱实现的第1级为1:1.5第二级为通过液压缸驱动拨叉进行变速速比1:3.3扇形板材料为耐热不锈钢X22CrMoV12卷筒轴为高级合金钢50CrMo4锥心轴连杆销轴为不锈钢3Cr134.42.3.5 机架可以通过横移液压缸移出轧线可以在线外进行检修机架在底座上的滑板上滑动夹紧液压缸将机架固定在底座上 4.42.4 控制概述活动支承在卷取时处于支承位置带钢进入卷取机时根据带钢厚度助卷辊由液压缸推动调整辊子与卷筒之间的间隙间隙值根据精轧后的带钢的实测厚度设定间隙值=zxtR1助卷辊z=1.5R2R3 108 武钢 1580mm 热连轧机总说明书卸卷小车升降缸退回到下极限位置接近开关发出信号卸卷后卷筒直径再扩大到标准直径3个助卷辊闭合卸卷小车返回到卷取机内准备下一次卸卷助卷辊z=1t为带钢厚度实际设定间隙值的大小由装在控制液压缸内的位置传感器测得卷筒的胀缩由胀缩液压缸驱动卷筒直径的大小由装在卷筒附近的超声波传感器测得当带材卷取1~2圈后卷筒过膨胀开始卷取的3~5圈内助卷辊实现AJC自动跳步控制带钢头部咬入夹送辊时夹送辊控制液压缸液压系统中的压力传感器发出带头位置信号带钢头部到达每个助卷辊时助卷辊跳起跳起距离由装在助卷辊控制液压缸内的位置传感器测得带钢头部通过助卷辊后助卷辊按设定压力压紧压力由液压系统中的压力传器测得卷取3~5圈后№1№2№3助卷辊打开卸卷小车从下极限位置高速上升到待机位置待机位置由计算得出当卷取即将终了时№1№3助卷辊压紧带钢尾端助卷辊位置由计算得出带钢尾端在指定位置(厚钢板在5点钟位置薄钢板在7点钟位置)自动停止准确停车由装在电机尾端的电磁制动器MB和旋转编码器PLG控制卸卷小车从待机位置低速上升托住钢卷并达到设定压力后自动停止由升降缸中的位移传感器及液压系统中的压力传感器控制同时№1№3助卷辊打开到最大位置卸卷小车停止动作卷筒停止转动并缩径活动支承打开极限开关发出信号然后卸卷小车向打捆机方向前进前进到打捆机位置时一控制过程 1助卷辊1.1咬入时超前率0-25%1.2当卷筒张力建立时助卷辊打开当带尾到张力辊时减速时No1 109 武钢 1580mm 热连轧机总说明书助卷辊No3助卷辊第二次抱拢1.3助卷辊第二次抱拢时与带材卷取速度相同 2卷筒2.1咬入时超前率0-25%2.2咬入带钢卷3~5圈后张力建立速度由张力控制 2.3卷筒随精轧机同步加速2.4当带尾出末架精轧机之后开始减速2.5当带尾过夹送辊前热金属检测器时与夹送辊同步恒张力制动减速减到爬行速度2.6带尾准确停车正下方90°范围内要求给出爬行状态下手动停车点动对尾 2.7卷筒可逆转动 3卷取控制过程3.1卷取机准备卷取a)输出辊道机上辊道夹送辊压辊机架辊活门辊助卷辊卷筒提前精轧机速度0-12%等待b)导板按带钢的宽度调整位置短行程关闭 c)夹送辊的压辊提起已完成d)夹送辊按带钢的厚度调整设定辊缝已完成 e)按所选卷取机活门打开已完成f)气缸驱动的斜导板已下摆到工作位置g)按带钢的厚度分别调整设定三个助卷辊与卷筒的间隙已完成 i)助卷辊液压缸位置控制110 武钢 1580mm 热连轧机总说明书 j)卷筒减速机选择已完成k)卷筒预涨已完成Φ745 l)活动支承关闭 m)卸卷小车在机内 3.2钢卷的卷取a)带头通过热金属检测器进行带头跟踪 b)侧导板短行程动作根据带钢速度延时c)带钢带头到达夹送辊时夹送辊由位置控制转换为压力控制同时发信号计算带头位置d)带钢到达卷筒后压辊压下e)当带钢在卷筒上缠绕1-2圈时卷筒终涨 f)带钢到达卷取机助卷辊时助卷辊AJC控制 g)斜导板打开h)张力形成助卷辊全部打开i)张力形成辊道电机转换为与精轧机同步 j)张力形成夹送辊与卷筒之间形成张力部分 k)张力卷取l)带尾离开末架精轧机机架之后1#3#助卷辊回抱带卷 m)带尾离开末架精轧机机架之后夹送辊承担张力的100% n)带尾离开末架精轧机机架之后输出辊道机上辊道速度滞后 o)卷筒制动及带尾停在设定位置 p)活门关闭q)1#3#助卷辊打开111 武钢 1580mm 热连轧机总说明书 r)夹送辊提起3.3卸卷准备卷取机助卷辊打开 3.4卸卷开始a)小车由等待位置接近钢卷b)抬升缸达到设定压力停机锁定 c)卷筒收缩d)活动支承打开e)卸卷小车横移到打捆位置 f)卸卷小车下降到下限位置 g)卸卷小车横移回到卷取机内 h)活动支承合拢夹紧卷筒外支承端 i)开始卷取下一卷的准备工作二联锁条件1卷取机开始卷取活门打开 1.1卷取机传动装置旋转 1.2卷筒在预胀径状态 1.3助卷辊旋转 1.4助卷辊回拢 1.5活动支承关闭1.6卸卷小车在卷取机内下限位置 2卷筒传动装置开始旋转2.1卷筒在预胀径状态112 武钢 1580mm 热连轧机总说明书 2.2卷筒减速机选择已完成2.3制动器打开 2.4减速机正常 2.5活动支承关闭 3制动器关闭3.1卷筒已经停止转动 4卷筒减速机选择4.1卷筒停止转动 5助卷辊回拢5.1卸卷小车在卷取机内下限位置 5.2活动支承关闭 6卷筒收缩6.1卷筒停止转动 7活动支承打开7.1卷筒停止转动 8活动支承关闭8.1卷筒停止转动 9助卷辊全部关闭9.1卸卷小车在卷取机内下限位置。
卷取机的设计与结构分析

卷取机的设计与结构分析作者:张卓来源:《中国新技术新产品》2016年第03期摘要:卷取机作为机械加工行业中经常用到的加工设备,对卷板机的结构的了解对于我们更好的使用此设备是非常重要的。
本文针对卷取机的设计和结构分析进行详细的阐述和分析,希望能够对卷板机设备的发展和创新有一定的帮助。
关键词:卷取机;设计结构;工作原理;分析中图分类号:TG162 文献标识码:A对于我们来讲,卷板机的工作原理和机械结构是非常重要的,我们只有掌握了卷板机的工作原理和相关的工作参数,才能够更好的利用和使用卷取机。
一、简要叙述卷取机设备机械生产的过程中有三种设备必不可少:第一个是热连轧机,第二个是炉卷轧机,第三个是行星轧机。
作为这三种轧机设备的主要配套设备,热带钢卷取机设备主要有两种形式。
第一种形式是地上式的卷取机;第二种形式是地下式的卷取机。
现阶段我国的机械生产加工过程中,最常使用的是地下式的卷取机。
主要是因为地下式的卷取机设备具有四个显著的优点。
第一个优点是地下式卷取机的生产效率较高;第二个优点是地下式的卷取机可以卷曲较宽的钢板和较厚的钢板;第三个优点是地下式的卷取机的卷曲生产速度较快;第四个优点是地下式的卷取机卷出的钢板较为密实。
正是由于地下式卷取机的上述四种优点,才导致了我国机械行业现阶段使用地下式的卷取机设备。
二、简要叙述卷取机设备的结构特点和相应的工作原理本文从六个方面阐述了卷取机设备的结构特点和相应的工作原理,第一个方面是卷取机设备的机座部分。
第二个方面是卷取机设备驱动装置中的减速机设备。
第三个方面是卷取机设备的卷筒。
第四个方面是卷取机设备的推板装置。
第五个方面是卷取设备的活动支撑。
第六个方面是卷曲设备的卷筒准确停车装置。
下面进行详细的阐述和分析。
(1)主要结构一卷取机设备的机座部分。
卷取机设备的机座主要由两个部分组成。
第一个部分是浮动形式的底座。
第二个部分是和基础栓接的底座。
这两种底座组成了设备的整体底座。
冷轧带钢卷取机设计
摘要卷取机是冷轧带钢生产的重要设备,将轧制的很长的带钢卷成钢卷,有利于生产、运输和储存。
近年来,冷轧机向高速度、大卷重、自动化方向发展,在卷取机结构上也做了较大的改进。
大张力卷取机要求卷筒强度高,刚度大、带钳口,采用四棱锥卷筒;高速卷取机要求卷筒胀开后外径为一整圆,四棱锥结构卷筒的扇形板对称,动平衡性能好,卷筒飞轮力矩小,棱锥强度高,扇形板刚度大,卷筒可以整体更换,完全适应高速连轧机的卷取要求。
为了满足现代化生产的需要,本次设计的这种新型的带材卷取机,在结构上采用机械钳口的卷筒,卷筒由四块扇形板组成,在扇形板上设有钳口,用于夹紧带钢。
当卷取结束时,通过液压缸推动棱锥轴移动,扇形板收缩卸下带卷。
在设计过程中对卷筒的径向压力进行了精确的计算,并对卷筒强度进行了准确校核。
同时,还对卷筒胀缩机构的液压缸和钳口等部件进行了详细的受力分析和相关计算,最后还对卷取机在使用过程中应注意的问题进行了详细的论述。
关键词:空心轴、棱锥轴、扇形板、钳口ABSTRACTThe coiler is the important equipment in cold-strip steel production.It is advantageous in the production, the transportation and the storage to be rolling in a long strip. In recent years, the cold-rolling mill to the high-speed, re-Large, automated way, the structure of the coiler has done a great improvement. The tension coiler request the reel have a high strength, stiffness. The big tensity coiler request the reel have a high intensity, a big rigidity,with a mouth of the tongs, uses four pyramid reels on the rolling. The outer diameter must be form an entire circle when the high speed coiler open the roll.The configuration of the four pyramid reels will be symmetrically, the transient equilibrium performance is good,the flywheel torque of the reel is small,the intensity of the pyramid shaft is high, the stiffness of the sector plates is big,the reel may be overall replacement, adapt the high speed rolling mill to roll.In order to meet the needs of modern production, I design this kind of new strip coiler. Uses the mechanical mouth of the tongs in the reel structure. The reel is composed of four sector plates.The mouth of the tongs in the sector plates is used to clamping the strip. At the end of the coiling, the hydraulic cylinder promotes the pyramid shaft migration, the mouth of the tongs will be shrink, the quadrant contraction to unload the reel. In the design process make an accurately count to the radial pressure. To verify the intensity of the reel by rule and line. Contemporary, analyzed the presse and relatively count for the shrank parts and hydraulic cylinder. The end of the design discuss the questions which should be pay attention in the use process.Key words: hollow shaft,pyramid shaft,sector plates,mouth of the tongs目录前言 (1)第1章卷取机简介 (2)第2章冷轧带钢卷取机 (5)2.1 冷轧带钢卷取机的工作特点与类型 (5)2.2 冷带钢卷取的工艺特点 (5)2.3 冷带钢卷取机的结构 (7)第3章卷筒式卷取机设计 (13)3.1 卷筒结构形式的选择 (13)3.2 主要参数的确定 (14)3.3 卷筒径向压力计算 (17)3.4 卷筒强度条件 (20)3.5 卷筒胀缩机构受力分析 (21)3.6 卷筒钳口液压缸夹紧力计算 (26)3.7 轴向胀缩液压缸行程计算 (28)第4章卷取机使用过程中应注意的问题 (30)第5章减速器设计 (31)5.1 初步确定减速器结构和零部件类型 (31)5.2 分配减速器的各级传动比 (31)5.3 计算传动装置的运动和动力参数 (31)第6章空心轴的校核 (33)6.1 按扭转强度条件计算 (33)6.2 按弯扭合成强度条件计算 (34)6.3 精确校核轴的疲劳强度 (37)6.4 静强度安全系数校核 (40)第7章键的校核 (41)结论 (42)参考文献 (43)致谢 (44)附件一 (45)附件二 (53)附件三 (59)附件四 (64)附录 (68)前言随着国家四化建设的发展,国民经济各部门对板、带材的需要愈来愈大,对产品的质量要求也愈来愈高。
四棱锥卷取机设计参数
1.1 冷轧在我国的发展改革开放二十多年来,我国的经济高速发展,取得了令人瞩目的成就。
在国民经济高速增长的推动下,我国的钢铁工业取得了突破性的发展。
目前作为一个国家钢铁工业发展水平重要标志的冷轧带钢在我国取得了骄人成绩。
我国已成为全世界冷轧带钢发展最快的国家。
2005 年我国的钢铁总产量已经达到3.71 亿吨,然而冷轧宽板的产量仅为2738 万吨,仅仅占钢铁总产量的7.4%,大大的低于美国2002 年和日本2003 年分别占37.5%和30.3%的比例。
今后我国冷轧板带生产将是我国钢铁工业调整的重要组成部分,必须加强冷轧技术的研发和创新。
从长期看,随着我国经济总量的不断增长,产业结构逐步升级,汽车、家电等制造业产能迅速扩张,国内市场对冷轧产品的需求将长期保持一个增长的态势。
家电、汽车和建筑业是冷轧以及涂镀产品消费的主要行业,我国是世界上最大的家电制造国,不仅国内需求巨大,每年还大量出口,这种形势将长期保持下去;同时汽车业是我国最具发展潜力的制造业,汽车用钢的需求增长空间也非常巨大;十一五规划中城镇化水平的不断提高保证了涂镀产品的需求将长期保持增长的态势。
根据中国钢铁工业协会的统计数据,2006 年底我国的冷轧机组将达到4500 万吨,将进2000 万吨的冷轧产能正在规划和新建当中,预计2007——2008 年我国的冷轧产能将放大1200 万吨,2008 年底冷轧总产能将达到5700 万吨。
2006 年,随着国内武钢2230 机组、鞍钢2130 机组、本钢1780 机组的陆续投产,由于新建的机组具有后发优势,先进的装备和优良的工艺设计使得几乎所有的机组都将供应对象瞄准了汽车、家电和建筑精品。
在热轧产能大规模释放和产品不断成熟后,国内冷轧市场也从宝钢和国外钢厂之间的竞争转变为国内各大钢厂和国外钢厂之间的大规模激烈竞争。
虽然国内钢厂还不能生产某些高等级冷轧产品,但随着钢厂的技术进步和经验积累,进口产品的市场份额正在被国内产品不断替表。
卷取机
第1 页1700冷轧机组卷取机设计摘要卷取机是轧钢成卷生产不可少的设备。
保证卷取机顺利工作对提高轧机生产率有很重要意义。
冷轧机组中,卷取机用于卷取带钢成钢卷。
采用恒张力轧制,可以提高带钢质量。
这次设计是1700冷轧机组卷取机设计,其用于二机架冷轧机组中。
首先,选择卷取机的设计方案,并对设计方案进行评述。
由于冷带钢卷取张力大,采用四棱锥卷筒结构。
用液压缸移动斜楔进行胀缩。
将四棱锥体单独加工装在卷筒轴上,这样改进,加工方便。
当锥体磨损后可以单独更换。
这样,可以降低设备维修费用。
另外,四个扇形块边采用搭接技术,防止卷筒胀开后出现空隙,减少钢卷局部压扁,提高钢卷质量。
去掉钳口,采用助卷器卡紧带钢头部,方便卸卷。
这次设计,进行主电机容量的计算和选择。
对斜楔进行受力分析。
计算带钢卷取过程中对卷筒的压力并计算卷取轴弯曲强度,对传动齿轮进行设计计算。
对支承轴承进行选择和校核。
采用合理的润滑方案、润滑方法和控制技术,使卷取机技术先进,经济合理。
强度足够,有广泛的使用价值,可用于酸洗、热处理、镀锌和镀锌机组中。
关键词:卷取机,斜楔胀缩,助卷第2 页1700 cold rolling unit coiler designAbstractThe coiler is rolls steel the volume production not to be possible the few equipment. Guaranteed the coiler smooth work to enhances the rolling mill productivity to have the very vital significance. In the cold rolling unit, the coiler uses in the volume taking hoop Cheng Gangjuan. Uses the permanent tensity rolling, may improve the hoop quality.The lap machine design of 1700 cold calendar units to used for two expansions of cold calendar units. First of all, choice the design project of lap machine, and carry on a comment towards it. In that the cold strips of lap tensile force is big, adopt four rib awls roll structures. Using the hydraulic cylinder to move the oblique wedge to expansion and contracting. It is convenience that processing four rib awls alone and setting on the roll. When the awls wear away, we can replace it alone. So it will reduce the maintenance costs of equipments. In addition, four fan-shaped piece side adoptions taking the lap laying lap work technique for avoiding appearing interstice after rolling expansion, reducing the steel roll parts to staving and enhancing quality of strips. To throw away the pliers , taking auxiliary roll machine to take the strips tightly for unloads strips conveniently.The design of task is that calculation and choice of the main electrical engineering capacity. To analyze force of the oblique wedge. The calculation that the roll stress of taking strips and flection intensity of the roll shaft, and transmission gears. Choice and checking bearings. Taking reasonable project and method of lubricating ,and control technique, in order to the lap machine has advanced technique, reasonable economy ,the intensity is enough and extensive using value. It can be used for sour wash, hot processing, galvanization and galvanization units.Keyword: lap machine, the oblique wedge expansion and contracting, auxiliary roll第3 页目录1 绪论 (1)1.1选题的背景和目的 (1)1.2带钢卷取机国内外发展 (1)1.3冷带钢卷取机研究内容和方法 (2)1.3.1冷轧机组平面布置图,卷取机的作用 (2)1.3.2冷带钢卷取机的类型和特点 (3)1.3.3带钢卷取机研究内容和方法 (3)2 方案的选择与分析 (5)3 卷筒的设计计算 (6)3.1卷筒当量半径的确定 (6)3.2卷筒径向压力的计算 (6)3.3卷筒的强度条件 (8)3.4卷取张力的计算 (8)3.5卷筒胀缩机构受力分析 (8)3.5.1卷取工作时收缩时的受力分析 (9)3.5.2卸卷时卷筒缩径的受力分析 (11)3.6轴向胀缩液压缸行程计算 (11)3.7胀缩缸直径的计算 (13)4 卷筒传动设计 (14)4.1电机的额定转速与传动比 (14)4.2激磁调整范围与最大卷径比 (14)4.3卷筒电机功率计算 (15)5 减速器的设计计算 (17)5.1传动装置的运动和动力参数 (17)5.2齿轮的设计计算 (17)5.2.1选定齿轮类型、精度等级、材料及齿数 (17)5.2.2按齿面接触强度设计 (17)5.3心轴的校核 (23)5.3.1作出心轴的计算简图 (23)5.4轴的计算简图 (28)5.4.1作出轴的计算简图 (28)6 轴承计算 (32)6.1轴承的寿命计算 (32)7 润滑方法的选择 (34)7.1减速机润滑方法及润滑油的选择 (34)7.2卷取机的润滑 (34)8 试车方法和对控制的要求 (35)8.1试车要求 (35)8.2对控制系统的要求 (35)第4 页9 设备可靠性与经济评价 (36)9.1机械设备的有效度 (36)9.2投资回收期 (36)结论 (38)致谢 (39)参考文献 (40)附录 (41)外文翻译 (41)原文第5 页1700冷轧机组卷取机设计1 绪论1.1选题的背景和目的卷取机的设计,除了按一般机械设计程序进行机构和强度设计外,尚有几个与工艺和操作有关特殊问题。
第10章+卷取机
§10.2.1.2 地下式卷取机的分类及其结构 1.地下式卷取机的分类 地下式卷取机型式上的主要差别在于助卷 辊的数目、分布情况、控制方式以及卷筒结构 的不同。习惯上就以上述差别进行分类。按助 卷辊数目,地下卷取机可分为八辊式、四辊式、 三辊式、滑座四辊式、二辊式等;按助卷辊的 移动控制方式,又可分为各助卷辊连杆联接集 体定位控制的和辊单独定位控制两种。按卷筒 结构则可分为连杆胀缩卷筒卷取机和棱锥斜面 柱塞胀缩卷筒卷取机等。地下式卷取机的分类 情况如图12-3(P405页)所示。
3. 八棱锥卷取机 近年来冷轧机向高速、重卷、自动化方向发 展,在卷取机结构上也做了较大的改进。首先 为减小卷取机转动惯量,改善启动、调速、制 动性能,趋向于采用电动机直接传动卷筒的方 式。其次,为解决胀开时扇形块间的缝隙对薄 带钢表面质量的影响,卷筒采用四棱锥加镶条 的结构(即八棱锥),卷筒胀开后能成为一个完 整的圆柱体。
第10章 卷取机
10.1 卷取机线材卷取机
10.1 卷取机的用途和类型 1. 用途 收集超长轧件,将其卷取成卷以便于贮 存和运输。卷取机是轧钢车间的重要辅助 设备,在带材和线材生产中均被广泛应用。 2. 类型 按其用途可分为:热带材卷取机、冷带材卷 取机、小型线材卷取机等。
§10.2.1.1 地下式卷取机的设备配置及卷取工艺 1. 地下式卷取机的布置及设备构成 地下式卷取机布置在热带钢连轧机输出辊 道后面。由于它位于辊道标高之下,所以被称 为地下式卷取机。在整个连轧机组中,卷取机 的工作条件最为恶劣,也是最易出故障的环节 之一。为保持连轧机组的生产节奏,一般依次 布置三台以上的卷取机。二台交替使用,一台 备用检修。
§10.2.2.2冷带钢卷取机的结构 常见的冷带钢卷取机有实心卷筒式、四棱锥 式、八棱锥式、四斜楔式、弓形块式等结构。表 12-4(P413页)列出了某些规格卷取机的技术性 能。 1.实心卷筒卷取机 实心卷筒卷取机一般为两端支撑,结构简单, 具有高的强度和刚度,用于大张力卷取。其缺点 是卸卷需采用倒卷方法,影响了轧机的生产能力。 为减少卸卷辅助时间,提高作业率,常采用转盘 式双卷筒结构。
冷轧生产:开卷机作用和种类

开卷机种类
双锥头式开卷机锥头部分和钢卷内圈接触面积太小,带张力操作时,容 易损坏带材头部,目前已不大采用。 悬臂式开卷机具有刚性大,开卷张力大等优点,适用于较薄带材的开卷。
任务一:开卷机设备结构
《板带冷轧生产》
开卷机作用
把钢卷带头引出并矫平送入轧机和在轧制中提供足够的开卷张力。
开卷机种类
开卷机种类
开卷机有双锥头式、双柱头式和悬臂式3种。
双柱头式开卷机上料操作方便,工作平稳可靠,结构比悬臂式开卷机简 单,目前已取得广泛应用。缺点是由于采用两套传动装置,设备重量比 悬臂式大。
冷轧机械设备
锻钢工作辊
锻钢支承辊
多辊轧机,比如六辊轧 机,轧辊分为工作辊、 中间辊和支承辊。工作 辊直接与轧件接触。支 承辊支撑着工作辊,通 过工作辊接触轧件可以 减小工作辊直径、增强 工作辊刚度。
6
冷轧辊是冷轧机的主要部件。轧辊由辊身、辊颈和轴头3部分组成。 辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。轴 头和连接轴相连,传递轧制力矩。此外,还有制造、安装所需的某些 辅助表面,如中心孔、紧固吊装用沟槽、螺孔以及轧机试运转前盘动 轧辊用的带槽轴伸等。
25
四辊 轧机 轧辊 调整 示意
26
2. 卷取机
用来卷取超长轧件(一般指线材、带材),以便储存、运输。
开卷机
卷取机
27
2.1 冷带卷取机的类型及工艺特点
2.1.1分类 一般为卷筒式,主要由胀缩卷筒及传动装置组成,卷筒同时配有皮带
助卷器或钳口。 为改善轧制条件,改善板形,卷取整齐,卷取时必须有一定的张力。
冷轧工作辊可分整体工作辊和镶套辊两种。其中整体工作辊中又有实 心辊和空心辊之分。
冷 轧 辊 的 直 径 超 过 4 0 0 mm 时 , 在 锻 造 后 大 多 在 轧 辊 中 心 镗 一 个 , 170~250mm的中心孔。这样,当工作辊进行表面淬火时,可用冷水 通过轧辊中心孔,提高淬火效果,保证淬火层的硬度和厚度。轧辊 中心部分的金属往往具有疏松、气孔及其他缺陷,这些缺陷是淬火 时产生应力集中的因素。镗了中心孔以后,可使轧辊经热处理后内 应力分布比较均匀。中心孔也可用来预热轧辊和生产中对轧辊进行 冷却。
13
吊车装入密闭或开启的清洗罐中,用高压射流或者浸泡进行清洗。洗涤 剂用碱液、煤油、有机溶剂,但存在各自的废液处理、爆炸性、 毒性及损坏密封材质等问题。轴承座装卸到轧辊上由采用吊车操作,朝 着采用拆卸工具的自动化方向发展。
冷轧卷取机的现状分析
冷轧卷取机的研究现状分析摘要:仅对这篇文章,摘要的内容包括写这篇的目的意义,大体论述内容针对问题,利用什么方法,论述了_______ 容,得出------------ 结论。
1冷轧卷取机的概述1.1工作原理1.2类型1.3概述卷取机是将热轧或冷轧钢材卷取成卷筒状的轧钢车间辅助设备,在热带钢连轧机(热连轧机组)、冷带钢连轧机和线材轧机上布置在成品机座之后;在单机座可逆冷带轧机上则安装在轧机的前后。
此外,它也安设在连续酸洗机组、纵剪、退火、涂层等各种精整机组中。
冷轧的薄板、带钢产品具有表面质量好、尺寸精度高和良好的机械、工艺性能等优点,被广泛应用于宇航技术、人造卫星、火箭、电子、汽车、化工、家用电器、建筑、食品以及小五金等国民经济各个部门。
随着现代化工业技术的迅速发展,进一步促进了冷轧生产技术的发展。
卷取机是冷、热轧带钢生产中最重要的辅助设备,既用于收集超长轧件,将其卷取成卷便于贮存运输,又为在线轧制的轧件提供张力,保证其板形和轧制过程的稳定。
目前,在冷轧带钢生产中的卷取机绝大多数采用卷筒式卷取机。
其设备机构配置更为简单,即主要由卷筒及其传动机构、箱体、助卷辊、活动辅助支撑和推卸卷装置组成。
其中卷筒及其传动机构是卷取设备的核心部分。
冷轧平整生产线作为将冷轧带钢处理成接近交货产品的重要机组,其卷取质量好坏直接决定产品的质量卷取机是冷轧薄板平整线的重要设备,在轧制过程中提供合适的卷取张力,实现了稳定轧制;同时将带钢卷取成卷,以便生产运输和贮存,因此,卷取机的设计和研究一直受到重视。
2冷轧卷取机的现状分析。
2.1冷轧卷取机的研究现状。
2.1.1国外研究现状随着高产率、高精度轧制技术发展,钢卷重量变得越来越重,卷取张力越来越大,轧制速度越来越高,产品综合精度的要求也越来越严格。
因而对卷取设备及工艺提出了更高的技术要求。
国外:在上世纪六七十年代,主要是针对卷取机设计进行了大量的研究,相关研究比较多的是前苏联和日本的专家,也有其它的一些国家如德国、英国等。
唐钢冷轧带钢重卷机组简介
唐钢冷轧带钢重卷机组简介王晓波(唐山钢铁设计研究院有限公司唐山)摘要简要介绍了唐钢冷轧带钢拉矫重卷机组的总体情况、机组特点、立面布置等。
关键词:拉矫重卷机组概况特点立面布置( ., . )’, ,.前言唐钢冷轧薄板厂的毫米拉伸矫直重卷机组于年月顺利试生产,至今已经全面投入正常生产。
国产机械设备由陕西西安重型机械研究所提供;切边圆盘剪由德国公司引进;、、及纠偏系统由德国公司引进;电气控制系统由意大利公司引进。
机组年产量为:万吨,其中拉伸矫直兼重卷年产量为万吨,重卷年产量为万吨。
带拉伸矫直的重卷机组是及冷轧薄板生产线配套建设项目,目的在于改善带钢的表面质量、改善薄规格带钢的平直度、取样、重卷,并将大卷分切成用户要求的小钢卷以适应市场的多样性。
下面就该机组设备选型、总体概况、机组特点做一简要介绍。
.唐钢重卷机组的总体情况原料材质:低碳钢、低合金钢、中碳结构钢材质强度::≤:≤带钢厚度:~.0mm带宽:~1650mm钢卷内径:610mm钢卷外径:~钢卷重量:最大产品方案2.2.1产品规格带厚:~.0mm带宽:~1640mm钢卷内径:508mm 610mm钢卷外径:~1600mm钢卷重量:~2.2.2产量分配拉矫兼重卷年产量:万吨年重卷年产量:万吨年2.2.3钢种及比例低碳钢中碳结构钢低合金钢生产工艺2.3.1生产工艺流程钢卷准备、开卷、切头、直头穿带、焊接、矫直、切边、检查、涂油、分切、卷取、卸卷、打捆、称量、打印、入库堆存待发货。
2.3.2生产工艺简要说明根据生产计划,用车间天车将钢卷吊运至入口鞍座,由入口钢卷小车将来料钢卷通过测径测宽装置,将钢卷手动或自动上到开卷机卷筒上,开卷机设有轴头支撑和压辊,上卷后轴头支撑抬起支撑卷筒,同时卷筒涨径、压辊压下防止松卷。
钢卷上到开卷机卷筒后,压辊压下,同时及开卷机卷筒一起转动,协助带钢头部通过穿带台,并进入到五辊直头机进行带钢头部的矫平,带钢通过五辊直头机后,进入到侧导对中装置,对正带钢,然后带钢依次通过带夹送辊的入口剪及窄搭接焊机,进入到矫直机。
小型冷带钢卷取机设计

小型冷带钢卷取机设计摘要冷轧带钢的卷取绝大多数采用卷筒式卷取机,其设备配置较为简单,主要由卷筒及其传动系统,压紧辊,活动支撑和推卷、卸卷等装置组成。
小型冷带钢卷取机不仅用来缠卷,有时还用来开卷。
在轧制过程中依靠这类卷取设备可以建立前后张力,这样可以降低轧制压力,改善轧辊的轧制稳定性。
根据现场调研,原卷取机的张力较小,现增加了带钢的张力,同时重选了电机容量。
进行了主要零件的强度计算,并进行了轧机经济效益评价。
该卷取机采用直流可调速电机,保证卷取的恒定张力,提高了带钢的表面质量。
该轧机可供小型冷轧厂使用,具有良好的经济效益。
关键词:卷取机,表面质量,恒定张力The design of cold-strip reelabstractOne of the cold-rolled belted steel fetches the overwhelming majority and adopts reel type a fetching machine, its device layout is comparatively simple, by the reel and transmission mainly , compress tightly the roller , support and pushes one , unload the devices , such as one ,etc. to make up in activity.Small-scale cold a fetching machine of belted steel is not only used for twining one but also used for opening a book sometimes. Tension before and after depending on this each and fetching equipment and can be set up in the rolling course, so can reduce the rolling pressure , improve the rolling stability of the roll .According to surveying and studying live, the tension of original fetching machines is relatively small, increase the tension with steel now, selected the capacity of the electrical machinery again at the same time . The intensity of carrying on the major part is calculated, and carry on the economic benefits of the rolling mill and appraise . This fetching machine adopts the adjustable speed electrical machinery of direct current, guarantee a invariable tension fetched, have improved the surface quality with steel.This rolling mill is for small-scale cold-rolled factory to use , have good economic benefits.Keyword: cold-strip reel, surface quality, invariable tension目录1绪论 11.1选题的背景和目的 11.2带钢卷取机国内外发展现状31.3冷带钢卷取机研究内容和方法42 冷带钢卷取机方案的选择与评述73 电机的选择 93.1带钢张力的计算及最大张力的确定93.2卷取机主要结构尺寸的选择93.3初选电动机容量103.4电动机轴上的力矩的计算123.5电动机的校核144 卷取减速机的选择与计算164.1减速机的速比的分配164.2减速机齿轮的计算165 主要零件的强度计算235.1卷筒轴的设计与计算235.2卷筒轴轴承的计算345.3凸轮机构的设计366 润滑方法及润滑油的选择376.1润滑油的选择376.2润滑方法377 设备可靠性与经济评价387.1机械设备的有效度387.2投资回收期38结论40致谢41参考文献42附录43小型冷带钢卷取机设计1 绪论1.1 选题的背景和目的地上式卷取机是为与卷取宽带钢地下式卷取机相区别而提出的,它的类型很多。
卡罗塞尔卷取机运动特性分析和结构设计说明书

重庆大学本科学生毕业设计(论文)卡罗塞尔卷取机运动特性分析及结构设计学生:张飞学号:20072364指导教师:王勇勤专业:机械设计制造及其自动化重庆大学机械工程学院二O一一年六月Graduation Design(Thesis) of Chongqing UniversitySTRUCTURAL AND KINETIC CHARACTERISTIC ANALYSIS OF CARROUSEL COILERUndergraduate: Zhang feiSupervisor: Prof. Wang yongqinMajor: Mechanical Design,manufacturingand automationCollege of Mechanical EngineeringChongqing UniversityJune 2011摘要卷取机是成卷轧制和带材精整机组中的关键设备.其用途是收集超长轧件.将其卷取成卷以便于贮存和运输。
卷取机是轧钢车间的重要辅助设备.在带材和线材生产中均被广泛应用。
轧钢生产实践证明.卷取机的工作状态直接影响着轧机.特别是连轧机生产能力的发挥。
因此.对强力、高速卷取设备的研究一直受到重视。
卷取机有很多种类.按其卷取对象可分为:冷带材卷取机、热带材卷取机、小型线材卷取机等;按其用途可分为大张力卷取机和精整卷取机。
本课题的研究对象——卡罗塞尔卷取.又称双卷筒卷取机.属于大型高速回转类机器.广泛应用于各类带钢生产线.是目前世界上最先进的冷轧带钢卷取机。
卡罗塞尔卷取机.它以连续、高速的方式收集卷取带钢。
由于该机设计非常紧凑.可很大程度上节省设备安装及使用空间.同时具备卷取效率高、连续性好等优点.在国内外的轧钢生产中得到了广泛的应用。
本论文就是对卡罗塞尔卷取进行运动特性分析和结构设计。
首先.对卷取机的用途、分类以及基本结构进行简明的介绍。
其次.对卡罗塞尔卷取机的结构进行阐述.并对其工作原理进行分析.包括卷取机主传动系统.卷筒.涨缩机构.旋转和锁定系统的结构及工作原理。
冷轧开卷取机分类及特点分析
冷轧开卷取机分类及特点分析孟继跃;刘升学【摘要】介绍了冷轧开卷取机按卷筒的结构形式分类,并对不同结构形式的卷筒特点进行了分析.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】2页(P7-8)【关键词】开卷取机;卷筒;棱锥套式;四棱锥式;四斜楔式【作者】孟继跃;刘升学【作者单位】宝钢苏冶重工有限公司,江苏苏州 215151;宝钢苏冶重工有限公司,江苏苏州 215151【正文语种】中文【中图分类】TG333.2+4引言开卷取机是带钢生产线中重要的设备之一,开卷取机的形式多种多样,适用的场合不尽相同。
所以,正确选用开卷取机的结构形式对开卷取机设备能否满足带钢生产线的工作要求尤为重要。
1 开卷取机分类开卷机从大的方面可分为悬臂式开卷机、双锥头式开卷机和双柱头式开卷机。
双锥头式开卷机由于影响钢卷内圈带钢表面质量目前已不再采用;双柱头式开卷机不影响表面质量且刚性很好,但是结构复杂庞大、投资大,目前采用的也不多。
悬臂式开卷机由于不影响钢卷内圈带钢表面质量,和卷筒辅助外支撑结合使用可以增加开卷机卷筒的刚性,且结构简单、重量轻、投资少,因而得到了广泛的应用。
本文主要以悬臂式开卷机作为主要类型进行分析。
卷取机从大的方面可分为热轧带钢卷取机(地下卷取机)和冷轧带钢卷取机。
本文主要以冷轧悬臂式(可带外支撑)开卷取机为主要形式进行分析,包括可用于CPC对中装置和EPC边部对齐装置的可移动式机座。
在此基础上按卷筒的结构形式的不同共分为四大类,分别为棱锥套式开卷取机、四棱锥式开卷取机、四斜楔式开卷取机和其他结构形式的开卷取机。
2 冷轧开卷取机结构分析2. 1 棱锥套式开卷取机棱锥套式开卷取机卷筒的结构形式如图1所示。
主要由扇形板、四棱锥套筒、拉杆、芯轴、涨缩缸等组成。
卷筒的涨缩是由涨缩缸通过拉杆带动四棱锥套筒前后滑动实现扇形板的径向移动,从而达到卷筒涨缩的目的。
图1 棱锥套式开卷取机卷筒的结构形式2. 1. 1 棱锥套式开卷取机卷筒的结构特点(1)卷筒芯轴没有棱锥面,结构简单,相对加工性能及材料利用率高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷带钢卷取机的结构与类型
常见的冷带钢卷取机有实心卷筒式、四棱锥式、八棱锥式、四斜楔式、弓形块式等结构。
(1)实心卷筒卷取机
实心卷筒卷取机一般为两端支撑,结构简单,具有高的强度和刚度,用于大张力卷取。
其缺点是卸卷需采用倒卷方法,影响了轧机的生产能力。
为减少卸卷辅助时间,提高作业率,常采用转盘式双卷筒结构。
实心:卷筒在大张力卷取时,带钢对卷筒会产生很高的径向压力。
为防止卷筒塑性变形,卷筒材料常采用合金锻钢并经均匀热处理。
(2)四棱锥卷取机
四棱锥卷筒可以克服实心卷筒卸卷困难的问题。
四棱锥卷筒胀径时,由胀缩缸直接推动棱锥轴,使扇形块产生径向位移。
由于没有中间零件,棱锥轴直径大,强度高,可承受张力,常用于多辊可逆式冷轧机的大张力卷取和冷轧连轧机组的卷取机。
卷筒的棱锥轴有正锥式和倒锥式。
正锥式四棱锥卷取机卷筒主要由棱锥轴、扇形块、钳口及胀缩缸等组成,结构简单。
(3)八棱锥卷取机
近年来冷轧机向高速、重卷、自动化方向发展,在卷取机结构上有较大的改进。
为减小卷取机转动惯量,改善起动、调速、制动性能,常采用电动机直接传动卷筒的方式。
为解决胀开时扇形块间的缝隙对薄带钢表面质量的影响,卷筒采用四棱锥加镶条的结构即八棱锥,卷筒胀开后能成为一个完整的圆柱体。
卷筒由扇形块、镶条、八棱锥芯轴、拉杆、花键轴等组成。
胀径时,油缸通过杠杆拨叉推动两个斜块向左移动,使四个胀缩连杆伸直并推动环形弹簧及方形架,使花键轴和拉杆右移,棱锥轴靠轴承支承于机架上不能左右移动。
因此,拉杆带动头套使扇形块及镶条相对棱锥轴右移胀径。
缩径时,油缸通过杠杆拨叉将斜块拨出,胀缩连杆在弹簧作用下折曲,扇形块、花键轴等靠胀径时储存在弹簧中的压缩变形能复位,使卷筒收缩。
为提高卷取机刚度,卷筒设有活动支承。
八棱锥卷筒除棱锥强度高,扇形刚度大以外,还具有以下特点:当卷筒胀开后,胀缩连杆压在凸块的顶平面上定位并自锁,卷取时胀缩缸不随工作负荷。
扇形块与镶条在胀缩运动中互不干扰,但各斜楔面均保持接触,胀开后镶条正好填补扇形块缝隙,卷筒成一整圆。
由于斜楔角大于摩擦角,八棱锥卷筒也属于自动缩径式,但缩径控制不是靠胀缩缸而是靠压缩环形弹簧而实现的。
由于胀缩缸避开卷筒轴线位置,其传动采用了电机直接驱动的方式。
传动系统具有较小的摆动惯量。
(4)四斜楔卷取机
四斜楔卷取机的卷筒由主轴、芯轴、斜楔、扇形块、胀缩缸等组成。
卷筒的胀缩机构是四对斜楔。
内层斜楔由胀缩缸通过芯轴带动做轴向移动,外斜楔支持扇形块的两翼,带动扇形块径向胀缩。
胀径时外斜楔向外伸,填补扇形块间隙,斜楔顶面与扇形块外表面构成一整圆。
卷取薄带不会产生压痕。
这种卷筒的最大特点是主轴、扇形块加工方便。
由于斜楔只支持扇形块的两翼,卷筒强度、刚度都有削弱,适用于张力不大的平整机组和精整作业线。
(5)弓形卷取机中国冶金行业网。