制程不良率统计分析表
产品不良分析报告表格
产品不良分析报告表格1. 引言该报告旨在对公司的产品不良情况进行分析并提供解决方案。
通过对不良产品的统计和分析,我们将揭示不良产生的原因,并提出相应的改进措施,以提高产品质量。
2. 数据搜集和分析为了获取产品不良的数据,我们对以下方面进行了调查和分析:2.1 不良产品的类型及数量我们对过去一个月的生产批次进行了不良产品的统计。
统计结果如下:产品类型不良数量A 50B 30C 20D 10总计110从上表可以看出,不良产品最多的是产品A,共有50个。
2.2 不良产品的产生原因通过对不良产品的分析和追溯,我们归纳了以下主要原因:•材料质量不合格:20%的不良产品是因为使用了不合格的材料。
•设计问题:30%的不良产品是由于产品设计存在缺陷导致。
•加工过程问题:40%的不良产品是由于生产过程中的操作失误或技术问题引起的。
•人员技术水平问题:10%的不良产品是由于操作人员技术水平不达标导致的。
2.3 不良产品的影响不良产品不仅会给公司带来经济损失,还会影响公司声誉和客户满意度。
具体影响如下:•经济损失:出现不良产品会造成材料和劳动力的浪费,增加公司成本。
•客户满意度下降:不良产品会影响客户使用体验,降低客户满意度。
•公司声誉受损:频繁出现不良产品会对公司品牌形象造成负面影响。
3. 改进方案针对以上不良产品产生的原因,我们提出了以下改进方案:3.1 材料质量管控•加强对供应商的材料质量审核和监督。
•加强对材料检验过程的把控,确保只使用符合质量标准的材料。
3.2 产品设计优化•设计部门应跟踪客户反馈和市场需求,及时修改产品设计,并通过有效的测试验证产品质量。
3.3 加强生产过程管控•加强对生产过程的监控,确保操作规范和操作人员技术水平达标。
•实施严格的生产工艺流程,避免操作失误和技术问题。
3.4 培训和技术提升•加强对操作人员的培训和技术提升,提高其技术水平和质量意识。
4. 结论通过对产品不良情况的分析,我们发现不良产品主要是由于材料质量、设计问题、加工过程和人员技术水平等多方面原因导致的。
品质月报表

98%
98%
100% 90%
95.61%
2022年成品入库质量合格率趋势图
97.41%
97.92%
80%
70%
60%
50%
1月
2月
3月
4月
5月
6月
合格率
总结:3月份入库合格率为97.92%,成品 合格率每月呈上升趋势,已接近目标,主 要不良还是外观为主。
3月份成品入库质量报告汇总
类别
入库检验数
合格数
来料
627
572
55
10
26
19
挑选批次 /(工时)
5H
批合格率 目标值
91.23%
99%
按物料类别分类数据如下:包材类合格率最低,塑胶类合格率较 低。
序号 类别
来料批数 不良批
合格率
2022年3月来料类别合格率图
1
电子类
315
2
五金类
118
3
塑胶类
107
4
包材类
87
18
94.29%
7
94.07%
12
原因分析 待分析
经确认是没有保护膜,表面刮花造成的 员工装箱后未对照BOM核对配件
改善对策 待分析
F1出货需带保护膜,保护镜片 1.包装工序和入库检验增加录像;2.增加配件核对点检表
总结:3月份
80%
1月
2月
3月
4月
5月
6月
批合格率
总结: 本月来料合格率91.23%;来料共627
批,合格批数572批,不合格批数55批。 本月不良前三的分别为:昆明来料11
批不良,其中6批漏O型圈;鑫隆4批不 良、鑫达4批不良
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
不良品统计表图表
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
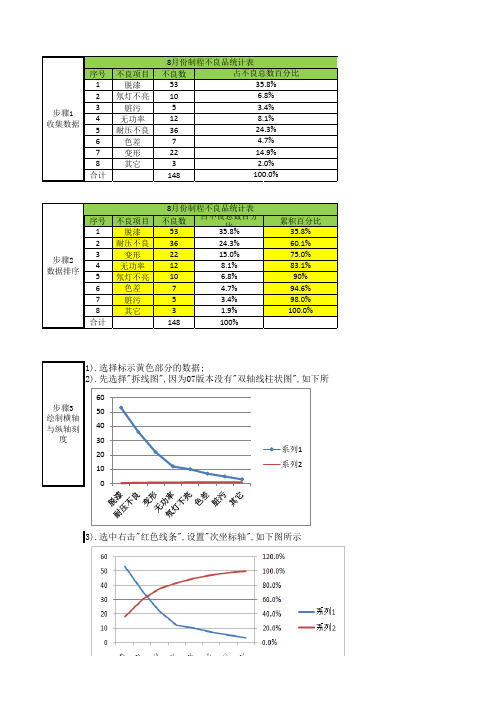
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
XX供应商来料制程品质统计表
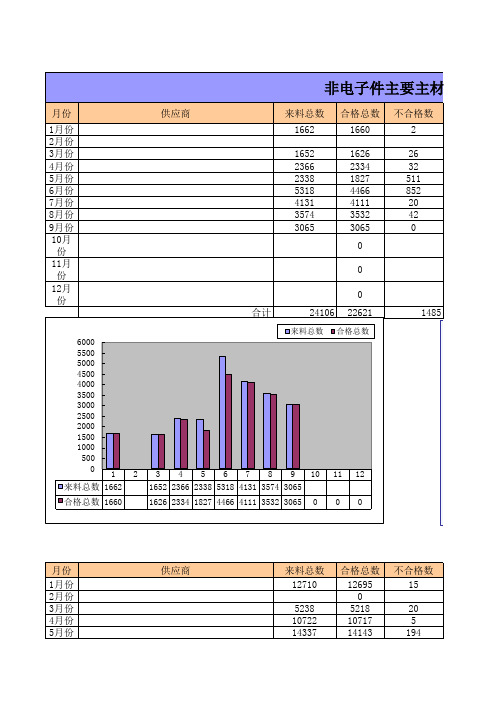
来料总数 合格总数
月份 1月份 2月份 3月份 4月份 5月份 6月份 7月份 8月份 9月份 10月份 11月份 12月份
供应商
来料总数 8467 50 7404 0 0 5700 9190 5451 7000
合计
10000 9000
8000
合格总数 8467 50 6204 0 0 3700 9190 5451 7000 0 0 0 43262 40062
9 95.00% 99.98% 0.02%
目标值 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00%
合格率 100.00% 100.00% 83.79% #DIV/0! #DIV/0! 64.91% 100.00% 100.00% #DIV/0! #DIV/0! #DIV/0! 92.60%
不合格数 0 0 1200 0 0 2000 0 0 0
3200
7000 6000
6000 5000 4000 3000 2000 1000 0 1 2 50
50
3 740
620
4 0
0
5 0
0
6
7
8
9
10
0
11
0
12
0
来料总数 846 合格总数 846
570 919 545 700
370 919 545 700
0 0 0 132891
2188
35000 30000 25000 20000 15000 10000 5000
0
10月制程不良分析总结报告

法
使用激光分板、超声波清洗 COB
公司高层
11月10日
棉签擦拭次数,废弃棉签误用 棉签蘸取酒精量多 振动后才能测试,终检前跌落工 序 百级工作台封装—测试洁净度 环
梁江(技术) 梁江(技术) 刘新昌(CAM) 马宏伟(品质)
10月30日 10月30 11月3日 11月1日 透明赃物 IPQC巡查 外校 避免硬板打磨 粉尘
CAM组装不良分析及改善
一.制程不良报表 二.TOP3不良原因分析 三.改善措施及验证计划
一.制程不良前三项
1.脏污 2.功能不良 3.模糊
从10月报表统计出前三大不良项目为:
二.TOP3不良原因分析
1.脏污原因分析:
人
漏检 自身作业水平 人员作业没有休息 棉签蘸取酒精太多
脏 污
测
没有调焦最清晰
说明:OQC退检数据下降,说明产线发现问题的能力提高,流出问题减少
使用的棉签是正牌,
棉签公司网站为 http://www.sa-nyo.co.jp/
脏污棉签防止误用装置 (丢进去后无法从顶部取出)
试验1 使用1280*1024显示屏检测前、后,OQC检出不良数据对比 使用前 10月27日 10月28日 10月29日 10月30日 11月3日 OQC检出不良批数 4 1 5 9 11 使用后 11月6日 11月7日 11月8日 11月9日 11月10日 OQC检出不良批数 6 2 6 3 2
11月5日
11月3日 11月3日
委外做镀层分析
川田 符合使用规定要求
功能不良改善措施
改善对象
措施要点
上料前目视检查FPC洁净度
责任人员
张光水(SMT)
实施时间
11月1日
制程不良统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
日期
班别 产品类别 檢驗數量
100.00% 80.00% 60.00%
#DIV/0! #DIV/0! #DIV/0!
60.00% 40.00% 20.00% 0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
前三项不良 不良率
原因分析
17周前三项不良
17周前三项不良
18周前三项不良
总结:
前三大不良机种 不良率
不良原因
原因分析
日期
机种
检验数
制程检验不良周统计表

客户订单号朱丽丝813识立夏已过,炎热的夏季来了。
夏季是充满生气的季节,但同时也要特别注意养生保健。
我们该如何保持在炎热的夏季保持身体健康,从而享受这个夏季呢?让我来告诉大家几个夏季养生保健小常识吧。
1.夏季养生保健之多喝温水每天要喝七八杯白开水,身体要随时保持水分和补充水分,水在人体内起着至关重要的作明,维持着人体正常的生理功能。
水是人体不可缺少的重要组成部分,器官、肌肉、血液、头发、骨骼、牙齿都含有水分,夏季失水会比较多,若不及时补水就会严重影响健康,易使皮肤干燥,皱纹增多,加速人体衰老。
另外矿泉水、冷茶,牛奶,苹果汁是理想的解渴饮料。
2.夏季养生保健之补钾暑天出汗多,随汗液流失的钾离子也比较多,由此造成的低血钾现象,会引起人体倦怠无力、头昏头痛、食欲不振等症候。
热天防止缺钾最有效的方法是多吃含钾食物,新鲜蔬菜和水果中含有较多的钾,可多吃些草莓、杏子、荔枝、桃子、李子等;蔬菜中有大葱、芹菜、毛豆等也富含钾。
茶叶中亦含有较多的钾,热天多饮茶,既可消暑,又能补钾,可谓一举两得。
3.夏季养生保健之尽量穿浅色衣服深色衣服会吸收阳光,使人体温升高燥热;同时蚊子有趋暗的习性,深色容易吸引蚊子,特别是黑色。
4.夏季养生保健之福自“苦”中来苦味食品中所含有的生物碱具有消暑清热、促进血液循环、舒张血管等药理作用。
热天适当吃些苦味食品,不仅能清心除烦、醒脑提神,且可增进食欲、健脾利胃。
苦瓜:取其未熟嫩果作蔬菜,成熟果瓤可生食,既可凉拌又能肉炒、烧鱼,清嫩爽口,别具风味。
苦瓜具有增食欲、助消化、除热邪、解疲乏、清心明目等作用。
此外,苦菜、茶叶、咖啡等苦味食品亦可酌情选用。
应注意的是,食用苦味食品不宜过量,否则可能引起恶心、呕吐等症状。
5.夏季养生保健之皮肤瘙痒注意事项夏季出游,因日晒而导致皮肤瘙痒、干疼时,可涂少量肤轻松等软膏,不要用热水烫洗,也不宜用碱性大的肥皂清洗,以免刺激皮肤,加重症状。
运动与健康摘要:随着时代的进步和社会的发展,各种亚健康的症状和疾病像潮水般向人们袭来。
PE对每周前5大不良分析表

W37
606
0.36%
0.02%
杂物
W37
389
0.23%
贴纸气泡
W37
259
0.15%
11年37周检验总数:163900PCS。生产机种:天珑EM940/E910/E123/E950/波导V
不良原因分析改善追踪表
负责人 预计完成 时间 导入日期 状态 标准化
完成日期
付仲元/张 德沛
9月15日
张德沛
9月15日付ຫໍສະໝຸດ 元9月15日薛江辉/张 德沛
9月15日
薛江辉/张 德沛
9月15日
张德沛
9月15日
张德沛
9月15日
0/E910/E123/E950/波导V3/展唐K8032A/天珑E260
PACK一厂11年37周前三大不良原因分析
不良内容 周次 不良数 不良率 目标 制程原因分析
改善内容 1、对产线注塑作业员进 行宣导,严格按照注塑作 业指导书作业,每生产 30MIN对磨枪进行一次清 1、长度尺寸超标典型 洁。 机种展唐K8032A,原 因为:模腔未及时清理 1、要求产线每两小时对 及新员工注塑模腔尺寸 不良品进行一次返修分析 调节有误。 不良因素,及时改善。 长度尺寸不 良 2、通过老员工带动新员 工提升新进员工的操作水 平。 2、典型机种:天珑 1、模具尺寸调节至中 E260,为注塑模具尺寸 限;2、模具返厂更改定 调节偏上限。 位块。 1、给产线作业员合格样 3、天珑E950,长度尺 品作参考,并指导作业员 寸超标原因为:底部 正确作业,作业前后做自 3M胶纸折皱及支架未 检。2、次生产时要求在 贴到位。 组装胶壳前再撕离型纸。 1、削披锋后对电池在台 1、胶壳/注塑胶残胶 面进行轻敲击,甩掉头部 /3M胶/标贴残胶。为电 胶残屑。2、对清洁电芯 芯表面未清洁干净&拉 工位作业员进行作业宣 线台面脏。 导;抹布及时更换;让员 0.60% 工了解产品品质特征。 2、拉线台面5S未做到 1、要求产线每生产1H对 位;半自动贴标机未及 工作台面&贴标机进行一 时清洁。 次清洁。 2、手指上醋酸胶纸未 1、要求作业员每2H更换 及时更换以及贴标下机 一次手指套。2、贴标后 0.60% 速度过快,标贴未抹平 做自检,不良品及时返修 。 。
五金加工企业制程不良追踪改善表

1.模具拉伸镶件磨损,拉伸凸凹模局 1.更换拉伸镶件,模具定期保养
部间隙过大,拉伸时产品起皱,从 2.加强抽检力度,发现不良立即
而导致产品变形不良
隔离,杜绝不良流出
胡xx
7/10
1.现场物料周转,作业过程中方法不 1.宣导员工跟物料员现场物料周
2.5%
2.15% 2.10%2.12%2.01% 对
转,作业过程中注意三伤问题,
贴合后歪斜
毛xx 苏xx
7/10
支架来料13.71MM尺寸偏小,导致 加强来料管控,拦截支架13.71
1.5% 0.87%
1.0% 0.59%
0.88% 1.01%0.89% 0.49%
具里面导致在运输中有压伤的;
3.对员工做教育训练,并监督相
4.清洗过漂洗时产品没有完全在清洗 关工站将产品完全放在清洗治具
治具里面,治具一层叠一层时有压 里面;
茶xx
7/8
0.5%
伤;
4.自动化优化程序;
0.0%
5.烘干时,烘干机出炉时,产品没有 5.培训检验员检验项目及标准流
0.0% 6/28 6/29 6/30 7/1 7/2 7/3 7/4
不良原因
改善对策
责任人 完成日期
1.模具冲头,刀口磨损或崩缺,产生 1.研磨或更换冲头刀口,模具定
毛刺
期保养,备品准备充足;
2.模具中有毛刺或废料遗留在模具工 2.模具上增加风枪吹净模具工作
作表面上,未及时清理干净导致产 表面上的毛刺及废料;
胡xx 7/6
品压伤。
3.加强抽检力度,发现不良立即
隔离,杜绝不良流出。
1.5% 0.92%1.06%1.26%1.12%0.91%0.89%1.04% 1.0%
统计不良品的表格模板
统计不良品的表格模板1. 引言不良品统计是企业生产管理中非常重要的一环,它可以帮助企业了解生产过程中存在的问题,并采取相应措施进行改进。
为了有效地进行不良品统计,统计人员需要一个合适的表格模板来记录和分析生产过程中出现的不良品情况。
本文将为您提供一个统计不良品的表格模板,以便您能够更方便地进行不良品数据的管理和分析。
2. 表格模板下面是一个统计不良品的表格模板的示例:日期产品型号生产批次生产数量不良品数量不良率2022/1/1 A001 20220101 1000 50 5%2022/1/2 A001 20220102 800 40 5%2022/1/3 A002 20220103 1200 60 5%2022/1/4 A002 20220104 900 45 5%2022/1/5 A003 20220105 1500 75 5%………………3. 表格字段说明•日期:记录生产的日期,以便后续对不良品情况进行时序分析。
•产品型号:记录生产的产品型号,以便对不同型号产品的不良情况进行比较和分析。
•生产批次:记录生产的批次号,以便追溯不良品产生的原因。
•生产数量:记录每个批次的生产数量,用于计算不良率。
•不良品数量:记录每个批次的不良品数量。
•不良率:计算每个批次的不良率,即不良品数量与生产数量之比。
4. 使用方法使用该表格模板进行不良品统计的方法如下:1.根据生产日期、产品型号和生产批次等字段,逐次记录每个批次的生产情况。
2.在每个批次中记录生产数量和不良品数量。
3.根据生产数量和不良品数量计算每个批次的不良率,并填写在表格中。
4.根据需要,可以在表格中添加其他字段,如责任部门、不良原因等,以便更详细地分析不良品情况。
5.对表格中的数据进行分析,找出不良品产生的主要原因,并采取相应改进措施。
5. 总结统计不良品是企业生产管理中的重要环节,通过合适的表格模板可以更方便地进行不良品数据的管理和分析。
本文提供的统计不良品的表格模板可以帮助企业进行生产过程中的不良品统计工作,以便及时发现问题并采取改进措施,提升产品质量和生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
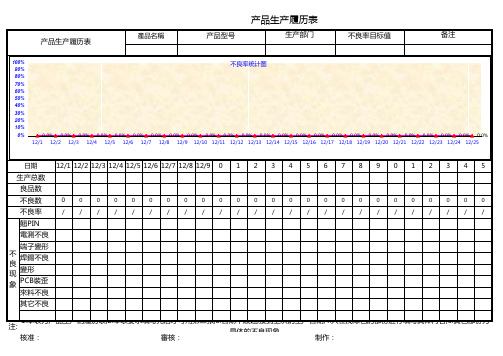
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
10611 14222 13966
0
0
0
0 10579 14196 13949 0
0
0
0
0
0
00
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 32 26 17 0 0 0 0 0 0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/ 99.70% 99.82% 99.88% /
/
/
/
不良數量
2
1
8
1
1
2
2
0
0
0
0
0
0
0
0
0
0
不良比率 2.67% 1.33% 10.67% 1.33% 1.33% 2.67% 2.67% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
累計不良比率 2.67% 4.00% 14.67% 16.00% 17.33% 20.00% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
8/1 8/2 8/3 8/4 8/5 8/6 8/7 8/8 8/9 8/10 8/11 8/12 8/13 8/14 8/15 8/16 8/17 8/18 8/19 8/20 8/21 8/22 8/23 8/24 8/25 8/26 8/27 8/28 8/29 8/30 8/31
不良率 0.01% 0.00% 0.02% 0.00% 0.00% 0.01% 0.01% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
35
30
25
20
15
10
8
5 0
2
1
2.67% 4.00%
14.67%
1 16.00%
1 17.33%
0
0
0
0
0
0
0
0
0
32 26 75
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 42.67% 34.67% 总产量
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 65.33% 57.33% 38799
2 20.00%
22.67% 2
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
22.67% 0
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形支架反向 脚未入
不良項目 变压器坏
不良率 0.0%
补焊 插件 三极管坏
1.3% 2.7% 1.3%
制程损坏
机打 PCB
0.0%
0.0% 0.0%
原因分析
改善對策
負責人 配合人
过流
0.0%
依据80/20原则,标注颜色的不良问题为提升良率首要解决的问题。
脚未入 多件 掉件 极性反 偏位 撞件 来料不良 脚铜铂翘 溢胶 立片 线路断 合計
日期 日产量
良品数
不良数
不良率
少锡
偏位
浮高
漏焊
反片
损件
包焊
有异物
稀薄
模糊
连焊
缺件
不
锡洞
良 焊剂
现 内脏
象 引脚变形
支架反向
脚未入
多件
8/1 8/2 8/3 8/4 8/5 8/6 8/7 8/8 8/9 8/10 8/11 8/12 8/13 8/14 8/15 8/16 8/17 8/18 8/19 8/20 8/21 8/22 8/23 8/24 8/25 8/26 8/27 8/28 8/29 8/30