精密注塑技术一
精密注塑技术

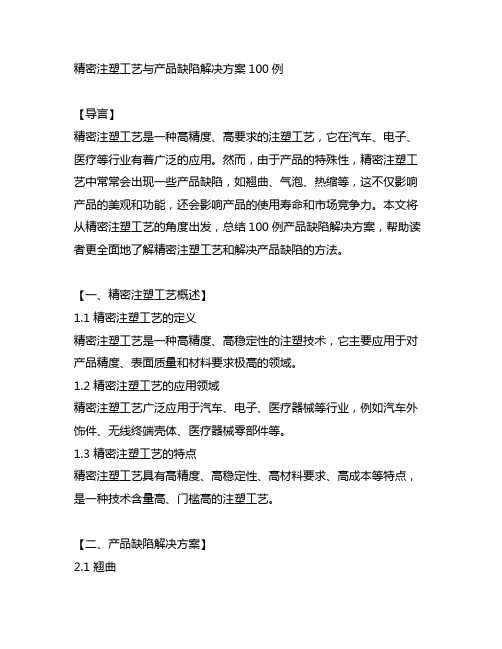
FANUC全电动注塑机
精密、狭窄间距连接器 树脂:液晶聚合物 (LCP)
伺服电机直连射出机构; 提供高压,高速。
手机电池盒 树脂:聚碳酸酯(PC)
手机导光板 樹脂:聚碳酸酯 (PC)
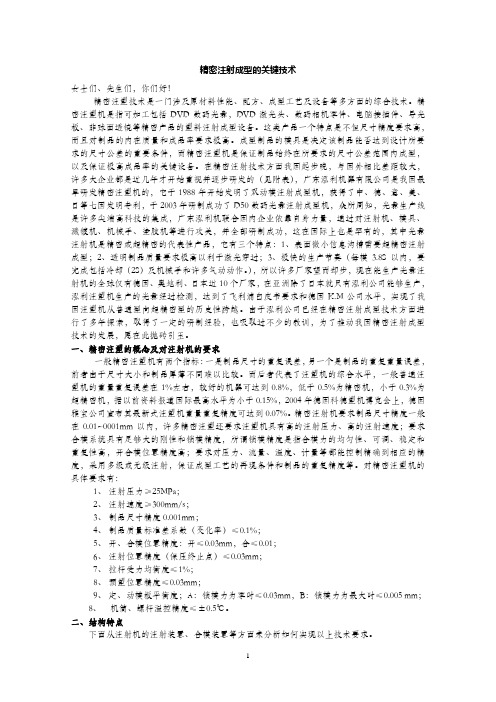
FANUC全电动注塑机
高刚性合模机构 部 , AI模具保护机能 可以有效的对模 具进行保护
6.精密注塑机的控制系统
精密注塑机是带有射胶闭环控制的注射机,通常注塑机的注 射压力和注射速度是采用闭环控制的,也叫反馈控制。 简单的讲,闭环控制就是更接近期望值的自动调节控制。注 塑机由于采用了注射闭环控制,大大提高了注射成型的重复 性和稳定性,减小了制件的尺寸波动,也就提高了制件的尺 寸精度和尺寸稳定性。注塑机要实现闭环控制,对于液压式 注塑机而言,就必须采用伺服阀,实现液压系统压力和流量 的闭环控制。超精密型注塑机除了采用伺服阀之外,还会配 加使用伺服控制板,伺服控制板配合电脑控制系统,进一步 提高液压系统输出压力和流量的重复精度,实现超精密注塑 成型。
4. 精密注塑机是如何定义的?
通常精密注塑机有两个指标:一是制品尺寸的重复
偏差,另一个是制品的重复重量偏差。前者由于尺寸大 小和制品厚薄不同难以比较。而后者代表了注塑机的综 合水平, 一般普通注塑机的重量重复误差在1%左右,较好的机器 可达到0.8%,低于0.5%为精密注塑机,小于0.3%为超 精密机。如前所述,精密注塑机要求制品尺寸精度一般 在0.01~0.001mm以内,许多精密注塑还要求注塑机具 有高的注射压力、高的注射速度;要求合模系统具有足 够大的刚性和锁模精度,所谓锁模精度是指合模力的均 匀性、可调、稳定和重复性高,开合模位置精度高;要 求对压力、流量、温度、计量等都能控制精确到相应的 精度,采用多级注射,保证成型工艺的再现和制品的重 复精度等。
如何进行精密注塑

如何进行精密注塑(时间:2006-12-30 10:10:31 共有834人次浏览)塑料电子零部件大都采用注射成型,由于这些塑料件本身具有较高的设计精度,使用特殊的工程塑料加工,对这些塑料件不能采用常规的注射成型,而必须采用精密注射成型工艺技术。
为了保证这些精密塑料件的性能、质量与可靠性及长期使用的稳定性,注射成型出质量较高、符合产品设计要求的塑料制品,必须对塑料材料、注塑设备与模具设计及注塑工艺以及注塑现场管理进行完善。
我们通常说的精密注塑成型是指注塑制品的外型精度应满足严格的尺寸公差、形位公差和表面粗糙度。
要进行精密注塑必须有许多相关的条件,而最本质的是塑料材料、注塑模具、注塑工艺和注塑设备这四项基本因素。
设计塑料制品时,应首先选定工程塑料材料,而能进行精密注塑的工程塑料又必须选用那些力学性能高、尺寸稳定、抗蠕变性能好、耐环境应力开裂的材料。
其次应根据所选择的塑料材料、成品尺寸精度、件重、质量要求以及预想的模具结构选用适用的注塑机。
在加工过程中,影响精密注塑制品的因素主要来自模具的温度、注塑工艺控制,以及生产现场的环境温度和湿度变化幅度及后天产品退火处理等方面。
就精密注塑而言,模具是用以取得符合质量要求的精密塑料制品的关键之一,精密注塑用的模具应切实符合制品尺寸、精度及形状的要求,模具材料应严格选取。
但即使模具的精度、尺寸一致,其模塑的塑料制品之实际尺寸也会因收缩量差异而不一致。
因此,有效地控制塑料制品的收缩率在精密注塑技术中就显得十分重要。
注塑模具设计得合理与否会直接影响塑料制品的收缩率,由于模具型腔尺寸是由塑料制品尺寸加上所估算的收缩率求得的,而收缩率则是由塑料生产厂家或工程塑料手册推荐的一个范围内的数值,它不仅与模具的浇口形式、浇口位置与分布有关,而且与工程塑料的结晶取向性(各向异性)、塑料制品的形状、尺寸、到浇口的距离及位置有关,同时和模具冷却分布系统紧密相关。
影响塑料收缩率的主要有热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等因素,而这些影响因素与精密注塑制品的成型条件或操作条件有关。
成像光学塑料透镜的精密注塑成型技术研究

成像光学塑料透镜的精密注塑成型技术研究摘要:在当今的光学成像行业中光学系统模块已经得到了广泛的应用。
因此,光学系统模块的精密加工成型越来越受到研究机构的关注。
基于这种情况,本文梳理了其成型方法,希望介绍光学系统模块的应用、研究和发展。
关键词:光学成像系统;光学系统;模块;精密加工;成型在水泥产品的生产和加工方法中,一种主要的加工方法可以是注塑成型模具。
随着精密注塑成型方法的产生,传统注塑成型方法中精度不足的问题得到了妥善处理。
精密注塑成型方法具有高精度和可靠性,在光学系统的加工和生产中发挥着重要作用。
1注塑成型技术简述注塑成型是将加热成流体的定量分析表面涂层注入不锈钢模具,在加热压力标准下成型,加热干燥后打开模具,稳定光学塑料构件的迫切需要。
光学塑料喷射成型的核心阶段是模具。
由于表面涂层加工工艺成型的工作温度较低,模具的规定低于玻璃加工工艺成型模具。
非球面模具的超精度制造非常困难。
通常,模具的坯料首先在数控机床上磨成类似的非球面,然后采用模具精度磨削法逐步提高非球面的表面精度和表面钣金件,最后用抛光法磨削成规定的表面精度和表面钣金件。
然而,由于传感器的使用寿命相对较低,在模具制造的整个过程中需要不断检查和更改模具,逐步提高尺寸精度,使模具的成本非常高。
因此,目前的模具是由刚性好、分辨率低的自动焊机和球面对称抛光机制成的。
首浇口密封成型法是一种向环氧树脂加热的两相组织(Tg)熔融环氧树脂注入上述金属模具(注入量入量应为:加热结束时打开模具时,环氧树脂的压力仅为空气压力),并快速密封浇筑。
温度和应力均匀后,在相对容积和温度-应力均匀标准下,慢慢加热至环氧树脂热分解温度以下,打开模具装入压形品的成型方法。
其方法是:在注入成型前,将一个小球放入陶瓷模具的浇筑口。
当向模具中注入熔融环氧树脂时,小球会从浇筑口移动到触摸模具穴的一侧。
此时,在浇口通向模穴的地方出现缝隙,熔融环氧树脂后缝隙会流出模穴。
当泡罩包装机停止向模具内压力灌浆环氧树脂时,由于压差,环氧树脂瞬间逆流,小球被这种逆流环氧树脂从触摸模具穴的一侧推到模具浇口。
精密注塑技术

精密注塑成型技术精密注塑成型一般是指成型制件的精度和表面质量都要求很高的工艺,也有人认为,精密注塑是指塑件的尺寸精度达到0.01~0.001 mm 的注塑成型工艺。
近年来,随着电子、医疗、通讯、汽车等行业的迅速发展,人们对塑料制品的高精度、高性能要求与日俱增,传统的塑料成型工艺已经很难满足目前高标准的要求,同时,注塑成型是最重要的塑料成型方法之一,因此,精密注塑成型技术愈来愈受到人们的重视,使得精密注塑成型技术不断地进步,新的技术不断地涌现。
影响精密注塑成型的因素精密注射成型要求制品不仅具有较高的尺寸精度、较低的翘曲变形、优良的转写特性,而且还应有优异的光学性能等,因此,它对注塑机、注塑模具、成型工艺、原材料性能和配方等均有特殊的要求,影响精密注射成型的因素很多。
根据目前的实际生产来看,影响精密注塑成型的因素主要有以下几个方面:(1)塑料收缩率设计精密塑料制品时,应需考虑塑料的收缩率。
精密注塑制品的公差等级可以按照SJB72-7.8中的第1和第2两个公差等级确定。
(2)制品形状及尺寸塑件的形状及尺寸对制件的精度有很大的影响,生产实践表明,制品形状越复杂和尺寸愈大时,其精度就越低。
(3)模具结构塑件的精度与模具型腔数目和生产批量密切有关。
同样表明,单型腔模具结构的精度比多型腔模具结构要高,小批量生产的精度比大批量要高。
(4)模具加工精度由于注塑制品必须在模腔内成型,因此,制品的精度无论如何也不会超过模腔的精度。
通常情况下,注塑制品精度要比模具精度低一到两个公差等级。
就目前模具制造技术而言,模具型腔大部分采用高速铣削、磨削、抛光或电加工等方法制造,这些加工方法可以达到所需的最高精度。
(5)注塑机由于精密注塑成型对制品具有较高的精度要求,所以,它们一般都需要在专门的精密注塑机上进行。
精密注塑机的注塑功率要大,控制精度要高,液压系统的反应速度要快,合模系统要有足够的刚性。
精密注塑成型塑料的选择塑料制品成型时收缩率波动较大,另外,不同的塑料品种,由于采用的聚合物和助剂的种类及其配比不同,它们在注塑成型时所表现的流动性能和成型性能将会具有很大的差异;即使对于组分和配比完全相同的塑料,由于生产厂家、出厂季节和环境条件等因素影响,用它们注塑出来的制品之间也还存在形状及尺寸是否稳定的问题。
精密注塑工艺与产品缺陷解决方案100例
精密注塑工艺与产品缺陷解决方案100例【导言】精密注塑工艺是一种高精度、高要求的注塑工艺,它在汽车、电子、医疗等行业有着广泛的应用。
然而,由于产品的特殊性,精密注塑工艺中常常会出现一些产品缺陷,如翘曲、气泡、热缩等,这不仅影响产品的美观和功能,还会影响产品的使用寿命和市场竞争力。
本文将从精密注塑工艺的角度出发,总结100例产品缺陷解决方案,帮助读者更全面地了解精密注塑工艺和解决产品缺陷的方法。
【一、精密注塑工艺概述】1.1 精密注塑工艺的定义精密注塑工艺是一种高精度、高稳定性的注塑技术,它主要应用于对产品精度、表面质量和材料要求极高的领域。
1.2 精密注塑工艺的应用领域精密注塑工艺广泛应用于汽车、电子、医疗器械等行业,例如汽车外饰件、无线终端壳体、医疗器械零部件等。
1.3 精密注塑工艺的特点精密注塑工艺具有高精度、高稳定性、高材料要求、高成本等特点,是一种技术含量高、门槛高的注塑工艺。
【二、产品缺陷解决方案】2.1 翘曲解决方案:优化模具结构,增加产品的冷却时间,控制注塑工艺参数。
2.2 气泡解决方案:选择适当的材料、改善模具设计、优化注塑工艺参数。
2.3 热缩解决方案:优化成型工艺、使用专业热缩材料、加强模具表面处理等。
【三、总结与展望】本文总结了100例精密注塑工艺产品缺陷解决方案,从模具设计、材料选用、工艺参数等方面提出了解决问题的方法。
未来,随着工艺技术的不断进步,相信会有更多更先进的产品缺陷解决方案出现,为精密注塑工艺的发展提供更坚实的保障。
【个人观点】作为一名资深的精密注塑工艺工程师,我深知产品缺陷对企业的影响之大。
解决产品缺陷是我们工程师的责任和使命。
通过不断学习和实践,我相信精密注塑工艺在解决产品缺陷方面一定会有更好的表现,为行业发展做出更大的贡献。
总结起来,精密注塑工艺是一门高技术含量的工艺,它在产品缺陷解决方案方面有着丰富的经验和成果。
希望本文的内容能够帮助读者更深入地了解产品缺陷的解决方法,为精密注塑工艺的发展和应用提供借鉴和参考。
ARBURG精密注塑技术

© Copyright by ARBURG / Nov. 2006
5
锁模力 Clamping Force
怎样计算锁模力
锁模力 = 单位锁模力 X (产品投影面积 + 流道投影面积)
如果有滑块,需要将滑块投影面积的 30% 加入产品投影面积
How to calculate the clamping force ?
精密注塑技术 Aspects for Precise Injection Molding
内容提要 Overview
• 精密注塑的定义 • Definition Precise Injection Molding
• 锁模系统 • Clamping Unit • 锁模力 • Clamping Force •选择注射装置的准则 •Criteria to Select the Injection Unit • SELOGICA® 控制器 • SELOGICA® Controller •模具设计 •Mold Design • 模具温度控制 •Mold Temperature Control
Injectionv olume 1.25 shot v olume (1) 1.25 23.45 cm3 29.31cm3
Results according the list below: Injection unit Screw diameter Max. injection volume Percentage of capacity
选择注射量的准则 Selection criteria shot volume
最大计量容量max. dosage volume
20 – 80 % 10 – 20 % bzw. 80 – 90 % < 10 % bzw. > 90%
09-精密注射成型的关键技术-黄步明
精密注射成型的关键技术女士们、先生们,你们好!精密注塑技术是一门涉及原材料性能、配方、成型工艺及设备等多方面的综合技术。
精密注塑机是指可加工包括DVD数码光盘,DVD激光头、数码相机零件、电脑接插件、导光板、非球面透镜等精密产品的塑料注射成型设备。
这类产品一个特点是不但尺寸精度要求高,而且对制品的内在质量和成品率要求极高。
成型制品的模具是决定该制品能否达到设计所要求的尺寸公差的重要条件,而精密注塑机是保证制品始终在所要求的尺寸公差范围内成型,以及保证极高成品率的关键设备。
在精密注射技术方面我国起步晚,与国外相比差距较大,许多大企业都是近几年才开始重视并逐步研发的(见附表),广东泓利机器有限公司是我国最早研发精密注塑机的,它于1988年开始发明了双动模注射成型机,获得了中、德、意、美、日等七国发明专利,于2003年研制成功了D50数码光盘注射成型机,众所周知,光盘生产线是许多尖端高科技的集成,广东泓利机联合国内企业依靠自身力量,通过对注射机、模具、溅镀机、机械手、塗胶机等进行攻关,并全部研制成功,这在国际上也是罕有的,其中光盘注射机是精密或超精密的代表性产品,它有三个特点:1、表面微小信息沟槽需要超精密注射成型;2、透明制品质量要求极高以利于激光穿过;3、极快的生产节奏(每模3.8S以内,要完成包括冷却(2S)及机械手和许多气动动作。
),所以许多厂家望而却步,现在能生产光盘注射机的全球仅有德国、奥地利、日本近10个厂家,在亚洲除了日本就只有泓利公司能够生产,泓利注塑机生产的光盘经过检测,达到了飞利浦白皮书要求和德国K.M公司水平,实现了我国注塑机从普通型向超精密型的历史性跨越。
由于泓利公司已经在精密注射成型技术方面进行了多年探索,取得了一定的研制经验,也吸取过不少的教训,为了推动我国精密注射成型技术的发展,愿在此抛砖引玉。
一、精密注塑的概念及对注射机的要求一般精密注塑机有两个指标:一是制品尺寸的重复误差,另一个是制品的重复重量误差,前者由于尺寸大小和制品厚薄不同难以比较。
精密注射成型技术概述
精密注射成型技术概述作者:刘奇胡章咏来源:《科技创新导报》 2012年第17期刘奇1 胡章咏(鄂东职业技术学院湖北黄冈 438000)摘要:介绍了精密注射成型的意义以及精密注射成型对塑件尺寸的要求,指出了影响塑件精度的四个方面:物料、工艺、设备和模具。
分析了每个方面影响的原因,提出了改进的措施。
关键词:精密注射成型塑件中图分类号:TQ32 文献标识码:A 文章编号:1674-098X(2012)06(b)-0069-011 精密注射成型技术产生的过程精密注射成型主要是指成型塑件的尺寸公差和形状精度要求很高、表面粗糙度值要求很低的一种注射工艺方法。
随着塑料工业在20世纪的迅猛发展,塑件在较多工业领域中的应用越来越多,而且有不断地替代传统的金属零部件的趋势。
因此,对于塑料制件的精度要求也越来越高,而要达到这样的精度要求,若采用普通注射成型方法则难以达到,所以精密注射成型技术就从20世纪60年代开始萌芽,70年代到80年代得到大力发展的一种注射成型技术[1][2]。
2 精密塑料件的尺寸精度要求由于塑料制品成型手段与金属制品的制造在本质上有十分明显的区别,所以塑料制品的精度不能简单地等同于所代替的金属零件的精度。
精密注塑产品的尺寸精度公差范围必须合理,塑件精度范围规定太狭窄会导致模具及成型设备制造加工困难,增加制造和维护成本;精度范围规定太宽泛,则满足不了塑件的使用要求。
关于精密塑件的尺寸精度范围,各国的规定都不一致,一般说来,在工程实际当中比较认可德国的DIN16901标准和日本塑料工业研究会的标准CESM7002。
3 影响精密塑件成型精度的因素影响精密注射成型塑件质量与尺寸的因素有很多,最主要的有以下几种。
3.1 塑料种类的选用由于塑料注射成型是由塑料熔融态注射进入模具型腔,然后冷却成为塑料制品,在冷却过程中,塑料存在收缩现象,而且不同品种的塑料收缩性有很大不同,所以关于塑料是否能成型精密塑件,其收缩性事一个很大的制约因素。
精密注塑
1.我国精密注塑的发展20世纪70年代,塑料应用范围从生活用品扩大到工业领域,从机械、建筑深入到电子电器、仪表、航空等高精密尖端领域,消费量逐年增加。
为适应这一发展趋势,精密注射成型技术得到开发和发展。
精密注射成型是指成型制件的精度很高,而常规注射成型难以达到要求的一种注射成型方法,精密注射成型技术广泛应用于信息、机电、仪器仪表、航空航天等产业中。
特别是精密塑件在电子领域中的应用,它降低了电子元件的成本,提高了电子元件的性能。
精密注射成型是塑料注射成型加工发展的必然趋势。
国内陶瓷粉末注射成型研究起步于20世纪80年代中期,主要有清华大学、上海硅酸盐研究所等几家单位参与。
清华大学先后研究了陶瓷涡轮转子燃汽轮机陶瓷叶片和高强度高韧性氧化锆及氧化铝陶瓷的精密注射成型,并提出了微波快速脱脂新方法。
目前,国内大学与企业在陶瓷精密注射成型制备技术通过合作不断研制和开发许多新产品,包括各种氧化锆、氧化铝结构陶瓷与生物陶瓷部件和产品,例如陶瓷表链、表壳、陶瓷套筒、透明氧化铝陶瓷托槽、陶瓷牙桩等,不但满足国内市场的需求,还有一些精密陶瓷产品出口到国外。
当今,随着精密注射成型技术的完善与发展,已进入产业化应用阶段,成为国内外精密陶瓷零部件制备最有优势的先进成型技术[4]。
2.国外精密注塑的发展对陶瓷和金属粉末精密注射成型技术的研究,日本、美国、德国和英国处于领先地位,国际上大部分粉末注射成型的研究论文和发明专利都出之于这些国家。
这些国家的一个共同点就是大学研究机构与大公司密切合作,从而在理论基础研究和工艺技术研究方面都不断创新:一是注重粉体表面化学与有机载体相互作用及其流变学的研究,为此专门开发了粉末注射成型用粘结剂与添加剂,并且将粉末与粘结剂混炼、造粒,为用户提供不同陶瓷材料体系的注射成型用喂料,如:通讯产业中光纤连接器用四方相氧化锆陶瓷插芯(ferrule)的注射成型喂料,就主要被日本控制;二是注重脱脂新技术研发,日本、美国、德国分别提出超临界脱脂、溶解萃取脱脂和化学催化脱脂等新方法。
精密注塑成型技术
《精密注塑成型技术》专题讲座☆主办单位:深圳市塑胶行业协会☆协办单位:一点通注塑顾问网经纬通咨询顾问有限公司希锐企业管理咨询有限公司☆讲师简介:洪奕春,毕业于暨南大学,一点通注塑技术顾问有限公司首席注塑培训师、资深注塑顾问。
从1987年开始从业注塑,曾先后在布吉日塑制造厂、三诚精密制造厂、公明新东江塑胶厂、坪山现代精密塑胶厂等数家大型知名港资、日资精密塑胶厂任职,凭借自身的努力,从注塑技术员、领班,至注塑工程师、主管、注塑部经理、技术顾问等职务;了解日本企业的管理方式及品质标准;擅长试模管理工作、成形难点跟踪、改善;问题模具的分析、改进;机械手治具设计、制作;熟悉精密注塑成形、快速换模、氮气辅助注塑等先进技术……☆课程目的:1.使学员掌握精密注塑成型应具备的知识和实际技能2.降低注塑生产中的不良率、材料、时间浪费3.提升生产现场的管理水平4.解决生产中出现的实际问题,提高注塑厂的生产效率☆课程背景:随着社会的快速发展,科技的日新月异,制造业对注塑制品的尺寸精度、外观质量要求不断提高,精密注塑成型正日益成为注塑行业的一种趋势。
但现状存在不少问题,很多注塑厂因为基础工作未能做好,管理没有跟上,很可能用一流的机器设备、三流的管理水平,结果生产出末流的产品,技术水平低,产品质量差,不良率居高不下,材料浪费惊人……因此,我们对这一课题进行了研究、探讨,并取得了不少成果,帮助注塑企业解决这些问题。
☆课程特色:一、主题明确,观念独特,理论结合实际二、使学员掌握精密注塑成形应具备的知识和技能,对生产效率提高有极大帮助三、互动交流,现场解决学员准备的疑难问题,重在提高学员分析问题的能力四、系统讲述精密注塑成型知识,适合高端、精密注塑产品生产企业的技能提升培训☆课程内容:第一章、注塑成型发展概况1.发展历史中国的注塑成型从七十年代开始发展,当时主要是在香港,塑胶业和塑胶机械业曾经占香港整体工业的主要地位。
随着中国的改革开放,塑料业得到空前的发展,内地的环境优质弥补了香港资源的不足。
精密注塑技术

讲义) 精密注塑技术(讲义)
1
目 录
1. 概述 2. 设备 3. 工艺 4. 问题
2
概 述
3
精密注塑概念
精密注塑是指加工成型的注塑制品的尺寸重复精 度很高,以致使用通用注塑机、 度很高,以致使用通用注塑机、常规的注塑成型 工艺难以达到要求的一种注射成型方法。 工艺难以达到要求的一种注射成型方法。“精密 注射成型”这一概念,主要是区别于“ 注射成型”这一概念,主要是区别于“常规注射 成型” 它是基于高分子材料的迅速发展, 成型”,它是基于高分子材料的迅速发展, 在仪 表、电子领域里采用精密塑料部件取代高精度的 金属零件的技术。 金属零件的技术。目前针对精密注射制品的界定 指标有2 一是制品尺寸重复精度, 指标有2 个,一是制品尺寸重复精度, 二是制品 质量的重复精度。 质量的重复精度。
全电动注塑机的优势:低能耗、高精度、 全电动注塑机的优势:低能耗、高精度、低噪音
17
精密模具
要制造出精密的制品,精密模具是必不可少的。 要制造出精密的制品,精密模具是必不可少的。 模具的精度一般受模具的温度控制、 模具的精度一般受模具的温度控制、模具的精密 制造和模具设计时对塑料收缩率选用等影响。 制造和模具设计时对塑料收缩率选用等影响。
18
模具的温度控制
在一般精度零件的注射成型中, 在一般精度零件的注射成型中,控制模具温度主 要是为了提高生产率。 要是为了提高生产率。然而模具温度控制对精密 注射成型的影响极大,它影响制件的收缩、形状、 注射成型的影响极大,它影响制件的收缩、形状、 结晶、内应力等, 结晶、内应力等,因此设计模具冷热回路时要求 温度分布合理,控制精度精确, 温度分布合理,控制精度精确,最好采用模温机 和冷水机控制。 和冷水机控制。
精密注塑成型技术

◆◆◆◆◆◆讲--师--介--绍
余成根(TONY):1988年毕业于天津科技大学塑料工程专业,中国首席高级注塑培训师,中国注塑协会顾问,具有20年注塑行业实际工作经验,曾到日本制钢研究所和香港塑胶科技中心进修。历任高级注塑工程师、注塑工程经理、注塑部高级经理、注塑企业厂长/副总、多家知名外资企业高级注塑顾问等职,曾服务于香港伟易达集团、美国惠普公司、日本松下电器、德国KIP集团等多家国内外知名企业……
2.王晓培(注塑部主管): 现代注塑已进入了精密注塑成型的时代,其实所有的注塑件都属于精密注塑成型。现在的客户要求非常苛刻,如果习惯于过去凭经验调机的思路和方法,就不可能达到高品质的要求。我参加“精密注塑成型技术”培训课程后,使我改变了观念,认识到现代注塑成型技术的精髓,收获很大,一定要向公司申请老师到我们公司来内训,提高相关人员的注塑技术水平,推动公司的进步和发展。
⑤ 风叶的注塑成型技术 ⑥ 连接器的注塑成型技术
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
◆◆◆◆◆◆培--训--流--程
★★专家讲授●精密注塑●科学成型●关键技术●实用知识●案例分析●快速提升★★
3.张志强(注塑工程师): 我曾工作过3家注塑企业,感到现在大多数注塑技术工作者还是没有精密注塑成型的理念,凭经验做事的多,缺乏科学的注塑过程控制,导致注塑品质不稳定,浪费很大。余老师讲的6个典型的精密注塑件的案例,使我触类旁通,受益非浅。能把这6类注塑件能做OK,相信注塑再也不会是困难的事了。注塑技术水平也一定会提高很多,希望我们所有的注塑工作者有时间都应该参加培训,适应现代注塑成型加工的高品质要求……
精密工程塑料注射成型工艺

精密工程塑料注射成型工艺
精密工程塑料注射成型工艺主要包括以下步骤:
1. 原材料准备:根据所需制品的要求,选择合适的塑料原料,并进行预处理,如干燥、混料等。
2. 模具设计:根据产品的形状和尺寸,设计出适合的注塑模具,包括模具结构、尺寸、型腔数量等参数。
3. 模具制造:按照设计图纸制造注塑模具,包括开料、加工、热处理、组装等环节。
4. 注塑机调试:将预先准备好的塑料原料加入注塑机的喂料斗,进行预热、熔化和调整熔体流量,保证注射过程中塑料熔体的稳定性和均匀性。
5. 模具安装:将设计好的注塑模具安装到注塑机上,进行模具和注塑机的对接调试,调整模具开合力、模具温度和模具压力等参数。
6. 注塑过程:将熔化好的塑料原料通过喂料斗注入到注塑机中,经过加热和熔化后,将熔体注入到模具的型腔中,待塑料凝固后,开模取出成型的塑料制品。
7. 质量检测和控制:对制品进行质量检测和控制,保证制品的质量和性能符合要求。
8. 包装和运输:对制品进行包装和运输,保证制品在运输过程中不受损伤。
以上是精密工程塑料注射成型工艺的主要步骤,每个步骤都有严格的操作要求和质量控制标准,以保证最终制品的质量和性能。
精密注塑件尺寸精度方法简介

精密注塑件尺寸精度方法简介精密注射成型的概念精密注塑是指加工成型的注塑制品的尺寸重复精度很高,以致使用通用注塑机、常规的注塑成型工艺难以达到要求的一种注射成型方法。
“精密注射成型”这一概念,主要是区别于“常规注射成型”,它是基于高分子材料的迅速发展, 在仪表、电子领域里采用精密塑料部件取代高精度的金属零件的技术。
目前针对精密注射制品的界定指标有2 个,一是制品尺寸重复精度, 二是制品质量的重复精度。
本文主要从制品尺寸重复精度方面阐述精密注射成型。
但由于各种材料本身的性质和加工工艺不同,不能把塑料制件的精度与金属零件的精度等同起来。
精密注射成型是一门涉及原材料性能、配方、成型工艺及设备等多方面的综合技术,精密塑料制品包括DVD数码光盘、DVD激光头、数码相机零件、电脑接插件、导光板、非球面透镜等精密产品,这类产品的显著特点是不但尺寸精度要求高,而且对制品的内在质量和成品率要求也极高。
成型制品的模具是决定该制品能否达到设计要求的尺寸公差的重要条件,而精密注塑机是保证制品始终在所要求的尺寸公差范围内成型,及保证极高成品率的关键设备。
塑料制品最高的精度等级是三级。
1.1 精密注射的特点( 1)制件的尺寸精度高、公差小,即有高精度的尺寸界限;(2)制品重量重复精度高,要求有日、月、年的尺寸稳定性;(3)模具的材料好、刚性足,型腔的尺寸精度、光洁度以及模板间的定位精度高;(4)采用精密注射机更换常规注射机;(5)采用精密注射成型工艺;(6)选择适应精密注射成型的材料。
评定制品最重要的技术指标,就是注塑制品的精度( 尺寸公差、形位公差和制品表面的光洁度) 。
我国使用的标准是SJ1372?78,与日本塑料制品的精度和模具精度等级很接近。
欲注塑出精密的塑料制品,需从材料选择、模具设计、注射成型工艺、操作者的技术水平等4大因素进行严格控制。
精密注塑机要求制品尺寸精度一般在0.01~0.001mm以内,许多精密注塑还要求注塑机具有高的注射压力、高的注射速度;要求合模系统具有足够大的刚性和足够高的锁模精度,所谓锁模精度是指合模力的均匀性、可调、稳定和重复性高,开合模位置精度高;要求对压力、流量、温度、计量等都能精确控制到相应的精度,采用多级或无级注射,保证成型工艺再现条件和制品尺寸的重复精度等。
浅谈塑料制品加工实用新技术

浅谈塑料制品加工实用新技术塑料制品是现代工业中不可或缺的一部分,它们广泛应用于各个领域,包括日常生活用品、建筑材料、汽车零部件等。
随着科技的不断发展,塑料制品加工技术也在不断更新和升级,新的实用技术不断涌现,推动着塑料制品行业的发展。
本文将就塑料制品加工的实用新技术进行简要的介绍和分析。
一、 3D打印技术在塑料制品加工中的应用精密注塑技术是一种高精度的塑料制品加工技术,它主要应用于一些对尺寸精度和表面质量要求较高的塑料制品的生产。
在精密注塑加工中,可以实现对塑料制品尺寸、形状、表面的精确控制,从而保证最终产品的质量和性能。
相比于传统的注塑技术,精密注塑技术可以实现对塑料材料的更加有效的利用,减少了材料的浪费,提高了生产效率。
精密注塑技术还可以实现对塑料制品的镶嵌、封装等特殊加工要求,适用于一些微型零部件的生产。
随着工业自动化技术的不断发展,智能化调控技术在塑料制品加工中也得到了广泛应用。
通过智能化调控技术,可以实现对生产过程的全方位监控和自动化调节,提高了生产的稳定性和可靠性。
在塑料制品加工中,通过智能化调控技术可以实现对注塑机、模具温控系统、原料供给系统等设备的自动化控制,保证了生产过程的高效运行和产品质量的稳定性。
智能化调控技术还可以实现对生产数据的实时监测和分析,为生产决策提供了科学依据,提高了生产管理的水平。
随着环保意识的不断提高,环保材料技术在塑料制品加工中也得到了越来越多的关注和应用。
传统的塑料制品加工中常常会使用一些对环境有害的塑料材料,如聚氯乙烯(PVC)、聚苯乙烯(PS)等。
而环保材料技术则可以实现对这些有害材料的替代,采用可降解、可回收利用的环保塑料材料,从源头上减少对环境的影响。
在塑料制品加工中,环保材料技术可以实现对新型环保材料的研发和生产,推动行业向着更加环保、可持续的方向发展。
总结来看,塑料制品加工实用新技术的不断涌现,推动着塑料制品行业的发展。
通过3D打印技术、精密注塑技术、智能化调控技术、环保材料技术等新技术的应用,可以实现对塑料制品生产过程的优化和提升,提高了生产效率和产品质量,促进了行业的可持续发展。
精密注塑工艺(3篇)

第1篇一、引言注塑工艺是一种常见的塑料加工方式,广泛应用于汽车、电子、家电、日用品等领域。
随着科技的不断进步和市场需求的变化,精密注塑工艺应运而生。
本文将详细介绍精密注塑工艺的定义、特点、流程以及在我国的发展现状。
二、精密注塑工艺的定义精密注塑工艺是指采用高精度注塑设备、高性能原材料和先进的技术手段,生产出尺寸精度高、表面质量好、性能优异的塑料制品的加工工艺。
在精密注塑过程中,对注塑设备的精度、原材料的质量、工艺参数的调控以及生产环境的控制要求极高。
三、精密注塑工艺的特点1. 高精度:精密注塑工艺能够生产出尺寸精度达到±0.1mm甚至更高的塑料制品,满足高端产品对尺寸精度的要求。
2. 高表面质量:通过优化注塑工艺参数和采用高品质原材料,精密注塑工艺能够生产出表面光洁、无气泡、无流痕的塑料制品。
3. 高性能:精密注塑工艺可以生产出具有优异物理性能、化学性能和机械性能的塑料制品。
4. 环保节能:精密注塑工艺采用节能环保的设备和原材料,有利于降低生产过程中的能源消耗和环境污染。
5. 自动化程度高:精密注塑工艺可以实现生产过程的自动化、智能化,提高生产效率,降低人工成本。
四、精密注塑工艺的流程1. 原材料准备:根据产品需求,选择合适的塑料原材料,并进行预处理,如干燥、过滤等。
2. 注塑设备调试:对注塑设备进行调试,确保设备运行稳定、精度高。
3. 模具设计:根据产品尺寸、形状和性能要求,设计合理的模具结构,并确保模具加工精度。
4. 注塑工艺参数设置:根据产品材料和模具结构,设置合适的注塑工艺参数,如注射压力、温度、速度等。
5. 注塑生产:将预处理好的原材料放入注塑机,按照设定好的工艺参数进行注塑生产。
6. 产品后处理:对注塑好的产品进行脱模、冷却、检验等后处理工序。
7. 产品包装:将合格的产品进行包装,准备出厂。
五、精密注塑工艺在我国的发展现状1. 技术水平不断提高:我国精密注塑工艺技术水平逐渐提高,部分企业已达到国际先进水平。
精密注塑成型PVT控制技术

精密注塑成型PVT控制技术新浪微博QQ空间人人网开心网更多图1 聚合物典型PVT特性曲线产效率。
综观当今注塑机市场,在保证制品质量的前提下,如何利用成熟的自动化设备,提高产品精度,降低废品、次品率及节约原材料、能源以降低成本,增强市场竞争,己引起国内外注塑机厂商的高度重视,为此采用先进的控制技术和管理手段已成为必然的趋势。
传统注塑机中的过程控制方法大多采用注射压力、保压压力、合模力、注射速度及注射量等参数作为控制量,称为机器变量。
这些变量由操作员根据经验和试模对注塑机预先输入控制参数,通常主要采用时间来控制每个阶段的开始和结束。
这些变量完全由注塑机本身决定,而与材料的特性关系不大。
参数控制作为控制系统的主要功能,需要对连续变化的过程参数,如温度、压力、位置和速度等进行精确的闭环控制。
由于注射过程主要参数都具有相当显著的非线性时变特性,而其动态特性又会随着工艺条件的更改而变化,所以这种对传统的固定参数进行控制的策略很难有效地保证不同操作条件下的控制性能。
随着对精密成型研究的深入,有人提出了采用物料的参数作为变量,例如熔体压力、熔体温度和熔体冷却速率等,这些变量称为工艺变量。
大量研究表明,工艺变量与传统的机器变量相比,具有更高的控制精度。
图2 注塑成型过程中型腔温度、压力曲线聚合物材料从粒料(或粉料)经过塑化、填充、压缩、保压以及冷却定型成为制品,这是注塑成型的一般过程。
但是由于材料和模具的多样性,需要采用不同的工艺参数,如果参数选择不当,无论填充过多或是填充不足,都会影响最终制品的质量,甚至造成废品。
因此,确保每次成型的制品保持相同的尺寸、重量及收缩率,是注塑成型控制所要达到的目标。
PVT控制技术聚合物的PVT特性,即压力(P)、比容(V)和温度(T)之间的相互关系,是聚合物材料的本质属性。
它们属于工艺参数,在聚合物的生产、加工以及应用等方面有着十分重要的作用。
无论聚合物的状态如何,P、T和V这3个状态参数都会按照一定的规律变化,与加工手段和条件无关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
© Copyright by ARBURG / 09. 2010
4
液压机的模具保护
Mold protection hydraulic machines p y 始于模具保护段,监控合模时间,低的合模力。
Start via stroke, monitoring via time, Limited by low forces
!!! 相同螺杆直径,但不同注射压力和注塑量
!!! Same screw diameter but different max. injection pressure and shot weight
© Copyright by ARBURG / 09. 2010
17
选择注射单元
Selection of the Injection Unit j
© Copyright by ARBURG / 09. 2010
9
锁模力
Clamping Force
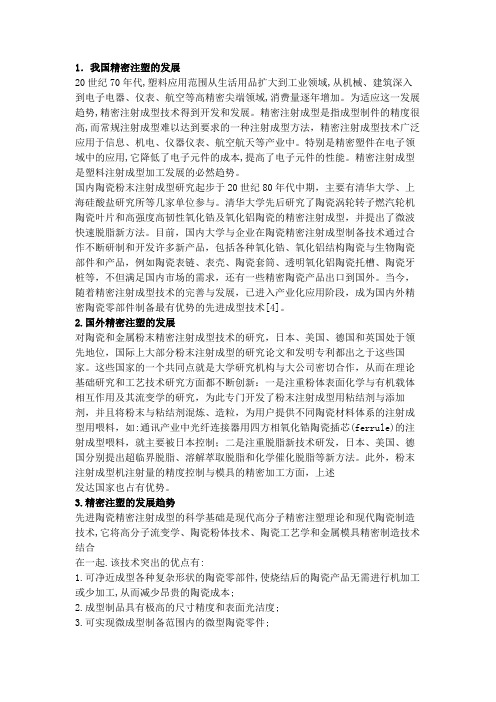
怎样计算锁模力 / Calculation of the clamping force
锁模力 = 单位锁模力 X (产品投影面积 + 流道投影面积)
clamping force = specific clamping force × (projected area of all molded part + proj. area sprue)
最佳工作范围 optimal working range p g g 有条件可接受的范围 conditional suited 不推荐的范围 not recommended
© Copyright by ARBURG / 09. 2010
19
选择注射单元
Selection of the Injection Unit j
320 C 500-100 500-100 mm L/D max. mm max. ccm max. g/PS max. bar max. ccm/s 20/25/30 25/20/16.7 100 31/49/70 26/41/59 2500/2240/1550 80/126/180
320 C 600-250 600-250 30/35/40 23.3/20/17.5 150 106/144/188 89/121/158 2470/1820/1390 112/154/202
© Copyright by ARBURG / 09. 2010
2
精密注塑的概念
Definition of Precise Injection Molding
• 小的尺寸和公差 • 轻的部件重量和小的公差 • 为特定产品配备注塑设备 • 稳定的质量,高的重复性
• Small part dimension and small tolerance • Low weight and small tolerance • Adaptation of machine performance to the parts • Stable quality, high reproducibility
© Copyright by ARBURG / 09. 2010 13
选择注射单元
Selection of the Injection Unit j
Shot weight 注射量
Material 材料
Injection Accelerat. & speed 加速度和射速
Injection pressure 射压
精密注塑技术
(一)
Precise Injection Molding
主讲:闫路顺 工程硕士
应用技术支持
内容提要
Overview
• 精密注塑的概念 • Definition of Precise Injection Molding • 锁模系统 • Clamping Unit • 锁模力 • Clamping Force • 选择注射装置的准则 • Criteria to Select the Injection Unit • SELOGICA® 控制系统 • SELOGICA® Controller • 模具设计 • Mold Design • 模具温度控制 • Mold Temperature Control
注射功率 / Working performance
Technical data 320 C Machine type EUROMAP size Injection unit Screw diameter Effective screw length Screw stroke Theoretical stroke volume Th ti l t k l Molded part weight Injection pressure Injection flow
18
选择注射单元
Selection of the Injection Unit j 选择注射量 Selection criteria shot volume
最大计量容量 / max. dosage volume
20 – 80 % 10 – 20 % bzw. 80 – 90 % < 10 % bzw. > 90%
如果有滑块,需要将滑块投影面积的30%加入产品投影面积
With sliders, adding 30% of the projected slider area to the projected area of molded part.
© Copyright by ARBURG / 09. 2010
© Copyright by ARBURG / 09. 2010
6
模具保护程序
Mold protection p 不同的后续动作
Different selections for optimum adjustment
© Copyright by ARBURG / 09. 2010
7
模具保护程序
Mold protection p 模具保护的摄像监控
max. spec. i j ti pressure x max. injection stroke volume / 1000 Example: Injection I j ti molding machine ldi hi 320 C 600-250 Max. Injection pressure (screw diameter 35mm) = 1820 bar Max. Stroke volume = 154 cm3 1820 bar x 154 cm3 / 1000 ≈ 250
10
锁模力
Clamping Force 单位锁模力的确定
define the necessary specific clamping force, use one of the graphics below. Standard Parts / 一般零件
非结晶塑料
半结晶型塑料
© Copyright by ARBURG / 09. 2010
© Copyright by ARBURG / 09. 2010
5
电动机的模具保护
Mold protection electrical machines p 始于模具保护段,监控合模力和时间,低的合模力。
Start via stroke, monitoring via force and time,Limited by low forces stroke
长度 / Length: 宽度 / Width: 浇道投影面积: Proj. area sprue j p 单位锁模力: Spec. clamping force 模穴数 / cavities: 6 cm 1.5 cm 8 cm2 6 kN/cm2 8
锁模力= 6千牛/ 6cm x (1.5cm x 6cm x 8腔 + 8cm 浇口投影面积)= 480千牛 = 48吨
Integrபைடு நூலகம்tion of camera system for optimum mold protection
© Copyright by ARBURG / 09. 2010
8
锁模力
Clamping Force 精确控制的锁模力。 • 模腔更好的排气 (90%的空气从分型面排出) • 减少机器和模具的磨损 • 节省能源
© Copyright by ARBURG / 09. 2010
3
锁模系统
Clamping Unit p g
模板平行度 • 箱型结构 • 长而精确的导向 • 模板平行度的调节 50 吨 范围内 +0.05 mm,最好值 +0.03mm • 通过校准可调回出厂值 • 极高的刚度
Parrallelity of mould platens • movable platen as stable and proven box type box-type platen • long and precise guiding of the movable platen • adjustable parallelism up to 50 to. Machines 0.05 mm, best value +0.03mm 0.03mm • re-adjustable through calibration • high rigidity