第五届技能大赛数控车图纸(技能提高图纸分享)
数控车床图纸

数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
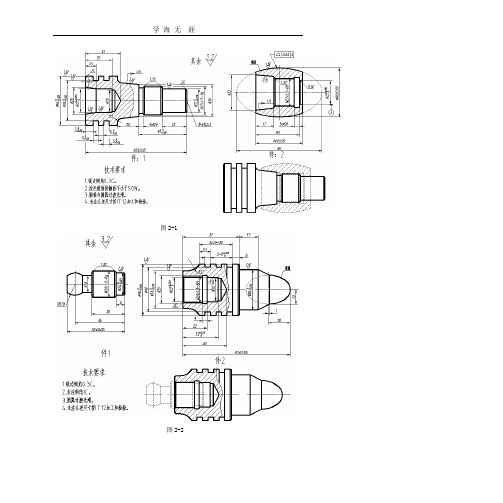
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
全国数控车技能大赛题图(2020年整理).pptx
Байду номын сангаас 库题 8
学海无 涯
库题 9
学海无 涯
题图 2-9
库题 10
学海无 涯
题图 2-10
库题 11
学海无 涯
题图 2-11
库题 12
学海无 涯
题图 2-12
库题 13
学海无 涯
库题 14
学海无 涯
库题 15
学海无 涯
学海无 涯 库题 16
库题 17
学海无 涯
题图 2-17
库题 18
学海无 涯
学海无 涯 库题 19
学海无 涯
学海无 涯
库题 20
a)装配图
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
图 2-1 图 2-2
学海无 涯
图 2-3
学海无 涯
图 2-4
库题 1
学海无 涯 其余
M30×2-6g 20°±2′
库题 2
题图 2-1
学海无 涯
库题 3
题图 2-2
库题 4
题图 2-3
学海无 涯
库题 5
题图 2-4
学海无 涯
题图 2-5
库题 6
学海无 涯
库题 7
学海无 涯
数控车比赛图纸1

B
C
D
E
F 1
40 H7/g6
2
3
4
5
6
7
8
A
83 2
+0.03 0
85
B
73
C6
28 H8/g7
40
配合-1
配合-2
D
技术要求
1、能完成两种配合情况; 2、螺纹能完整配合; 3、锥面配合接触面积大于75%; 4、配合后满足上述的审查尺寸。
2
3
4
教师组1-装配图
C0.5×45°
1.6
D
R50
轴2
轴1和轴2
设计 制图 额定工时 6h
校对 日期 共3页
2009.5 第2页
图号 数量 材料
教师组-1
各1件 比例 2:1
45#
重量
2009年广州市技工院校 职业技能竞赛
1
2
3
4
5
6
7
8
A
3.2
A
其余
R50
B C D E F
1
40
g6
- 0.01 - 0.03
1.6
26
1.6 M22×1.5
0.02 A
35 ±0.10
6 ±0.02
14
+0.03 0
1.6
1.6
4
10° 1.6
16
23
1.6 18 1.6
30
R50
轴1
技术要求 1、轴2两端面允许存在中心孔; 2、未注倒角为0.5×45°; 3、未注公差按GB/T 1084-2000; 4、利边倒钝。
2
3
4
世界技能大赛数控车项目(PPT52页)

切槽粗车刀及刀片
切槽精车刀及刀片
1.钢件加工:车刀及刀片选用 外圆端面车刀及刀片
球头刀及刀片
1.钢件加工:车刀及刀片选用
镗孔车刀及刀片
端面槽刀及刀片
2.铝件加工:车刀及刀片选用
外圆粗车刀及刀片
外圆精车刀及刀片
2.铝件加工:车刀及刀片选用
镗孔精车刀及刀片
端面槽车刀及刀片
2.铝件加工:车刀及刀片选用
3)镗孔粗加工参数设置
4)端面槽粗加工参数设置
5)镗孔精加工参数设置
6)外圆精加工参数设置
7)切槽精加工参数设置
8)端面槽精加工参数设置
3.Mastercam技巧设置
1)快捷键功能设置
2)右键功能设置
3)切削参数设置
操作管理导航器→文件→默认操作→编辑
1、客观评分 - A, B, C 和 E 2、三坐标测量机、粗糙度检测仪完成客观评分要素的检测 3、检测由专业检测员进行,三位专家在场监督、记录与复检
8.主观评分要求
1、主观评分-D 2、专家们将分为三个工作组进行主观 评分
3、每组5位专家:对每一评分点逐一 打分,最高10分、最低1分,去除最高分 和最低分(同一会员专家不参与自己选 手的打分,但可以观看)
切槽粗车刀及刀片
切槽精车刀及刀片
(二)量具清单
各类常用工量具(三丰量具)
千分尺(0-25、25-50、50-75、75-100)
大盘头公法线 千分尺(0-25) 公法线千分尺(0-25、25-50、50-75
)
24
叶片千分尺(25-50、50-75) 花键千分尺(25-50、50-75)
25
重力表座及百分表
磁力表座及杠杆百分表
第五届河北省数控技能大赛
第五届河北省数控技能大赛技术文件(数控车工、数控铣工、加工中心操作工)第五届河北省数控技能大赛组委会2012年3月目录第一章竞赛概述及内容 (2)一、竞赛概述 (2)二、竞赛内容 (2)三、竞赛要求 (4)四、竞赛安排 (4)第二章竞赛场地、设施 (5)一、赛事与赛区 (5)二、赛场配置 (5)第三章竞赛细则 (6)一、选手须知 (6)二、竞赛规则 (6)三、赛场规则 (8)第四章成绩评定方法 (8)第五章申诉与仲裁 (9)附录1:数控车工实际操作竞赛场地、设备、刀具、量具清单 (10)附录2:数控铣工/加工中心实际操作竞赛场地、设备、刀具、量具清单 (14)第一章竞赛概述及内容一、竞赛概述1.竞赛分组数控车工、数控铣工、加工中心操作工(四轴)竞赛分为职工组、教师组、学生组三个组别。
其中学生组又分为高等职业院校<含高职、高专>、中等职业学校<含中专、技校、职高>和高级技工学校、技师学院三个小组。
加工中心操作工(五轴)分职工组、教师组/学生组两个组别,每组由2人组成。
加工中心/数控车团队只设中等职业学校<含中专、技校、职高>组,每组由3人组成(全部为学生)。
2.竞赛项目考虑到我省参赛选手和数控设备的实际情况,本次竞赛只设数控车工、数控铣工和加工中心操作工三个竞赛项目。
加工中心操作工(五轴)和数控车/加工中心团队不单设竞赛项目。
3.竞赛依据依据《数控车工》、《数控铣工》、《加工中心操作工》最新国家职业标准。
4.竞赛形式职工、教师和学生在数控车工、数控铣工、加工中心竞赛中以个人形式参赛,分别按竞赛成绩排名。
参加加工中心操作工(五轴)竞赛的职工组和教师/学生组选手分别按以上组别采取个人形式参赛,以2人成绩总和排定小组竞赛成绩名次。
参加数控车/加工中心团队的选手,报名时要求其中加工中心操作工1人,数控车工1人,工艺编制1人可任选数控车或数控加工中心参加竞赛,3人分别采取个人形式参赛,以3人成绩总和排定小组竞赛成绩名次。
全国数控车技能大赛历届图

3。
2算它未注倒角为】吨βOe5S4±0.05C2Sx70r§o-HQLrlςo,D∣τoa3Iχ4i∙IHLM---------------- " '--- i—17止匚巧m2E—10*SIN[I∕J]WΛ囂口5IJSΛS≡41IWIπr≡≡∣3J1G-1T4±^l4匸技术要束L IiWl t 砒韧拟專 ft^SM ⅛⅛S ⅛⅛⅛l ⅛.2, i ⅛⅛⅛¼* 3, 未的JHIl !■ 4,加工表t?⅜Λ0443m ・=÷l⅛IO OTOt0∕f β+0。
05門‰E?、*≡9—EXOEHs *s -5⅛*84.0±OJ 5O O sc⅛4T O6,0±0,056∖优*⅛—lvJ—"—L一Λ52.8±0.144。
22fλ0±0。
1ln5oCrog6图2—1§吐认05⅞MTl。
§∖⅛A3⅜)理±0。
05S屯S林要求1. ⅛W03C i2. ⅛⅛m ⅛mfso^.3. θttKMM ⅛< 4 ⅛址差尺寸S ∣T12⅛1⅛⅛⅛閔J 。
SC52ifk05件1MUIWJIO BC . 2⅛MlC i3.MM8O ,t 。
⅜it ⅛⅛Λ⅛⅛∣τi2i∑W ⅛⅛,L 。
_________ 辿 _______ 十F ”一 MOWO#2图2—203βΛU LEII」5 ©产一Cn023÷J’°3M30XΞIrO061七D。
OL50.01527⅛-oεSO幻地05’屈也富If521(?.!2Mffl⅛1C.3。
®t.M⅛⅛Λ⅛i∣T12⅛∑⅛⅛⅛DJ⅛5⅞gr■心图2-3889»ss i35 ±0.0154"” - ----- ----SO+108910中06sl 0l sl '⅛Icι-7⅛亠 6Q±0.03787 ±0。
车工技能大赛图纸
车工技能大赛图纸一、操作顶目说明...................................................2 二、操作顶目图纸...................................................3 三、操作顶目评分表................................................8 四、车工推荐工具清单.............................................11 五、车工理论知识复习指导大纲.................................13 六、应知应会比赛规则 (14)车工决赛操作顶目说明一、赛件名称:偏心锥度组合件二、赛件图样:1、组合装配图(见XBQJNDS – C000)2、丝杆轴(见XBQJNDS – C001)3、偏心锥度(见XBQJNDS – C002)4、丝杆盖(见XBQJNDS – C003)5、滚花螺钉(见XBQJNDS – C004)注意:决赛时,以赛场下发的图纸为准三、考核内容:(1)考核项目:所有考核项目评分(见竞赛项目评分表)(2)使用设备:CY6140(30台)(3)决赛所用棒料由赛场统一发放(4)评分说明:1、加工项合格得满分,超差扣分按超差量对照评分表内要求或等级进行。
2、装配项按评分表内要求评分3、评分表内未指定的尺寸和表面粗糙度达不到要求时,按表内规定的数值扣分。
4、未注公差尺寸按IT12级标准加工和检测,超差不得分。
2XBQJNDS - C000新北区五项技能大赛委员会XBQGNDS - C001XBQGNDS - C002XBQGNDS - C003 5h额定工时共5页第1页偏心锥度组合件XBQGNDS - C004日期制图数量件号零件名称材料图号设计校对45材料45丝杆轴11数量2偏心锥度145图号345丝杆盖1备注14滚花螺钉45 检验.4.未注尺寸公差按IT12加工,工;使用锉刀,砂布,油石修饰加具,定尺寸刀具,表面不允许3.加工时不允许使用偏心夹2.径向跳动取三个方向测量;1.总成后交监考验收;技术要求:3′12级加工锐棱倒钝 0.3x45?ITXBQJNDS - C001未注倒角 1x45?其余1. 锥角允差?43.末注公差按技术要求2. 梯形螺纹中径用三针测量新北区五项技能大赛委员会丝杠轴共5页第2页额定工时日期制图设计校对45材料数量图号1.61.6''4锐棱倒钝XBQJNDS - C002未注倒角 1x45? 其余新北区五项技能大赛委员会偏心锥套第3页共5页额定工时日期制图设计校对45材料数量1图号2、末注公差按75%>12级加工IT1、与件1接触面技术要求:545?X未注倒角 1其余XBQJNDS - C003丝杆盖额定工时共5页第4页日期制图设计校对45材料数量1图号新北区五项技能大赛委员会末注公差按IT12级加工技术要求:645?XXBQJNDS - C004未注倒角 1其余0.4~第5页共5页额定工时网纹 m0.3日期制图设计校对45材料数量1图号新北区五项技能大赛委员会滚花螺钉2、末注公差按IT12级加工1、网纹m0.3~0.4可用 P=1.2代替技术要求:7姓名考号开工时间单位停工时间件序考核项目检查结果配分评分标准号号25 组装成型能()不能()不能完成组装不得分01 10 157.5?0.2 mm 15 超差0.05以内扣5分 74.5 mm 超差0.05以内扣5分 0.1,2 ,0.053 0.5 mm 15 超差0.01以内扣5分 0总成,0.054 0.1 mm 15 超差0.01以内扣5分 05 0.05 A 20 ? 超差不得分06 4/2 超差不得分Ф44 mm Ra1.6 0.025,07 4/2 超差不得分Ф38 mm Ra1.6 0.039,,0.028 4/2 超差不得分Ф20 mm Ra1.6 ,0.03309 ,36 mm Ra3.2 2/2 超差不得分 0.375,,0.11810 10/8 超差不得分Ф33 mm Ra1.6 ,0.453011 2/1 ,29 mm Ra3.2 超差不得分件0.537,112 4 40?0.025 mm 超差不得分 13 4 6?0.025 mm 超差不得分014 50 mm 4 超差不得分 0.20,15 A-B ◎ Ф0.02 8 超差0.01扣4分16 ? 0.02 8 超差0.01扣4分17 8/3 锥度1:5?4ˊ Ra1.6 超差2ˊ扣4分 18 8 M12螺纹配作间隙不大于0.10 mm 优,良,中、差每降一级扣2分19 2 Ф29 mm 超差不得分 20 4 26 mm 、 3 mm 超差不得分 21 146 mm 2 超差不得分22 0Ф 8/4 超差不得分 44 mm Ra1.6 件0.025,2,0.02523 8/4 超差不得分Ф34 mm Ra1.6 08件序考核项目检查结果配分评分标准,0.021 8/4 超差不得分 20 mmRa1.6 号号 024 25 63?0.025 mm 8 超差不得分Ф,0.0526 10 mm 6 超差不得分 0锥度1:5配作接触面积大于75% 27 15/5 接触面积达: % 超差不得分件Ra1.6 228 15 e=2?0.02 mm 超差0.01扣5分29 0.025 15 ? 超差0.01扣5分030 12/6 超差不得分Ф44 mm Ra1.6 0.025,,0.02531 12/6 超差不得分Ф34 mm Ra1.6 ,0.041,0.02132 12/6 超差不得分Ф20 mm Ra1.6 033 8 15?0.05 mm 超差不得分件334 e=2?0.02 mm 20 超差0.01扣10分 35 5 mm 2 超差不得分36 4 1×45? 4处不符合要求不得分37 0.03 12 ? 超差0.01扣6分 38 25/10 M12—5g6g Ra1.6 超差不得分 39 10 Ф36 mm 超差不得分 40 28 mm 10 超差不得分件41 9 mm 10 超差不得分 4花纹:饱满, 42 25 网纹m0.3~0.4 每降一级扣10分不饱满,乱纹43 5×1.3 mm 4 不符合要求不得分44 6 1×45?二处不符合要求不得分9姓名考号单位序号考件名称得分系数实际成绩备注 1 0.25 总成2 0.3 丝杆轴3 偏心锥套 0.24 0.12 丝杆盖5 0.08 螺钉6 考前准备 0.057 实际总分评分人:年月日核分人:年月日10序号名称型号与规格单位数量备注1 外径千分尺0~25mm(0.01)把 1 1 操作设备 CY6140型普通车床台1 外径千分尺25~50 mm(0.01)把游标卡尺0~200 mm(0.02)把 11 深度游标卡尺0~200 mm(0.02)把1 内径百分表18~35 mm(0.01)套1 万能角度尺0~320?(2?)套检1 公法线千分尺0~25 mm(0.01)把测公法线千分尺25~50 mm(0.01)把 1 量 2 1 量针Ф3.108 mm 付具1 量针Ф1.009mm 付1 百分表0~10mm 只1 磁性表座套塞尺0.02~1mm 把 11 杠杆百分表(0.01)只90º车刀把自定45º车刀把自定切槽刀4×20mm 把自定切断刀5×30mm 把自定内孔车刀Ф20×55 把自定刀3 内孔车刀Ф20×20 把自定内孔车刀Ф28×45 把自定外三角形螺纹车刀 6mm 把自定具外梯形螺纹车刀P=6 mm、Ψ=13.2º、左把自定麻花钻Ф10.2 mm 、Ф18mm 、Ф28mm 支各11 网纹滚花刀 m=0.3~0.4或P=1.2 把1 中心钻 A3.15mm 支11序号名称型号与规格单位数量备注 C型套只自定辅偏心垫片 e=2mm 块自定助夹鸡心夹头Ф45 mm 只自定 4 具1 自车固定顶尖Ф35×60 mm 个#1 活动顶尖 5莫氏只活动扳手把自定螺丝刀(一字)把自定1 三角锉刀把通 #钻夹头Ф1~13mm 51 莫氏只用 5 1 毛刷把工 1 铁钩把具刀垫块自定红丹粉自定铜皮条自定油枪只 1Ф50×145 mm 段 1 备6料Ф50×125 mm 段 1计算器等自定其 7它劳动防护用品自定12新北区首届制造业五项技能竞赛车工理论知识复习指导大纲一、命题标准本次大赛理论试题依据劳动和社会保障部制定的《国家职业标准》中的车工高级工标准制定。