塑料注射(注塑)模具结构图解
模具结构图解
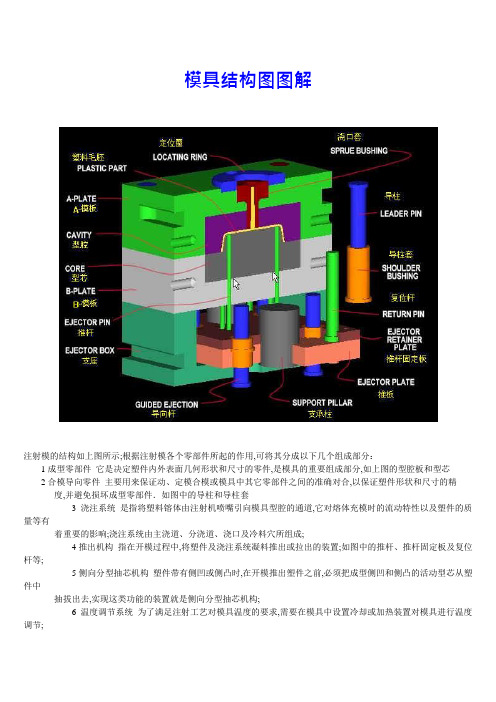
模具结构图图解
注射模的结构如上图所示;根据注射模各个零部件所起的作用,可将其分成以下几个组成部分:1成型零部件它是决定塑件内外表面几何形状和尺寸的零件,是模具的重要组成部分,如上图的型腔板和型芯2合模导向零件主要用来保证动、定模合模或模具中其它零部件之间的准确对合,以保证塑件形状和尺寸的精度,并避免损坏成型零部件.如图中的导柱和导柱套
3浇注系统是指将塑料镕体由注射机喷嘴引向模具型腔的通道,它对熔体充模时的流动特性以及塑件的质量等有
着重要的影响;浇注系统由主浇道、分浇道、浇口及冷料穴所组成;
4推出机构指在开模过程中,将塑件及浇注系统凝料推出或拉出的装置;如图中的推杆、推杆固定板及复位杆等;
5侧向分型抽芯机构塑件带有侧凹或侧凸时,在开模推出塑件之前,必须把成型侧凹和侧凸的活动型芯从塑件中
抽拔出去,实现这类功能的装置就是侧向分型抽芯机构;
6温度调节系统为了满足注射工艺对模具温度的要求,需要在模具中设置冷却或加热装置对模具进行温度调节;
7排气系统在注射过程中必须将型腔内原有的空气和塑料本身释放出来的气体排出,以免它们造成成型缺陷;排
气结构常在分型面处开设排气格,也可以利用拉杆或型芯与模具的配合间隙来排气;
8支承零部件这类零件在注射模中是用来安装固定或支承上述零部件的;。
塑料端盖注射模具设计(含全套CAD图纸)

本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract (II)主要符号表 (III)1绪论 (V)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
注塑模之标准模架

注塑模之标准模架模架之标准模架模具是制造模型的⼯具,按特定形状去成型具有⼀定形状和尺⼨的制品的⼯具。
模具技术在制造业中占⽤很⾼的地位。
对于我们产品设计⼈员来说,模具在⼯作中频繁出现,与我们的⼯作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。
模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排⽓系统和标准模架。
⼀,标准模架结构简述不同产品零件所需要的模具不⼀样,⽽模具结构⼜有很多相同的结构,所以为了更加效率地做出模具,⼈们开始使⽤⼀些标准模架,标准模架构成了模具的⾻架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,⼀套模具是相当复杂的,这⾥只是介绍模具的⾻架--标准模架。
1标准模架的分类对于塑胶模具,按照基本结构分类,⼀般分为⼆板模式模具(⼤⽔⼝)和三板式模具(细⽔⼝),其中三板式模具⼜可以细分为细⽔⼝模具和简化型细⽔⼝模具,对应的就有⼤⽔⼝模架、细⽔⼝模架和简化型细⽔⼝模架。
2,模架的基本结构(以⼆板模CI型为例)由上图可以看出标准模架的组成(1),板⼦部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。
前后模底板:分别要和注塑机上⾯的定模扳和动模板固定在⼀起。
前后模板:两个模仁就是要镶嵌在两个模板⾥⾯。
上下顶出板:注塑机上⾯的合模系统中的顶出机构会顶住这两块板,进⽽将塑件顶出。
模脚:为零件的顶出⽀撑出⼀定的空间。
(2),固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。
(3),辅助零部件:导柱与导套、回针。
导柱与导套:导柱在后模板,导套在前模板,当前后模合并时起导向作⽤。
回针:也较复位杆,上⾯套有弹簧,当注塑机上⾯的顶出杆顶出顶出板并将塑件顶出,此时回针上⾯的弹簧使顶出板复位。
(4),辅助零件部分:吊环孔,为了在模具加⼯时⽅便搬运⽽设计的。
注塑模具结构动画演示

上一页
下一页
9
侧向分型与抽芯机构_滑块
上一页
下一页
10
侧向分型与抽芯机构_滑块
上一页
下一页
11
单分型面注射模[示意图]
上一页
下一页
12
双分型面注射模[示意图]
上一页
下一页
13
模架与镶件-C型
上一页
下一页
14
滑块脱模_外螺纹
上一页
下一页
15
推板推出
上一页
下一页
16
推杆推出_加强筋
上一页
推板脱模结构形式
上一页
下一页
53
推板脱模结构形式
上一页
下一页
54
推板与型芯的配合形式
上一页
下一页
55
推杆推出机构形式
上一页
下一页
56
推杆推出机构形式
上一页
下一页
57
推管中部开有长槽的形式
上一页
下一页
58
推管主型芯固定于动模型芯固定板的形式
上一页
下一页
59
推块脱模机构形式
上一页
下一页
60
上一页
下一页
69
锥面定位形式_1 [示意图]
上一页
下一页
70
锥面定位形式_2 [示意图]
上一页
下一页
71
压缩模加压方向的选择_便于安放嵌件
上一页
下一页
72
压缩模加压方向的选择_便于加料
上一页
下一页
73
压缩模加压方向的选择_便于塑料流动
上一页
下一页
74
直角式自动脱螺纹注射模
上一页
注塑模具结构最清晰讲解 原创 图文 含动画共25页

51、山气日夕佳,飞鸟相与还。 52、木欣欣以向荣,泉涓涓而始流。
53、富贵非吾愿,帝乡不可期。 54、雄发指危冠,猛气冲长缨。 55、土地平旷,屋舍俨然,有良田美常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
注塑模具结构图示(PPT30页)
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
A板水口板ຫໍສະໝຸດ B板流道制品 三板模
热流道模具图
重叠模具结构图
双色模具
THE END
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。2020/11/122020/11/12Thursday, November 12, 2020
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 020/11/ 122020 /11/12 2020/11 /1211/ 12/202 0 3:31:21 AM
每天只看目标,别老想障碍
•
3、
。202 0/11/12 2020/1 1/1220 20/11/1 2Nov-2 012-Nov-20
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。202 0/11/12 2020/1 1/1220 20/11/1 2Thurs day, November 12, 2020
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
注射模具结构综合介绍(ppt 71页)PPT学习课件

顶块顶出
胶位较高,难下顶针。,如:分体面框
推板顶出
筒形件、盒形件、瓶盖等
模具型腔中的空气如 何排出?
排气系统
排气系统 作用
排气槽排气 排气钢排气 配合间隙排气
…….
保证塑料熔体在填充过 程中型腔中的气体能完 全顺利排出。
排气系统对确保制品成型质量起着至关重要的作用。 A、利用排气槽,排气槽一般设在型腔最后被充满的部位,排气槽的深度因塑料不同而异,基本 上是以塑料不产生飞边的所允许的最大间隙来确定,如ABS 0.04以下,泥龙0.02mm以下,赛钢 0.02以下。 B、利用型芯镶件推杆等的配合间隙或专用排气塞排气; C、有时为了防止制品在顶出时造成真空变形,必设气销; D、有时为了防止制品与模具的真空吸附,而设计防真空吸附元件。
浇注系统(流道系统)
冷流道系统
如何把塑料填充 到成型零件组成 的型腔中?
流道 系统
作用
使塑料熔体平稳且有序地填充到型腔中, 并在填充和凝固过程中把压力充分传递 到各部位,以获得组织紧密、外观清晰 的塑料件。
热流道系统
浇口套
塑料模具的浇注系统
主流道(直浇道)
浇口
分流道
定位圈 浇口套
水口刮板
常用浇口方式
排气槽
排气槽
排气不良会产生烧黑、注不满等
在注塑过程中,动定 模不断开合,如何保 证动定模相对位置精 确?(保证产品分型 线不错位)
导向定位零件
导向定位 零件 作用
保证动定模合模时位置 的精确性。
导柱、导套 辅助定位器 …….
导柱
定位辅助器
中托司(针板导柱)
导向不精确,会导致产品 分型线错位、擦穿位批锋。 严重时会会导致模具卡死、
注塑模具结构图示

二、三板模具(二次分型模具)的特点:
在定模板和动模板之间有一块模板,在此模板和 定模板之间有水口流道。 1、 由于可采用点水口,故不需要对水口位进行 后处理。 2、 结构复杂,需分别取出成型品和水口流道。 3、 可将浇口置于成型品的任意位置。 4、 故障比二板模具多,模具费用也较高。
注塑模具结构
主讲人:程浩
本次专题讲座的目的
1、了解塑胶模具的结构
注塑模具的定义
塑料注射成型所用的模具称为注塑成型模具,
简称注塑模。注塑模能一次成型外形复杂、尺 寸精确高或带有嵌件的塑料制品。 “七分模具,三分工艺”。对注塑加工来说, 模具和注塑机一样对成型品的质量有很大的影 响,甚至可以说模具比注塑机所起的作用更大; 在注塑成型时如果对模具不充分了解,就难以 得到优良的成型品。
注塑模具的结构及组成
注塑模的结构由注塑机的类型和塑件的结构特 点所决定,每副模具均由动模和定模所组成。 动模安装在注塑机的移动板上,而定模则安装 在注塑机的固定板上;注塑时,动模与定模闭 合后构成浇注系统及模腔,当模具分开后,塑 件或啤件留在动模一边,再由设置在动模内的 脱模机构顶出塑件。根据模具中各个部件的作 用不同,一套注塑模可以分成以下几个部分:
A板 流道
水口板
B板
制品 三 板 模
热流道模具图
重叠模具结构图
双色模具
THE END
常见的注塑模具结构及组成如下图所示:
A、二板模具(侧浇口) 结构图
胶件顶出图
B、三板模具(针孔型浇口)
结构图
胶件顶出图
C、斜导柱模具(边浇口、推板顶出)
结构图
胶件顶出图
D、绞牙抽芯模具(直浇口) 结构图
注塑模具基本结构(图解)

动画文件夹\侧 向分型与抽芯 机构\齿轮齿条 侧抽芯.swf
2011年12月27日
7.热流道注射模
动画文件夹\注射模分类 讲解\热流道注射模.swf
热流道注射模是利用加热或绝热的方式,使注射机喷嘴到型腔入口 这一段流道中的塑料一直保持熔融状态,从而在开模时只需取出塑 件,不需取出流道凝料的一种塑料注射模具。
带动活动型芯作侧向移动(抽拔与复位)的整个机构称为侧分型与 抽芯机构,简称侧抽芯机构。
2011年12月27日
侧分型与抽芯机构
动画文件夹\ 斜导柱分型与 抽芯机构运动 分析.swf
2011年12月27日
带动型芯滑块侧向移动的整个 机构称侧向分型与抽芯机构。
二、注射模具的分类
1.按塑料材料分类热 热塑性塑料模、热固性塑料模
应用范围:
主要用于当塑件侧面凹槽或孔较 浅,所需抽拔距不大,但成型面积 较大的场合。
特点:抽芯距较短,抽芯力较大。
2011年12月27日
5.带活动镶件注射模
动画文件夹\注射模分 类讲解\带活动镶嵌件 注射模.swf
模具上设有活动的 型芯、螺纹型芯。
2011年12月27日
带活动镶件注射模
有些塑件有更特殊的要求,如模具上需要设置螺纹型芯或螺 纹型环等时,在型腔的局部设置活动镶件。 开模时,这些活动镶件不能简单地沿开模方向与塑件分 离,而是必须在塑件脱模时连同塑件一起移出模外,然后通 过手工或专门的工具将它与塑件分离,在下一次合模注射之 前,再重新将其放入模内。
3.浇注系统
将塑料由注射机喷嘴引向型腔的流道称为浇注系统, 浇注系统分主流道、分流道、浇口、冷料穴四个部 分,是由浇口套、拉料杆和定模板上的流道组成。
2011年12月27日
塑胶模具结构解析精选ppt

后模仁
完整版课件
6
前模开模后的位置
开模后,行位依靠斜 边和弹簧的力而向后 退出
弹簧
在行位向后退出后,顶针板向前推进,产
品即可顶出后模仁,此时产品已完全脱
完整版课件模,可用手取下产品
7
产品有扣位,所以需要做行位,行位的形状如图所示
完整版课件
8
此两个扣位要在行位退出后,产品方可顶出,
完整版课件
9
行位未开模时 的状态
完整版课件
17
此角度大于90度,出模时斜 顶沿着斜方向向上顶
完整版课件
18
大于90度
90度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离
要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
2
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时,
模具温度会不断升高,运水
可使模具处在一种恒温下生
产,从而保证产品的稳定性
完整版课件
3
此孔直接与啤机的射咀接触, 完整版课件
唧嘴 水口
产品
4
前模仁
完整版课件
5
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PRODUCT
成品
EJ.PIN SKD61
顶针
热处理HRC52~55
RETURN PIN
SUJ2
回位销
热处理HRC48~52表面研磨
LEADER BUSHING SUJ2
导套
热处理HRC48~52表面研磨
LOCATING BLOCK(MALE) SKD61
定位块下
热处理HRC52
ANGULAR EJ.PIN SKD61/S136
塑料注射模具零件常用材料表
注 散热不易区域可以使用铍铜
若客户有特别要求以客户要求为准
ANGULAR CAMS
拔块
SKD61 热处理
RETAINER BLOCK
DF2
压板
热处理
LEADER PIN SUJ2
导柱
热处理表面研磨
WEAR BLOCK PDS-3 表面氮化; SK3熱處理HRC45~48
耐磨块 青铜+石墨(全硬模) ;
斜顶
热处理
表面氮化
青铜
热处理
表面氮化
热处理
表面氮化
热处理
GUIDE BLOCK
引导块 斜顶座ANGULAR EJ.PIN BLOCK 耐磨块WEAR BLOCK
SUPPORT BLOCK S55C
模脚 方铁
S55C
下固定板
BUTTOM CLAMPING F塊DAC 表面氮化
整体式大滑P塊20(718H), NAK80 滑块座PDS-3 表面氮化 滑块入子NAK80,S136(透明产品);
P20,--咬花(不透明) FDAC,H13,(VIKING大陆没有)--易断(不透明)
CORE INSERT
公模仁
NAK80(透明料); 420,S136(PVC); P20(ABS,PC+ABS, HIPS高冲击聚苯乙稀); SKD61,H13(全硬模)HRC46~48
母模板
P20(ABS,PC+ABS, HIPS);
CAVITY INSERT
NAK80(透明料); 420,S136(PVC);
母模仁
SKD61,H13(全硬模)HRC48~52
圓PIN入子 SKD61 SKD61/LKM为O1(JIS SK53,如DF2)
热处理HRC48 表面研磨
LOCATING BLOCK(FEMALE)
公模入子P20,NAK80,FDAC 圆PIN入子SKD61
CORE PLATE(B PLATE) S55C
公模板
S55C
上顶针板
EJ.RET.PLATE
S55C
下顶针板
EJ.PLATE
S55C
支撑柱/撑头
SUPPORT PIN(S.P.)
TOP CLAMPING PLATE S55C
上固定板
CAVITY PLATE S55C