NSD电子凸轮(VS-5EX)使用说明
电子控制器手册说明书

UC-RFD52R-E-RF控制单元操作说明EN UC-RF DD52R-E-RF控制单元PLC连接,无线射频数据传输ELESA和GANTER依法保留所有型号的权利。
复制图纸需注明来源。
目录33445556677 1.基本信息1.1 安全预防措施1.2 说明1.3 连接和安装2.说明2.1 连接电源2.2 连接PLC2.3 接口配置2.4 UC-RF和DD52R-E-RF之间的数据交换2.5LED警告灯2.6安全3.技术数据823ENELESA 和GANTER 依法保留所有型号的权利。
复制图纸需注明来源。
1. 基本信息1.1 安全预防措施总论设备的设计和组装符合最新的现行法规。
设备交付给客户时,运行状态良好,满足所有与安全相关的条件。
为了使设备维持这种状态,在安装和使用设备时必须考虑以下因素:- 只能根据预期使用目的使用设备;- 采取与安全和危险有关的所有措施;- 遵守现有手册尤其是相关安全预防措施的规定!确保负责员工阅读并充分了解操作手册,尤其是描述安全预防措施的章节。
作为操作说明的补充,与事故预防和环境保护有关的其他一般或相关法律规定也应当加以考虑并遵守。
本手册是对现有文件(产品信息、安装说明、说明书和目录)的补充。
设备的预期用途设备的预期用途是用于包装、木材、塑料、造纸、玻璃和纺织品等行业的工业过程监控和控制。
设备只能在以下条件使用:- 合适的安装条件;- 符合相关技术数据要求!在本手册规定的说明/参数范围以外使用会造成:-致命的人身伤害;-致命的健康伤害;-物资损失或-设备和财产损失禁止将设备用于:- 爆炸危险区域;- 医疗/生命支持区域和设备。
4EN ELESA 和GANTER 依法保留所有型号的权利。
复制图纸需注明来源。
请勿打开设备或进行任何修改!修改设备会给设备的可靠性带来负面影响,并且可能造成危险!请勿尝试任何维修,请将缺陷设备返回制造商!破坏所交付设备的完整性将导致保修期无效。
EMAX RS2205 Brushless Motor说明书

感谢您购买本产品!无刷动力系统功率强大,错误的使用可能造成人身伤害和设备损坏。
我们强烈建议您在使用设备前仔细阅读本说明书,并严格遵守规定的操作程序。
我们不承担因使用本产品而引起的任何责任,包括但不限于对附带损失或间接损失的赔偿责任;同时,我们不承担因擅自对产品进行修改所引起的任何责任。
我们有权在不经通知的情况下变更产品设计、外观、性能及使用要求。
· 电调与相关连接部件连接前,请确保所有电线和连接部件绝缘良好,短路会毁坏电调。
· 请务必仔细连接好各部件,若连接不良,您可能不能正常控制赛车,或出现设备损坏等其他不可预知的情况。
· 使用此电调前,请认真查看各动力设备以及车架说明书,确保动力搭配合理,避免因错误的动力搭配导致电机超载,最终损坏电调。
· 使用完毕后,切记断开电池与电调的连接。
如电池未断开,即使电调开关处于关闭状态,电调也会一直消耗电能,长时间连接电池最终会被完全放电,进而导致电池或电调出现故障。
我们不对因此而 造成的任何损害负责!· 顶级竞赛专用:内置多种常用模式,即选即用。
(如:零进角 Zero Timing 闪灯模式、STOCK 竞赛模式等)。
电调的设定参数可以导入导出,便于车手相互交流和借鉴彼此的设定。
· 行业首创双开关设计(内置电子开关及外置可拆卸机械开关),外置开关非常适合当一些车子盖上车壳后很难触摸到内置开关的开场合。
· 内置强大的开关模式BEC,最大电流达到6A,且支持 6V和7.4V 切换,轻松驱动各种强力舵机及高压舵机。
· 体积小,更加方便车架布局;重量轻至28g(不含线),低重量为车架的平衡提供了更大的校调空间。
· 独立的参数编程插口,连接LCD编程盒或WiFi模块时无需从接收机中拔出油门线,更加便捷,该插口亦可为外加风扇进行供电。
· 通过编程口外挂一个小巧的WIFI 模块,可以使用手机直接在操控台上设定各项电调参数及浏览数据记录,非常方便。
MotionRT7使用说明书

MotionRT7使用说明书深圳市正运动技术有限公司修订记录日期修订版本修订描述2022.07.11 1.0用户手册的初步创建和制作2022.09.27 1.1内容的修改和补充增加2022.10.12 1.2内容修改目录第一章MotionRT简介 (1)第二章安装驱动 (3)2.1驱动安装 (4)2.2普通网卡安装ECAT总线协议 (14)第三章RT控制台 (17)3.1主界面 (17)3.2UpdateCard界面 (18)3.3License界面 (18)3.4Config界面 (19)第四章功能列表 (20)第五章使用方法 (22)第六章子卡相关指令 (28)6.1CARD_INFO (28)6.2CARD_INFO写入 (29)6.3?*CARD (29)6.4AXIS_ADDRESS (30)6.5REG_CARD (30)第七章注意事项 (32)7.1安装和卸载 (32)7.2UpdateCard更新PCI设备和总线配置保存 (35)7.3License参数配置 (35)7.4Config参数配置 (36)7.5AddECAT总线配置 (36)7.6Start Stop (36)7.7其他 (37)第八章Windows环境配置注意事项 (38)8.1防火墙选项 (38)8.2电源选项 (38)8.3运行库配置 (39)8.4关闭Windows10自动修复功能 (39)8.5关闭Windows10自动更新功能 (40)第一章MotionRT简介MotionRT是正运动实时环境,目前已经开发到第七代。
MotionRT版本规格匹配产品MotionRT1实时运动(RtMotion)实时BASIC(RtBasic)ZMC0系列ZMC1系列ECI1/2/3系列MotionRT2实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)ZMC2系列MotionRT3实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)实时组态(RtHmi)ZMC3系列XPLC3系列MotionRT4实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)实时组态(RtHmi)实时总线(Ethercat,Rtex,XY2)ZMC4系列MotionRT5实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)实时组态(RtHmi)实时总线(Ethercat,XY2)机器视觉(ZVision)实时Linux(ARM)快速本地LOCAL接口VPLC5系列MotionRT6实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)实时组态(RtHmi)实时总线(Ethercat)机器视觉(ZVision)VPLC6系列实时Linux(X64)快速本地LOCAL接口MotionRT7实时运动(RtMotion)实时BASIC(RtBasic)实时梯形图(RtPlc)实时组态(RtHmi)实时总线(Ethercat,XY2)机器视觉(ZVision)实时Windows(X64)快速本地LOCAL接口VPLC7系列,普通PC,工控机MotionRT软件特点(1)快速搭建实时应用:相比RTX等实时环境,MotionRT带有易用的实时Basic语言,梯形图,组态等编程语言,快速上手。
本迪克斯脉冲耦合凸轮组件检查手册说明书
Bendix Bendix Engine Products DivisionAerospace Jacksonville, Fl. 32245-7880 SERVICE BULLETIN JP- 00278Engineering Aspects are FAA Approved Bulletin No. 623ADate 9/1982Revised 8/1984 SUBJECT:Inspection of impulse coupling cam assemblies.REASON FOR BULLETIN: 1.To alert all users of possible impulse coupling failure.2.To provide an inspection procedure to preclude failure ofthe impulse coupling.EQUIPMENT AFFECTED:All Bendix magnetos with type designations as follows:S4LN-21/1225/1227S4RN-21/1225/1227S4LN-200 P/N 10-163005-7S6LN-21/23/25/1225/1227S6RN-21/23/25/1225/1227D-2021/2031D-3000 all(Refer to Bendix Publication L-1147 Aircraft ImpulseCoupling Cross Reference Data as required.)Except Bendix Blue label magnetos above S/N 8236001Except Bendix Red Label magnetos above serial numbers asindicated below:S-20:B-001171 or A297043S-200:B-001732 or A297043S-1200:B-001162 or A297043D-2000:35550D-3000:B-000249 or 5806MAINTENANCE (SPARE) PARTS AFFECTED:1.All impulse coupling cam assemblies.2.All impulse coupling assemblies.3.All spare magnetos incorporating an impulse coupling.COMPLIANCE:1.All magnetos having impulse couplings with less than 300 operating hours must beinspected and identified as having complied with this Service Bulletin prior to the next engine start.2.All spare parts must be inspected and identified before being put into service. GENERAL INFORMATION:Some improperly heat treated (soft) flyweights have been reported on impulse couplings currently in service. If this condition exists and is not detected, impulse coupling failure could occur. The flyweights must be inspected in accordance withthe instructions in this Service Bulletin and if defective (soft) the impulse coupling or cam assembly must be replaced immediately.DETAILED INSTRUCTIONS:(Refer to appropriate Bendix Magneto Overhaul Instructions for the magneto series being inspected.)NOTEThe magneto should be removed from the engine only to the extent necessary to perform the inspection described herein. Depending on the engine application, it may not be necessary to remove the harness from the magneto for the inspection procedure.NOTEAll magnetos with the impulse coupling recessed into the magneto flange must have the impulse coupling removed from the magneto to perform the inspection. This is a bench operation and will require the magneto to be completely removed from the engine and the harness removed from the magneto.CAUTIONWhenever an impulse coupling is removed from a magneto, it must be removed following published procedures, paying strict attention to notes and cautions. Upon reassembly, the castellated nut securing the impulse coupling to the drive shaft must be torqued to 15 ft. lbs. and cotter pinned with new pin. If unable to install pin, torque nut to next castle, not to exceed 25 ft. lbs. and install pin. Removed pin must be discarded and replaced with a new cotter pin (P/N 10-90751-18).1.Following published procedures remove the magneto from the engine.2.Place the magneto in a suitable work stand with the impulse coupling facing up.e finger pressure to push inward on the toe (see figure 1) of each flyweight so thatthe flyweight heel protrudes outward.ing a fine #1, double cut, 1/2 inch wide file, at least 3/32 inch thick, pass the fileacross the heel of the flyweight attempting to remove material. (See figure 1). If the flyweight has been properly heat treated the file will "glide" smoothly over the heel of the flyweight, removing no material. If the flyweight is not properly heat treated (soft), the file will not "glide" easily across the surface of the flyweight heel, and material will be removed.Figure 1Note:XXX indicates heat treated flyweight by lot number5.If an improperly heat treated (soft) flyweight is found, immediately remove andreplace the cam assembly and/or the impulse coupling assembly following procedures in the magneto overhaul instructions, and paying strict attention to notes and cautions.6.Inspect the impulse coupling stop pins for wear and replace as necessary.7.After flyweights and stop pins have been inspected and the impulse couplingreinstalled on the magneto (if removed), identify the magneto by stamping a 1/16 inch letter "F" in the upper right corner of the identification plate to indicate this Service Bulletin has been complied with.8.Reinstall the magneto on the engine following published procedures.9.Make an appropriate engine log book entry, recording magneto serial number, toindicate that this Service Bulletin has been complied with.10.Inspect all spare parts assemblies, including magnetos, following the sameprocedures described in steps 3 and 4 of the Detailed Instructions of this Service Bulletin. If both flyweights are found acceptable, identify the cam assembly by applying yellow Dykem or yellow lacquer to the heel of each flyweight. On magneto spares, stamp a 1/16 inch letter "F" in the upper right corner of the identification plate to indicate this Service Bulletin has been complied with.11.Any cam assembly with an improperly heat treated (soft) flyweight should bereturned to the manufacturer through a currently Authorized Bendix EngineProducts Division Distributor.12. A new method of marking is being implemented to permanently identify heattreated cam assembly flyweights. See figure "1" for location. Pending consumption of current inventory, there will be a mixture of assemblies identified by the following methods.1.Original method ----- Yellow paint (Dykem or Lacquer) on the heel ofeach flyweight.2.New method ----- Stamped numbers as indicated in figure "1" on eachflyweight.WARRANTY CONSIDERATION:None applicable.SPECIAL TOOLS REQUIRED:Refer to applicable manuals.MAN HOURS REQUIRED:1.0 hour per engine with shallow flange mag.1.25 hours per engine with deep flange mag.WEIGHT CHANGE:None。
鲁成雷 凸轮摆杆式攻丝机说明书
Abstract
I
云南农业大学机电工程学院毕业设计说明书
internal threading occupies a large proportion in machining and processing methods within the existing thread machining can not meet today's needs;analysis of existing tapping tapping method derived basic principle; combined with the innovative principles of creative thinking and innovative design, specifically designed to select the best plan ; through different scenarios for impact tappers tapping mechanism research, design tapping mechanism to determine swing cam lever the impact of the detailed design tappers tapping mechanism, and the feasibility of theoretical analysis programs ; on the basis of existing tapping technology, designed cam rod pendulum impact tappers tapping mechanism, programs meet the actual requirements; can be used as the basis for further research, to provide an effective tapping sheet solutions. Keywords: internal thread ; tapping mechanism ; impact tapping ; tapping sheet
VS-5E_NSD 凸轮控制器VARICAM

CAUTION may also result in serious
damage or injury. Be sure to follow the all instructions accompanied by the symbol.
CAUTION
- Do not step on the controller or place heavy objects on the controller; otherwise, it will cause injury.
- Do not block the exhaust port or allow any foreign matter to enter the controller; otherwise, it will cause fire or unit failure.
Thank you very much for purchasing our product. Before operating this product, be sure to carefully read this manual so that you may fully understand the product, safety instructions and precautions.
3. Transport
CAUTION - Do not hold the cable or shaft of ABSOCODER sensor during
transport; otherwise, it will cause injury or controller malfunction.
4. Installation
光陽超級金牌150使用說明書说明书

150機車使用說明書前 言親愛的愛用者:承蒙選購光陽超級金牌150謹致萬分謝忱。
本使用手冊是將光陽超級金牌150之正確操作方法與保養調整方法、要領等加以詳細說明以期耐久安全舒適的使用。
本車型符合機車環保法規排放管制標準,因此合乎低污染、低噪音、省能源的環保要求,雖然本車擁有良好的品質,但還是必需實施定期的保養,才能維持最佳的性能。
為了使您更安全、更舒適之行駛,敬請詳閱本手冊,謹此祝您行車愉快。
本⼿冊之內容與實⾞如有所出⼊者,則以實⾞型式為準。
⾞輛識別號碼資訊1.引擎號碼:本機⾞引擎號碼壓印在左曲軸箱後⽅如圖⽰(1):2.⾞架號碼:本機⾞⾞架號碼壓印在⾞架上如圖⽰(2):重要資訊防竊盜烙碼為防⽌您的愛⾞失竊及配合政府打擊竊盜犯罪政策本機⾞交予顧客前在適當位置烙印防竊盜烙碼(如下圖所⽰),其防竊盜烙碼與引擎號碼相同。
◎本圖為範例,其實際各烙碼位置以實車為準。
全車型在座墊下置物箱後方貼有車輛排氣管制資訊貼紙(如下圖所示)有關貼紙其內容如下:1防竊盜烙碼■⾞輛排氣管制資訊2機⾞資料記錄收集此機型的ECU可收集及記錄該機⾞之運轉相關資訊,⽤以協助⾞輛故障診斷及排除。
這些資訊需使⽤光陽專⽤的診斷⼯具連接⾄機⾞的診斷接頭才能取得,例如執⾏保養檢查或維修程序時。
光陽機型可能感知器及記錄資訊因機種⽽異,但主要資訊為:1.機⾞狀態及引擎性能資訊。
2.機⾞噴射與排放相關資訊。
除⾮有下列情形,光陽機⾞公司不會將這些資訊洩漏給第三⽅:1.經⾞輛使⽤⼈及所有者同意。
2.法律規定必須時。
3.因訴訟⽽提交法院時。
4.因研發之⽤途,且該資訊內容與個別機⾞或⾞主無關時。
.目 錄1.2.4.5.6.7.9.3.5643219878.1.安全駕駛注意事項11駕駛前檢查請詳細熟讀使用手冊及注意事項內容。
駕駛者必須戴安全帽及手套,風鏡等裝備。
妨礙到駕駛安全上的服裝不要穿著。
袖口太寬大,會勾住煞車拉桿、非常危險。
不可有妨礙到煞車拉桿操作之情形。
凸轮定位器说明书

输出响应时间
0.3ms以下
绝缘电阻
电源电压
DC24V
容许电压范围
额定值范围的85~110%
安装方法
嵌入安装
表面安装
嵌入安装
表面安装
消耗功率
约4.5W(8点输出型 DC26.4V时)、约6.0W(16点/32点输出型 DC26.4V时)
编码器输入
连接专用的绝对编码器
输入
输入信号
8点输出型:无 16点/32点输出型:数据库输入1、2、4、原点指定输入、启动输入
种类
■凸轮定位器本体
输出点数 8点
安装方式 嵌入安装 表面安装
16点
嵌入安装 表面安装
32点
嵌入安装 表面安装
输出构成 NPN晶体管输出 PNP晶体管输出 NPN晶体管输出 PNP晶体管输出 NPN晶体管输出 PNP晶体管输出 NPN晶体管输出 PNP晶体管输出 NPN晶体管输出 PNP晶体管输出 NPN晶体管输出 PNP晶体管输出
16⚍䕧ߎ
32⚍䕧ߎ
⬉ᄤ⏽఼
96mm
᭄ᄫ䴶ᵓ㸼
96mm
●使用方便的简单设定 通过一键一功能的简单设定方法,实现出众的使用简便性。初始设 定、现场调整都可轻松进行。
ᡔᴃᣛफ
●大画面显示(带背景灯的负片LCD),运转状态一目了然
大画面 LCD 彩色显示 (当前值=红 35*
1kV(电源输入端子间),1.5kV(导电部端子和裸露的非充电金属部间)
Festo EPCS-BS 有杆电缸单元操作手册说明书

1关于本文件1.1适用文件1.2产品版本本文件适用于以下版本:–一体式电机固件版本自“v19.0.4.107_release”起–IO-Link 设备描述文件 (IODD) 自 V1.2.6 起在使用其他固件版本时,请检查相应的文档版本是否可用è /sp。
2安全2.1安全提示–请注意产品上的各种标识。
–在装配、安装和维护工作之前:关断电源、检查无电压状态并做好防重启保护。
–在阴凉、干燥、防紫外线、防腐蚀的环境中存放本产品。
确保短期存放。
–遵守拧紧力矩。
如果没有特别说明,则公差为 ± 20 %。
2.2按规定使用按照规定,电缸单元 EPCS-BS 用于直线移动工作负载,或者在使用外部导轨时用作两个终端位置之间的驱动装置。
2.3专业人员的资质关于产品的一切工作仅允许由具备资质的专业人员进行,这些专业人员对工作进行评估并识别出危险。
专业人员拥有处理电气驱动系统的知识和经验。
3其他信息–技术问题请联系当地 Festo 联络人 è .–附件和备件 è /catalogue。
4产品概览4.1供货范围供货范围内包含下列组件:–有杆电缸单元 EPCS-BS –电缸单元 EPCS-BS 指南–IO-Link 模式的转接件(可选附件) è /catalogue 4.2功能电缸单元将所连电机的旋转运动转换为抗扭转活塞杆的直线运动。
丝杆将电机的扭矩转换为进给力。
活塞杆的直线运动通过导向环中的导向装置引导。
4.3系统概览插图 1:EPCS-BS 系统概览用于负载电压的 PELV 电源用于逻辑电压的 PELV 电源应用软件台式机或笔记本电脑控制器或 IO-Link 主站有杆电缸单元 EPCS-BS4.3.1产品配置插图 2:EPCS-BS 产品配置有杆电缸 EPCC-BS 气密封接口,带滤芯轴向安装组件 EAMM 产品标记一体式电机 EMCS-ST 控制器外壳警告标志 "注意!高温表面"电接口、显示和人机界面 (HMI)插图 3:电接口、显示和人机界面(HMI)LED 指示灯“菜单” (Speed Out, ..., Demo)LED 指示灯“参数”LED 指示灯 C/Q 负载电压接口 [Power]逻辑电压接口和数字量输入/输出或 IO-Link [Logic]按钮(右箭头)按钮(Edit)按钮(左箭头)5运输•注意产品重量 è 13 技术参数。
凸轮曲线sandex

摆动基准 位置 输出轴 输入轴 输入轴 壳体板 盖板
基准位置
动 作 的 解 说
平 行 凸 轮 单 元
S
摆动基准 位置
基准位置 输出轴 壳体板 输入轴 壳体板 盖板 摆动基准 位置
平 行 凸 轮 单 元
R
基准位置 输出轴 输入轴 壳体板
输入轴键槽位置关系和割付角 h
输 出 轴 回 转 角
Vm
V Am Ta Tc Td
Tb
J
T
常数的公式
Ta Tb Am TaTb Va Sa Vm Sb Sc Sd
B-13
变位的公式
区间 S 区间 Tb Tb S T Ta TaAm Ta Am T sin Ta T Tb Tb Ta Am T Ta T Ta Tb Ta
cos
TaAm Ta Am TbAm Tb Ta Sb Sa Am Ta Am
动 作 的 解 说
Va
Am
A Ta Tb
J
T
常数的公式
Ta Am
变位的公式
区间 S T TaAm Ta Ta T Ta Am sin T Ta T Ta Ta
Ta TaAm Ta Am Sa
Ta
区间 S
T Ta Ta Am
Va Sa Sb
cos
Ta Am
区间 S
Va T Ta Sa Ta T Ta Am T cos Va T Ta Sb
技 术 解 说
不等分分割
h
输入轴回转角
h
h
动 作 的 解 说
h
特殊摆动
输 出 轴 回 转 角
h
输入轴回转角
h
h
FM352电子凸轮使用指南

1/13FM352电子凸轮使用指第一章选件、连线1、1选件在选择S7-300PLC的情况下,选择如下元件组成电子凸轮的硬件:1 电子凸轮模块6ES352-1AH01-0AE0,2 703电缆6ES5703-5CF00,3 绝对值编码器6FX2001-5SS12。
1、2连线电子凸轮(方插头)绝对值编码器(圆插头)2 CLS (黄)————————2 CLOCK+3 CLS- (绿)————————1 CLOCK-5 24VDC(粉)————————11 10V—30V7 M (灰)————————12 0V14 DATA-(兰)————————4 DATA-15 DATA+(红)————————3 DATA+第二章STEP7软件设置及编程2.1 FM352电子凸轮的硬件设置在SIMATIC Manager下双击Hardware 进入硬件设置窗口,从工具栏中打开Catalog,添加FM352模块,型号为6ES7 352-1AH01-0AE0。
然后双击FM352 进入电子凸轮控制器设置参数窗口,首先设置System of为degree(2 decimal place), 再双击Axi进入轴参数设置窗口,选择Rotary axis,设置End of the rotary为360.00,其余参数均为缺省值;双击Encoder进入编码器参数设置窗口,Encoder type选择SSI absolute ,Count direction根据需要选择Normal 或Inverter,设置Distance/encoder为360.00、Increments/encoder为8192、Revolution为1 、Band为125KHZ、Frame 为13bit(right**) ;双击Tracks 图框,在Tracks List表中选择Cam controller;双击Cams图框,在Cams list中选择Max. 32 cams或更多凸轮,然后,根据产品需要设置各通道角度,设置完毕存盘退出,下载硬件。
NJ电子凸轮应用介绍

NJ电子凸轮应用资料欧姆龙自动化(中国)有限公司FAE中心2012年12月目录一、杭州中亚电子凸轮应用介绍(江勇) (1)二、上海今昌电子凸轮应用介绍(王琦) (10)三、南京先特电子凸轮应用介绍(杨伟) (15)四、厦门特盈电子凸轮应用介绍(吴晓东) (20)五、温州鸿昌电子凸轮应用介绍(王伟) (29)一、杭州中亚直线灌装机电子凸轮应用介绍课题一:多轴时序控制1.课题:客户有如下图示的控制要求,各个轴之间存在复杂的时序控制。
时序图2.解决方法:通过将时序图转换成电子凸轮表解决复杂的时序控制3.设置及程序以“进瓶水平”(MC_BottleInHorizontal)为例,主轴为虚轴,从轴为实轴。
时序图如下:主轴(虚轴)以360为一个周期,进行循环速度控制。
主轴、从轴都在零位。
从轴开始的时候并不启动,而是在主轴位置到达285时开始启动,当主轴位置到达360时,从轴停止。
在下一个周期,主轴到达120的时候,从轴开始返回(反转),主轴位置到达220的时候,从轴停止(回零位)。
如上图所示,是进瓶水平轴与主轴构成的电子凸轮表。
根据上图可以看到,主轴为0的时候,从轴也是0,而根据时序图的要求,从轴的“0”应该在主轴的“285”。
显然这样的动作是不正确的。
这样编制凸轮表的原因在于,NJ的电子凸轮表的起始点必须为两个“0”,即主轴、从轴都从0开始,如下图所示:解决这个问题的办法是对编制好的凸轮表进行“偏移”,偏移的程序如下:通过MasterOffset将主轴向后偏移280,这时的动作时序和凸轮形状就与工艺要求相符了,但要注意的是,这时的从轴起始位置不为0,会造成起始速度“无穷大”,从而引发伺服报警。
将MasterScaling设置为280,就可以将从轴的起始点推迟到“主轴280”的位置,当主轴启动时,从轴并不启动,而是等到主轴到达280位置时再启动,这样就可以实现客户的工艺要求了。
4.注意问题a.因为虚轴是从0开始,但是虚轴在从0开始时,不是所有的轴对应的时序图都在0位,因此需要调整某个轴的电子凸轮表同步启动点,我们可以通过设置CAMIN功能块里的Masterstartdistance来实现;b.NJ电子凸轮表制作时只能从(0,0)点开始画,而实际如“进瓶水平”轴,主轴在280的时候才是一个周期的起点,我们可以通过设置CAMIN功能块里的Masteroffset来实现;c.在设置主虚轴加减速率时,要考虑每个从轴的机械惯量;c.在设置主虚轴速度时,请注意各个从轴的实际速度,防止超速运行。
【正运动】PCI464控制卡硬件手册
PCI464运动控制卡硬件手册Version 1.1版权说明本手册版权归深圳市正运动技术有限公司所有,未经正运动公司书面许可,任何人不得翻印、翻译和抄袭本手册中的任何内容。
涉及PCI控制卡软件的详细资料以及每个指令的介绍和例程,请参阅ZBASIC软件手册。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,正运动公司保留对本资料的最终解释权!内容如有更改,恕不另行通知!调试机器要注意安全!请务必在机器中设计有效的安全保护装置,并在软件中加入出错处理程序,否则所造成的损失,正运动公司没有义务或责任对此负责。
目录PCI464运动控制卡硬件手册 (1)第一章控制卡简介 (1)1.1连接配置 (1)1.2安装和编程 (2)1.3产品特点 (2)第二章硬件描述 (3)2.1PCI464系列型号规格 (3)2.1.1订货信息: (3)2.2PCI464接线 (4)2.2.1CAN和IO电源接口(J201): (5)2.2.2RTEX总线接口(J702): (6)2.2.3EtherCAT总线接口(J701): (8)2.2.4通用输入输出以及编码器接口信号(X1): (9)第三章可选配件 (11)3.1转接线(ZP72-02) (11)3.2屏蔽电缆(DB37-150) (11)3.3接线板(EXDB37M-37) (12)第四章常见问题 (12)第五章硬件安装 (13)5.1PCI464硬件安装 (13)5.2驱动程序安装 (14)第一章控制卡简介PCI是正运动技术推出的PCI运动控制卡型号简称。
PCI464运动控制卡支持EtherCAT总线和RTEX总线,支持最多达64轴,每组16轴直线插补、任意圆弧插补、空间圆弧、螺旋插补、电子凸轮、电子齿轮、同步跟随、虚拟轴、机械手指令等。
1.1连接配置典型连接配置图PCI运动控制卡是一款新型的PCI总线运动控制卡。
可以控制多个步进电机或数字式伺服电机;支持EtherCAT总线和RTEX总线,两种总线可以同时使用,适合于多轴点位运动、插补运动、轨迹规划、手轮控制、编码器位置检测、IO控制、位置比较、位置锁存等功能的应用。
电子凸轮工作原理
电子凸轮工作原理-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII电子凸轮电子凸轮电子凸轮又称Electronic CAM,是模拟机械凸轮的一种智能控制器。
它通过位置传感器(如旋转变压器Resolver或编码器Encod)将位置信息反馈给CPU,CPU将接收到的位置信号进行解码、运算处理,并按设定要求在指定位置将电平信号进行设置并输出。
电机——编码器——cpu ——伺服电机或步进电机驱动器电子凸轮和系统组成:(编码器+通讯端口+PC+伺服电机或步进电机)下图为电子凸轮和系统图。
该型号采用旋变作为位置传感器,可以通过通讯端口和PC或手持编程器(Handy termin al)进行通信。
PC 和手持编程器提供给用户编程使用,为用户提供了方便的编程界面。
信号输出采用并行(PIO)和串行(SIO)两种方式,输出信号可以直接用来控制伺服电机和步进电机的驱动器(),也可以通过控制器将信号集中处理后控制变频器等驱动装置,实现运动控制的目的。
输出设置 DOG是什么电子凸轮的输出是以DOG为单位进行设置的,如图4所示。
一个DOG 分为DOG WIDTH和DOG INTERVAL两部分,DOGWIDTH相当于机械凸轮中开关被压下并保持的时间或角度范围,(啥概念)需设置一个起始角度(Start position)ON(比如图中的0°)和一个终止角度(End position)OFF(比如图中的30°)。
相应的DOGINTERVAL 就是相当于开关松开的角度范围。
对于一个凸轮来讲,可以有多个DOG,通常只需设置DOG WIDTH,DOG Interval就是在两个DOG WIDTH中间的角度范围,不需另外设置。
以下图为例,只需设置0°——ON,30°——OFF;57°——ON,95°——OFF即可。
一般可以设定的DOG数和SENSOR 的转速有关,转速越高,可以设定的DOG就越少,相反转速越低,可设定DOG数越多。
电子凸轮参数说明
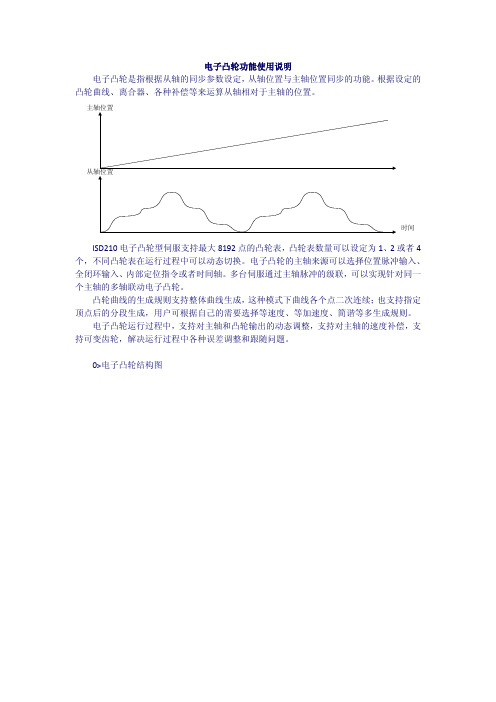
电子凸轮功能使用说明电子凸轮是指根据从轴的同步参数设定,从轴位置与主轴位置同步的功能。
根据设定的凸轮曲线、离合器、各种补偿等来运算从轴相对于主轴的位置。
时间ISD210电子凸轮型伺服支持最大8192点的凸轮表,凸轮表数量可以设定为1、2或者4个,不同凸轮表在运行过程中可以动态切换。
电子凸轮的主轴来源可以选择位置脉冲输入、全闭环输入、内部定位指令或者时间轴。
多台伺服通过主轴脉冲的级联,可以实现针对同一个主轴的多轴联动电子凸轮。
凸轮曲线的生成规则支持整体曲线生成,这种模式下曲线各个点二次连续;也支持指定顶点后的分段生成,用户可根据自己的需要选择等速度、等加速度、简谐等多生成规则。
电子凸轮运行过程中,支持对主轴和凸轮输出的动态调整,支持对主轴的速度补偿,支持可变齿轮,解决运行过程中各种误差调整和跟随问题。
0>电子凸轮结构图1>全局开关Pn[837] 电子凸轮开关电子凸轮开关Pn[837]电子凸轮使能开关0‐不使能1‐使能只有凸轮开关使能时,才能使用电子凸轮的各项功能。
凸轮开关关闭时,当前主轴位置、当前凸轮相位将被复位。
2>主轴Pn[838] 主轴来源选择Pn[839] 时间轴周期脉冲量Pn[840]、Pn[841] 当前主轴位置主轴来源选择Pn[838]选择电子凸轮的主轴0‐位置指令脉冲,可以来自低速脉冲口,也可以来自高速脉冲口,由参数Pn[407]‐Pn[416]配置1‐全闭环口脉冲,可以来自CN6上的全闭环脉冲,RS422电平标准,AB相2‐定位指令,可以来自PLC内部定位指令,主轴来源选择定位指令时,电子凸轮的输出位置调整功能无效3‐时间轴 ,可以来自时间轴,参考Pn[839]时间轴周期脉冲量Pn[839]主轴来源选择时间轴时,设定每0.5mS主轴的位置增量‐32768~32767当前主轴位置Pn[840]、Pn[841]反映凸轮使能后主轴的位置,‐2147483648~2147483647,超出范围后循环。
埃斯顿PAC15电子凸轮控制器操作手册
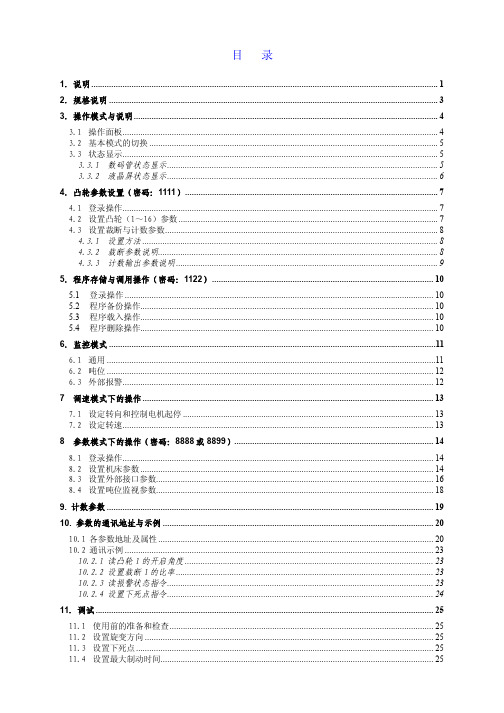
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
横切电子凸轮说明
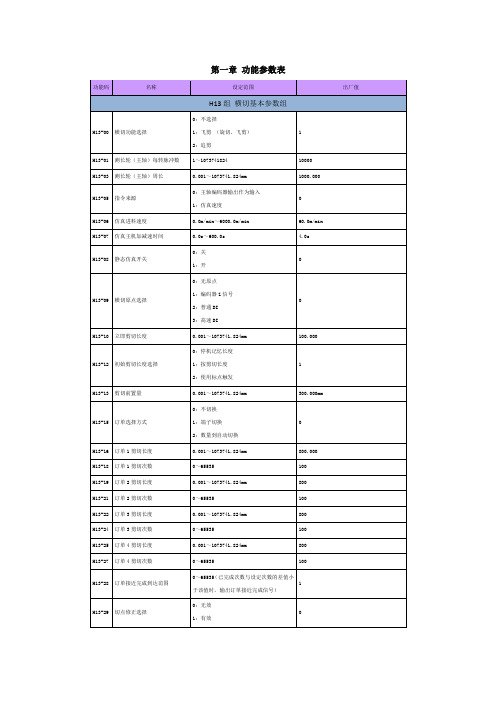
第一章功能参数表附:报警代码及说明第二章调试前需要了解信息2.1了解机械参数2.1.1 相关的机械参数:送料辊直径,送料机构传动比,送料测长编码器线数;裁刀直径,裁刀机构传动比,以及是否多刀(裁刀转一圈的剪切次数);根据这些参数,计算如下参数:(1)测长轮每转脉冲数、测长轮周长信息。
(2)裁刀周长;(3)裁刀传动比;(4)裁刀周长,飞剪需要这个参数;(5)裁刀传动比,飞剪需要这个参数;(6)机台长度,该参数设置的是裁刀允许运动的最大距离,设置时不要超过用户前后限位间距离的80%,追剪需要此参数;(7)追剪机台电机转一周对应导程和传动比,追剪需要此参数;(8)进料速度范围(m/min)内的进料电机速度范围(rpm/min);(9)进料速度范围(m/min)内的裁刀电机速度范围(rpm/min);(10)进料检测精度。
即进料编码器1个脉冲(4倍频前)对应的进料长度;(11)裁刀检测精度,即裁刀编码器1个脉冲对应的裁刀转过的长度。
根据进料检测精度、裁刀剪切精度,可以判断是否有可能达到是否能满足精度要求;根据进料电机速度范围、裁刀电机速度范围等信息,可以判断现场的机械传动比和编码器选型是否合理。
2.1.2裁刀最高线速度的关系:剪切长度可以比裁刀周长短。
剪切长度越短,裁刀最高线速度会越高,所以不能短太多。
短料剪切时,主机最高速度需要降额处理。
可参考下表:2.1.3 影响剪切精度的可能因素:除了机械精度、编码器精度、伺服的控制精度影响剪切精度之外,还可能有以下因素影响:(1)进料速度波动大。
可能电机速度不稳,或者进料测长机构造成信号不稳;(2)编码器安装不妥。
例如与电机不同心、打滑等;(3)裁刀加减速太剧烈。
一般在剪切长度比裁刀周长短很多,或者进料速度很高时出现;(4)选型不合理。
例如电机速度太低,可能是传动比太小造成。
或者速度太高,如超过了额定转速;(5)剪切点信号受干扰。
例如裁刀转一圈来了2次剪切点信号。
细纱机电子凸轮说明书
细纱机电子凸轮成形一、电子凸轮成形系统优势:1、传统的机械凸轮成形在调整工艺参数的时候,需要更换部件,工作量大,停机时间长。
而电子凸轮操作简便灵活,停机时间短。
2、机械凸轮经过长时间运行后,会出现凸轮磨损,因而造成凸轮打顿,影响成形质量。
而电子凸轮不存在此类现象。
3、电子凸轮的成形由于是通过程序软件设计实现卷绕成形的,参数设置范围广,成形要好于机械凸轮,这点从络筒机的速度可以得到验证,在相同情况下比较,通过电子凸轮成形的满纱管在络筒机上的运行速度要大大高于机械凸轮。
4、电子凸轮提高了细纱机二次开车的留头率,由于电子凸轮在编程上的灵活性,通过调整钢领板落纱下降速度、开车下降速度和落纱停车位置等,可以提高二次开车的细纱留头率。
5、解决纬纱脱圈问题纺纬纱,常规机械凸轮成型很难满足布机的工艺要求,造成在布机上脱圈现象严重,使用电子凸轮成形后,可以按照特殊工艺要求纺保险纱,从而解决了布机脱圈问题。
在实际应用中获得用户认可,效果非常好。
6、纺纱动程可以任意调整在纺不同的纱,工艺要求不同,有的纱脱圈可以通过加大纺纱动程解决,由于机械凸轮纺纱动程不可以任意修改,而电子凸轮成形的动程可以任意修改,在防止脱圈办法更多。
7、增加满管顶部缠绕圈功能电子凸轮可以在落纱的时候,上升到纱管顶部适当的位置,完成缠绕几圈,以便络筒机能快速准确的找头。
这个是传统机械凸轮无法做到的,该功能可根据用户需求增加使用。
二、电子凸轮成形系统的组成:1、电气部分主要由交流伺服系统、PLC可编程控制器、开关电源、触摸屏和接近开关组成,系统的输入部分由细纱机信号接入,即风机启动,主机启动,中途落纱,钢领板下降信号。
系统的输出通过PLC输出模块给主机,即下纲领板信号、关主电机信号、满纱信号、主机刹车信号和伺服故障信号。
所有工艺参数和点动操作都在触摸屏上完成。
2、机械部分主要由星型涡轮减速机构、伺服电机、链轮、链条和辅助部件构成。
三、调试说明:. 1、首先将电气部分安装到位,按照图纸正确接线,伺服驱动器的输入信号与主机输入信号共用,伺服输入信号的24V电源来自主机的24V电源,输入信号有风机启动、主机启动(低速启动和高速启动)、中途停车、中途落纱、紧急停车。