不良专案改善
工程不良改善方案

工程不良改善方案一、引言工程项目不良的出现是无法避免的,但是对于出现的不良,我们需要及时进行分析,找出原因,并采取有效措施进行改善。
本文将就工程项目不良的改善方案进行探讨,旨在提出一套可行的改善方案,以减少工程项目的不良问题,提高工程质量。
二、工程不良问题的原因分析1. 施工人员技术不过关施工人员的技术水平直接影响工程项目的质量。
如果施工人员的技术不过关,就很容易导致施工质量不达标,从而产生不良问题。
2. 施工材料质量不过关施工材料的质量直接关系到工程项目的质量。
如果选择了质量不过关的材料,就很容易导致工程的不良问题。
包括建筑材料、装饰材料等。
3. 设计缺陷工程项目设计的缺陷也是导致不良的重要原因。
如果设计方面考虑不周全,就容易产生工程问题。
4. 监理不力监理是确保工程质量的一道重要关口。
如果监理人员监督不力,就容易导致工程质量不达标。
5. 环境因素环境因素也是导致工程不良的原因之一。
比如恶劣的气候、自然灾害等都会导致工程不良问题的出现。
三、工程不良问题的改善方案1. 加强施工人员培训为了提高工程质量,我们需要加强对施工人员的培训。
可以通过邀请专业培训机构进行技术培训,或者在工程项目中设立专门的培训班,提高施工人员的技术水平。
2. 严格把关施工材料质量对于施工材料的质量,我们需要加强把关。
可以选择质量有保障的供应商,或者对施工材料实行抽检制度,保证施工材料的质量过关。
3. 强化设计审查设计是工程项目的基础,因此我们需要加强对设计的审查。
可以设立专门的设计审查小组,对设计方案进行专业审查,确保设计的合理性和可行性。
4. 加强监理力度监理是确保工程质量的关键环节,因此我们需要加强监理力度。
可以通过增加监理人员数量,提高监理人员的职业素养,确保监理工作的有效进行。
5. 加强环境保护工作环境因素是导致工程不良的原因之一,因此我们需要加强环境保护工作。
可以在施工过程中加强环境保护设施的建设,确保环境的整洁和安全。
不良品改善报告范文(3篇)

不良品改善报告范文第1篇P:计划(一)制定改善计划20xx年1月P公司派训的L工程师结训回到企业后,立即深入现场进行问题调研,再结合参训前收集的现场管理问题点,然后召集改善工作筹组会议决定IE改善工作小组由工艺部工程师、生产副总、车间主管、品检工程师等8位成员共同组成,并由工艺部L 工程师担任IE改善工作小组组长,制定出每位小组成员的工作职责及IE改善小组的工作计划。
IE改善小组将IE改善工作主题聚焦于车间制程的改善及标准化。
(二)设定改善目标两周后,改善小组就改善主题对P公司的生产流程及产品的现况展开讨论,发现车间生产效率仅有61%,改善小组随即运用SMART原则来进行改善目标设定,并将改善目标设定为:1、从简化生产流程设计上入手,运用作业程序(流程)分析手法来降低产品加工成本,在现有成本基础上降低15%。
2、通过生产线工站重新部置及人员编成,运用IE手法使生产线平衡,并提高装配效率,在现有的基础提升55%。
3、改善时间为五个月(20xx年1月20xx年5月)。
改善目标确定下来,改善小组立即将主题及目标进行分解成小项目,由改善小组成员分别负责各个小项目,进行团队合作。
并定每两周召开一次改善小组会议,共同探讨实现目标的方法。
D:执行(一)执行改善对策20xx年1月下旬改善小组召开二次改善小组会议,共同探讨改善对策。
决议改善初期先设计几组新规格的模具投入生产流程中进行改善对策的尝试。
于20xx年2月上旬模具完成制作及验模后,随即将此模具投入生产流程开始进行小批量试产。
而在其试产过程中,肯定会有各式各样的问题存在,到时改善小组成员需到现场进行跟踪讨论发现的问题及解决问题的方法。
C:检查(一)改善对策执行结果验证20xx年2月中旬改善小组召开第三次改善小组会议,共同对改善对策的初期执行结果进行验证。
发现生产效率提高了,人力需求降低了2/3,表示此改善对策是可行的。
但以仅运用此改善对策的情况来看,要达成改善计划所设定的目标,仍然有许多的问题要解决。
发生不良事件的改进措施
发生不良事件的改进措施自从某公司发生了一系列不良事件后,该公司决定采取一系列措施来改善情况,重建声誉,建立起安全而合规的企业文化。
以下是该公司的改进措施:1. 加强内部沟通与监督机制:公司将建立起更加密切和有意义的内部沟通机制,以确保员工可以分享并反馈问题和意见,特别是关于公司潜在风险和违规行为的问题。
此外,公司还设立了独立的内部监察机构,负责监督公司各个部门和员工的行为,确保他们严格按照公司的政策和法律遵守规定。
2. 加强员工培训与教育:为了提高员工的道德素质和法律意识,公司将制定一套全面的培训计划,以确保每个员工都了解自己的责任和义务。
此外,公司还将积极鼓励员工参加相关行业的培训和研讨会,以不断提升他们的专业知识和技能。
3. 建立严格的准入机制:为了避免不适当的行为和违规行为的发生,公司将实施严格的准入机制,包括对员工的背景调查和资格审核等措施。
只有合格并且符合公司价值观的员工才能加入公司,以此确保整个组织的素质和道德标准。
4. 建立奖励和惩罚机制:为了增加员工对公司政策和规章制度的遵守,公司将设立严格的奖励和惩罚机制。
那些遵守规定并表现出色的员工将获得适当的奖励,而那些违规行为者将受到相应的处罚,包括停职、降职甚至解雇。
5. 加强高层管理层的监管:公司将建立起更为严格和透明的高层管理层监管机制,确保公司的决策和行为始终合规并符合道德标准。
高层管理层将被要求定期向董事会和监事会报告公司的经营状况和决策路径,接受监督和审查。
6. 加强外部监管和合规审查:公司将与相关监管机构建立良性合作关系,接受他们的监管和合规审查。
此外,公司将积极参与行业组织和协会的活动,与其他同行企业进行交流和学习,以保持自身的合规和道德标准。
7. 建立健全的举报机制:公司将建立起一个便捷和安全的举报机制,以鼓励员工和外部人士举报违规行为。
该机制将保护举报人的隐私和安全,确保他们不受任何报复。
通过以上改进措施,该公司希望能够重建声誉,恢复信任,并打造一个安全而合规的企业文化。
不良事件分析、讨论、持续改进

不良事件分析、讨论、持续改进第一篇:不良事件分析、讨论、持续改进不良事件分析、讨论、持续改进事件类别事件时间、过程改进措施及建议配换药(及时性、准确性)1、2012年5月25日 22床病人手术当日有医嘱5%GS500ml+Kcl 10ml+胰岛素8u ivdrip,换液体时责任护士发现没有加药者签名,经询问才知道Kcl 10ml已加,胰岛素未加药。
2、2012年7月14日摆药时错把多西紫杉醇摆成紫杉醇,查对时发现。
1、加强责任心。
2、特殊药物、非常规剂量在输液卡上做标记。
3、严格执行“三查八对”制度,尤其是操作后查对。
4、认真执行操作规范,加药后及时签名。
发放口服药(及时性、准确性)1、2012年6月20日 64床出院带药发给34床病人。
1、改进工作流程,出院带药打出院带药清单,按清单给病人发药。
2、认真执行“三查八对” 输液(及时性、准确性、部位外渗)1、2012年5月13日为病人输液时未挂巡视单,病人主观反映少输一瓶液体,值班护士未做任何求证核实,就根据病人意见补输一瓶,经核实确定病人确实多输了一瓶。
护士不考虑后果又去找病人及家属理论。
2、2012年6月1日输液过程中发生药液外渗,面积5×7cm无坏死。
3、2012年7月6日 7月4日57床王某医嘱5%GNS250ml、欣维2.0 ivdrip qd,值班护士微机录入5%GS250ml、欣维2.0,打印输液单错误执行2天,7月6日大对医嘱时发现,及时纠正。
4、2012年7月10日24床病人医嘱甘露醇q6h,9:00-15:00-21:00-3:00实际到10:10分更换第二代液体时才给病人输上。
5、2012年7月20日患者输液拔针后,发现还有一瓶液体(NS100ml+先舒4.5)未输,患者未能得到及时治疗。
6、张某常规输液10%GS50ml+多索茶碱60mg未输即拔针,给病人家属耐心解释后重新穿刺。
7、2012年7月24日 1床病人换瓶,实习护士错把第二日常规液体甘露醇换上,患者家属发现,护士及时更换当日液体,20%甘露醇滴入约3ml,患者无不良反应。
安缩不良改善案对策
左/李AK
即起
持续
OK
4
陶瓷进料管夹渣无工具清理、且易使陶瓷管坏
1.制作易于清理进料管中渣的专用工具
2.并发OPL要求确实执行。
伍E康乾
4/1
OK
5
L/P保持炉积渣受生产压力不能定期清理,也不易清理
1. WF安排专人逐台清理,循环保养
王KC/武E
即起
持续
OK
6
陶瓷进料管内壁面粗度粗,易附渣
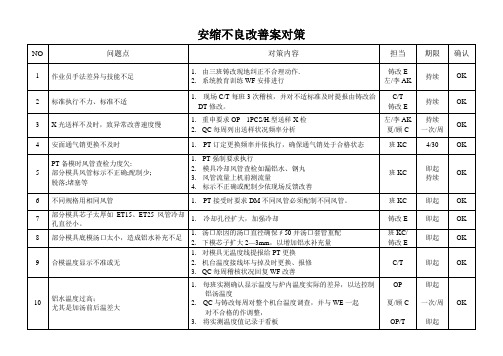
安缩不良改善案对策
NO
问题点
对策内容
担当
期限
确认
1
作业员手法差异与技能不足
1.由三班铸改现地纠正不合理动作.
2.系统教育训练WF安排进行
铸改E
左/李AK
持续
OK
2
标准执行不力、标准不适
1.现场C/T每班3次稽核,并对不适标准及时提报由铸改洽DT修改。
C/T
铸改E
持续
OK
3
X光送样不及时,致异常改善速度慢
2.并作加汤前三件不良状况分析
夏/顾C
5/5
OK
12
针对满8班打砂时将残汤舀掉再加新汤
1.先从正面精车型开始实施
左/李AK
即起
OK
变形不良改善控制
NO
问题点
控制对策内容
担当
期限
确认
1
正面卡规未100%确实使用
1.WF主管要求宣导每件必测
2.QC制程中现场纠正同仁不正确使用
3.QC制程每班统计出现场使用比例反馈
2.并根据梯度开修模单→DM修模
铸改E
张AK
即起
执行
执行中
不良事件整改措施

不良事件整改措施事件的发生经常给人们的生活和社会带来了负面影响。
为了避免类似的事件再次发生,需要采取一系列的整改措施来解决问题,并保障人们的安全和利益。
本文将介绍一些可以采取的不良事件整改措施。
首先,对于事件的调查和分析是整改的基础。
了解事件的原因和发生的过程可以帮助我们更好地制定解决方案。
相关部门应该进行透彻的调查,收集相关证据和信息,并进行分析研究。
其次,制定相应的法律法规和标准是整改的重要步骤。
通过制定明确的规定,可以限制人们的行为,并规范各项工作的进行。
这将有助于防止类似事件的发生,并对违规行为进行处罚。
第三,加强对相关人员的培训和教育。
不良事件往往与相关人员的无知或者不良行为有关。
通过提供必要的培训和教育,可以让相关人员了解相关法律法规和标准,并教育他们正确的行为方式。
此外,还可以加强对相关业务知识和技能的培训,提高相关人员的专业素养和工作能力。
第四,建立健全的监督机制是整改的重要环节。
监督机制可以让相关部门对各项工作进行监督和检查,并发现问题并及时解决。
此外,也可以通过对相关人员的考核和奖惩来激励他们的工作积极性,并促进整改工作的进行。
第五,加强宣传和倡导。
通过媒体宣传和社会倡导,可以提高人们对不良事件的认识和警惕性。
此外,可以通过宣传正面的行为和榜样来引导人们正确的价值观和行为方式。
这将有助于提高社会的整体素质和道德水平,减少不良事件的发生。
第六,加强社会组织的参与。
不良事件的整改不仅仅是政府的责任,社会组织也应该参与其中。
通过社会组织的参与,可以融合各方的力量,共同推动整改工作的进行,并形成合力。
最后,及时整改并不断完善。
整改工作不是一蹴而就的,需要不断的努力和改进。
在整改过程中,需要及时发现问题并进行调整和改善。
同时,也需要对整改工作进行评估和总结,为以后的工作提供经验和教训。
总之,不良事件的整改是一个复杂而长期的过程。
只有通过多方面的努力和措施,才能真正解决问题,并保障人们的安全和利益。
不良品改善案列演讲

不良品改善案列演讲不良品改善案例演讲尊敬的各位领导、亲爱的同事们:大家好!我今天非常荣幸能够站在这里,向大家分享一起不良品改善的案例。
不良品是生产过程中无法避免的问题,但如何有效地改善不良品,提高产品质量,是每个企业都面临的重要任务。
下面我将为大家介绍一个成功的不良品改善案例。
这个案例发生在我们公司的生产线上。
我们生产的产品是电子设备,其中有一个型号的产品在生产过程中一直存在着不良率过高的问题,给我们的生产和质量控制带来了很大的困扰。
经过分析,我们发现主要原因是在某个环节上出现了工艺不合理和操作不规范的情况。
为了解决这个问题,我们首先成立了一个专门的改善小组,由工程师、技术人员和生产人员组成。
小组成员的任务是对整个生产过程进行全面的分析和评估,找出不良品产生的根本原因,并提出相应的改善措施。
经过对生产过程的详细观察和数据分析,我们发现在某个环节上操作工艺存在一些问题,导致了不良品的产生。
为了解决这个问题,我们采取了以下几个措施:第一,进行工艺优化。
我们对这个环节的操作流程进行了优化,通过更科学合理的工艺流程,减少了操作的不确定性,提高了产品的质量稳定性。
第二,加强操作规范。
我们制定了一套详细的操作规范,并通过培训和考核确保每个操作人员都能够正确地执行规范。
同时,我们还增加了对操作过程的监控,及时发现并纠正操作中的问题。
第三,改进设备。
在这个环节上,我们发现一些设备存在一定的问题,容易导致不良品的产生。
我们与设备供应商合作,对设备进行改进,提高了设备的稳定性和可靠性。
经过这些改善措施的实施,我们成功地降低了这个型号产品的不良率。
不仅如此,我们还将这些改善措施推广到其他生产线上,取得了更好的效果。
整个公司的产品质量得到了显著的提升,客户的满意度也大幅度提高。
通过这个案例,我们可以看到不良品改善的重要性和可行性。
只要我们能够深入分析问题,找出根本原因,并采取相应的改善措施,就能够有效地提高产品质量,提升企业竞争力。
外观不良改善专案
3.在作業時產品不可堆積,以避免產生碰刮傷及變形--己導入
品質改善專案---改善對策
三.清洗:
1.清洗前對膠框作敲打並用風槍吹以防止有毛屑殘 留—己導入
2.全檢毛邊毛屑後清洗—己導入
四.檢驗:
品質改善專案---改善對策
一.成型:
1.成型首件後50模產品安排人員重點全檢油污及 其它外觀 不良,有問題立即從機台及模具改善—2005年8月己導入
2.正常生產時安排人員在包裝前全檢—2005年10月己導入
二.整修:
1.在機台整修時:規定每人修2-3刀,作業時需依毛邊樣順 序作業,以避免漏失。包裝前全檢並用風槍對膠框進行清 潔—2005年9月己導入
2.品管人員將對此作重點管控—己導入。
品質改善專案---目標&效果確認
目標﹕
從2006年2月開始,每月發生外觀不良次數≦ 5次
效果確認﹕
接到客戶反饋信息后及時至客戶端確認﹐每月匯 總﹐以確認對策效果及目標達成情況。
品質改善專案---外觀不良
改善項目:外觀不良 不良分析:(依生產流程分析) 改善對策:(依流程別擬定對策) 改:成型會產生外觀及油污不良。 二.整修:整修會產生毛邊毛屑、修傷及
變形等不良。 三.清洗:清洗會產生毛邊毛屑及油污。 四.檢驗:檢驗會有漏失。 五.包裝:包裝會產生變形不良。
1.針對檢驗人員檢驗漏失,現對廠內檢驗人員作檢 驗漏失考核,詳見檢出率管理辦法—預計完成日 期2006年2月。
品質改善專案---改善對策
五.包裝及運輸:
1.為避免產品因包裝在箱內與吸塑盒產生擠壓而產生 變形,要求包裝作業人員在包裝時要檢查產品是否 有發生擠壓,裝完後要檢查後放可合箱(如產品有一 邊硬一邊 軟,在包裝時要將軟邊向上放置)—己導入
不良专案改善

CY通过团队专案检讨进一步做持续改善,以达到满足CPT客户品质要求 。
Suzhou Chon Yang Electronics Co.Ltd
2. 建立团队
Authority name
林佑泉
Department
专员
responsibility
主导整个专案推动,制定改善的目标和方向, 资源的提供。
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00% 0.00%
不良項目
M/L错位 M/L折偏 M/L油污 漏黄胶 漏PIN
不良率
65.61% 19.76% 13.44% 1.19% 0.00%
225
65.61% 85.38% 98.81% 100.00% 100.00%
1.后续架模员针对模具打油 后,要先进行模具上下数次 作业,使多余渗出的油渍及 时擦拭,以防作业过程造成 油渍在产品上。 2.另外规定针对机台2H一次 5S清洁。 3.产线外观检查人员先检查 产品外部在检查产品内部, 对于影响产品外观问题的产 品挑出,再经擦拭后流下一 工站。
MFG 李红秀
7/13
Suzhou Chon Yang Electronics Co.Ltd
4.4 漏工序(漏黄胶/漏铆PIN)
Issue 不良图片: 原因分析 1.铆PIN时因速度 过快,PIN脚未铆 紧导致出现PIN胶 脱落现象。 2.产品贴胶区域过 多,贴胶人员易漏 贴胶。 3.产品多工序作业 时,前工序与后工 序之间区分不明确。 4.作业方式不当, 已制品与未制品未 区分开。自检/全 检时未能及时发现 漏工序。 改善对策 1.在铆合治具上加磁,以便将PIN 吸
焊接不良专案改善报告
5、建立焊接员工的个人档案 及其监督完成 6、焊接员工岗位的等级重新 评定并颁发对应的上岗证
7、各机型的重点分析
8、对产线的烙铁头种类盘点 并且管控使用 9、定期焊接培训
负责人
钟苗 陈云喜
林伟杰
丁莉平
陈云喜 丁莉平 周元丽 陈云喜 丁莉平 高华
高华 林伟杰
周元丽 林伟杰 林伟杰
改善方案拟定
焊接不良专案改善报告
考核系统化
焊接岗位员工作业记录档案的建立
每个焊接岗位员工建立作业记录档案,分别登记该员工当天生产的机型、当 天生产量、不良数量、不良率,处理措施以及最后焊接员工的签名确认等信 息,以便以后进行追查。
每条产线配备一个专人焊接培训讲师 短期考核
员工必须要经过短期考核合格后方可授予点焊上岗证、排焊上岗证、屏焊上 岗证;
焊接不良专案改善报告
焊接不良专案改善报告
汇报人:林伟杰 专案小组成员:周元丽、丁莉平、陈云喜、
钟苗、高华、林伟杰
广州七喜数码科技有限公司
规划纲要
焊接不良专案改善报告
第一部分 调查分析篇 第二部分 改善方案拟定篇 第三部分 改善实施计划篇 第四部分 效果验证篇 第五部分 标准化篇
焊接不良专低
2.1.1员工作业 2.1.1.1没有系统考核体系考
技能不合格
核员工
2.1.1.2烙铁头使用错误(如 点焊使用大刀烙铁)
结果分析: 由上可知,1、缺乏系统的培训与考核;
2、焊接温度标准过低; 3、烙铁头缺乏有效的管控;
调查分析篇
焊接不良专案改善报告
结果汇总
制定系统的培训与考核 ; 重新验证目前的烙铁温度设定的标准是否过低; 重新验证目前的烙铁头的型号是否正确(点焊是否需要尖
不良改善提案

找原因 分析, 好注意方法
担ቤተ መጻሕፍቲ ባይዱ当
推进日程 6月 7月 8月 9月
3
1 2 3
根据问题制定对策
Rivet、seal倾斜 C/P、T/P刻痕划痕 压制不良
制定对策
解决对应问题 解决对应问题 解决对应问题
改善。 调整
~7/1 5
改善 阶段
4
5 1 2
OSD倾斜
其他 确认改善结果 总结经验加以推广
解决对应问题
(3)加强4M1E的管理
A.人员 人是最重要的因素。不论是设备的操作、检修、保养、还是材料的验收把关, 以及作业方法的遵守和改进,都依靠工人的智慧和积极性。加强对工人的技能训练, 让工人充分理解质量标准和作业标准。按要求进行充分训练,进行个别而具体的指 导。提高工人的质量意识,加强对自己作业质量的控制。提高对自己工作重要性的 认识,加强全面质量管理思想和方法的宣传教育。 B.机器 设备的管理是要尽早发现设备运转不良及分析其原因,采取适当的措施;而且 还要进行预防性维护,以防患于未然。对设备和机械,包括夹具、量具等,都需要 工人的日常检修,以及依据一定的标准进行定期的检修和调整。 C.材料 材料的管理主要是加强验收检查,保管方法,避免材料的碰伤、划伤、变形和 变色等。对保管中的材料进行定期检查,对将出库的材料严格检查把关。 D.方法 将最佳的作业方法以标准化,予以成文,并向员工彻底说明。 E.环境 环境也会影响产品的质量。比如:温湿度管理。
护理不良事件处理如何制定有效的改善措施

护理不良事件处理如何制定有效的改善措施护理不良事件在医疗机构中时有发生,对患者的身体健康和心理健康都可能带来不良影响。
因此,制定有效的改善措施,以预防和解决护理不良事件至关重要。
本文将探讨如何制定有效的改善措施,以提高护理质量和患者满意度。
1. 了解护理不良事件的原因和类型首先,了解护理不良事件发生的原因和类型对于制定改善措施至关重要。
护理不良事件可能是由技术不熟练、沟通不畅或者工作环境不合理等各种因素引起的。
对不同类型的护理不良事件进行分类和归纳,可以帮助医疗机构更好地理解问题的本质,有针对性地制定改善措施。
2. 建立有效的沟通渠道沟通是避免护理不良事件发生的关键。
医疗机构应建立一个良好的沟通渠道,促进医护人员之间、医护人员与患者之间的有效沟通。
这可以通过定期召开团队会议、举办培训课程以及建立在线沟通平台等方式实现。
医护人员之间的沟通和患者与医护人员之间的沟通都是重要的,只有通过充分的沟通,才能及时发现和解决潜在的问题。
3. 加强培训和教育培训和教育是提高护理质量的重要手段。
医疗机构应该定期组织护理培训,提高医护人员的专业水平和技能,加强他们的职业道德和责任心。
培训内容可以包括各种护理技术、沟通技巧、团队合作等方面,以帮助医护人员提高自己的工作能力,减少护理不良事件的发生。
4. 强化质量管理体系建立并强化医疗机构的质量管理体系,对于制定有效的改善措施至关重要。
医疗机构应建立一套完善的护理质量管理指标体系,对护理过程和结果进行评估和监控。
通过持续改进和主动探索,及时发现护理不良事件,并采取相应的措施加以改进,以提高护理的安全性和质量。
5. 鼓励患者参与护理患者参与护理过程是预防和解决护理不良事件的重要环节。
医疗机构应积极鼓励患者参与护理决策、监督和评估。
通过患者的参与,可以有效地减少护理不良事件的发生,提高患者的满意度和治疗效果。
6. 建立有效的监测和反馈机制监测和反馈是改善护理质量的重要环节。
降低不良改善专案

(专案小组制订)
专案小组成员
姓名 吴 姚 骏 君 部门 品管部/主管 品管部/副主管 品管部/JQE 品管部/IPQC班长 品管部/OQC 生产部/主管 生产部冲压/组长 职务 专案小组组长 专案小组成员 专案小组成员 专案小组成员 专案小组成员 专案小组成员 专案小组成员
石守华 尹 慧
五、原因分析
Cause-and-Effect Diagram
料 OK
第一季度新进人员多, 对外观标准的实际判断 能力不够
人
责任心不强,品质意识欠佳
69E不良率高 69E不良率高
作业方法不正确
模具刀口钝化, 造成切料不均及 披峰
法
机
冲头磨损,易跳废料
六、原因分析及改善对策:
process Funciion cause of Failure 责任心不强,品质 意识不够 correct Action PIC 对操作人员进行教育,要 求操作人员严格按照SOP 尹华刚 作业 对外观检验人员进行教育 新进人员对外观标准 并将点规上的实际标准, 的实际判断能力不够, 石守华 在产品上作试范,让其在 引起误判,导致不良增 大脑中形成一个清淅的概 加 念 每天上班前,对模具各机 冲头磨损,跳废料导致 件进行点检,防止冲头磨 尹华刚 压过多 损产生不良;作业员每生 产50PCS对一次样钣 生产技术员每生产10万 模具刀口钝化产生披峰 PCS检修一次刀口,防止不 聂青 良的产生 产品经过的工序多,作 现场教导作业员,拿取产 业员拿取方法不正确, 品时要轻拿轻放,避免不 尹华刚/石守华 导致刮伤,变形等不良 良的产生
三、目标设定
6052000069E产品,2006年第一季度制 程不良目标值为:8210DPPM 2006年第二季度制程不良目标值将力争在 7000DPPM以下;
6sigma塑胶件外观不良改善专案

部门: From: 日期:
Six Sigma 改善方法论-漏斗效应
待解决或改善的问题
量測
(Measure ) • 流程圖
分析 (Analyze)
改善
• FMEA • Multi-vari Analysis
影響結果的因素: 100+ Xs
15
• 因果矩陣圖
10
(Improve) 控制
F
P
11
F
F
F
F
F
F
P
P
F
F
F
P
F
P
P
P
F
12
P
F
F
F
P
P
F
F
F
F
F
P
F
F
P
P
F
13
P
P
F
P
P
F
F
F
F
F
F
F
P
P
F
F
F
14
P
P
P
P
F
P
P
P
F
F
P
P
P
P
F
F
P
15
P
F
F
F
F
F
F
F
F
P
F
F
F
F
F
F
F
16
P
F
F
F
F
F
F
F
F
F
F
F
F
F
F
F
F
17
P
P
工厂不良改善方案书
年 月 日
以上。
月工厂不良改善方案书
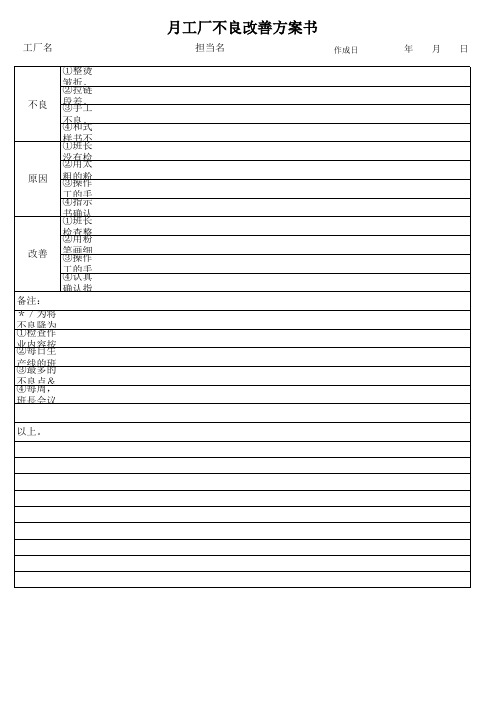
工厂名 ①整烫皱折。 不良 ②拉链段差。 ③手工不良。 ④和式样书不同。 ①班长没有检查整烫品质。 原因 ②用太粗的粉笔打了记号。 ③操作工的手势不规则(或强或弱)拉线。 ④指示书确认不足。 ①班长检查整烫品质。 改善 ②用粉笔画细线记号,左右按相同的线缝制。 ③操作工的手规则拉线,手工后自己确认。 ④认真确认指示书&样品等。 备注: */为将不良降为0,按下记事项实施。 ①检查作业内容按顺序检品。 ②每日生产线的班长确认2次检品人员的笔记里写的不良点。 ③最多的不良点&注意点等有麦克风传达到生产线。 ④每周,班長会议上提交发生的不良点的原因&改善方案。 担当名
不良事件整改措施_不良事件报告整改措施
不良事件整改措施_不良事件报告整改措施一、背景介绍不良事件是指在企业生产、经营过程中发生的有悖于法律法规、规范要求或者无益于消费者权益的事件。
不良事件可能给企业带来严重的经济损失和声誉损害。
为了及时纠正不良事件带来的负面影响,保护消费者权益,企业需要采取有效的整改措施,防止类似事件再次发生。
二、不良事件分析我公司在过去一年中发生了一系列不良事件,包括产品质量问题、违规行为等。
这些事件的发生对公司形象造成了严重影响,也损害了消费者的权益。
通过对这些事件的分析研究,我们发现造成这些不良事件的主要原因是管理不善、工艺不完善、员工素质低下等。
三、整改措施针对不良事件的发生原因,我们制定了以下整改措施,以确保类似事件不再发生:1. 强化管理体系:建立健全质量管理体系,明确责任和权限,完善各项管理制度和流程。
加强对质量监督、检测和巡检工作,确保产品符合法律法规和技术标准要求。
同时,加强供应链管理,严格筛选合作伙伴,确保原材料供应的可靠性和合规性。
2. 提升工艺水平:加大对产品工艺的研发和改进力度,引进先进的生产设备和工艺技术。
加强对生产过程的监控和控制,提高产品的一致性和稳定性。
加强对生产车间的卫生和安全管理,确保员工工作环境的安全和卫生。
3. 提高员工素质:加强对员工的岗位培训和技能提升,提高员工的意识和责任心。
加强对员工的素质教育,提升员工的职业道德和业务水平。
定期组织员工进行安全教育和岗位培训,确保员工具备必要的安全意识和技能。
4. 加强客户服务:建立健全客户投诉处理制度,及时响应和处理客户投诉。
严格按照合同约定和客户要求生产产品,确保产品质量的稳定性和可靠性。
加强对客户需求的调研和研究,不断改进产品和服务,提高客户满意度。
5. 加强内部控制:建立健全内部控制制度和审计监督机制,确保各项规章制度的有效执行。
加强对财务管理的监督和控制,防止经济犯罪发生。
加强内部沟通和协作,建立团队合作的文化氛围,形成有效的工作机制。
不良品改善案列演讲

不良品改善案列演讲不良品改善案例演讲尊敬的各位听众,大家好!今天我将为大家分享一则关于不良品改善的案例。
不良品是指在生产过程中出现的不符合质量标准的产品,它们可能存在各种问题,如缺陷、损坏或功能失效等。
不良品的存在不仅会给企业带来经济损失,还会影响企业的声誉和客户满意度。
因此,改善不良品是每个企业都需要面对和解决的重要问题。
在我们公司,我们曾经遇到了一个不良品问题,即产品在运输过程中易受损。
这给我们的客户带来了很多不便和不满。
为了解决这个问题,我们采取了一系列的改善措施。
我们对产品的包装进行了改进。
我们增加了包装材料的厚度,以提高产品的抗冲击能力。
同时,我们还增加了缓冲材料,以减少产品在运输过程中的震动和碰撞。
这些改进措施有效地降低了产品在运输过程中的损坏率。
我们加强了对运输过程的监控和管理。
我们与物流公司合作,制定了严格的运输操作规范。
我们要求物流公司对产品进行细致的包装和装卸操作,并提供实时的运输跟踪信息。
这样一来,我们能够及时发现并解决运输过程中的问题,确保产品的安全运输。
我们还对产品的设计进行了改良。
我们与研发团队合作,重新设计了产品的结构和材料,以提高产品的耐用性和抗冲击能力。
通过这些改进,我们成功地降低了产品的损坏率,并提高了产品的质量和可靠性。
除了以上的改善措施,我们还注重了员工的培训和意识提升。
我们组织了一系列的培训活动,向员工传授包装和运输操作的技巧和知识。
我们还鼓励员工提出改进建议,并给予相应的奖励和认可。
通过这些措施,我们提高了员工的责任意识和质量意识,进一步减少了不良品的发生。
通过以上的改善措施,我们成功地解决了产品在运输过程中易受损的问题。
我们的不良品率显著下降,客户的满意度也得到了提高。
这个案例告诉我们,改善不良品需要从多个方面入手,包括产品设计、包装改进、运输管理和员工培训等。
只有综合考虑,才能找到最有效的解决方案。
在今天的演讲中,我向大家介绍了一个关于不良品改善的案例。
气泡不良专案改善报告
2、增加OCA厚度克服CG油墨断差 2.1、OCA增厚至200um 正常:下线ITO+50umOCA+上线ITO+175umOCA+CG 改善:下线ITO+50umOCA+上线ITO+200umOCA(100um+100um)+CG
小结:100um+100um仍不能有效克服气泡。
2.2、OCA厚度增加至225um 正常:下线ITO+50umOCA+上线ITO+175umOCA+CG 改善:下线ITO+50umOCA+上线ITO+225umOCA(175um+50um)+CG
小结:调整贴合机台压力及补强能改善一定气泡,但仍有反弹合计不良约5%。 2、东光厂贴合机台压力验证
小结:东光大压力贴合正常脱泡及大压力脱泡仍有气泡不良,此气泡不良与贴 合机台压力不足无关。
重工品反弹验证
小结:不良品重工后静置120H后呈收敛状态,重工良率。
小结:气泡不良与SENSOR相关(SENSOR包含ITO膜材与OCA)。
2、不同ITO膜材搭配验证
小结:豪威+豪威,郡鸿+JSR搭配,静置后皆有气泡反弹问题。 (因目前无日东188um+100um ITO膜,无法再做原ITO膜材验证)
真因层别3——OCA厚度及软硬度
1、目前使用OCA厚度为175um,确认产线屏体使用厚度无异常
2 贴合气泡:主要型号A02-5860s-6(白)、5910(白)
贴合可视区气泡主要为四周边缘及四角位置
贴合可视区气泡
1.1贴合滚轮破损未及时更换,机台平行度 量测NG,图示1为正常效果OK;图示2、3为 机台滚轮下压力NG,且图示3平行度NG.
电容器产品短路不良改善专案报告
250
2020.12
200
213
65 30.52%
150
2021.01
100
187
96 51.34%
50
0
短路不良率
2020.12
2021.01
总批次 短路批
其中2021年1月份不良高达96PCS,占当月投产批次的51.34%
4
二、专案成立背景(二)
对短路不良的具体模式进行分析,分为2大的两类,一类为:纸叠;另一类为引 线处炸箔边缘炸、纸不齐、露箔、拉坏纸;明细记录如下:
9
四、专案项目改善描述(三)
改善三:更改电解纸装纸层数的要求
改善前:①装两并电解 纸,挂纸太重,检测信号 检测不到,刹不住 ②纸装多了,纸宽的距离 变大,靠边情况下移送过 程中容易有纸反转的情况
改善后:对电解纸的装纸层 数进行要求:只允许放一并 电解纸,减少纸反转的情况
10
五、项目改善后的数据汇总及分析
改善后:更改放料盘结构与 过纸轮结构成平行方向,设 备运行过程中更稳定
8
四、专案项目改善描述(二)
改善二:更改过纸轮结构位置
改善前:过纸轮的方向不 在同一面,成九十度角, 设备运行过程中不稳定, 易造成电解纸游动纸叠的 情况
改善后:过纸轮的方向在同 一面,设备运行过程中电解 纸拉力在同一面,保持水平 方向受力,电解纸不易游 动,运行稳定
2020年1月生产管理部、设备管理部实施改善措施完成后,质量管理部采取跟踪不良分 析记录的统计,对改善效果进行二月份的异常批次跟踪确认收集数据如下:
日期 总批次 短路批次 纸叠
改善前 2020.12
213
65
23
2021.01
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实施日期
1
7/16
2
FMG/朱春生
7/17
3
FMG/李红秀
7/16
4
FMG/李红秀
7/18
5
针对目前出货,FQC/OQC加严进行检验(0收1退),品质 稳定后再恢复正常检验。
QA/牛永锋
7/16
Suzhou Chon Yang Electronics Co.Ltd
Q&A Thank you
180 135 90 45 0
M/L错位 M/L折偏 M/L油污 漏黄胶
漏PIN
Suzhou Chon Yang Electronics Co.Ltd
3.3 厂内不良状况
成品庫存Sorting狀況
Date 7/10 7/10 料号 8120300143M1LF 812AL02263M0LF Sorting数量 12000 11000 28000 20000 25000 累計不良率 54.84% 82.26% 13 不良数 漏黄胶 M/L折偏 M/L油污 M/L错位 0 0 21 22 68 漏PIN Total不良 不良率 0 0 43 68 13 0.00% 0.00% 0.15% 0.34% 0.05%
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00% 0.00%
7/10 -7/14 812AL02253M0LF 7/10 7/12 不良項目 M/L错位 M/L折偏 8120300133M1LF 812AL02013M0LF 不良數 68 34 不良率 54.84% 27.42%
812AL02013M0LF
Suzhou Chon Yang Electronics Co.Ltd
3.2 群光端不良状况
客户端庫存Sorting狀況
Date 料号 Sorting数量 16000 16000 24000 23000 不良数 漏黄胶 M/L折偏 M/L油污 M/L错位 2 1 22 34 166 漏PIN Total不良 不良率 2 1 55 66 0.01% 0.01% 0.23% 0.72%
7/10-7/11 8120300143M1LF 7/10-7/11 812AL02263M0LF 7/10-7/14 812AL02253M0LF 7/10-7/11 8120300133M1LF
7/12
812AL02013M0LF 不良數
166 50 34 3 0
15000 累計不良率
28
13
0.19%
责任人
导入时间
MFG 李红秀
7/13
描述: 漏工序(漏黄 胶/漏铆PIN)
Suzhou Chon Yang Electronics Co.Ltd
5. 品质提升&控制计划
NO. 问题点 CY已经组成品质小组,对CPT产线以及sorting发现的每个 不良品都将进行分析并检讨改善对策,QA进行信息反馈。 针对CY产线CPT所有料号发生的不良,小组成员每周二周 会进行检讨,以便及时改善。 针对部分动作执行不到位,导致不良持续发生的状况,对 该料号产线人员再次进行作业指导。另外IPQC负责对产线 作业人员手法进行稽核。 针对组装错位后续利用检验治具进行防呆围堵,并直步推 行在其它料号上。 责任人
CY通过团队专案检讨进一步做持续改善,以达到满足CPT客户品质要求 。
Suzhou Chon Yang Electronics Co.Ltd
2. 建立团队
Authority name
林佑泉
Department
专员
responsibility
主导整个专案推动,制定改善的目标和方向, 资源的提供。
120 90 60 30 0
M/L油污 漏黄胶
漏PIN
22 0
0
17.74% 0.00%
0.00%
100.00% 100.00%
100.00%
M/L错位 M/L折偏 M/L油污 漏黄胶
漏PIN
Suzhou Chon Yang Electronics Co.Ltd
4. 要因分析&改善对策
4.1 M/L组装错位
Leader
朱春生 罗建平 李红秀
MFG
改善对策的执行与实施,执行效果的回报。
Member
丁文波
ENG
分析问题发生的原因,制定相关的改善对策, 提供技术支持。
QA
推动专案的进度,追踪对策实施的效果,将 有效的对策标准化,并提交改善成果报告。
Suzhou Chon Yang Electronics Co.Ltd
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00% 0.00%
不良項目
M/L错位 M/L折偏 M/L油污 漏黄胶 漏PIN
不良率
65.61% 19.76% 13.44% 1.19% 0.00%
225
65.61% 85.38% 98.81% 100.00% 100.00%
1.后续架模员针对模具打油 后,要先进行模具上下数次 作业,使多余渗出的油渍及 时擦拭,以防作业过程造成 油渍在产品上。 2.另外规定针对机台2H一次 5S清洁。 3.产线外观检查人员先检查 产品外部在检查产品内部, 对于影响产品外观问题的产 品挑出,再经擦拭后流下一 工站。
MFG 李红秀
7/13
Suzhou Chon Yang Electronics Co.Ltd
3. 现状分析
3.1 异常履历
料号 不良现象
7/9 7/10 7/11
日期
7/12 7/13 7/14
812030143M1LF
漏黄胶
● ● ● ● ● ●
812AL02263M0LF
漏黄胶 M/L折偏 M/L油污
812AL02253M0LF
8120300133M1LF
M/L组装错位 漏PIN
M/L折偏 M/L尺寸不良
住,防止在铆合作业中PIN脚掉落, 后端撕胶工段增加自检PIN脚脱落动 作,防止漏铆PIN不良。 2.将原先作业隔离方式重新更换,由 矮纸板隔离,改为高胶板隔离,(统 一制作为50cm高度)可以有效的将 已制品与半成品严格区分开,防止产 品出现漏工序现象。 3. 针对多工序作业时,每道工序之 间用隔板进行隔离(高度统一制作为 10cm),可保证下工站人员不会出 现拿错产品及漏工序产 生。 4.将机台上产品放置位置区分规划, 左手边放需本工序作业产品,右手边 放本工序OK品,以免产品混乱,造 成漏工序不良,另外作业过程核对样 品。
Improvement project report
1. 概要
问题描述:
2012.07.09~2012.07.14 ,CPT客户抱怨以下 料号812030143M1LF, 812AL02263M0LF,812AL02253M0LF,8120300133M1LF,812AL02013M0LF在IQC 进料及产线发现M/L折偏、漏黄胶、M/L组装错位、漏铆PIN等ISSUE,不良率居高不下;经 CPT端重工不良率达7200DPPM, 严重影响到CPT进料品质并导致客户抱怨。
Issue 不良图片: 原因分析 改善对策 责任人 导入时间
1.组装过程未 组到位 2.组装治具未 设有防呆
描述: M/L组装错位
1.首先针对员工进行 问题点说明,另外再 次由架模员/领班进 行员工现场作业指 导。 2.组装治具增加防 呆,预防产品未放到 位。
FMG 李红秀 ENG 丁文波
7/18
Suzhou Chon Yang Electronics Co.Ltd
7/16
Suzhou Chon Yang Electronics Co.Ltd
4.2 M/L折偏/折弯尺寸NG
Issue 不良图片: 原因分析 改善对策 责任人 导入时间
模具设计错误导致 (M/L折彎內寬)尺寸 重新开模,尺寸定位在 OVER SPEC, 中线 SPEC:23.4±0.1mm, ACT:23.4mm ACT:23mm 描述: M/L折弯尺寸NG
Suzhou Chon Yang Electronics Co.Ltd
4.4 漏工序(漏黄胶/漏铆PIN)
Issue 不良图片: 原因分析 1.铆PIN时因速度 过快,PIN脚未铆 紧导致出现PIN胶 脱落现象。 2.产品贴胶区域过 多,贴胶人员易漏 贴胶。 3.产品多工序作业 时,前工序与后工 序之间区分不明确。 4.作业方式不当, 已制品与未制品未 区分开。自检/全 检时未能及时发现 漏工序。 改善对策 1.在铆合治具上加磁,以便将PIN 吸
FMG 李红秀 ENG 丁文波
7/18
Suzhou Chon Yang Electronics Co.Ltd
4.3 M/L油污
Issue 不良图片: 原因分析 改善对策 责任人 导入时间
描述: M/L油污
1.由于架模员对 折弯模具打油过 多,作业过程没 有对模具滴下的 油渍进行及时擦 拭造成油渍在产 品上。 2.产线外观检查 人员没有及时发 现是不良品流出 CPT端。
4.2 M/L折偏/折弯尺寸NG
Issue 不良图片: 原因分析 改善对策 责任人 导入时间
1.组装过程未组 到位 2.组装治具未设 有防呆 3.组装治具定位 过低 描述: M/L折偏
1.首先针对员工进行问题点 重要性进行宣导,另外再次 由架模员 / 领班进行员工现 场作业指导。 FMG 2.组装治具增加防呆,预防 李红秀 产品未放到位。 ENG 3.针对组装治具定位进行加 丁文波 高,由原来的 2MM 加高到 5MM,可有效预 防组装错位。