FANUC点焊系统介绍
FANUC机器人点焊应用及焊接质量缺陷改善

·46·文章编号:2095-6835(2022)05-0046-04FANUC 机器人点焊应用及焊接质量缺陷改善*刘双耀1,张家豪2(1.浙江机电职业技术学院,浙江杭州310000;2.长安福特汽车有限公司杭州分公司,浙江杭州310000)摘要:电阻点焊是汽车白车身连接的最常用方法之一。
介绍了FANUC 机器人在汽车白车身的点焊应用,介绍了FANUC 机器人自动点焊控制系统、自动焊接程序、电极头磨损补偿功能、焊接后台程序优化。
介绍了自动修磨换帽系统,含修磨参数设置、自动换帽时序。
另外,结合自动点焊工艺参数介绍了自动点焊常见质量缺陷及改善方法。
关键词:FANUC 机器人;点焊;自动换帽;修磨参数中图分类号:U466文献标志码:ADOI :10.15913/ki.kjycx.2022.05.015电阻点焊是汽车白车身常用的一种连接方式。
它通过加热等方式,使2种或多种材料的原子、分子之间实现结合和扩散,进而达到连接在一起的效果[1]。
使焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
电阻点焊主要由预压、焊接、维持和休止[1]4个阶段,与其他焊接方式相比,电阻点焊是一种高速、经济的连接方法。
1FANUC 机器人自动点焊系统FANUC 点焊系统由机器人本体、机器人控制柜、小原27焊接控制系统及附属装置等部件组成,如图1所示。
机器人本体是FANUC R-2000iC/210F 机器人,额定负载为210kg ,重复定位精度为0.2mm ,最大工作半径为3010mm 。
机器人控制柜型号为R-30iB (A 柜),主要由主板、电源模块PSU 、伺服驱动板卡、急停模块、通讯模块、示教器、控制柜面板及附属装置等组成,用于控制机器人各部件的工作,实现机器人与上位机控制系统、焊接控制系统的通讯,实现机器人焊接工作[2]。
图1自动点焊焊接系统机器人焊接系统由焊接控制柜、焊钳及附属装置等组成。
FANUC系统功能说明(V[1].2)介绍
![FANUC系统功能说明(V[1].2)介绍](https://img.taocdn.com/s3/m/da829c8b6aec0975f46527d3240c844769eaa08e.png)
FANUC系统功能说明(V[1].2)介绍FANUC CNC系统功能(V.2)1、控制轨迹数(Controlled Path)CNC控制的进给伺服轴(进给)的组数(日文资料上称之为“系统数”),如下图所示。
加工时每组轴的合成运动(任意几个轴的组合)形成一条刀具轨迹。
各组可单独运动,也可同时协调运动。
16i/18i可有两个轨迹,30i最多可有10个轨迹。
2、控制轴数(Controlled Axes)CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)每一轨迹同时插补(进给轴联动)的进给伺服轴数。
4、用PMC控制进给轴(Axis control by PMC)机床的进给轴的运动,如快速移动、轴的进给,不用CNC的G00和G01代码指令控制,而是由PMC(可编程机床控制器)程序控制,这就是PMC的轴控制功能。
PMC轴控制的指令编在PMC 程序(梯形图)中,编制方法与通常的PMC 程序相同,按顺序(时序)将轴控制信号编入梯形图,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制,如换刀轴,分度轴等。
下表列出了有关PMC轴控制的一些信号,详细的请见连接说明书。
可以实现的轴控制功能如下表所示:这些控制功能的实现由PMC指令指定,在程序(梯形图)中由信号EC0~EC6中的值指定。
这些值是16进制数值代码。
只要将值送入信号EC0~EC6的地址(寄存器)中,执行时PMC读到后即可知道要实现的(功能)动作。
上述某些控制功能需要其它数据,如:进给速率,转速,M功能等,这些数据应在梯形图中顺序地编入另外的信号(如上表)予以指定。
5、 Cf轴控制(Cf Axis Control)(T系列)车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。
该轴与其它进给轴联动进行插补,加工任意曲线。
该功能目前的系统已很少使用。
6、 Cs轮廓控制(Cs contouring control)(T系列)车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。
(完整word版)FANUC焊接机器人控制系统介绍、应用故障分析及处理
FANUC焊接机器人控制系统介绍、应用故障分析及处理FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,其控制系统采用32位CPU 控制,采用64位数字伺服驱动单元,同步控制6轴运动;支持离线编程技术;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。
焊接是工业生产中非常重要的加工方式,同时由于焊接烟尘、弧光和金属飞溅的存在,焊接的工作环境非常恶劣,随着人工成本的逐步提升,以及人们对焊接质量的精益求精,焊接机器人得到了越来越广泛的应用。
机器人在焊装生产线中运用的特点焊接机器人在高质、高效的焊接生产中发挥了极其重要的作用,其主要特点如下:1.性能稳定、焊接质量稳定,保证其均一性焊接参数如焊接电流、电压、焊接速度及焊接干伸长度等对焊接结果起决定性作用。
人工焊接时,焊接速度、干伸长等都是变化的,很难做到质量的均一性;采用机器人焊接,每条焊缝的焊接参数都是恒定的,焊缝质量受人为因素影响较小,降低了对工人操作技术的要求,焊接质量非常稳定。
2.改善了工人的劳动条件采用机器人焊接后,工人只需要装卸工件,远离了焊接弧光、烟雾和飞溅等;点焊时,工人不再需要搬运笨重的手工焊钳,从大强度的体力劳动中解脱出来。
3.提高劳动生产率机器人可一天24h连续生产,随着高速、高效焊接技术的应用,使用机器人焊接,效率提高地更加明显。
4.产品周期明确,容易控制产品产量机器人的生产节拍是固定的,因此安排生产计划非常明确。
5.可缩短产品改型换代的周期,降低相应的设备投资可实现小批量产品的焊接自动化。
机器人与专机的最大区别就是它可以通过修改程序以适应不同工件的生产。
FANUC机器人控制系统1.概述FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,是奇瑞公司最早引进的焊接机器人,也是最先用到具有附加轴的焊接机器人。
其控制系统采用32位CPU控制,以提高机器人运动插补运算和坐标变换的运算速度;采用64位数字伺服驱动单元,同步控制6轴运动,运动精度大大提高,最多可控制21轴,进一步改善了机器人动态特性;支持离线编程技术,技术人员可通过离线编程软件设置参数,优化机器人运动程序;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。
FANUC机器人零部件点焊-JCI

改进了FANUC初始压力控制方式,缩短了加压 时间。 • 节省了浪费的时间: 去除了软件运行过程中的空运转时间提高节拍; 焊接初始化输出信号可以被预先补偿,在焊机与机器人的信号确认延迟时间内发送。
‐ 15 ‐
FANUC提高生产节拍
上海发那科机器人有限公司
-钣金件点焊应用产品介绍
2015/11/16
1
FANUC焊接机器人
2
FANUC机器人的技术优势
主要内容
‐2‐
FANUC常用机器人
‐3‐
FANUC常规轻型负载机器人产品
机器人系列 安装方式
型号 控制器 可达半径(mm) 最高线速度(mm/s) 腕部最大负载(kg) 重复定位精度(mm) 机器人质量 (kg) 输入容量(KVA) 平均耗电量(KW)
FANUC提高生产质量
-视觉偏移功能
提高 生产节拍
标准配套 设备
降低成本
降低故障 停机时间
提高 生产质量
1. 伺服修磨功能 2. 视觉修磨补偿功能 3. 视觉功能
‐ 24 ‐
FANUC提高生产质量
-伺服修磨功能
伺服修磨器是用FANUC的伺服电机替代 原有的驱动电机,作为机器人的附加轴,由 机器人直接控制。
L P[2] 1000mm/sec CNT100 SPOT[1]
机器人程序中 不同的示教速度
根据压力的大小 使用指定的接触速度
降低偏差
即使程序速度不同,也能实 现相同的力矩上升模式
‐ 16 ‐
FANUC提高生产节拍
-伺服焊钳动作优化
通过增强版加压控制实现焊接压力的良好响应度和稳定性; 通过评价弹性反力来控制压力,从而减少过冲和负过冲。
FANUC伺服焊枪介绍

GUN ATTACH[5]
GUN ATTACH[R[3]]
GUN ATTACH[AR[1]]
连结后,所选的刀具坐标系编号切换为伺服枪一般设定画面指定为“CloseDirection(Robot)”(固
定侧焊嘴的焊枪关闭方向)的坐标系编号。
换枪功能程序示例
谢 谢!
世界机器人专家
焊枪分离指令
通过执行该指令,可不用切断电源就使焊枪分离。在选择位置对合动作类型7或
者8的情况下,在使焊枪分离前,焊枪自动关闭,在焊枪关闭位置设定参照点。
指令格式:
GUN DETACH[i](焊枪 分离)
i: 焊枪编号(1~6)指定当前所连结的焊枪编号。可根据寄存器及程序的自变量进行间接指定。例:
GUN DETACH[1]
、双行程,极大的提高了行程的柔性。
伺服焊枪结构分解
FANUC 伺服电机
焊枪臂(部分)
伺服焊枪结构
焊枪绝缘垫片
焊接变压器
伺服枪软、硬件
伺服焊枪用附加轴放大器
ARP
线缆
(
Robot内部走线
control
ler to
J1)
ARM 线缆(controller to J1 )
软件名称
软件编号
Servo axis
限制
• 没有安装焊枪轴电机用电池的类型的焊枪,连结后需要进行位置对合动作其与电池安装类型的焊枪
相比循环时间延长。
• 成为焊枪更换对象的电机,必须通过相同的放大器进行控制。
• 与多任务不对应。(不能通过多个程序来同时进行焊枪更换操作。)
禁止事项
• 在机器人电源被切断时请勿强制拆下焊枪。
• 带有焊枪更换功能的系统,不能使用线路跟踪功能。
FANUC系统简介

执行即可看到[EXECUTE]闪烁,参数保存到M-CAID 中。 通过这种方式备份数据,备份的数据以默认的名字存于M-CARD 中。 系统参数器默认的名字为“CNCPARAM”
存储卡备份加工程序的操作
在程序画面备份系 统的全部程序时输 入 O-9999,依次 按下[PUNCH ], [EXEC] 可以把全部程序传 出到M-CARD 中。 (默认文件名 PROGRAM.ALL)
主轴模块报警表
6)报警号:09 报警含义:主轴模块温度过高 7)报警号:19、20 报警含义:电源接通时U相、V相电流检测过高 8)报警号:24 报警含义:主轴模块与CNC通信异常 9)报警号:31 报警含义:主轴不能按指令旋转,主轴停止转动或转速非常低 10)报警号:56 报警含义:主轴散热风扇故障
系统存储板的功能及连接
M27:主轴编码器信号 接口 M26:模拟量主轴控制信号(0-10V) CCX5:CRT视频信号接口 M12:手摇脉冲发生器 M3:MDI键盘信号 M5:RS-232串行通信 M74:RS-232备用接口 CPA7:系统数据备份电池(DC4.5V)
COP5:串行主轴通讯接口
系统显示装置及MDI操作键盘的连接
I/O LINK 连接
FANUC 0i系统中JD1A接口用来连接I/O LINK。 I/O LINK中的子单元可以分成若干个组,但一个 I/O LINK最大只能连接16组子单元。 PMC程序可以对I/O信号分配和地址进行编程, 用来连接I/O LINK。I/O点最大1024/1024点 I/O LINK的2个接口分别是JD1A/JD1B。对所有 具备I/O LINK功能的单元来说都是通用的。电 缆总是从一个单元的JD1A到下个单元的JD1B。 尽管最后一个单元是空着的也无需连接一个终 端
点焊功能操作说明书

根据本公司的风险评估,安全开关的操作次数,全年平均请勿超过大约 10000 次。
使机器人执行启动操作的信号,在示教器、操作面板、外围设备接口上各有一个,但是这些信号的有效性根据示教器 的有效/无效开关和操作面板的 3 方式开关、软件上的远程状态设定,可以按照如下方式进行切换。
仪表板
EMGIN1 EMGIN2
图 3.1 外部急停按钮的连接图
s-4
B-83284CM-4/03
为了安全使用
3.2
编程人员的安全
在进行机器人的示教作业时,某些情况下需要进入机器人的动作范围内。编程人员尤其要注意安全。
(1) 在不需要进入机器人的动作范围的情形下,应在机器人的动作范围外进行作业。 (2) 在进行示教作业之前,应确认机器人或者外围设备是否处在危险状态,是否有异常。 (3) 在迫不得已的情况下需要进入机器人的动作范围内进行示教作业时,应事先确认安全装置(如急停按钮、示教器的
1
作业人员的定义
机器人作业人员的定义如下所示。
- 操作者 进行机器人的电源 ON/OFF 操作。 从操作面板启动机器人程序。
- 编程人员 进行机器人操作。 在安全栅栏内进行机器人的示教等。
- 维修技术人员 进行机器人操作。 在安全栅栏内进行机器人的示教等。 进行维修(修理、调整、更换)作业。
“操作者”不能在安全栅栏内进行作业。 “编程人员”、“ 维修技术人员”可以在安全栅栏内进行作业。 安全栅栏内的作业,包括搬运、设置、示教、调整、维修等。 要在安全栅栏内进行作业,必须接受过机器人的专业培训。
境地。
操作面板上,提供有急停按钮及用来选择自动运转方式(AUTO)和示教方式(T1,T2)的键控开关(方式开关)。 为进行示教而进入安全栅栏内时,应将开关切换为示教方式,并且为预防他人擅自切换运转方式,应拔下方式开关的 钥匙,并在打开安全门后入内。在自动运转方式下打开安全门时,机器人会停止(停止方法的详情请参照为了安全使 用中的“机器人的停止方法”)。在将开关切换到示教方式后,安全门就成为无效。编程人员应在确认安全门处在无 效状态后负责进行作业,以免其他人员进入安全栅栏内。
FANUC机器人零部件点焊-JCI

FANUC零部件点焊-JCIFANUC零部件点焊-JCI1:介绍1.1 点焊概述在制造业中,点焊是一种常见的焊接技术,用于焊接金属零部件。
它通过将两个金属工件的表面瞬时加热至熔点,然后使其相互接触并冷却,实现焊接连接。
1.2 FANUCFANUC是一种先进的工业系统,它具有高速、高精度和灵活性,可以在制造过程中自动执行各种任务。
在点焊应用中,FANUC可以准确地控制焊接工具的位置和力度,以实现高质量的焊接。
1.3 JCIJCI(Johnson Controls International)是一家全球领先的多元化科技和工业企业,专注于汽车座椅、电池技术、电子系统等产品和服务。
JCI在其生产线上使用FANUC进行零部件点焊,以提高生产效率和产品质量。
2:点焊工艺流程2.1 准备工作在进行点焊之前,需要进行以下准备工作:- 检查焊接设备和工具的状态,确保其正常运行并且符合安全要求。
- 准备焊接工件和附件,包括金属工件、焊枪、电极等。
2.2 焊接参数设置根据焊接工件的材料和要求,设置合适的焊接参数,包括焊接电流、电压和时间等。
这些参数的调整可以影响焊接接头的质量和稳定性。
2.3 点焊操作具体的点焊操作流程如下:- 将焊枪对准焊接工件的焊点。
- 开始供电给焊枪,实施焊接操作。
- 按照设定的焊接时间保持焊接,以保证焊点充分熔化和连接。
- 停止供电,移除焊枪。
3: FANUC点焊系统3.1 选择根据JCI的生产需求和工艺要求,选用适合的FANUC型号和规格。
考虑到焊接精度、工作空间、负载能力等因素。
3.2 安装和调试将选择的FANUC安装在焊接工作站上,并通过调试和校准来确保的正常运行。
这包括设置的工作坐标系、调整焊接工具的位置和力度等。
3.3 点焊程序开发根据焊接工件的要求,使用FANUC的编程语言开发点焊程序。
包括设定焊接路径、控制焊接力度和速度等。
4:附件附件1:JCI焊接工艺规范附件2:FANUC操作手册法律名词及注释:1:点焊:一种焊接技术,通过将两个金属工件的表面加热至熔点并接触冷却,实现焊接连接。
fanuc点焊机器人培训教程
汇报人:
202X-12-27
CONTENTS 目录
• 简介 • 技术原理 • 操作与编程 • 维护与保养 • 安全注意事项
CHAPTER 01
简介
什么是fanuc点焊机器人
01
02
03
定义
Fanuc点焊机器人是一种 自动化焊接设备,通过编 程控制实现高效、精准的 焊接作业。
焊接质量的控制
焊接参数
质量检测
焊接参数如电流、电压、焊接时间等 对焊接质量有重要影响,需要根据材 料和厚度进行合理设置。
在生产过程中,需要对焊接质量进行 实时检测,及时发现并处理问题,确 保产品质量。
焊点质量
通过观察焊点的外观、检测熔核的尺 寸和硬度等手段,可以评估焊点的质 量,并进行相应调整。
CHAPTER 03
用于各种金属制品的焊接 ,如金属板材、管材等。
fanuc点焊机器人的优势与特点
01
02
03
04
高效率
Fanuc点焊机器人能够实现24 小时不间断工作,提高生产效
率。
高精度
通过精确的编程控制,实现精 准的焊接位置和焊接参数,提
高产品质量。
灵活性
Fanuc点焊机器人可以根据不 同的焊接需求进行编程控制,
对事故进行总结和反思,加强员工安 全培训和教育,提高安全意识。
THANKS
[ 感谢观看 ]
fanuc点焊机器人的工作原理
机器人控制器
fanuc点焊机器人通过机器人控制 器进行控制,可以编程实现各种 焊接动作和轨迹。
焊接电源
fanuc点焊机器人配备了适合不同 金属材料的焊接电源,能够提供稳 定的焊接电流和电压。
FANUC机器人 SERVO GUN点焊 培训教材
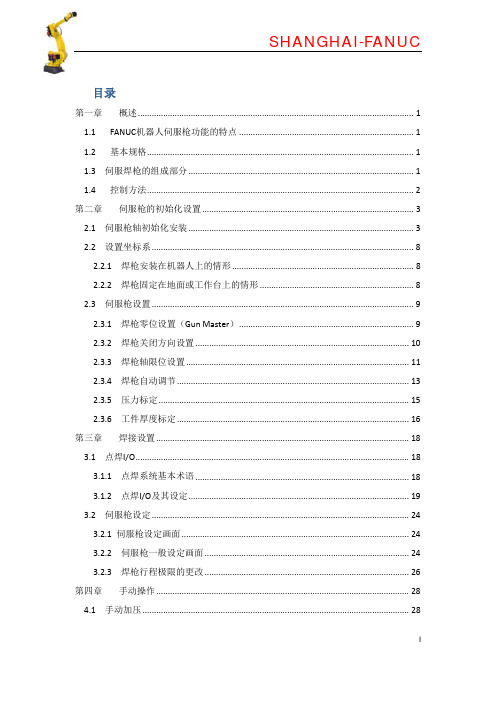
目录第一章概述 (1)1.1FANUC机器人伺服枪功能的特点 (1)1.2基本规格 (1)1.3 伺服焊枪的组成部分 (1)1.4控制方法 (2)第二章伺服枪的初始化设置 (3)2.1 伺服枪轴初始化安装 (3)2.2 设置坐标系 (8)2.2.1 焊枪安装在机器人上的情形 (8)2.2.2 焊枪固定在地面或工作台上的情形 (8)2.3 伺服枪设置 (9)2.3.1 焊枪零位设置(Gun Master) (9)2.3.2 焊枪关闭方向设置 (10)2.3.3 焊枪轴限位设置 (11)2.3.4 焊枪自动调节 (13)2.3.5 压力标定 (15)2.3.6 工件厚度标定 (16)第三章焊接设置 (18)3.1 点焊I/O (18)3.1.1 点焊系统基本术语 (18)3.1.2 点焊I/O及其设定 (19)3.2 伺服枪设定 (24)3.2.1 伺服枪设定画面 (24)3.2.2 伺服枪一般设定画面 (24)3.2.3 焊枪行程极限的更改 (26)第四章手动操作 (28)4.1 手动加压 (28)4.2 手动行程 (30)4.3 手动焊接 (32)4.4焊枪点动操作 (33)第五章编程 (35)5.1 点焊指令 (35)5.1.1 点焊指令格式 (35)5.1.2 焊接顺序 (41)5.1.3 示教位置 (42)5.2 其他指令 (42)5.2.1 加压动作指令 (42)5.2.2 压力指令 (43)5.2.3 焊枪零位调校指令 (44)第六章焊嘴磨损补偿 (45)6.1 概述 (45)6.2 2步方式 (45)6.2.1 准备工作 (45)6.2.2 测量方法 (46)6.3 单步方式 (48)6.4 焊嘴磨损补偿功能的设定 (50)6.4.1 焊嘴磨损检测设定 (50)6.4.2 焊嘴磨损基准值设定 (52)6.5 恢复步骤 (53)6.5.1 恢复焊枪零位数据 (53)6.5.2 焊嘴破损时的恢复 (54)6.6 焊枪行程极限补偿 (55)附录 SVGN报警代码 (57)第一章概述1.1 FANUC机器人伺服枪功能的特点全面支持伺服枪专用功能(手动操作、点焊自动路径生成、焊极磨损补偿等);可以自动生成最适合于点焊的最佳路径;与气焊枪的操作类似,便于掌握。
Fanuc机器人弧焊系统基础培训

Lincoln Robotics Power Sources and Feeder
林肯电气机器人焊接电源和送丝机构
Power Wave F355i
适合材料: 碳钢/不锈钢/合金钢/铝合金 焊接波型: CV/Pulse/Rapid Arc/
Power Mode/Pulse on Pulse 电流范围: 5-425A, 300A/100%, 350A/60% 波型控制技术:Wave Control Technology TM 通讯方式: ArcLink® 逆变技术: Inverter (60kHz) 全数字焊机: Total Digital 输入电源: 380V/50Hz/3Phase/PE
单机的组成 主要参数
发那科弧焊机器人种类 (IB系列)
Old Series iB / M Robot 原iB / M系列机械手
Arc Mate 50iB_3L
标准轴数: 手臂负载: 操作半径: 重复精度:
6轴 3kg 856mm ± 0.04mm
Old Series iB / M Robot 原iB / M系列机械手
Lincoln Robotics Power Sources and Feeder
林肯电气机器人焊接电源和送丝机构
Power Wave 455M/STT Robotics
适合材料: 碳钢/不锈钢/合金钢/铝合金 焊接波型: CV/STT/Pulse/Power Mode
Rapid Arc/Pulse on Pulse 电流范围: 5-570A, 400A/100%, 500A/60% 波型控制技术:Wave Control Technology TM 通讯方式: ArcLink® 逆变技术: Inverter(60kHz) 全数字焊机: Total Digital 输入电源: 380V/50Hz/3Phase/PE
FANUC机器人零部件点焊-JCI

FANUC机器人零部件点焊-JCI FANUC 机器人零部件点焊JCI在现代制造业中,机器人的应用越来越广泛,其中 FANUC 机器人在零部件点焊领域展现出了卓越的性能和优势。
JCI(_____)作为一家在制造业中具有重要地位的企业,对于 FANUC 机器人零部件点焊技术的应用有着深入的研究和丰富的经验。
FANUC 机器人作为全球知名的工业机器人品牌,以其高精度、高速度和高可靠性而著称。
在零部件点焊中,这些特性至关重要。
点焊是一种常用的连接工艺,用于将两个或多个金属零部件通过电阻热和压力实现局部的永久性连接。
而 FANUC 机器人能够精确地控制点焊的位置、电流、压力和时间等参数,从而确保点焊的质量和一致性。
首先,FANUC 机器人的高精度定位能力是其在零部件点焊中的一大优势。
它可以通过先进的传感器和控制系统,将点焊电极准确地移动到预定的位置,误差极小。
这对于那些对焊点位置要求严格的零部件来说,是保证产品质量的关键。
例如,在汽车制造中,车身的零部件点焊需要极高的精度,以确保车身的结构强度和外观平整度。
FANUC 机器人能够满足这些苛刻的要求,从而提高汽车的整体质量和安全性。
其次,FANUC 机器人的高速度运行也大大提高了生产效率。
在大规模生产中,时间就是金钱。
FANUC 机器人能够快速地完成点焊动作,并且在连续作业中保持稳定的性能。
相比传统的人工点焊,机器人点焊不仅速度更快,而且能够实现 24 小时不间断工作,大大缩短了生产周期,降低了生产成本。
再者,FANUC 机器人的可靠性也是其备受青睐的原因之一。
在长时间的运行中,机器人能够保持稳定的性能,减少故障和停机时间。
这对于生产线的连续运行至关重要,能够有效地避免因设备故障而导致的生产延误和损失。
在 JCI 的生产线上,FANUC 机器人零部件点焊技术得到了充分的应用和优化。
为了确保机器人能够发挥最佳性能,JCI 在前期进行了大量的准备工作。
首先,技术人员会对需要点焊的零部件进行详细的工艺分析,确定最佳的点焊位置、电流和压力等参数。
FANUC弧焊TORCHMATE功能步骤

TORCHMATE功能Torch Mate是一种本钱低、方便实用的自动调整TCP的一种解决方案。
使用Torch Mate能够自动补偿由于焊枪颈弯曲或导电嘴磨损导致的TCP不准。
Torch Mate的操作原理类似touch sensing,在焊丝上应用一个电压,当焊丝接触Torch Mate对枪块时,产生一个输入信号。
Torch Mate只补偿x, y, z方向的变化,而不会对角度的变化w, p, r进展补偿。
TorchMate3使你能够选择一个自动错误恢复方式用在生产中发生Torch Mate错误时——REDO, SKIP, ABORT, 或者 PROMPT。
TorchMate3包含两种监控功能,Collision Monitor 和 Touchup Monitor,通过设置使用户知道什么时候应该执行Torch Mate调整功能。
当您使用Torch Mate功能时,首先确保系统具有这个功能,并且已经有了正确定义的TCP。
为方便操作和使用,建议使用Torch Mate对枪块进展TCP的设置。
然后设置Torch Mate和TCP的master。
完成了master之后,任何时间都可以使用Torch Mate来检查和调整TCP。
因为Torch Mate为每个机器人组合〔最多两个机器人〕提供一个可执行的程序,无论何时需要,都可以自动地〔例如每50个生产部件〕或者手动地调用该程序。
使用 Torch Mate对于任何一个机器人来说,使用Torch Mate 都包含以下几个步骤:1.安装TorchMate 硬件和软件2.设置TorchMate参数表3.在一个程序中参加TorchMate 程序指令〔执行自动TorchMate 操作〕4.运行 TorchMate.5.监控 TorchMate 的执行结果1.要求和导那么为了能顺利使用TorchMate功能,请认真阅读下面的要求和导向:•如果使用的是粘丝检测线路,无需再增加touch sensing硬件或软件,对任何焊接设备都可以直接使用TorchMate功能。
发那科系统2005参数详解

发那科系统2005参数详解发那科系统2005是一款广泛应用于工业领域的数控系统,具有强大的功能和稳定的性能。
下面将详细介绍该系统的各项参数,以便更好地了解和应用这一先进的技术。
1. 系统结构:发那科系统2005采用模块化设计,包括数控核心模块、通讯模块、输入输出模块等。
每个模块都具有独立的功能,可以根据实际需求进行组合和配置。
2. 控制方式:该系统支持多种控制方式,包括位置控制、速度控制和力控制。
用户可以根据加工对象的不同选择合适的控制方式,以实现精准加工。
3. 轴数:发那科系统2005最多支持16个轴的控制,可以满足复杂加工任务的需求。
每个轴都具有独立的控制功能,可以实现多轴协同工作。
4. 编程方式:该系统支持多种编程方式,包括手动编程、图形化编程和CAM编程。
用户可以根据自身的技术水平和习惯选择合适的编程方式,提高工作效率。
5. 模具库管理:发那科系统2005内置丰富的模具库,用户可以根据需要随时调用已保存的模具数据,节省编程时间并提高加工精度。
6. 轨迹仿真:该系统具有强大的轨迹仿真功能,可以在加工前对加工路径进行模拟,帮助用户发现潜在的问题并进行调整,确保加工质量。
7. 报警管理:系统设有完善的报警管理系统,可以及时发现设备运行异常并给出详细的报警信息,帮助用户快速排除故障,保障设备安全运行。
8. 数据传输:发那科系统2005支持多种数据传输方式,包括USB 接口、以太网接口和RS232接口,方便用户与外部设备进行数据交换和通信。
9. 系统更新:发那科公司定期发布系统更新补丁,提供更好的功能和性能优化,用户可以通过官方渠道进行系统更新,保持系统与时俱进。
总的来说,发那科系统2005是一款功能强大、性能稳定的数控系统,具有丰富的功能和灵活的配置,能够满足不同行业的加工需求。
通过了解和掌握系统的各项参数,用户可以更好地利用这一先进技术,提高生产效率,降低成本,实现更精准的加工。
点焊功能操作说明书
(2) 在运转过程中,即使机器人看上去已经停止,也有可能是因为机器人在等待启动信号而处在即将动作的状态。即使 在这样的状态下,也应该视为机器人处在操作状态。为了确保作业人员的安全,应当能够以警报灯等的显示或者响 声等来切实告知(作业人员)机器人处在操作状态。
作范围。 (7) 应在地板上设置垫片开关或安装上光电开关,以便当作业人员将要进入机器人的动作范围时,通过蜂鸣器和光等发
出警报,使机器人停下,由此来确保作业人员的安全。 (8) 应根据需要,设置一把锁,使得负责操作的作业人员以外者,不能接通机器人的控制装置的电源。
控制装置上所使用的断路器,可以通过上锁来禁止通电。 (9) 在进行外围设备的单体调试时,务须断开控制装置的电源后再执行。 (10) 在使用操作面板和示教器时,由于戴上手套操作恐会导致操作上的失误,因此,务须在摘下手套后再进行作业。 (11) 程序和系统变量等信息,可以保存到存储卡等存储介质中(选项)。为了预防由于意想不到的事故而引起数据丢失
潜在危险时,务须在排除危险之后再使其工作。 (15) 请勿在下面所示的情形下使用机器人。否则,不仅会给机器人和外围设备造成不良影响,而且还可能导致作业人员
受重伤。 - 在有可燃性的环境下使用 - 在有爆炸性的环境下使用 - 在存在大量辐射的环境下使用 - 在水中或高湿度环境下使用 - 以运输人或动物为目的的使用方法 - 作为脚搭子使用(爬到机器人上面,或悬垂于其下) (16) 在连接与停止相关的外围设备(安全栅栏等)和机器人的各类信号(外部急停、围栏等)时,务须确认停止的动作, 以避免错误连接。 (17) 在准备架座时,请参照图 3 (c)充分考虑安装和维修时的高处作业的安全。请考虑立足处和安全带的安装位置确保等 因素。
发那科机器人焊接系统操作培训课

分享一些成功的参数优化案例,如针对某种特定 钢材的焊接工艺参数优化、针对某种特定焊缝形 状的参数调整等。
问题解决与经验总结
总结在参数优化过程中遇到的问题及解决方法, 分享经验教训,帮助学员更好地掌握参数优化的 技巧和方法。
05
系统维护与故障排除 技巧
日常维护保养内容及方法
清洁机器人表面
稳定性与可靠性
经过严格的质量控制和耐久性 测试,确保机器人在长时间、 高强度的工作环境下保持稳定 和可靠。
易于编程与操作
发那科机器人配备直观易用的 编程软件和示教器,降低操作 难度,提高生产效率。
丰富的产品线
发那科提供多种规格和配置的 机器人产品,满足不同客户的
需求。
应用领域与市场现状
汽车制造
机械制造
焊接速度设置
根据电流电压、钢材厚度 等条件设置合适的焊接速 度,以保证焊缝成形和熔 深。
焊枪角度与位置
根据焊接位置、焊缝形状 等条件设置合适的焊枪角 度和位置,以保证焊接过 程的稳定性和焊缝质量。
参数优化策略及实践案例
1 2 3
参数优化策略
通过试验和实践经验积累,对焊接工艺参数进行 逐步优化,如调整电流电压、改变焊丝类型、优 化保护气体配比等。
度。
多功能操作面板
02
提供直观的人机交互界面,方便操作人员对机器人进行编程和
调试。
丰富的I/O接口
03
可与各种外围设备连接,实现自动化生产线集成。
传感器与执行器选型
高精度位置传感器
实时监测机器人末端执行器的位置和姿态, 确保焊接精度。
高效能伺服电机
提供强大的驱动力和快速响应能力,确保机 器人高速、高精度运动。
2024版FANUC机器人点焊工艺修磨说明两步法

12
03 第二步:修磨处 理
2024/1/30
13
修磨设备介绍
修磨机
采用高精度、高效率的修 磨机,具备自动送料、自 动定位、自动修磨等功能。
2024/1/30
砂轮
选用适合点焊材料的高品 质砂轮,保证修磨效果和 效率。
夹具
设计专用夹具,确保工件 在修磨过程中的稳定性和 精度。
14
修磨参数设置
修磨深度
选择具有稳定输出、良好绝缘和易于 操作的点焊机。
2024/1/30
8
点焊参数设置
根据工件材料和厚度设置合适的 焊接电流、电压和焊接时间,确
保焊接质量。
在设置参数时,要考虑工件的导 热性、电极形状和尺寸等因素。
根据实际情况进行参数调整,以 达到最佳焊接效果。
2024/1/30
9
点焊操作流程
1. 准备工件,确保其 表面清洁、干燥、无 油污和氧化物等杂质。
2024/1/30
降低生产成本
通过减少焊接缺陷和返工, 降低生产成本和废品率。
提升产品质量
优化焊接参数和工艺过程, 提高产品的一致性和稳定 性,从而提升产品质量。
4
工艺简介
2024/1/30
点焊工艺
点焊是一种电阻焊接方法,通过在 两个金属件之间施加压力并通电, 使接触点熔化并形成焊接接头。
FANUC机器人
随着人工智能和机器学习技术的 不断发展,机器人点焊工艺的智 能化水平将不断提高,实现更加 精准、高效、自动化的焊接过程。
29
THANKS
感谢观看
2024/1/30
30
根据点焊工艺要求,设定合适的 修磨深度,以保证修磨后工件的
表面质量和精度。
FANUC 0i系统功能简介

西安工程技术(技师)学院陕西省明德职业中等学校理论课教案FANUC—0i系统介绍新课导入:数控机床加工中的动作在加工程序中用指令的方式先予以规定,这类指令有准备功能G、辅助功能M、刀具功能T、主轴转速功能S和进给功能F等。
由于目前数控机床的形式和数控系统的种类较多,同一G指令或同一M指令其含义是不完全相同的,甚至完全不同。
因此,编程人员在编程前必须掌握该数控系统每个指令的确切含义,以免发生错误。
新课讲授:一、FANUC—0i系统功能(一)准备功能准备功能(又称G功能G代码、G指令)顾名思义,准备功能是用来指令机床或数控系统的工作方式的一种指令,使数控机床做好某种操作准备。
FANUC系统的准备功能也用地址符G和后面的两数字或三位数字表示。
FANUC—0i系统数控车床常用的准备功能指令见下表。
表中 FANUC—0i系统数控车床常用的准备功能指令注:在编程时,G指令中前面的0可以省略不写,如G00、G01、G02、G03可以简写为G0、G1、G1、G3。
(二)辅助功能辅助功能也称M功能,主要用来指令操作时各种辅助动作及其状态,如主轴的开、停,冷却液的开关等。
由地址码M和后面的两位数字组成。
FANUC—0i数控车床系统常用的辅助功能指令见下表。
表 FANUC—0i系统常用的辅助功能指令当一个程序段中指定了运动指令和辅助功能时,按下面两种方法之一执行指令:①运动指令和辅助功能指令同时执行。
②在运动指令执行完成后执行辅助功能指令。
选择哪种顺序取决于机床制造商的设定。
(三) 进给功能进给功能主要用来指令切削时的进给速度。
对于车床,进给方式可分每分钟进给和每转进给,FANUC系统用G98、G98规定。
(1)每转进给指令G99 系统开机状态为G99状态,只有输人G98指令后,G99才被取消。
在含有G99的程序段后面,再遇到F指令时,则认为F所指定的进给速度单位为mm/r。
(2)每分钟进给指令G98 在含有G98的程序段后面,遇到F指令时,则认为F所指定的进给速度单位为mm/min,G98被执行一次后,系统将保持G98状态,直到被G99取消为止。
FANUC焊装功能包的应用介绍
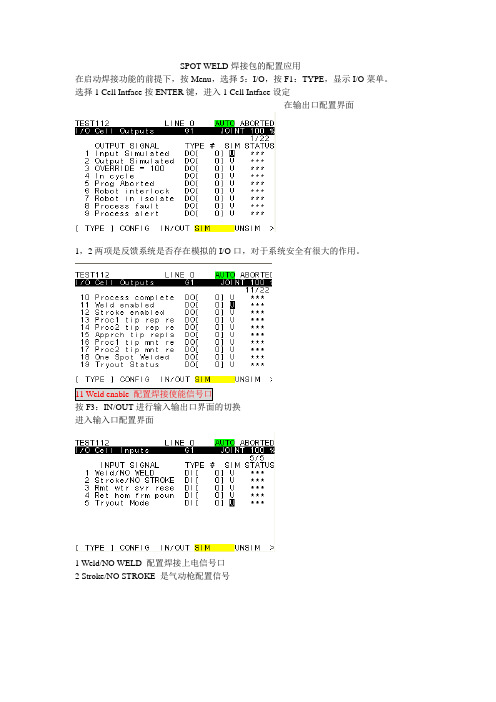
SPOT WELD焊接包的配置应用在启动焊接功能的前提下,按Menu,选择5:I/O,按F1:TYPE,显示I/O菜单。
选择1 Cell Intface按ENTER键,进入1 Cell Intface设定在输出口配置界面1,2两项是反馈系统是否存在模拟的I/O口,对于系统安全有很大的作用。
按F3:IN/OUT进行输入输出口界面的切换进入输入口配置界面1 Weld/NO WELD 配置焊接上电信号口2 Stroke/NO STROKE 是气动枪配置信号按F1:TYPE,选择2 Weld Intface按ENTER键,进入2 Weld Intface 设定在输出口配置界面1 Weld schedule 设定焊接规范的输出口4 Weld Initiate 设定焊接开始的信号输出口5 Enable weld 设定焊接使能输出口7 Reset welder 设定焊接控制器的复位信号口11 Tip strick timing 此口用于粘点报警输出(一般不进行使用)按F3:IN/OUT进行输入输出口切换进入输入口画面1 Weld in process 设定焊接进行信号的输入口地址2 Weld compelete完成设定焊接完成输入信号口地址3 WELD/NOWELD status 设定焊接上电反馈信号口地址4 Major alarm 焊接控制器主要报警输入口地址5 Minor Alarm 焊接控制器次要报警输入口地址6 Iso contactor on 焊接控制器的接触器接通输出口地址按F1:TYPE,选择3 Spot Equip按ENTER进入这两个信号是通过机器人的RO对水气排相关信号进行配置。
一般情况下不需要设定。
按F3:IN/OUT进行输入输出口切换1 Water saver OK 设定通往焊机方向的水流量电磁阀2 Water flow OK 设定从焊枪回来的水流量电磁阀3 X-former OK 设定焊接变压器的温度检测信号(我们一般用RI口进行设定,便于接线)这三个信号需要根据我们的水气排硬件确定地址。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• •第S四eg级undo nivel
•
•第T五erc级er nivel • Cuarto nivel
• Quinto nivel
77
单Ha击ga此c处lFicA编pN辑aUrCa母点m版焊o标d实if题i例ca样r 式el
estilo de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de
• 第te三xt级o del patrón
• •第S四eg级undo nivel
•
•第T五erc级er nivel • Cuarto nivel
• Quinto nivel
88
单Ha击ga此c处lFicA编pN辑aUrCa母点m版焊o标d实if题i例ca样r 式el
• Quinto nivel
现场控制器
电极自动修磨器
22
单Ha击ga此c处车lic编身p焊辑ar装a母m线版o示标d意if题ic图a样r 式el
estilo CIMPLICITY de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de i Pendant
• Quinto nivel
99
单HFa击Aga此NcU处liCc编伺p辑a服ra母焊m版枪o标d的if题i优ca样势r 式el •• 单提–高击压e点力此s控焊制处t的il质编o量辑de母版tít文ul本o样d式el patrón
•••第伺H服二a焊g级a枪简cli易c示p教ara modificar el estilo de • 第––te三焊 自x枪动t级o点压动力de控过l制程p功控a能 制trón •••第柔S性四e系g级u统ndo nivel • •第–T五e自r动c级换e枪r n功i能vel •• 减C少u系ar统to的n停iv机e时l 间
• Quinto nivel
66
单Ha击ga此c处lFicA编pN辑aUrCa母点m版焊o标d实if题i例ca样r 式el
estilo de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de
• 第te三xt级o del patrón
estilo de título del patrón
••通过单设击置不此同的处夹具编可辑以防母止外版围 文本旋样转夹式具
旋转圆盘 • 沿着机器人手臂旋转
•••设通减•备过第 第少电增Ht了e二三缆加现ax线电场gt级级的o缆维a松线护dc弛的的el、使i时lc下用间pp垂寿。aa及命trr磨,óa损从nm而 odificar
• 第te三xt线级o体监d视 el patrón
机器人管线总成
• •第S四eg程级序u管n理do nivel
• •第T五erc级er nivel
融合控制器的功能
• Cuarto nivel
提高可靠性
减小干涉
• QuintoROnBOivT LeINlK
用多台机器人搬送大和重的物品
33
单HFaA击NgUa此Cc处Nlioc编rmp辑aalrDa母rem版ssoo标duitf题的ic特a样r点式e(l 1)
• Cuarto nivel
初•级电Q缆接u头into nivel
初级电缆接头
电缆线和管路通过J1轴的中心,在J1轴 的运动范围内没有增加干涉。
初级电缆(含故障检测)
空气管路 x 1 根 水 管 x2 根
55
单Ha击ga此FAc处lNicU编pC辑a机r器a母人m版点o标d焊if题录ica样象r资式el料
estilo de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de
• 第te三xt级o del patrón
• •第S四eg级undo nivel
•
•第T五erc级er nivel • Cuarto nivel
•FAN单UC点击焊机此器处人 编辑母版文本样式辅助配线、配管等 • •R第-2H00二0aiAg级系a列clic para modificar el estilo de • 第te三xt级o del patrón点焊控制器 • •第S四eg级undo nivel • •第T五erc级er nivel 点•焊C枪uarto nivel
estilo
de
título
del patrón 马达电缆
初级电缆 水/气管路
• 单击此处编辑母版文本样式
初•级•电第缆H(二含a故g级障a检测c)lic para modificar el estilo de • 第te三xt级o del patrón • •第S四eg级undo nivel • •第T五erc级er nivel
estilo de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de
• 第te三xt级o del patrón
• •第S四eg级undo nivel
•
•第T五erc级er nivel • Cuarto nivel
el
estilo de 可以吸收电缆线运动 所造成的力
• •第S四eg级undo nivel
• •第T五erc级er nivel
• Cuarto nivel
旋转夹具
旋转夹具 • 旋转夹具本身可以吸
• Quinto nivel
收沿电缆线运动方向 所造成的力
44
单HFAa击NgUa此Cc处lNioc编rmpa辑al rDa母rem版ssoo标duitf题的ic特a样r点式e(l 2)
• •第S四eg级SunPdoOnTiveWl ELDING SYSTEM
•
•第T五erc级er nivel • Cuarto nivel
• Quinto nivel
11
单HFa击AgNa此Uc处Clic点编p焊辑a系ra母统m版的o标d基if题i本ca样构r 式成el
estilo de título del patrón
单Ha击ga此c处lic编p辑ara母m版o标dif题ica样r 式el
estilo de título del patrón
• 单击此处编辑母版文本样式
• •第H二ag级a clic para modificar el estilo de
• 第te三xt级o delFpAatNróUn C点焊系统介绍
• ––Q电 焊u极枪in头的to磨重 10