6.5 双组分连续精馏塔的计算
双组份连续精馏的计算
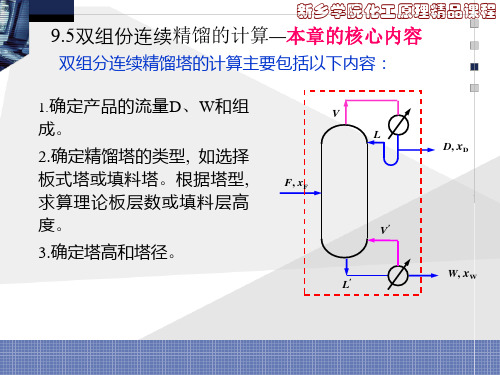
新乡学院化工原理精品课程 9.5.2.2 精馏段物料衡算 对虚线划定的范围进行物料衡算 总物料衡算 V=L+D 易挥发组分衡算 Vyn+1=Lxn+DxD
L DxD yn1 xn LD LD
y1
V y1
L xD
D xD
x1 xn
y2 yn+1
定义回流比
L R D
图7-29 精馏段的分析
y
操作线:xn→yn+1的关系
平衡线:xn→yn的关系
xD R 1
0
x
xD 1.0
图10-15 精馏段操作线
新乡学院化工原理精品课程 9.5.2.3 提馏段物料衡算
m m+1
根据精馏段中物料衡 算的方法,同样可以获得 提馏段中的物料衡算式:
总物料衡算
ym+1 x m
V
L V W
易挥发组分衡算 Lx m V y m1 WxW
理论板上升的汽相组成 y 与上一块板下降的液流组成 x 之间 的关系,称为精馏段操作线方程,略去下标写成:
R xD y x R 1 R 1
新乡学院化工原理精品课程
R xD y x R 1 R 1
精馏段操作线方程经过点(xD, xD )和(0,xD/(R+1)),斜 率为R/(R+1)
基于恒摩尔流假设,则所有变量单位采用mol为基准;基 于质量流假设,则所有变量采用kg单位为基准。
9.5.2.1 全塔物料衡算
总物料衡算 馏出液流率,kmol/s
V L D, xD
F D W
加料流率,kmol/s 釜液流率,kmol/s
F, x F
易挥发组分衡算
蒸馏第四节

物料衡算
1
2
L
V=L+D
D,xD
Vy Lx Dx n 1 n D
n L, xn V, yn+1
解得
L D L D y x x x x n 1 n D n D V V L D L D
令回流比 R=L/D
则
x R D y x n 1 n R 1 R 1
L Hh L F Hh F
令
H h 将单位质量料液加热到 饱和蒸汽所需热 F q H h 单位质量料液的汽化潜 热
C ( tF ) r P t b q r
q 称为进料热状态;其物理意义—料液中液体所 占的分率。
冷进 料 泡点 进料 汽液混 和进料 露点 进料 过热 蒸汽 进料 q 0
1 x x log[( D )( W)] 1 x x D W N 1 mi n log
2.Gilliland图
图右端为全回流,
R Rmin 1 R 1
1.0
N N min N 2
N Nmin 0 N 2
NN min
0.1
图左端为最小回流比,
R Rmin 0 R1
q线 d g a q线 d
a
g
xW b xF
xD
xW
b xF xD
(4)适宜回流比
3 2 费 用 1
Rmi R 1 —n 设备费用 , 2 — 操作费用 , 3—总费用
R ( 1 . 1 2 . 0 ) R opt min
七、理论板数的简捷算法----适用于初步设计估算 方法: 1)理想溶液,全回流下,逐板计算法求Nmin—Fenske 公式 2)实际回流比R,Rmin,Nmin求N—Gilliland图 1.Fenske公式推导
化工原理:双组分连续精馏的计算1
化工原理
3、q 线方程:两段操作线交点轨迹的方程。 1)推导:
由两操作线方程,有
Vy Lx DxD V y Lx WxW
因为 L L qF
两式相减
V V y L Lx WxW DxD
V V (1 q)F
所以
(q 1)Fy qFx FxF
(q 1) y qx xF
Fx F
化工原理
2、操作线方程: 1)操作关系:xn 与 yn1 之间的关系 2)精馏段操作线方程:
n
yn+1 xn n+1
V, y1
L, xD 1 2
3
n
L, xn
n+1 V, yn+1
总物料: V L D
D, xD 易挥发组分: V yn1 L xn D xD
yn1
L
L D
xn
L
易挥发组分 FxF DxD WxW 几个常见的概念:
①回收率:
塔顶易挥发组分的回收率 DxD 100 %
Fx F
塔釜难挥发组分的回收率 W (1 xW ) 100 %
F (1 xF )
②采出率:塔顶采出率 D xF xW
F xD xW
塔釜采出率 W 1 D
F
F
③最大采出量
Dm
a
:
x
Dmax xD
D D
xD
L D
1 LD
xn
1 1 L
D
xD
令 LD R
——回流比
则
yn1
R R 1
xn
1 R 1
xD
——精馏段操作线方程
化工原理
说明:
y
1.0
①x-y图中操作线为一直线
精馏示意图

q>1
f 0 < q <1
q=0
q=1
e
xW
精馏
xF
xD
6
双组分连续精馏塔的计算
图解法
1
逐板法原理
4 5
2
3
xW
精馏
xF
xD
7
双组分连续精馏塔的计算
图解法(续)
1
实际图解过程
4
2
3
5
xW
精馏
xF
xD
e
xF
进料状况
冷液体
进料的焓 IF IF<IL
q值
q>1
q线斜率 q/q1 +
饱和液体
气液混合 物
IF=IL
IL<IF<IV
q=1
0 < q <1
无穷大
–
0
饱和蒸汽
IF=IV
q=0
精馏
5
双组分连续精馏塔的计算
– 不同q值对 操作线的影 响
q值不同改变的 是提馏段的操作线 方程。当进料组成、 回流比及分离要求 一定时,q值的减少 使提馏段操作线越 来越靠近平衡线。
精馏
xD R1 b
3
双组分连续精馏塔的计算
由于提馏段下降 液体量L’不易确定,所 以提馏段操作线的实际 应用价值不大。但提馏 段操作线一定通过C点 (xW,xW)(间接蒸汽 加热方式)
c
d
xWHale Waihona Puke xD精馏4
双组分连续精馏塔的计算 – 不同 q值对应的 q线方 程
f q=1 0 < q <1
q=0 q<0 q>1
双组分精馏
塔顶产品, xD Overhead product 液相回流 Liquid reflux 精馏段 Rectifying section
料液, xF Feed
提馏段 Stripping section 汽相回流 Vapor reflux 再沸器 Reboiler
塔底产品, xW Bottoms product
汽液双向传质过程示意
c.精馏塔维持正常操作必要条件:塔顶 回流和塔底再沸(上升蒸汽) 在一个正常操作的精馏塔中,每 一块塔板都存在从上一块塔板流到下 一块塔板的液体和从下一块塔板流到 上一块塔板的汽体,那么追根溯源, 必须有汽体和液体的源头。
液体的源头是从塔顶冷凝器的冷凝液中分 出一部分让其回流到顶部塔内,称其为回 流液。 汽体的源头是在塔底设臵一个热交换装臵, 称为再沸器,通过它将从最下面一块塔板 流下来的液加热到沸腾状态,产生的汽体 引入精馏塔底部。 因此说,塔顶回流和塔底再沸是维持精馏 塔正常操作的必要条件
物料衡算与操作线方程
(1)全塔物料衡算 (Overall material balance) 对稳定操作连续精馏塔,无论塔顶的 回流液量与塔釜的再沸蒸汽量多大, 料液加入量必等于塔顶和塔釜所得产 品量之和。
DxD F xF
产品流量、组成和进料流量、组成之 间的关系可通过全塔物料衡算求得。
总物料衡算 F=D+W FxF=DxD+WxW
冷凝器condenser
精馏段:汽相中的重组分 向 液 相( 回 流 液)传 递, 而液相中的轻组分向汽相 传 递, 从 而 完 成 上 升 蒸 气 的精制。 提馏段 : 下 降 液 体 ( 包括 回流液 和 料 液 中 的液体部 分)中的轻组分向汽相( 回流 ) 传递 , 而 汽 相中的 重组分 向 液 相 传 递 , 从而 完成下 降 液 体 重 组分的提 浓。
精馏塔的计算

3.解吸:从吸收剂中分离出已被吸收气体的操作。
4.吸收操作传质过程:单向传质过程,吸收质从气相转移到液相的传质过程。
其中包括吸收质由气相主体向气液相界面的传递,及由相界面向液相主体的传递。
5.吸收过程:通常在吸收塔中进行。为了使气液两相充分接触,可采用板式塔或填料塔,少数情况下也选用喷洒塔。
吸收尾气B+少量A
如图:吸收剂自塔顶上部喷淋而下,塔底部排出溶液;
混合气体由塔底进入,塔顶部排出吸收尾气。溶剂
气液两相在塔内进行逆向接触的过程中,混合
气体内吸收质就转移到吸收剂中,达到了从混
合气体分离出某种组分的目的。混合气体
(A+B)
6. 气体在液体中的溶解度:平衡状态下,液相中的溶质浓度。溶液
表明一定条件下,吸收过程可能达到的极限浓度。(溶剂+A)
吸收过程所以能自动进行,就是由于两相主体浓度尚未达到平衡,一旦达到平衡,推动力便等于0。因此,吸收过程的总推动力应该用任何一相主体浓度与其达到平衡浓度的差值来表示。
(1)以p-p*表示总推动力的吸收速率方程式(气相总吸收速率方程式)
NA=KG(p-p*)KG气相吸收总系数
吸收过程的总阻力由气膜阻力1/kG与液膜阻力1/HkL两部分组成。H溶解度系数
3.对流扩散:湍流主体与相界面间的涡流扩散与分子扩散两种传质作用的总称。
它与传热过程的对流传热类似。
六.吸收机理
(一)吸收机理(双膜理论要点)
1.相互接触的汽液两流体间存在着稳定的相界面,界面两侧各存在着一个很薄的有效层流膜层。吸收质以分子扩散方式通过两膜层。
2.在相界面处,汽液两相达相平衡。界面上无阻力。
(1)物料平衡:进入某装置或设备的物料量必等于排出某装置或设备的物料量与过程累积的量。当无累积量时,即:进料量=排出量。
化工原理6.4 双组分连续精馏塔的设计型计算
从提馏段第m+1块塔板上
升的蒸汽组成(摩尔分数)
从提馏段第m 块塔板下降
液体组成(摩尔分数)
(3)提馏段操作线方程:
+ =
′
′
−
提馏段操作线方程
′
+ =
′
′ −
−
′ −
6.4
双组分连续精馏塔的设计型计算
(饱和蒸汽的摩尔焓值−饱和液体的摩尔焓值)
=
饱和蒸汽的摩
尔焓Τ
′
−ℎ
−ℎ
进料液的摩尔焓Τ
饱和液体的摩尔焓Τ
6.4
双组分连续精馏塔的设计型计算
讨论:
① 若进料温度为 ,泡点温度为 ,进料平均摩尔汽化潜热为 ,进料液的平均比
热容为 ,则此时的 =
原料液组成
(摩尔分数)
塔顶产品组成
(摩尔分数)
(3)塔顶馏出液的采出率Τ
=
−
−
(5)塔顶易挥发组分的回收率
D =
× %
塔底产品组成
(摩尔分数)
,
(4)塔底釜液的采出率Τ
=
−
−
(6)塔底难挥发组分的回收率
=
−
0<<
′ = + ′ = − −
在数值上等于原料液中的液体量与进料量的比值
加料板上的汽相和液相与进料中的汽液相“自然合并”。
V
③
(1-q)F
F
L
qF
′
′
6.4
双组分连续精馏塔的设计型计算
第十章 (三)工艺计算-全塔物料衡算及操作线方程

2. 恒摩尔流—— L1 L2
L1 L2
恒摩尔流成立的条件:
Ln L L Lm
V1 V2 V1 V2
Vn V V Vm
①两组分的摩尔潜热相等; ②汽液接触时因温度不同而交换的显热可以忽略;
③保温良好,塔的热损失可以忽略不计。
第四节 双组分连续精馏塔的计算 四、进料热状况[121]
过冷液相
F L V F
饱和液相 (泡点)
L V
汽液混合
F L
V
饱和汽相 (露点)
F L
过热汽相
F L V
V
L’
V’
L’
V’
L’
V’
L’
V’
L’
V’
L L F V V
L L F L L L F V V V F V V
第四节 双组分连续精馏塔的计算
二、精馏计算的两个基本假设[120]
物系 乙醇 水 质量潜热 kJ/kg 854 2260 分子量 kg/kmol 46 18 摩尔潜热 kJ/kmol 39284 40680
苯
甲苯
394
363
78
92
30732
33396
乙醇—水、苯—甲苯物系可近似为恒摩尔流物系。
第十章 蒸 馏
已知苯—甲苯物系:xF =0.25, xD =0.98, xW =0.085, a =2.47, R =5, q =1,塔顶为全凝器,泡点回流。 求:精馏段及提馏段操作线方程。
精馏段操作线方程为:
提馏段操作线方程为:
y 0.8333x 0.1633 y 1.737 x 0.0626
第四节 双组分连续精馏塔的计算 四、进料热状况[126]
连续精馏实际塔板数的计算[要诀]
![连续精馏实际塔板数的计算[要诀]](https://img.taocdn.com/s3/m/2e76b6076fdb6f1aff00bed5b9f3f90f76c64d08.png)
5.3 连续精馏理论塔板数的计算本节重点:理论塔板数的计算。
本节难点:理论塔板数的计算—逐板计算法和图解法;双组分连续精馏塔所需理论板数,可采用逐板计算法和图解法。
5.3.1逐板计算法假设塔顶冷凝器为全凝器,泡点回流,塔釜为间接蒸汽加热,进料为泡点进料如图5-5所示。
因塔顶采用全凝器,即y 1=x D 5-24而离开第1块塔板的x 1与y 1满足平衡关系,因此x 1可由汽液相平衡方程求得。
即111)1(y y x --=αα 5-25第2块塔板上升的蒸汽组成y 2与第1块塔板下降的液体组成x1满足精馏段操作线方程,即Dx R x R R y 11112+++=5-26同理,交替使用相平衡方程和精馏段操作线方程,直至计算到x n <x q (即精馏段与提馏段操作线的交点)后,再改用相平衡方程和提馏段操作线方程计算提馏段塔板组成,至x w ’<x w 为止。
现将逐板计算过程归纳如下:相平衡方程: x1 x2 x3……x n <x q-------x w ’<x w操作线方程: x D =y1 y2 y3在此过程中使用了几次相平衡方程即可得到几块理论塔板数(包括塔釜再沸器)。
5.3.2 图解法应用逐板计算法求精馏塔所需理论板数的过程,可以在y-x 图上用图解法进行。
具体求解步骤如下:1、相平衡曲线 在直角坐标系中绘出待分离的双组分物系y-x 图,如图5-13。
2、精馏段操作线3、提馏段操作线4、画直角梯级 从a 点开始,在精馏段操作线与平衡线之间作水平线及垂直线,当梯级跨过q 点时,则改在提馏段操作线与平衡线图5-13 理论板数图解法示意图之间作直角梯级,直至梯级的水平线达到或跨过b 点为止。
其中过q 点的梯级为加料板,最后一个梯级为再沸器。
最后应注意的是,当某梯级跨越两操作线交点q 时(此梯级为进料板),应及时更换操作线,因为对一定的分离任务,此时所需的理论板数最少,这时的加料板为最佳加料板。
精馏塔的计算
X1、X2—分别为出塔和进塔液体的组成,
(1)分子扩散的阻力和速率主要决定于扩散物质和流体的温度以及某些物理性质。
(2)分子扩散速率与其在扩散方向上的浓度梯度成正比。
分子扩散系数是物质的物理性质之一。扩散系数大,表示分子扩散快。
(3)分子在液体中扩散速率比在气体中要慢的多。因为液体的密度比气体的密度大得多,其分子间距小。
2.涡流扩散:通过流体质点的湍动和旋涡而传递物质的现象。主要发生在湍流流体中。
所以气体的摩尔分率为yA=pA/P=vA/V;xD
yB=PB/P= vB/V或yB=1-yAF,xF
三.物料衡算(双组分)
对总物料衡算F =D+W
对易挥发组分衡算FxF=DxD+ WxW
式中:W
F——原料液、塔顶产品(馏出液)、塔底产品(釜残液)流量,kmol/hxW
xF、xD、xW——分别为原料液、馏出液、釜残液中易挥发组分的摩尔分率
二.吸收分类
组分数目:单组分吸收,多组分吸收。
化学反应:物理吸收,化学吸收。
热效应:等温吸收,非等温吸收。
三.相组成表示
1.比质量分率XW(YW):混合物中两组分的质量之比。
XW(YW)= GA/GB=αA/αBkgA / kgB
2.比摩尔分率X(Y):混合物中两组分的摩尔数之比。
X =nA/nB=xA/xB=xA/(1-xA)kmolA / kmolB
3.对流扩散:湍流主体与相界面间的涡流扩散与分子扩散两种传质作用的总称。
它与传热过程的对流传热类似。
六.吸收机理
(一)吸收机理(双膜理论要点)
1.相互接触的汽液两流体间存在着稳定的相界面,界面两侧各存在着一个很薄的有效层流膜层。吸收质以分子扩散方式通过两膜层。
双组分连续精馏的设计计算精馏操作线方程精

说明: ① 汽、液通过任一理论塔板时组成的变化
x xn1 xn
y yn yn1
② 梯级的意义
yn yn+1
n
b
c
xn
x n-1
水平线长度: 通过第n板液相组成变化 x xn1 xn 垂线长度: 通过第n板气相组成变化 y yn yn1
③ 图解方法的优点 避免了繁琐的计算,形象直观,便于理解和分析实际问题。
② 最小回流比 a)定义 ◇ 回流比减小,两操作线同时向平衡线靠近,所需理论板数 增加;
◇ 继续减小至交点Q移至平衡线上时(点E),则所需的理论 板数无穷多;
◇ 对应的回流比称为最小回流比 Rmin。
b)计算:
设 E(xe, ye) 则
E
Rmin xD ye Rm in1 xD xe
Rm in
所需的理论板数略少。
② 应用
所分离混合物是由水和比水易 挥发组分组成的混合物时。
③ 操作线方程
精馏段:与间接加热的相同。
提馏段:yn1
qnW qnS
xn
qnW qnS
xW
图示:
提馏段操作线过点(
xW,0),斜率为
qnW qnS
④ 水蒸气直接加热的蒸馏计算
(2)带侧线采出的精馏
① 应用 需要几种不同纯度的产品时
( xA xB
)D
达到规定的分离要求时 ( xA )N ( xA )W
xB
xB
1 2 .......... n N
(
xA xB
)D
N
(
xA xB
)W
N min
log
xA xB
D
log AB
xA xB
双组份连续精馏
双组分连续精馏一、理论板的概念及恒摩尔流的假设(一)理论板在该板上,气液两相充分混合,接触时间无限长,则离开该板的气液两相达到相平衡状态,即 y*=f(x)。
一块理论板又称一个理论级或平衡级。
但实际上,由于气液两相在同一块实际板上接触时间和接触面积所限,气液间难以达到相平衡。
说明理论板是一种理想板,引出它的概念是作为衡量实际板分离效率的标准。
(二) 恒摩尔流的假设1.恒摩尔气流式中——精馏段中上升蒸汽的摩尔流量,kmol.h-1;——提馏段中上升蒸汽的摩尔流量,kmol.h-1。
说明:(1)随着板位置的不同,虽然各板上气液组成各不同,但气相总摩尔流率不发生变化,即有多少轻组分进入气相,就相应的有多少重组分进入液相,所以总流率不变。
(2)精、提馏段上升蒸汽量不一定相等,即可能。
2.恒摩尔液流(同理)且L恒摩尔流假设成立的前提条件:(1)各组分的摩尔汽化潜热相等。
(2)气液间温度不同而交换的显热可忽略,因为汽化潜热>>显热。
(3)设备保温良好,热损失可忽略。
二、物料衡算和操作线方程(一)全塔物料衡算(如图7-10所示)。
图7-10精馏塔的物料衡算总物料衡算:(7-15)轻组分物料衡算:(7-15a)式中——原料液的流量,kmol.h-1;——塔顶产品(馏出液)流量,kmol.h-1;——塔底产品(釜残液)流量,kmol.h-1;——原料液中易挥发组分摩尔分率;——馏出液中易挥发组分摩尔分率;——釜残液中易挥发组分摩尔分率。
说明:几个概念(1)塔顶A的回收率=%(7-16)(2)塔底B的回收率=%(7-16a)(3)塔顶采出率=(7-16b)(4)塔底采出率=(7-16c)讨论:(1)当产品质量规定后,采出率和随之确定,不能自由选择。
(2)当规定了D/F和时,则和W/F也随之确定,不能自由选择,反之亦然。
(3)在规定了分离要求后,应使或。
如果D/F取得过大,即使精馏塔有足够的分离能力,塔顶仍得不到高纯度的产品,其原因可由推出,当一定时,D/F增大会使下降。
双组分精馏塔温度计算公式
双组分精馏塔温度计算公式在化工生产中,精馏是一种常用的分离技术,通过将混合物加热至汽化,然后再冷凝成液体,从而实现不同成分的分离。
双组分精馏塔是一种常见的精馏设备,用于分离两种成分。
在双组分精馏塔中,温度是一个非常重要的参数,可以通过温度来控制不同成分的汽液平衡,从而实现有效的分离。
因此,计算双组分精馏塔的温度是非常重要的,本文将介绍双组分精馏塔温度的计算公式。
双组分精馏塔温度的计算公式可以通过理论推导和实验数据拟合得到。
在这里,我们将介绍一种常用的计算公式,即McCabe-Thiele方法。
这种方法是基于塔板理论,通过塔板上的物质平衡和能量平衡来计算塔板的温度。
在双组分精馏塔中,通常假设为理想状态,即不考虑非理想因素对塔板温度的影响。
首先,我们需要了解双组分精馏塔的结构和工作原理。
双组分精馏塔通常由上塔和下塔组成,上塔用于汽液分离,下塔用于液液分离。
在塔中,有多个塔板,每个塔板上都有液相和气相的接触,从而实现物质的传递和分离。
在双组分精馏塔中,通常选择一个塔板作为基准,通过对基准塔板的物质平衡和能量平衡来计算其他塔板的温度。
双组分精馏塔温度的计算公式可以表示为:T = T0 + (Hvap1 Hvap2) / (Cp1 Cp2) (x x0)。
其中,T为塔板的温度,T0为基准塔板的温度,Hvap1和Hvap2分别为两种成分的汽化焓,Cp1和Cp2分别为两种成分的定压热容,x为塔板上液相的组分,x0为基准塔板上液相的组分。
这个公式是基于物质平衡和能量平衡推导得到的,可以用来计算双组分精馏塔中任意塔板的温度。
在实际应用中,我们可以通过实验数据来确定两种成分的汽化焓和定压热容,然后通过McCabe-Thiele方法来计算双组分精馏塔的温度。
通过计算塔板的温度,我们可以更好地控制塔内的汽液平衡,从而实现有效的分离。
另外,通过计算塔板的温度,我们还可以优化精馏塔的操作参数,提高分离效率和节能降耗。
总之,双组分精馏塔温度的计算公式是化工生产中的重要工具,通过这个公式,我们可以更好地理解和控制双组分精馏塔的操作。
化工原理第六章(双组分连续精馏的计算与分析)教材
ym1
L' V'
xm
W V'
xw
ym1=
L' L'W
xm
W L'W
xw
以上两式均称为提馏段操作线方程,简称提馏线方 程。
2020/4/16
(3)两点说明 ①该方程表示在一定操作条件下,提馏段内自任意 板下降的液体组成xm,和与其相邻的下一层板上升 蒸汽组成ym+1之间的关系。 ②提馏操作线方程为一直线方程,在定常连续操作 过程中,该直线过对角线上b(xw,xw)点,以L’/V’为 斜率,或在y轴上的截距为-WxW/V’。
【说明】 (1)确定一点。提馏线也有一点其横坐标
与纵坐标相等,这一点必然落在对角线上,可从对
角线上查找。
(2)确定截距。由分离要求 xW 和经确定的再沸比 R’ 可计算出截距-xW/(R’ +1)。
2020/4/16
提
ym1
R' R'
1
xm
1 R' 1
xw
馏
操
作
对角线上的一
线
点( xm=xW ,
2020/4/16
【解】依题意知 xF=0.84 xD=0.98 xw=0.002 F=235kmol/h
据 F=D+W FxF=DxD+Wxw
∴ 235=D+W 0.84×235=0.98D+0.002W 联立后可解得: D=201.36kmol/h
W=33.64kmol/h 即塔顶采出量为 201.36kmol/h
2020/4/16
【两点说明】 (1)实际上,由于塔板上汽液间的接触面积和接触 时间是有限的,在任何形式的塔板上,汽液两相都 难以达到平衡状态,除非接触时间无限长,因而理 论板是不存在的。 (2)理论板作为一种假定,可用作衡量实际板分离 效率的依据和标准。通常,在工程设计中,先求得 理论板层数,用塔板效率予以校正,即可求得实际 塔板层数。
6.5 双组分连续精馏塔的计算.
即: 气相推动力: yn yn1 (6-40)
液相推动力: xn1 xn
R L yn yn1 R 1 V xn1 xn
(6-41) (6-42)
上述第n块板的分离能力可用图中平衡线和 操作线之间的梯级(三角形)的跨度大小形象 地表示。
当物系和操作压力确定(相平衡关系确定) 时,精馏段的斜率决定了精馏段的分离能力。
2、操作线方程 总物料衡算:
V=L+D
(6-36)
易挥发组分的物料衡算:
Vyn+1 =Lxn +DxD
(6-37)
式中:
V——精馏段内每块塔板上升的蒸汽摩尔流 量,kmol/h;
L——精馏段内每块塔板下降的液体摩尔流 量,kmol/h;
yn+1——从精馏段第n+1板上升的蒸汽组成, 摩尔分率;
xn——从精馏段第n板下降的液体组成,摩 尔分率;
(6-27) (6-28)
在精馏计算中,对分离过程除要求用塔顶 和塔底的产品组成表示外,有时还用回收率表 示。
定义: 回收率是某组分所回收的量占进料中该 组分总量的分数。
塔顶易挥发组分的回收率η:
D
Dx D Fx F
100 %
(6-29)
塔釜难挥发组分的回收率ηW:
W
W (1 xw ) 100% F (1 xF )
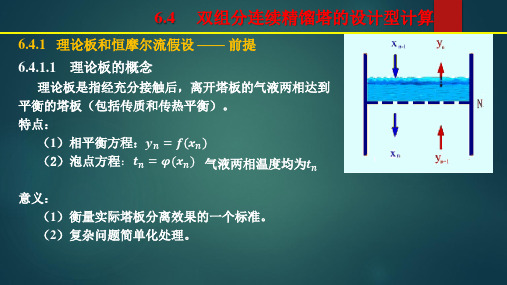
6.5.1 理论板的概念和恒摩尔流的假设
一、理论板的概念 离开塔板的蒸汽和液体呈平衡的塔板。
理论板是人为的理想化的塔板。
它可以作为衡量实际塔板分离效果的一 个标准。
二、 恒摩尔流的假设 恒摩尔流假设:
两组分的摩尔汽化潜热相等;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(6-45)
——提馏段操作线方程
讨论:
1)ym+1与xm 是提馏段操作关系; 2)在x-y图上是一条直线; 3) 4)
L' L' 斜率 L ' W V '
L' 叫液汽比 V'
W 截距 xW 此值很小,不宜确定; L ' W
提馏段操作线与y轴交 于c′点 。
5)与对角线有一交点为b点,b(xw,xw), c′点与b点相距太近,一般不用这两点作提馏段 操作线;
1、恒摩尔汽化 在精馏段内,精馏段内Байду номын сангаас层塔板上升的蒸 汽摩尔流量都相等,即:
V1=V2=∙∙∙∙∙∙=V=常数
(6-19)
同理,提馏段内每层塔板上升的蒸汽摩 尔流量亦相等,即: V1′=V2′=∙∙∙∙∙∙=V′=常数 式中: V——精馏段上升蒸汽的摩尔流量,kmol/h; (6-20)
V′——提馏段上升蒸汽的摩尔流量,kmol/h。
V′——提馏段中每块塔板上升的蒸汽量, kmol/h; xm——提馏段第m块塔板下降液体中易挥发 组分的摩尔分率;
ym+1——提馏段第m+1块塔板上升蒸汽中易挥 发组分的摩尔分率。 连立上述两方程:
L V W
' '
Lxm V ym1 WxW
' '
解之得:
L' W ym1 xm xw V' V' L' W xm xw L ' W L ' W
式中:
F——原料液量,kmol/h; D——塔顶产品(馏出液)量,kmol/h;
W——塔底产品(釜液)量,kmol/h;
xF——原料液组成,摩尔分率; xD——塔顶产品组成,摩尔分率; xW——塔底产品组成,摩尔分率。
连立上述两方程:
F D W
FxF DxD WxW
由上述方程组可求出: 塔顶馏出液采出率: 塔底馏出液采出率:
L′——提馏段下降液体的摩尔流量, kmol/h。 (下标1、2··表示自上而下的塔板序号。) ·· ·· 恒摩尔汽化与恒摩尔溢流总称为恒摩 尔流假设。
6.5.2
全塔物料衡算
总物料衡算:
F=D+W
(6-23)
F, xF
D, xD
易挥发组分的物料衡算:
FxF Dx D WxW
(6-24)
W, xW 图6-20 全塔物料衡算
2、恒摩尔溢流 精馏段内,精馏段内每层塔板下降的液体 摩尔流量都相等,即: L1=L2= ·· L=常数 ·· ·· (6-21)
同理,提馏段内每层塔板下降的液体摩 尔流量亦相等,即:
L1′=L2′= ·· L′=常数 ·· ·· 式中: V——精馏段上升蒸汽的摩尔流量, kmol/h; (6-22)
xD 0.9
xn 2.4 0.7 yn 0.848 1 ( 1) xn 1 1.4 0.7
R 1 yn xn 1 xD R 1 R 1
1 1 0.848 xn 1 0.9 2 2
xn 1 0.797
二、提馏段操作线方程
1、提馏段操作关系
R L yn yn 1 R 1 V xn 1 xn
(6-42)
上述第n块板的分离能力可用图中平衡线和 操作线之间的梯级(三角形)的跨度大小形象 地表示。 当物系和操作压力确定(相平衡关系确定) 时,精馏段的斜率决定了精馏段的分离能力。 若回流比增大,则斜率增大,操作线便会靠 近对角线,远离平衡线,使得精馏段内塔板分离 能力增加。 所以说,提高精馏段内的液气比(或R) 对精馏段的分离有利。
4)回收率的定义是:
DxD A FxF
(6-31)
最大回收率为:
DxD 1 FxF
(6-32)
而实际回收率为
DxD 1 FxF
D xF F xD
(6-33)
或:
(6-34)
若生产中规定D/F过大,则不可能得到 高纯度的产品, 因为
FxF xD D
(6-35)
6.5.3 操作线方程
若斜率减小,操作线便会靠近对角线,远 离平衡线,使得提馏段内塔板分离能力增加。 所以说,提高提馏段内的液气比,对提馏 段的分离不利。
三、x-y图上的两条操作线和q线图示
a f q e c b c′ xF 五条线五个点 图6-33 操作线的做法 xD
例、将含24%(摩尔分数,下同)易挥发组 分的某液体混合物送入一连续精馏塔中。要求 馏出液含95%易挥发组分,釜液含3%易挥发组 分。送入冷凝器的蒸气量为850kmol/h,流入精 馏塔的回流液为670kmol/h,试求: 1、每小时能获得多少kmol/h的馏出液?多少 kmol/h的釜液? 2、回流比R为多少? 3、精馏段操作线方程?
例: 双组分连续精馏塔,理论板为n块, yn+1=0.8,xn=0.7,α=2.4,V/L=2:1 求:① R ; ②xn-1; ③ yn
解:
V 2 :1 L
LD 1 1 2 L R
即
R 1
R 1 yn 1 xn xD R 1 R 1
则:
1 1 0.8 0.7 xD 11 11
(6-25) (6-26)
D xF xW F xD xW
(6-27)
W D 1 F F
(6-28)
在精馏计算中,对分离过程除要求用塔顶 和塔底的产品组成表示外,有时还用回收率表 示。 定义: 回收率是某组分所回收的量占进料中该 组分总量的分数。 塔顶易挥发组分的回收率η:
Dx D D 100 % Fx F
一、精馏段操作线方程 1、精馏段操作关系 简单说是 yn+1与 xn 的关系。
图6-21 精馏段操作线方程推导
2、操作线方程 总物料衡算:
V=L+D
易挥发组分的物料衡算:
(6-36)
Vy n+1 =Lx n +Dx D
(6-37)
式中: V——精馏段内每块塔板上升的蒸汽摩尔流 量,kmol/h; L——精馏段内每块塔板下降的液体摩尔流 量,kmol/h;
yn+1——从精馏段第n+1板上升的蒸汽组成, 摩尔分率;
xn——从精馏段第n板下降的液体组成,摩 尔分率;
连立上述两方程:
V LD
Vyn 1 Lxn DxD
解之得:
L D yn 1 xn xD V V
(6-38)
V L D
L D yn 1 xn xD LD LD L/D 1 xn xD L / D 1 L / D 1
令R=L/D,R称为回流比,于是上式可写作:
y n1
R 1 xn xD R 1 R 1
(6-39)
——精馏段操作线方程
y a
c
xD R 1
xD 图6-22 精馏段操作线 x
讨论: 1)yn+1与xn 是操作关系,其变化规律是一条直 线;
2)该直线在x-y图上的对角线有一交点, xD=yD 称a点;
6.5
双组分连续精馏塔的计算
6.5.1 理论板的概念和衡摩尔流的假设
6.5.2 全塔物料衡算 6.5.3 操作线方程
1、掌握的内容:
(1)理论板与恒摩尔假设; (2)精馏塔物料衡算、操作线方程及q线方 程,图示及应用; (3)理论塔板数的计算。
2、熟悉的内容:
非常规二元连续精馏塔计算(直接蒸汽加 热、多股进料、侧线采出、塔釜进料、塔顶 采用分凝器,提馏塔等)。
F D W
FxF DxD WxW
2、回收率的定义是
Dx D
FxF
Dx D 最大回收率为: 1 Fx F
而实际回收率为:
Dx D D xF 1或 Fx F F xD
若生产中规定D/F过大,则不能得到 高纯度的产品,因为:
FxF xD D
3、操作线方程是物料衡算的数学表达式。 推导操作线方程的条件是: 在划定的范围内没有进料和出料、满足恒摩 尔流的假设条件。
xD 交y轴于c点; 3) 截距 R 1
R L 斜率 R 1 V
L 叫液汽比 V
4)平衡线到操作线垂直距离代表了第n块板气 相推动力; 平衡线到操作线水平距离代表了第n块板液 相推动力; 即: 气相推动力: 液相推动力:
yn yn 1
(6-40) (6-41)
xn 1 xn
3、本节难点: (1)两操作线方程及q线方程,图示及应用, 它们之间的相互联系; (2)理论塔板数的计算—逐板计算法和图解法; (3)非常规精馏的计算。 本节将着重讨论双组分连续精馏塔的工艺 计算。
当生产任务要求将一定数量和组成的原 料分离成指定组成的产品时,精馏塔的计算包 括以下内容: 物料衡算、为完成一定的分离要求所需的 塔板数或填料层高度; (本节将以板式精馏塔为例加以讨论。) 在塔设备(精馏段及全塔理论板数)一定 的条件下,当操作条件发生变化时预计精馏结 果则是精馏塔操作计算的内容。
若回流比及进料状态均一定,则精馏段操 作线方程和提馏段操作线方程皆为直线方程。
4、掌握两操作线的特点及图解
End
y
a
yn
yn1
c
xD R 1
xn
xn1
xD
x
图6-23 精馏段推动力
y
a
yn
yn1
c
xD R 1
xn
xn1
xD
x
图6-23 精馏段推动力
b
c'
图6-25 提馏段操作线
b
(6-29)
塔釜难挥发组分的回收率ηW:
W (1 xw ) W 100% F (1 xF )