珩磨故障排除
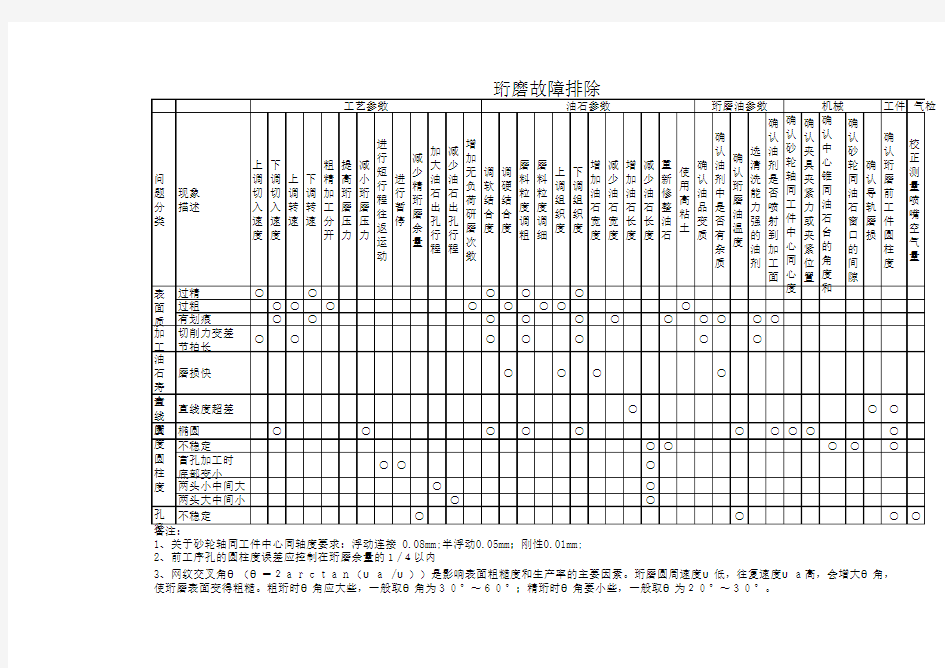
1、关于砂轮轴同工件中心同轴度要求:浮动连接 0.08mm;半浮动0.05mm;刚性0.01mm;
2、前工序孔的圆柱度误差应控制在珩磨余量的1/4以内
3、网纹交叉角θ(θ=2arctan(υa /υ))是影响表面粗糙度和生产率的主要因素。珩磨圆周速度υ低,往复速度υa高,会增大θ角,使珩磨表面变得粗糙。粗珩时θ角应大些,一般取θ角为30°~60°;精珩时θ角要小些,一般取θ为20°~30°。
度υa高,会增大θ角,
相关主题
1、关于砂轮轴同工件中心同轴度要求:浮动连接 0.08mm;半浮动0.05mm;刚性0.01mm;
2、前工序孔的圆柱度误差应控制在珩磨余量的1/4以内
3、网纹交叉角θ(θ=2arctan(υa /υ))是影响表面粗糙度和生产率的主要因素。珩磨圆周速度υ低,往复速度υa高,会增大θ角,使珩磨表面变得粗糙。粗珩时θ角应大些,一般取θ角为30°~60°;精珩时θ角要小些,一般取θ为20°~30°。
度υa高,会增大θ角,