经典复杂模具结构
20个经典的模具动态图演示其工作过程

20个经典的模具动态图,演示其工作过程!请点击右上角,选择【发送给朋友】或【分享好友圈】分享给朋友请点击右上角选择发送给朋友请点击右上角选择分享到朋友圈请点击右上角选择在浏览器中打开写评论分享20个经典的模具动态图,演示其工作过程!2天前4条评论机械CAX3601.卡勾机构组合图播放GIF2.吹塑成型图播放GIF3.斜顶组合图播放GIF4.最简单的两板模成型图播放GIF5.热咀成型图播放GIF6.螺纹强脱模具图播放GIF7.模具上的强制复位机构图播放GIF8.顶出代脱螺纹机构图播放GIF9.爆炸式加推板成型模具图播放GIF10.齿条脱螺纹机构模具图播放GIF11.齿条脱螺纹机构模具图播放GIF12.马达脱螺纹模具图播放GIF13.常见的斜顶机构模具图播放GIF14.侧面螺纹,马达脱机构图播放GIF15.爆炸式机构播放GIF16.利用开合模脱侧螺纹机构模具播放GIF17.斜顶内装顶针机构模具18.滑块斜顶脱螺纹机构组合模具播放GIF19.哈夫式脱螺纹加推板机构顶出模具播放GIF20.拉勾机构模具播放GIF机械cax360,分享机械干货的微信自媒体,每天推送实用的机械知识,请关注我们的微信公众号名称:cax360(微信号:cax-360)展开全文你的观点太赞了39VS 不咋的5机械CAX3604.4万人订阅订阅热门评论暂无评论,快抢沙发热门新闻多图这些免费的盆景植物,千万要养上几株!不只是好看这么简单!应用内查看乐家网4天前多图那些民间钓鱼高手,各类大鱼让你一次看到!应用内查看钓鱼人驿站4天前多图超级实用的多用途工具制造过程,机械人说这个可以有!机械CAX360 2天前多图绝对实用的生活小技巧,知道的人太少!机械CAX360 昨天多图9个直观易懂机械的动图,第一个就很漂亮!机械CAX360 2天前多图摩托车的手动变速箱制造过程,远比我想的要复杂好多!机械CAX360 昨天多图开荒巨无霸,分分钟扫清前方的一切树木!机械CAX360 4小时前多图碎木机的是如何造出来的?它能秒秒钟将树枝变成碎渣!机械CAX360 2天前多图乐高积木这样玩,也是给跪了!机械CAX360 5小时前多图超级神器gif搞笑动态图集锦萌宠视频3天前多图爆笑GIF集锦:我们男人就喜欢这样的......福利动态图昨天多图看看德国人把军事基地改造成了什么!机械CAX360 昨天多图同样是装X,谁说机械表和智能表水火不容?机械CAX360 5小时前多图两姐弟点餐时不够钱,这名收银员的反应帮大家上了堂震撼教育!超级育儿3天前多图gif动图:对不住了,先借你女友玩两天啊!这逼装的有格调2天前多图精选gif图:幸好反应快,不然小命就搭进去了!笑傲浆糊昨天多图精选gif图:姑娘让你嘚瑟,下次不一定就这么走运了!笑傲浆糊5小时前多图精选GIF:人竟然被鱼撵到了水里去了+女生拒绝男生只需这四招!全球搞笑2天前多图【分享】看完这31张惊悚图片,你一定会在文末写下评论... 麦格时光昨天多图精选gif图:敢招惹老娘!老娘整天想找事还找不着呢!笑话菌14小时前多图精选gif图:妹子身材再好,也不能这样过马路很危险!笑话菌昨天多图精选gif图:上缴完毕,你是世上最诚实的男人!笑话菌2天前多图毕姥爷现身了!毕福剑坐高铁回京一脸落魄令人心疼小利说事3天前多图妹子上个厕所还不老实?玩HIGH了吧创意趣事汇2016.5.5 多图每日轻松一刻:司机快停车,你的猪掉了跑车网2016.5.5 多图为什么日本人喜欢在二次元里玩乱伦?知乎日报2016.5.5 多图知道刘晓庆脸上的粉有多厚吗?被她脸蹭过的玻璃快被涂成一堵白墙陆崕2016.5.5 多图内涵段子,搞笑笑话:天气越来越热了,推荐几个解暑良方幸福快乐智慧人生4天前多图“洪秀全”被灭,天王府搜出2300多名妇女,是用来干啥的?知野史4天前多图美女开车摆摊,从引擎盖里拎出一堆货,城管看傻了!车说万象4天前上拉加载更多发表。
注射模设计步骤与实例
❖ 因为上模板座和上凸模固定板尺寸尚不确定,初定δ=
25mm,D=20mm,计算后,取L=55mm。假如以后δ,有
注射模设计步改骤与变实例,则再修正L长度。
12/26
❖ ④滑块与导槽设计 ❖ 滑块与侧型芯(孔)连接方式设计 本例中侧向抽芯机
构主要是用于成型零件侧向孔和侧向凸台,因为侧 向孔和侧向凸台尺寸较小,考虑到型芯强度和装配 问题,采取组合式结构。型芯与滑块连接采取镶嵌 方式,其结构如图4-149所表示。 ❖ 滑块导滑方式 本例中为使模具结构紧凑,降低模 具装配复杂程度,拟采取整体式滑块和整体导向槽 形式,其结构如图4-149所表示。为提升滑块导向 精度,装配时可对导向槽或滑块采取配磨、配研装 配方法。 ❖ 滑块导滑长度和定位装置设计 本例中因为侧芯距 较短,故导滑长度只要符合滑块在开模时定位要求 即可。滑块定位装置采取弹簧与台阶组合形式,如 图4-149所表示。
4.10 注射模设计步骤与实例
注射模设计步骤与实例
1/26
4.10.1 注射模设计基本程序
❖ 1.了解塑件技术要求 ❖ 2.依据塑件形状尺寸,估算塑件体积和重量 ❖ 3.分析塑件,确定成形方案 ❖ 4.绘制方案草图 ❖ 5.设计计算 ❖ 6.绘制模具设计总装图 ❖ 7.绘制零件工作图 ❖ 8,经过全方面审核后投产加工
❖ 另加3~5mm抽芯安全系数,可取抽芯距S轴=4.9mm。
❖ ②确定斜导柱倾角 斜导柱倾角是斜抽芯机构主要技术参数 之一,它与抽拔力以及抽芯距有直接关系,—般取α=15°~ 20°,本例中选取α=20°。
❖ ③确定斜导柱尺寸 斜导柱直径取决于抽拨力及其倾斜角度, 可按设计资料相关公式进行计算,本例采取经验估值,取斜 导柱直径d=14mm。斜导柱长度依据抽芯距、固定端模板厚 度、斜销直径及斜角大小确定(参见本章第六节斜导柱长度 计算公式)。
双色注射模具设计10个实例(经典案例)

双⾊注射模具设计10个实例(经典案例)这是⼀款⼿机护套,如下图产品分析:此款为某品牌⼿机的外圈护套,由⼆种塑料(PC+TPE)组成。
由于要求外形美观光滑,分模线必须做在内侧圆弧切点,所以外模要四⾯滑开,再看内侧,四周全部是内扣的,必须全⽅位内抽芯,也就是俗称的“爆炸芯”。
关于“爆炸芯”的模具结构,假如是普通的注塑模具,已经有⾮常经典的机构,我下⾯将有详细的介绍。
现在问题是双⾊模具,有⼆组动模和⼆组定模,⼆组动模的所有部件是完全⼀致的,要在双⾊注塑机的转盘上进⾏180度旋转,⼆种不同的塑料分别射进模腔,注射硬胶(PC)时动模的顶出机构和抽芯机构不动作,再注射软胶(TPE)并开模后,对准软胶料筒的⼀侧的动模的抽芯机构和顶出机构才开始动作,将完整的双⾊制品顶出。
由于动模旋转后,交换⼜合模后的浇⼝必须在同⼀位置,所以软胶和硬胶的浇⼝的处理显得令⼈困惑。
由于模具必须四周都要进⾏“内外同抽”,内、外滑块怎样排列,轨道设置在哪⾥?这个问题同样有被逼⼊墙⾓的感觉。
且不谈模具滑块机构的复杂性,我们从双⾊模具的基本原理来考虑,硬胶部分的成型和内外同抽机构是⼀定要设置在定模⼀侧的,软胶部分的成型机构也要设置在定模。
⽽且这个部分是由内外同抽的机构组成的凸起插⼊到动模的凹槽中。
转盘旋转180度后,这组凸起刚好插⼊到另外⼀个动模的凹槽中。
也就是说,⼆个定模上的由内外同抽滑块组成的凸起的外部形状和尺⼨是完全相同的。
仅仅是成型软胶和硬胶的型⾯不同⽽已。
问题的难点是,这个凸起会分成上下⼆层,⼀层向外移动,另⼀层向内移动,也就是俗称的“内外同抽”,合成的凸起的侧⾯是⼀个统⼀的斜⾯,但是,传统的滑块必须要有滑动轨道等必要的条件,怎样设置轨道?这便成了本案例的核⼼问题。
我是这样设置动模部分的凹槽和定模部分凸起的。
动模的凹槽是这样的。
下⾯我们来探讨定模部分的设计1.01定模内外同抽的设计基本机构是这样的当A板和定模底板分开35mm后拨块拨动内滑块,同时通过齿轮的传动,外滑块向外移动。
20款经典模具图!
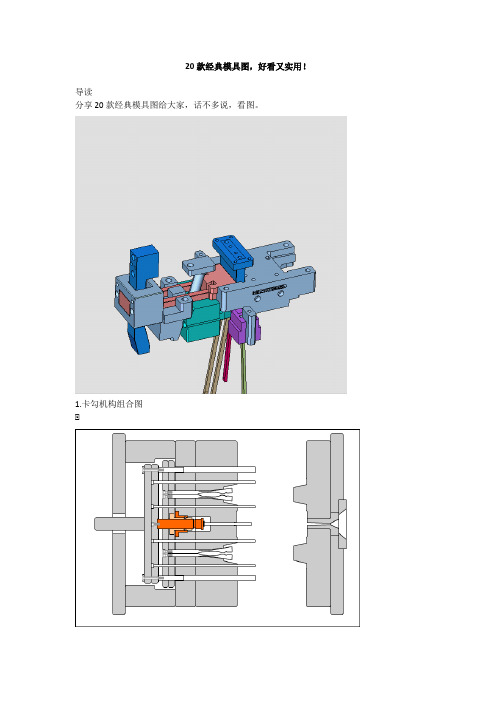
20款经典模具图,好看又实用!
导读
分享20款经典模具图给大家,话不多说,看图。
1.卡勾机构组合图
▼
2.吹塑成型图
▼
3.斜顶组合图
▼
4.最简单的两板模成型图▼
5.热咀成型图
▼
6.螺纹强脱模具图
▼
7.模具上的强制复位机构图▼
8.顶出代脱螺纹机构图
▼
9.爆炸式加推板成型模具图▼
10.齿条脱螺纹机构模具图▼
11.齿条脱螺纹机构模具图▼
12.马达脱螺纹模具图
▼
13.常见的斜顶机构模具图▼
14.侧面螺纹,马达脱机构图▼
15.爆炸式机构
▼
16.利用开合模脱侧螺纹机构模具▼
17.斜顶内装顶针机构模具
▼
18.滑块斜顶脱螺纹机构组合模具▼
19.哈夫式脱螺纹加推板机构顶出模具
▼
20.拉勾机构模具
▼
内容转载于网络,仅供分享,如有侵权请联系删除。
模具斜顶、斜销介绍及学习

在工作过程中,斜销受到滑块或侧型芯的驱动力,使滑块或侧型芯进行侧向分型和 抽芯。
斜顶与斜销的比较
斜顶主要用于将制品从模具型腔中顶出,而斜销主要用于实现滑块或侧 型芯的侧向分型和抽芯。
斜顶通常与顶出板配合使用,通过斜顶的滑动或转动实现制品的顶出, 而斜销通常与滑块配合使用,通过斜销的转动或滑动实现滑块的侧向分
型和抽芯。
斜顶的结构相对简单,而斜销的结构相对复杂,因为斜销需要承受较大 的侧向力和摩擦力。
03
斜顶、斜销的设计与选型
设计原则与步骤
确定模具结构
根据产品需求和模具设计要求 ,确定模具结构,包括模具类
型、布局、分模面等。
确定斜顶、斜销位置
根据模具结构,确定斜顶、斜 销的位置,使其能够满足模具 动作要求,并保证产品顺利脱 模。
06
学习与实践
学习资源与途径
专业书籍
购买或借阅关于模具设 计、斜顶和斜销的专业 书籍,深入了解其基本
原理和应用。
在线课程
参加在线教育平台提供 的模具设计课程,系统 学习斜顶和斜销的相关
知识。
论坛交流
加入模具设计相关的论 坛或社区,与其他专业 人士交流心得,共同探
讨问题。
实际项目
参与实际项目,通过实 践操作加深对斜顶、斜
确定斜顶、斜销尺寸
根据模具结构、产品要求和斜 顶、斜销的动作要求,确定其 尺寸,包括长度、直径、角度 等。
绘制图纸
根据设计原则和步骤,绘制出 斜顶、斜销的图纸,包括装配
图和零件图。
材料选择与热处理
材料选择
根据斜顶、斜销的工作环境和受力情 况,选择合适的材料,如碳素工具钢 、合金工具钢等。
侧成型斜楔设计简介经典干货
导向 C2插刀开始接触
C2到位
数据:
侧成型部分
回退部分
C1运动
适用 角度 范围
结构 类型
结构 类型
下置-20——30; 上置0——70
悬吊斜楔或下置 斜楔 可使用标准斜楔
-20——30
压料
C1行程包含实际 侧成型
侧翻行程和C2回
退行程两部分
斜导板直
接驱动
注意此段,侧成型 刀块还要在回退块 上被带回一定距离
置斜楔
动,需要转换块
结构 可使用标准斜 类型 楔
三、详解
6、小旋转斜楔
三、详解
设计注意事项:
6、小旋转斜楔
1、正常的运动顺序为,回退部分首先到达工作位置,然 后压料芯、侧圧芯压料,最后侧成型斜楔才成型;但此
类斜楔常出现压料芯压料后斜楔回退块才进入工作状态。
2、回转块的半径和旋转轴的位置确定需要仔细考虑 3、此类旋转斜楔设计时要保证上模侧成型回程弹簧力量 要比下模回程弹簧力量大才能实现回退部分先到位。
三、总结
2、回退块的分割线确认(制件能取出、强度、加工方便性)
回退块分割线设计要点:1 、保证回退块退回以后,制件能顺利的取出; 2 、保证盖板、回退块的强度(角度和厚度);3、尽量规整,有利于加工精 度的保证;4、结构设计应尽量减少配合面,并且增加滑配导板来便于现场调整
NG
OK
OK
干涉部分 加工掉
减少配合面、 增加滑配导板
三、总结
3、运动顺序
正确的运动顺序: 1、回退部分首先到达工作位置, 2、压料芯压料、 3、侧圧芯压料, 4、最后侧成型斜楔才成型;
三、总结
4、斜楔基准面的设置
加工时在此面放置 辅助块将斜楔抵死 在到底位置
50套经典模具结构动态图汇总
26、单推板二次脱模机构-摆块拉板式
27、单推板二次脱模机构-弹簧式
28、单推板二次脱模机构-斜导柱-滑块式
29、弹簧先复位机构
30、定模设置推出机构的注射模示意图
31、分型面-垂直分型面
32、分型面-阶梯分型面
33、分型面-平面、曲面分型面
34、分型面-水平分型面
35、复位杆复位
12、双分型面注射模示意图
13、模架与镶件-C型
14、滑块脱模-外螺纹
15、推板推出
16、推杆推出-加强筋
17、推杆推出-斜面
18、推管顶出
19、推块推出-1
20、推块推出-2
21、延迟推出
22、圆推杆顶出
23、主流道的顶出形式
24、主流道的两种形式2源自、斜导柱侧抽芯-开模行程关注:百度机械大师
50套经典模具结构动态图汇总
模具在工业中有重要作用,大量的工业化产品都离不开模具。无论各行各业都免不了和模具打交道,因此 熟悉和了解各种常见模具的结构原理就显得很有意义。本篇文章汇总了常见的50种经典模具结构动态演示图片, 尤其适合模具行业从业人员研究学习使用。
1、二级推出机构
如图:所谓二级推出机构是 一种在模具中能实现先后二 次推出动作,且这两次推出 动作在时间上有特定顺序的 推出机构。
36、改变合模线位置-范例
37、合模销定位
38、活动镶件示意图
39、浇口数量和位置对熔接痕的影响
40、浇口套与注射机喷嘴
41、开设冷料槽以增加熔接强度
42、气阀式引气-1
43、气阀式引气-2
44、气阀推出机构
45、推板脱模结构形式-1
46、推板脱模结构形式-2
47、推板脱模结构形式-3
冲压工艺及模具设计经典教材-冲压工艺及模具设计

数控压力机冲裁方式
(7) 模柄孔尺寸 模柄直径应略小于滑块内模柄安装孔的直径 。模柄的长度应小于模柄孔的深度。
(8) 压力机电动机功率 压力机电动机功率应大于冲压时所需 要的功率。
1.2.3 其他常用压力机简 介
(1) 偏心压力机 曲轴压力机的滑块行 程不能改变 ,而偏心 压力机的滑块行程是
可变的。 偏心压力机和曲
离合器
(3) 离合器 离合器是用来接通或断开大齿轮— 曲轴的运动 传递的机构 , 即控制滑块是否产生冲压动作, 由操作者操 纵 ,如图1.4所示。
制动 器
(4) 制动器 制动器是确保离合器脱开时 ,滑块比较准确地停止在曲 轴转动的上死点位置。 制动器的工作原理是 ,利用制动轮对旋转中心的偏心 ,使制动带对 制动轮的摩擦力随转动而变化来实现制动 。当曲轴转到上死点时 , 制动轮中心和固定销中心之间的中心距达到最大 。此时 ,制动带的 张紧力就最大 ,从而在此处产生制动作用 。转过此位置后 ,制动带 放松 ,制动器则不制动 。制动力的大小可通过调节拉紧弹簧来实现 。如图1.5所示。
(1)公称压力
压力机滑块 通过模具在 冲压过程中 产生的压力 就是压力机 工作压力。
2. (2) 滑块行 程 滑块行 程是指滑块 从上止点移 动到下止点 的距离。
3. (3) 滑块每 分钟冲压次 数。
1.2.2 曲柄压力机的主要技术参 数
压力机装模高度
(4) 压力机装模高度 压力机的装模高度是指滑块移动到下死点 时 ,滑块底平面到工作台垫板上平面的高度。
第1章 概 述
冷冲压加工概述
(1) 冲裁 使板料分离来获得制件的工序。 (2) 弯曲 使板料由平变弯来获得制件的工序 。 (3) 拉深 使平板料变成开口壳体制件的工序。 (4) 成形 使板料或其他形状的半成品的局部产 生凸凹变形的工序。
第三章 弯曲
第三章弯曲3.1 弯曲模基础教学要点【目的要求】1、弯曲的类型2、弯曲变形过程分析3、弯曲件回弹4、弯曲件的工艺性5、提高弯曲件质量的措施6、保证弯曲件质量的基本原则教学要点【重点】1、弯曲件回弹、回弹角、影响回弹的因素2、弯曲件的工艺性、最小相对弯曲半径3、影响最小相对弯曲半径的因素4、提高弯曲件质量的措施【难点】1、提高弯曲件质量的措施●弯曲--把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。
弯曲成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。
●属塑性成形工序。
弯曲模:V形弯曲模、Z形弯曲模、凹模转动弯曲模、冲孔切断弯曲级进模●问题:弯曲模与冲裁模在工作零件的结构上有何区别?●弯曲分为自由弯曲和校正弯曲。
自由弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后凸模不再下压。
校正弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后,凸模继续下压,从而使工件产生进一步塑性变形,减少了回弹,对弯曲件起到了校正作用。
方法:压弯、折弯、拉弯,辊弯、辊压成形等●压弯是最常用的弯曲方法。
所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。
●常用的滚弯设备是卷板机。
●对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。
拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。
V形弯曲模具结构图●弯管枪的现身在第二次世界大战结束前,美、英、苏盟军部队在攻克柏林的巷战中,发现德国士兵使用了一种神奇武器--弯管枪,其结构和功能十分奇特。
使用这种弯管枪,整个人可以隐蔽在墙后,枪管则沿墙角弯曲前伸,这样,可在自己完全隐蔽的情况下准确杀伤对手。
盟军作战部队立即将这一重大发现报告给盟军情报部,情报部迅速组织多学科专家进行试验,准备生产制造这种弯管枪。
●弯管步枪弯管步枪的研制和发展始于第二次世界大战初期。
Moldflow注塑模具成型过程分析实例_完整经典
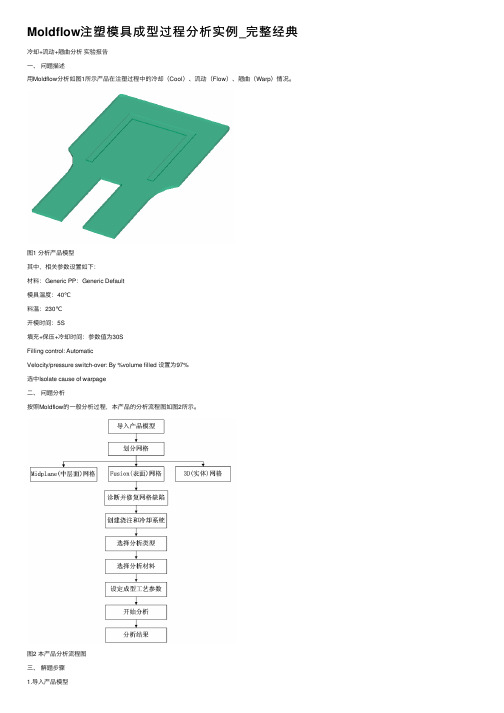
Moldflow注塑模具成型过程分析实例_完整经典冷却+流动+翘曲分析实验报告⼀、问题描述⽤Moldflow分析如图1所⽰产品在注塑过程中的冷却(Cool)、流动(Flow)、翘曲(Warp)情况。
图1 分析产品模型其中,相关参数设置如下:材料:Generic PP:Generic Default模具温度:40℃料温:230℃开模时间:5S填充+保压+冷却时间:参数值为30SFilling control: AutomaticVelocity/pressure switch-over: By %volume filled 设置为97%选中Isolate cause of warpage⼆、问题分析按照Moldflow的⼀般分析过程,本产品的分析流程图如图2所⽰。
图2 本产品分析流程图三、解题步骤1.导⼊产品模型点击File→Import,选取待分析的产品模型,点击“打开”。
在弹出的“模型导⼊选项设置”对话框中,⽹格类型选“Fusion”,模型单位设置为“Millimeters”。
单击“OK”完成设置。
此时弹出“项⽬创建”对话框,在“Project”⼀栏设置项⽬名称,本实验取名为“CFW”。
在“Create in”⼀栏选取项⽬保存地址。
单击“OK”完成项⽬创建。
此时,窗⼝中会显⽰出导⼊的模型。
以防分析中修改变动,习惯先对模型进⾏复制。
对着左上⾓“Project”栏内的模型名称,在右击菜单中选择“Duplicate”,完成模型复制。
其后操作都在复制的模型中进⾏。
⼀般在做流动分析时,要求产品锁模⼒⽅向(⼀般也为产品分型⾯的垂直⽅向)与Z轴的正⽅向⼀直。
此时的模型位姿不对(如图3所⽰),需要⽤旋转命令对模型进⾏旋转操作。
执⾏Modeling→Move\Cope→Rotate,在左侧选项栏中,点击“Select”⼀栏的选框,其意思为选取旋转对象,框选产品模型。
“Axis”⼀栏选取X轴。
“Angle”填写90。
注塑模具经典结构动画演示 ppt课件

下一页
PPT课件
73
压缩模加压方向的选择_便于塑料流动
上一页
下一页
PPT课件
74
直角式自动脱螺纹注射模
上一页
下一页
PPT课件
75
挤出成型[示意图]
上一页
下一页
PPT课件
76
螺杆式塑化部件结构原Hale Waihona Puke [示意图]上一页下一页
PPT课件
77
柱塞式塑化部件结构原理[示意图]
上一页
下一页
PPT课件
78
斜导柱侧抽芯运动
注塑模具经典结构动画演示
PPT课件
1
二级推出机构
上一页
下一页
PPT课件
2
可折叠型芯_三维
上一页
下一页
PPT课件
3
可折叠型芯_平面
上一页
下一页
PPT课件
4
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
5
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
6
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
上一页
下一页
10
PPT课件
2
侧向分型与抽芯机构_滑块_定位装置_6
上一页
下一页
PPT课件
28
单推板二次脱模机构_斜导柱-滑块式
上一页
下一页
PPT课件
29
弹簧先复位机构
上一页
下一页
PPT课件
30
定模设置推出机构的注射模 [示意图]
上一页
下一页
PPT课件
31
分型面 垂直分型面
塑料注塑模具经典结构180例

塑料注塑模具经典结构180例本书汇集了180例国内外先进而实用的经典模具,采用2D和3D相结合的形式,以结构为主理论为辅,再加以简明的文字叙述,详细介绍了各例模具的工作原理和设计方法。
全书共分10章,主要按照模具的结构类型进行分类,包括后模滑块与斜顶机构、前模滑块机构、后模内滑块机构、滑块二次抽芯机构、滑块中做顶出机构、二次顶出机构、前模顶出与斜顶机构、热流道机构、脱螺纹机构和圆弧抽芯机构,涵盖了塑料注塑模具的多种类型。
书中的每一副模具都体现了各自的特点和难点,并通过了大批量的实际生产验证,结构合理,技术先进,安全可靠。
本书在编写过程中,为了突出重点,使图面更加清晰简洁,特意对一些比较复杂和大型的模具图形进行了适当简化,望读者理解。
本书内容通俗,易学易懂,适用于模具设计与制造的工程技术人员、技术工人和大专院校模具专业的师生阅读。
目录前言第1章塑料注塑模具结构的基本分类和概述1.1 概述1.2 塑料注塑模具结构的基本分类1.3 塑料模具热流道系统介绍第2章后模滑块与斜顶机构20例2.1 滑块机构与斜顶机构介绍2.2 实用范例范例1 无绳电话主机面壳三面滑块机构范例2 电子插件弹簧斜顶机构范例3 电池后盖弹簧斜顶机构范例4 轿车仪表框隧道式滑块机构范例5 反光镜装饰圈推块式滑块机构范例6 汽车接插件滑块中进胶机构范例7 显示器框架斜顶中做顶出块机构范例8 咖啡壶手柄盖斜顶中做顶出块机构范例9 餐用搅拌机杯子哈夫式滑块机构范例10 汽车仪表框四面滑块机构范例11 汽车仪表框针阀式热流道机构范例12 圆筒无顶板滑块机构范例13 电热杯外壳液压缸滑块机构范例14 咖啡壶手柄液压缸抽芯机构范例15 相机外壳液压缸抽芯机构范例16 汽车内饰条活动抽芯机构范例17 分水器壳体液压缸斜抽芯机构范例18 浮动式滑块液压缸抽芯机构范例19 轿车后视镜外壳液压缸滑块机构范例20 吸尘器喷水枪外壳滑块脱螺纹机构第3章前模滑块机构20例3.1 前模滑块机构简介3.2 实用范例范例1 轿车仪表盒前模滑块机构范例2 相机配件前模滑块机构范例3 健身器控制器底盖前模滑块机构遥控器底壳前模滑块机构范例4范例5 电动剃须刀前模滑块机构范例6 轿车遮阳板挂钩前模滑块机构范例7 汽车内顶灯面壳前模内滑块机构范例8 电子词典底壳前模滑块机构范例9 三头连接器前模滑块机构范例10 充电器底壳前模滑块机构范例11 前模内滑块锁紧块中进胶机构范例12 旋钮前模八面滑块机构范例13 咖啡机外壳大型哈夫块机构范例14 电动车电瓶外壳前模哈夫块机构范例15 螺纹接头前模滑块机构范例16 汽车雾灯灯体前模液压缸抽芯机构范例17 冰箱柜前模滑块双液压缸机构手机电池盖前模内滑块机构范例18范例19 翻盖手机主机面盖前模内滑块机构范例20 电动机排气罩前模滑块机构第4章后模内滑块机构20例范例1 基本内滑块小结构两例范例2 电话机底壳后模滑块机构范例3 手机座充内滑块机构范例4 饮料瓶瓶盖内滑块机构范例5 汽车开关面板复合式抽芯机构范例6 反视镜后盖液压缸抽内滑块机构之一范例7 反视镜后盖液压缸抽内滑块机构之二范例8 旋钮帽内滑块机构范例9 按钮帽内滑块机构范例10 球杆接头内滑块机构范例11 汽车转向灯灯体内滑块机构范例12 保护底座内滑块机构范例13 汽车前顶灯灯体内滑块机构范例14 螺母内滑块机构范例15 插座内滑块机构范例16 礼品盒上盖内滑块机构范例17 手机电池盒内滑块机构范例18 粉碎机杯盖后模滑块机构范例19 打浆机杯盖后模滑块机构范例20 对讲机上盖后模滑块机构第5章二次抽芯与滑块顶出机构 30例第6章前模顶出与斜顶机构20例第7章二次顶出机构20例2 第8章特殊机构综合类20例第9章自动脱螺纹机构20例第10章圆弧抽芯机构10例。
模具结构基本知识

板、后固定板
原 则 型 简 化 型
▲三板模模架▼
四、各类模具构造旳基本特点
1、三板模具旳基本构成
b)、三板模旳开模过程
三板模旳构造特 点,决定了其在开模 过程中需要控制开模 旳顺序和开模行程; 这就需要用到开模控 制器、止动螺栓、螺 栓拉杆等机构,如右 图(1):
热流道
细水口
点胶口 细水口转大水口
冷流道
大水口
直接大水口 侧水口 潜水口—— 牛角型水口 搭接型水口 扇形水口
潜侧壁水口 潜顶针水口 加筋潜水口
三、模具构造旳基本分类
1、按照模架类型分类 2 、按照流道类型分类 3 、按照特殊构造分类
在模具具有某些特殊或者经典构造旳情 况下,我们能够将模具按照这些特点进行 分类命名;
四、各类模具构造旳基本特点
1、三板模具及其使用 2、不同胶口类型旳特点 3、各类模具构造综述
c ) 、内滑块
四、各类模具构造旳基本特点
1、三板模具及其使用 2、不同胶口类型旳特点 3、各类模具构造综述
d) 、斜顶
四、各类模具构造旳基本特点
1、三板模具及其使用 2、不同胶口类型旳特点 3、各类模具构造综述
a)、热流道
热流道模具流动距离 短压力损失小,能够缩短 注塑周期,如采用点式进 胶不用剪水口。
要配合温控箱使用。
四、各类模具构造旳基本特点
1、三板模具及其使用 2、不同胶口类型旳特点
b)、点胶口
点胶口旳特点是进胶点小, 但是压力损失会比较大。
料头能够自动脱落,开模 动作相对复杂。
四、各类模具构造旳基本特点
1、三板模具及其使用 2、不同胶口类型旳特点
镜筒模具注塑动作说明(复杂模具中的经典案例)

牙轴A 进止动开关 牙轴A 退止动开关
滑块A
滑块A 进止动开关 油缸A 牙轴B 进止动开关
牙轴B 退止动开滑块B
滑块B 进止动开
关 油缸C
滑块C 液压马达D
液压马达E
针板复位开关
油缸B
模具注塑动作说明:一, 开模动作说明: ①分型面开模
②液压马达D带动牙轴转动后退, 液压马达E带动牙轴B转动后退,
牙轴后退时分别碰触到各自的行程开关,停止转动.
③油缸A,油缸B,同时拉动滑块A,滑块B后退到脱模状态.
分别碰触到挡板后停止运动.
④油缸C拉动滑块C后退脱模
⑤针板顶出,取件
二, 合模动作说明:
①针板退到位,碰触到针板复位开关,给压系统传递可以运作信号.
②油缸C推动滑块C到复位状态
③液压马达D,液压马达E同时转动,使牙轴A,牙轴B转到复位状态
④油缸A,油缸B同时推动滑块A.滑块B到复位闭合状态
⑤合模注塑
液压装置在做②③④项动作时,上模同时取料柄。
经典模具结构-推荐

由两个或多个滑块拼合形成型腔,开模时滑块同时实现侧向分型的行位机构称为哈呋模。哈呋模的侧行程一般较小。哈呋模常采用的典型结构如下:
斜顶、摆杆机构
推板脱模
斜斜顶
大斜度斜顶
前模斜顶
二次定出
前模行位
前模行位1
前模行位2
后模斜行位
特殊的行位
特殊的行位
行位中的斜顶
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位1
二次行位2
行位顶针
行位顶针
行位顶针
行位顶针
斜行位
1
斜行位2
斜行位2
斜行位2
斜行位2
内行位ห้องสมุดไป่ตู้
多管针
弯管抽芯
内行位机构1
内行位机构2
内行位机构3