子午线轮胎的生产流程图
全钢载重子午线轮胎制造工艺-讲义

到 8"挤出机中。 生产胎面下面缓冲胶片的压延机由 4.5"冷喂料挤出机或开炼机供料。
所需设备: 挤出生产线,其配有 8"热喂料挤出机、355×700 mm 缓冲胶片压延机、检测、冷却、
裁断及卷取装置、为挤出机供料的破胶机和开炼机组,为缓冲胶片压延机供胶的 4.5"冷喂 料挤出机或开炼机(工艺流程图中工序 9.1)。 轮胎成型
一次法成型机,两次法成型机
硫化
硫化机
成品在线检测
均匀性试验机,静平衡试验机,动平 衡试验机,X 光试验机等
序号 1 2 3 4 5 6
7
8 9 10
设备名称 钢丝帘布压延生产线
锭子架(双排) 开炼机
00 带束层挤出生产线 双复合挤出机
两复合联动生产线 内衬层挤出压型生产线
内衬层压延生产线
多刀纵裁机
钢丝圈缠绕机 钢丝圈螺旋包布机
进口厂商 意大利爱克立公司 意大利鲁道夫公司
日本 IHI 公司 美国 RJS 公司
加拿大 RMS 公司 美国 STEELASTIC 公司
德国特乐斯特公司 德国克虏伯公司 意大利波米尼公司
德国特乐斯特公司 德国克虏伯公司 意大利皮列里公司
台湾鑫昌公司 日本 IHI 公司 德国贝尔斯托夫公司
一、全钢载重子午胎工艺过程要点及概述
1.子午线轮胎材料分布图胎 Nhomakorabea胶胎面下层胶
内衬层 肩垫胶 胎体
上三角胶 下三角胶 钢丝圈
胎侧胶
子口填充胶 子口耐磨胶 钢丝补强层
胶料挤出部件:胎面/胎面下、内衬层、上/下三角胶、胎侧、子口耐磨胶、 子口填充胶、肩垫胶 骨架材料:胎体、带束层、钢丝加强层、钢丝圈、纤维补强层
2.生产工艺流程
主要制造工艺分为:生胶混炼,胎面、胎侧、胎肩垫胶和胶芯制造,胎体、带束层制 造,各种型胶部件制造,胎圈制造,外胎成型,外胎硫化,外胎成品的在线检测等。 子午线轮胎生产所涉及的主要设备如下表所示: 加工工艺简述: 如下图所示,简要说明密炼、压延和轮胎制造的全部工艺过程。 (1)混炼 混炼是制造工艺的第一阶段,在此阶段中,生产各部件加工所需的各种混炼胶。 橡胶、碳黑、油料及其他配合剂在密炼机中混炼。多数胶料需二段混炼,而某些具有 特定性能的胶料则需多段混炼。 中段生产的胶料(不含硫磺和促进剂)叫母炼胶,最后阶段混炼出的胶料叫混炼胶或 终炼胶。 密炼机将母炼胶和终炼胶排到一带捣胶装置的压片机上,以完成混炼生产的全过程。 之后将胶料下片、冷却、浸渍防粘剂和干燥,最后装在托板上。 制造工艺及技术要求: ——母炼胶制备时需有碳黑、大用量白色填充剂和油类增塑剂用的自动称重和进料装 置。橡胶(天然、合成)及小药用另外的装置称重。 ——多批天然橡胶的混合。 ——将两种或多种母炼胶在称重时混合一起,用这种方法制备终炼胶。 ——四速密炼机的加工速度依拟加工产品的类型而定。 ——密炼过程由微处理机或类似装置进行全自动控制。 ——每次混炼周期结束时,胶料从密炼机中排出。其周期由时间、温度或能量来控制, 或由时间和温度或时间和能量联合控制。 由于技术的缘故,无论是胶料还是母炼胶,在使用前都需放置相当一段时间。 每批胶料均提取一个试样,以作物理性能的测试。 根据上述制造工艺,胶料制备需如下主要设备: ——油类增塑剂储存、分配及称重装置 ——碳黑、白色填充剂储存和称重装置 ——橡胶称重装置 ——四速密炼机 ——带捣胶装置的压片机 ——胶片接取装置 ——小药称重装置 (2)钢丝帘线挂胶 在此工序生产轮胎钢丝帘布层用的挂历胶钢丝帘线。 胎圈补强条、胎体帘布及小角度带束层所用的挂胶钢丝帘布 钢丝帘布在四辊压延机上挂胶,此压延机在钢丝帘布的每一面热贴一层薄胶片。 胶料在一组开炼机上进行热炼,此开炼机以胶条形式连续向压延机供胶。 挂胶帘布宽度为 850mm,用带双层聚乙烯垫布的大容量工字轮卷取,然后将其送到斜 角裁断线上。 挂胶的主要要求如下: ——钢丝锭子房备有空调装置以控制其温度和湿度。 ——4 个压延辊筒配有独立的温度调节装置,以保持恒定的加工温度。
《子午线轮胎技术》PPT课件
由于子午线轮胎胎面与胎体帘布层之 间具有刚性较大的带束层,因此轮胎 在路面上滚动时,周向变形小,相对 滑移小。又因轮胎体的径向弹性大, 使轮胎接地面积增大,压强减小,故 胎面耐磨性强,且耐刺扎,不易爆胎。 实验证明,要从胎面打入直径2mm的 钉子,斜交胎只需196N的力就能贯穿 ,而子午线钢丝胎,则需要980N的力 才能贯穿它。
BRDI
2 子午线轮胎结构特点
● 1 滚动阻力低、节省燃料
BRDI
2 子午线轮胎结构特点
● 1 滚动阻力低、节省燃料
表1-1 轻型载重子午线轮胎的滚动阻力和滚动阻力系数 (f值是用牵引法测定)
轮胎类型
6.50R 16 6.50 - 16
汽车总量 /kg
4075 4075
轮胎气压 /kPa
450 412
轮胎的胎里一般都有气21494343brdi子午线轮胎的生产工艺及相关设备21494444brdi子午线轮胎的生产工艺及相关设备21494545brdi子午线轮胎的生产工艺及相关设备21494646brdi子午线轮胎的生产工艺及相关设备子午胎工艺粘合性要求高21494747brdi子午线轮胎的生产工艺及相关设备21494848brdi子午线轮胎的生产工艺及相关设备主要制造设备生胶混炼胎面胎侧胎肩垫胶和胶芯制造胎体带束层制造各种型胶部件制造胎圈制造外胎成型外胎硫化外胎成品的在线检测等21494949brdi子午线轮胎的生产工艺及相关设备对灰尘的要求21495050brdi子午线轮胎的生产工艺及相关设备炼胶工艺及密炼机发展原料生产前的准备阶段
2 子午线轮胎结构特点
● 2 高速安全、生热低
BRDI
2 子午线轮胎结构特点
● 高速安全、生热低
BRDI
表1-6 不同结构,9.00R20-14PR 9.00-20-14PR )轮胎的机床试验温度测定
子午线轮胎简介PPT
所以可比斜交胎提高里程20—30%。
缓冲性能好、乘坐舒适
• 装用子午线轮胎 平顺性好,乘坐平稳 舒适。这是因为子
午线轮胎胎体呈径 向排列(垂直于地面 方向),胎侧变形 大,胎体柔软,有
很好的缓冲性能,用 在客车、能提高乘坐 舒适,用在载货车上 可延长机件寿命和保 证货物的完好性
耐刺能力强、行驶安全
生热低适合高温高速行驶
• 同斜交胎相比,只有 一层胎体钢丝帘线, 且呈子午线方向排列,
帘布之间没有剪切 变形,因此生热低,
高温高速条件下行车 比斜交胎更安全可靠。
可多次翻新、综合里程高、成本低
• 这是子午线轮胎的一个显著特点,在路况 好的情况下一次翻新率可达100%,可达3 次,可有效地降低运输成本。
前言 第一章 轮胎 简史、组成、功用及分类 第二章 子午线轮胎解析 历史、简介、分类、优缺点、子午线轮胎与斜交轮胎 结构、性能对比分析、简单提及子午线轮胎设计的现状。 第三章 子午线轮胎的制备及成型工艺 第四章 表界面化学在子午线轮胎上的应用 第五章 子午线轮胎的发展方向 致谢 封面设计
组成
最基本的轮胎由:外胎、 内胎、垫带三部分组成! 其中外胎由胎面、胎侧、 缓冲层(或带束层)、 帘布层及胎圈组成。 内胎现在已经不提倡, 胎体用气密性好的橡胶 层配上相应的轮辋即可。
优点有六: 一、滚动阻力小、节约燃料 二、胎面耐磨、行驶里程高 三、缓冲性能好、乘坐舒适 四、耐刺能力强、行驶安全 五、生热低适合高温高速行驶 六、可多次翻新、综合里程高、成本低
滚动阻力小、节约燃料
子午线轮胎胎冠有钢丝带 束层,使轮胎的周向刚性 远远大于斜交轮胎,因此, 轮胎与地面接触印痕内的 切向变形和相对滑移也小 的多,再加上子午线轮胎 胎体仅一层,胎侧薄,因 而参与变形的橡胶少,生 热低,能量的损耗小。 所以子午线轮胎的滚动阻力 小于斜交胎,同样条件行 驶,可节油5%——8%。
子午胎基础知识ppt课件

1.3 全钢丝子午线轮胎的功用:
轮胎的功用: 承载汽车负荷 缓冲路面的冲击,减振 传递驱动力和制动力,提供附着力 改变或保持汽车行驶方向
载重汽车子午线轮胎既有全钢丝的,也有半钢丝的,全钢 丝子午线轮胎由于其使用性能好,比较适合高速长距离行驶的特 点,其主要在载重汽车、大型豪华客车上使用较多。全钢丝载重 子午线轮胎虽然制造技术要求高,但使用性能好,发展很快。
2.2.1 带束层胶料
轮胎在使用中要经受长时间的、高频率的、高负荷的作用, 作为全钢丝子午线轮胎的带束层帘布胶与钢丝帘线的粘合是子午 线轮胎制造技术中的关键。钢丝帘布胶的粘合性能既要满足动态 和热态下的使用条件,也要满足轮胎生产过程中的工艺要求。它 应具较高的定伸强度,良好的耐屈挠疲劳性能和耐热老化性能。
2.1.3 胎冠弧度高
同种规格的子午线轮胎胎冠弧度高要比斜交轮胎胎冠弧度高 要小。如9.00-20 一般为13—14mm,而9.00R20一般为9—10mm。 胎冠弧度高小有利于提高胎冠与地面的抓着力,从而提高轮胎耐磨 性。
2.1.4 花纹型式
随着我国路况的不断改善,纵向花纹也越来越受欢迎,载重 子午线轮胎很少采用纯横向花纹,因为纯横向花纹易引起胎冠与带 束层之间脱层,且侧滑性能差,因而被纵向花纹逐渐取代。为防止 产生噪音,一般采用不等节距花纹设计。
18PR
层级 轮辋名义直径(inch) 子午线结构标志
名义断面高宽比(mm) 名义断面宽度(mm)
1.4.3 轮胎生产厂商标
商标是轮胎生产厂的商品标志,如“开K 元” 是安徽开
元轮胎股份有限公司的商标。XX全钢丝子午胎的商标标识有 YIN BAO 、GOLDTYRE和GOODTYRE等品牌。
1.4.4 花纹编号
花 纹 磨 耗 图
2021年轮胎生产工艺流程图
轮胎生产工艺流程图斜交胎生产工艺流程图┌────┐┌───┐┌───┐┌──┐┌──┐│始圈钢丝││帘子布││配合剂││胶料││碳黑│└─┬──┘└─┬─┘└─┬─┘└┬─┘└┬─┘││└───┼───┘││↓││┌┴─┐│││配料│││└──┘││↓││┌──┐│││密炼│││└──┘││↓├───────────┼───────┬───────┐↓↓↓↓┌─────┐┌────┐┌────┐┌────┐│钢丝圈压出│←────┤帘布压起│←──┤胶片压延││胎面压出│└─┬───┘└─┬──┘└────┘└──┬─┘↓↓│┌─────┐┌──┐││钢丝圈成型││裁断││└─┬───┘└─┬┘││↓││┌──┐│││制层│││└┬─┘│└───────────┴───┬────────────┘↓┌──┐│成型│└──┘↓┌──┐│硫化│└──┘↓┌──┐│检验│└──┘↓┌────┐│轮胎成品│└────┘半钢子午胎生产工艺流程图┌────┐┌─────┐┌───┐┌──┐┌──┐┌──┐│始圈钢丝││帘子布(1)││配合剂││胶料││碳黑││钢丝│└─┬──┘└─┬───┘└─┬─┘└┬─┘└┬─┘│帘线│││└───┼───┘└─┬┘││↓↓││┌┴─┐┌──┐│││配料││钢丝││││││压延│││└──┘└──┘││↓↓││┌──┐┌──┐│││密炼││钢丝││││││裁断│││└──┘└──┘││↓├───────┼───────┬───┬────┐↓↓↓↓↓┌─────┐┌────┐┌──┐┌┴──┐┌────┐│钢丝圈压出│←┤帘布压起(1)←─┤内村││胎压││胎侧│└─┬───┘└─┬──┘└─┬┘│出(2)││压出(2)│↓↓↓└───┘└─┬──┘┌─────┐┌──┐┌───┐││钢丝圈成型││裁断(1)──→│预复合││└─┬───┘└─┬┘└─┬─┘││↓││└───────────┬────┴────────┘↓┌──┐│成型│└──┘↓┌──┐│硫化│└──┘↓┌──┐│检验│└──┘↓┌────┐│轮胎成品│└────┘扩展阅读轮胎的生产工艺流程轮胎的生产工艺流程来自图为轮胎生产流程图片。
全钢子午线轮胎制造工艺

全钢子午线轮胎制造工艺全钢子午线轮胎制造工艺特点及工艺流程第一节全钢子午线轮胎制造工艺特点全钢子午线轮胎的制造工艺特点1、各种胶料按照塑炼和混炼的质量要求做到均匀的充分的符合技术要求的物理机械性能的工艺技术操作性能。
2、各种部件的尺寸符合技术规定的尺寸标准。
3、骨架材料与胶料覆合要达到帘线密度均匀且帘线的两面胶料厚度均一。
4、各种复合材料半成品的成型覆贴组合定位准且要均匀对称。
5、各种半成品要做到在技术规定的时间内使用。
6、各种半成品要做到无污染、无变形。
7、胎胚在硫化过程中装胎胚要定位准严格执行硫化三要素。
8、成品的搬运、包装、仓储要满足全钢子午胎的要求。
第二节全钢子午线轮胎制造工艺流程一、全钢子午线轮胎主要制造工艺1、密炼一一混炼胶2、压出一一胎面、胎侧、垫胶、胎圈胶芯3、型胶压延一一薄胶片、内衬层气密层4、钢丝压延胎体、带束层帘布、子口包布帘布5、0?压出一一0?带束层6、纵裁一一窄纤维胶帘布条和窄薄胶片条。
7、胎圈缠绕成型一一胎圈和缠绕胎圈包布8、胶芯敷贴一一将胶芯敷贴在胎圈上9、半硫化一一将胎圈进行半硫化10、15?裁断一一带束层、子口、90?裁断一一胎体帘布12、成型一一胎胚13、硫化一一轮胎外胎成品14、包布11质量检查一一100地进行外观和X光透视检查二、制造工艺流程二、生产工艺条件1、对温度、湿度要求1成型、裁断区温度20?2?湿度50?5所有半成品要及时进入该区。
2锭子房的温度高于环境温度2-3?相对湿度?60。
30?带束层锭子房条件同上。
2、对紫外线和臭氧的要求。
避免阳光的照射3、无污染、无灰尘。
第五章全、内衬层气密钢子午线轮胎制造工艺整个全钢子午线轮胎的半成品组合从内向外1层1件2、胎体帘布1件3、胎圈钢丝圈、窄的包布、填充胶或称芯胶2 件4、钢丝子口包布2件5、带束层1、2、3带束层、2根缠绕两圈的0?带束层组合件1件6、垫胶胶肩垫胶或称带束层垫胶2件7、胎侧2件8、胎面1件第一节配料和混炼胶制造工艺混炼胶的主要工艺流程配合剂的加工?橡胶和配合剂的称量?混炼?下片冷却存放?胶料快检。
第四章 子午胎生产工艺及相关设备(简05.5.26
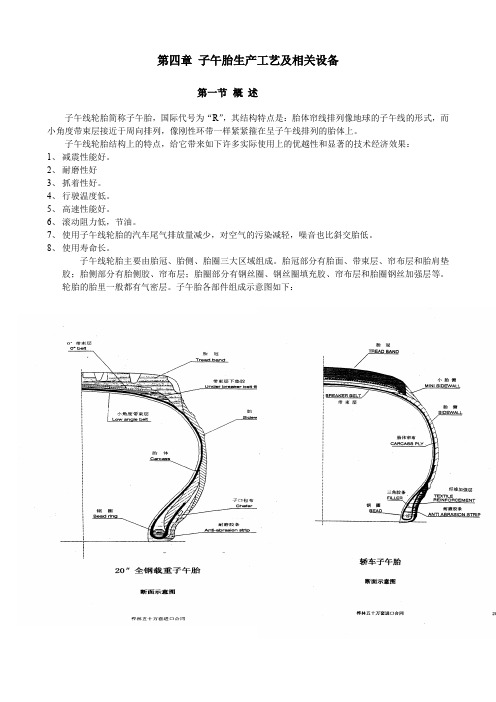
第四章子午胎生产工艺及相关设备第一节概述子午线轮胎简称子午胎,国际代号为“R”,其结构特点是:胎体帘线排列像地球的子午线的形式,而小角度带束层接近于周向排列,像刚性环带一样紧紧箍在呈子午线排列的胎体上。
子午线轮胎结构上的特点,给它带来如下许多实际使用上的优越性和显著的技术经济效果:1、减震性能好。
2、耐磨性好3、抓着性好。
4、行驶温度低。
5、高速性能好。
6、滚动阻力低,节油。
7、使用子午线轮胎的汽车尾气排放量减少,对空气的污染减轻,噪音也比斜交胎低。
8、使用寿命长。
子午线轮胎主要由胎冠、胎侧、胎圈三大区域组成。
胎冠部分有胎面、带束层、帘布层和胎肩垫胶;胎侧部分有胎侧胶、帘布层;胎圈部分有钢丝圈、钢丝圈填充胶、帘布层和胎圈钢丝加强层等。
轮胎的胎里一般都有气密层。
子午胎各部件组成示意图如下:子午线轮胎与斜交胎相比制造精度高,制造工艺也更加复杂,具体可概述如下:1、制造精度要求高2、材料分布均匀性要求高3、工艺粘合性要求高载重子午线轮胎外胎制造工艺流程如下所示——载重子午胎制造工艺流程图.doc轿车子午胎外胎制造工艺流程图如下所示:件制造,胎圈制造,外胎成型,外胎硫化,外胎成品的在线检测等。
子午线轮胎生产工艺条件:1、对温度和湿度的要求2、对紫外线和臭氧的要求3、对灰尘的要求第二节炼胶工艺及密炼机发展一、子午线轮胎胶料生产的主要工艺过程1、原材料生产前的准备A 阶段:到达仓库B 阶段:在仓库卸料和储存C 阶段:取样和控制D 阶段:混合和热空气加温室E阶段:密炼机储斗F 阶段:密炼机储油罐G 阶段:称量H阶段:在密炼生产线上使用当原材料通过了前述的所有阶段,就可用于母胶和终炼胶的制造。
2、混炼胶的生产工艺简介一段母炼胶:——用台式切刀和胶料称手工称量橡胶,之后投入密炼机中,橡胶必须无冻块,硬块,发霉和潮湿,不能有杂质。
——将已称量好的聚乙烯袋装的化工原料投入400型密炼机中。
——碳黑和浅色填料依靠解包机和气动输送系统装入密炼机日储斗,然后自动称量并自动投入400型密炼机。
全钢丝子午线轮胎成型及硫化过程胎坯变形与帘线伸张

全钢丝子午线轮胎成型-硫化过程胎胚变形与胎体帘线伸张一、成型过程帘线伸变形图1 轮胎成品帘线材料分布图1.1胎体帘线在成型工艺过程中的变形,如图:图2 成型过程中帘线变化1.2 几种典型规格的平面宽度(成型钢圈内外宽度)(单位mm)规格平面宽度预定型度定型宽度超定型宽度8.25R20 536 460 360 3209.00R20 636 500 360 32010.00R20 674 520 360 35011.00R20 728 535 370 35512.00R20 779 560 390 36011R22.5 650 510 400 35012R22.5 702 545 420 36013R22.5 724 555 460 365275/80R22.5 656 560 440 370295/80R22.5 694 580 480 400315/80R22.5 718 600 470 410315/70R22.5 680 570 460 380315/75R22.5 684 580 480 380385/65R22.5 780 630 460 400425/65R22.5 870 670 580 4901.4 成型工艺胎体帘线由贴合平铺到定型胎体变形的重要性成型工艺过程,胎体帘布从平铺形状逐渐变形到胎胚,接近成品的形状。
这个过程中,两个胎圈中间的距离逐渐减小,胎胚内的空气逐渐增加,胎胚中心逐渐隆起,直到两胎圈之间距离接近成品相应宽度,冠部与带束层接触。
予定型是定型的准备阶段。
定型是比较主要和基本的阶段。
超定型是为了钢圈进一步靠近,胎胚胎肩部位和带束层更紧密结触,不留空隙,不产生气泡。
●这个过程的充气压力要求逐渐增加,如0.3-0.5-0.8 Kg/cm^2,不可过快过高,避免胎体帘线的密度改变,最终充气压力1Kg/cm^2左右●胎圈收缩要对称收缩,做到胎体中心线两侧宽度均等,帘线匀称。
●胎体变形要均匀,不可塌陷扭曲而导致异常变形,造成稀密不均。
二、轮胎制造工艺介绍.ppt
(胎圈挤出机) Extruding bead wire (Bead insulator)
(Байду номын сангаас圈缠绕机)
Winding(bead forming machine)
Bead wire (钢丝锭子)
Coating (覆胶)
Reserve supply
(供给装置)
钢丝圈制造工艺流程示意图
钢丝圈
依据技术标准经过挤出机将钢丝表面包附上一定厚度的胶料,然 后在缠绕机上按不同的断面形状及直径缠绕成钢丝圈。 主要设备
二、轮胎制造工艺 介绍
设备分布
BB工程
原 材 料 接 收
原材料库
压出工程
胎圈工程 成型工程
轮胎仓库
制 品 出 库
压延工程 裁断工程
加硫工程
轧胶工序
投料口(Compounding) (天然橡胶、炭黑等)
密炼(Mixing) (Ban mixer)
下片机
(Sheeting roll)
凉片机
Cooling machine
把混合均匀的胶料在开炼机上加热,依据技术标准将一定厚度的混 合胶片贴附到帘子布的两面,或依据技术标准制成一定厚度的胶片。 压延种类:
帘子布压延、钢丝帘布压延、气密层压延等等。 主要设备:
三辊压延机、四辊压延机、开炼机、锭子房及大量的辅助设备。
钢丝圈制造
Bead (Bunding of steel wire)
钢丝导开装置、加热装置、挤出机、牵引冷却装置、缠绕机。 常见的钢丝圈断面形状
矩形、U字形、圆形、六角形等等。
裁断工序
将压延好的挂胶帘子布,依技术标准(宽度、角度、长度)裁断, 供贴合工序及成型工序使用。 • 主要设备:
子午胎制造工艺
丁苯橡胶(SBR)
在合成橡胶中,丁苯橡胶是产量和消耗量最大的胶种。虽然 与天然橡胶相比容易发热,并且耐低温相差。可是在耐磨耗性, 防湿路面打滑性能方面确实优良的,所以它仍是具有代表性的轮 胎用橡胶。
顺丁橡胶(BR)
顺丁橡胶具有优异的弹性,耐磨耗性,耐寒性以及生热低 的特点,使其广泛的应用于轮胎制造工业。但是它的翻转性和加 工性却很差,故必须与天然胶和丁苯橡胶混合使用。
一、子午胎结构
子午轮胎对比斜交轮胎结构造的差异 TBR TBB
胎体 带束层 Steel 1 层 Steel 3-4层 Nylon 6-10层 Nylon 2层
胎体
带束层
胎体+带层
胎体
(Truck and Bus Radial tire)
TBB(Truck and Bus Bias tire)
全钢载重子午线轮胎 生产工艺
风神轮胎股份有限公司 研发二部 高千
子午胎发展简史
• 子午线轮胎自1913年两位英国人提出结构设想至今其发展历史也有 90多年了。 • 子午线轮胎尽管在1913年就有了发明专利权,但直到1948年才由法 国米西林公司首先研制成子午线轮胎。 • 子午线轮胎一经问世,由于它具有比传统的斜交胎滚动阻力小,生热 低,高速耐磨寿命长,安全舒适等无比的优越性,很快受到了各汽车 公司和用户的欢迎,故子午线轮胎发展很快,并成为斜交胎更新换代 的产品。 • 现在,先进国家的轮胎子午胎,轿车胎达到100%,载重胎达到80% 以上。 • 我国在20世纪60年代开始研究全钢子午线轮胎,并试产出全钢子午线 轮胎。但直到20世纪80年代,仍未形成生产高质量全钢子午线轮胎的 技术水平,质量和产量远不如美国和日本,直到20世纪80年代到90 年代初,我国的轮胎公司开始陆续从国外引进全钢子午线轮胎的生产 技术和设备,其间,经过10多年的消化吸收全钢子午线轮胎的生产技 术接近于世界先进水平,产量也得到了快速的发展。大体概括:60年 代起步、70年代缓慢前进、80年代加快步伐、90年代以后迅速发展。
子午线轮胎设计、制造技术汇总

子午线轮胎设计与制造第一节子午线轮胎结构特点子午线轮胎是由米其林公司首次于1946年发明,其名因结构而得名,胎体材料(帘子线层)呈径向排列,垂直于轮胎行驶方向,类似于径纬线,因此形象的将其称为子午线轮胎。
子午线轮胎胎冠结构和胎体结构是不同的,胎体具有良好的减震、散热、操控等性能;胎冠的结构比较强壮,抗冲击能力、稳定性能等比较好。
目前轿车所用轮胎基本上为子午线轮胎。
由于子午线轮胎具有耐磨、节油、乘坐舒适,牵引性,操作稳定性及高速性能好等优点,使其获得了较快的发展。
目前,国际上子午线轮胎占轮胎市场的80%。
子午线轮胎与普通斜交轮胎相比,具有许多斜交轮胎不具有的优点。
而赋予子午线轮胎性能的根本原因,则在于子午线轮胎与普通斜交轮胎的结构不同。
图示为子午线轮胎的构造。
它由1-胎圈,2-帘布层,3-带束层,4-胎冠;5-胎肩组成,并以带束层箍紧胎体。
其特点是:1. 帘布层帘线排列的方向与轮胎的子午断面一致。
由于帘线如此排列,使其强度得到充分利用。
子午线轮胎的帘布层数一般可比普通斜交胎诚少约40%~50%,胎体较柔软。
2.帘线在圆周方向上只靠橡胶采联系,因此,为了承受行驶时产生的较大切向力,子午线胎具有若干层帘线与子午断面呈大角度(交角为70度~75并)、高强度、不易拉伸的周向环形的类似缓冲层的带束层。
带束层通常采用强,度较高、拉伸变形很小的织物帘布(如玻璃纤维、聚酰胺纤维等高强度材料)或钢丝帘布制造。
子午线轮胎的优点是:1.接地面积大,附着性能好,胎面滑移小,对地面单位压力也小,因而滚动阻力小,使用寿命长。
2.胎冠较厚且有坚硬的带束层,不易刺穿;行驶时变形小,可降低油耗3%~8%。
3.因为帘布层数少,胎侧薄,所以径向弹性大,缓冲性能好,负荷能力较大。
它的缺点是:因胎侧较薄,胎冠较厚,在其与胎侧的过渡区易产生裂口。
侧面变形大,导致汽车的侧向稳定性差,制造技术要求高,成本也高。
由于子午线轮胎明显优越于普通斜交胎,因此在轿车上已普遍采用,在货车上也越来越多地采用了子午线轮胎,如东风EQ1090E型、EQ2080E型、解放CAl091型、黄河JNll82型等载货汽车和越野汽车上的轮胎,均为子午线轮胎。
子午线轮胎成型工艺知识.ppt

两侧鼓同时向外移动传递环夹持胎胚置于卸胎 检查胎胚质量贴工代号 器上卸胎器摆转出
有无工代号
质量级别 C M
M N M M C M M M M M M M M
N N N
C
五、质量标准(胎胚外观质量) 1、各部件定位符合技术标准。 2、各部件的质量符合技术标准。 3、各部件接头符合技术标准。 4、各部件的角度定们符合技术标准。 5、各部件压实无气泡。 6、胎侧、内衬层无气泡、无褶子、无破洞。 7、胎侧反包高度符合技术标准。 8、胎胚周长符合技术标准。 9、胎胚无污染、无杂质。 10、定位贴工代号。 六、工艺条件 1、环境温度:22±2℃,相对湿度:50±5%。 2、机台风压不少于7巴。 3、半成品存放时间和存放条件符合工艺技术要求。 七、工艺技术操作要点 1、注意环境温度、湿度是否符合工艺技术要求 2、注意成型设备总风压不低于7巴压力小,易造成帘线抽丝或平宽飘移 3、执行半成品存放时间的规定 4、执行按先后顺序使用半成品的规定 5、在做到工具定置存放,设备清洁润滑好 6、要做到半成品料卡要相符 7、要做到首休项目的检查记录
操作 用手接取 1#带束层的端头接头定位 180°
用手接取 2#带束层的端头接头定位 90° 用手接取 3#带束层的端头接头定位 180° 用手接取 2 条 0°带束层的端头接头 定位 0°用电剪刀剪断
用手将胎面的上端头定位在鼓的 270 ° 将胎面两端头搭接并压实
参数公差 接头对接,接头间距≤ 1根 定位宽度:±1.5mm 偏中心:<1mm 接头定位角度:±10° 同 1#
3、四鼓成型机 辅助鼓、胎体成型鼓的生产工艺过程同三鼓成型机的辅助鼓,胎体成 型鼓基本是相同的。 成型鼓a: 1)胎体传递装置真空吸附胎体定位套装在成型鼓a。 2)胎圈锁定扇形块撑开锁定胎圈。 3)定位敷贴垫胶。 4)待成型鼓上完成胎胚成型后,成型鼓a和b同时旋转180°。 5)成型鼓a到成型鼓b的位置上。 6)成型鼓a其后的工艺过程同三鼓成型机的成型鼓相对应的工艺过程。 7)成型鼓b依次进行套装胎体,敷贴垫胶生产工艺过程。
轮胎生产工艺PPT课件
成品外观复查 按规格分级入库
子午线轮胎加工流程
包装出库
精品ppt
5
图3-2-1 轮精胎品生pp产t 工艺流程
6
第二节 汽车外胎的生产工艺 外胎是轮胎的一个主要部件,它由胎面、胎体、胎 圈三大部分组成。
一、胎面及型胶的制造
1、胎面制造
各种胎面的制造现普遍采用橡胶挤出机挤出生产工 艺。
挤出机按喂料方式可分为热喂料挤出机和冷喂料两
② 两方两块是由胎冠、胎侧两种配方分为两 部件压成胎面,见图3-1(a)所示。
精品ppt
8
③ 两方三块是由胎冠、胎铡两种配方分为两侧与冠部 三个部件压成胎面,见图3-1(b)所示。
④ 三方四块是由胎冠,胎侧、胎冠底胶三种配方分 为四部分压成胎面见图3-1(c)所示,目前采用此种 结构形式较为广泛。
80±5 60±5 70±5 70±5
35~45 600±20
8~10
80±5 60±5 70±5
90
35~45 300±20
8~10
80±5 60±5 70±5
口型板温度,℃
80±5
排胶温度,℃
120以下
精品ppt
35
压出速度即单位时间内压出长度(m/min)。 压出速度的快慢取决于挤出机的螺杆转速, 一般转速范围在30~5Or/min时,压出速度为4~
21
精品ppt
22
图3-2-精4品三pp复t 合挤出机
23
图3-2-5 四复合挤出机
精品ppt
24
图3-2-6 胎面挤出联动装置 1,3-挤出机;2-过桥输送带;4-接取运输装置;5-前部辊道秤; 6-冷却水槽;7-上升运输装置;8-切割装置;9-快速运输装置; 10-辊道秤;11-胎面取出装置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
子午线轮胎的生产流程全钢生产过程流程图第一节生产工艺条件子午线轮胎的生产对工艺条件的要求比较严格。
实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。
如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。
1.对温度、湿度的要求全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。
温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。
相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房和成型区。
如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。
如果湿度过小,操作人员会感到口干舌燥,极不舒服。
所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。
2.对紫外线和臭氧的要求全钢线于午轮胎生产中的各种部件存放应严格控制太中紫外线的照射和臭氧的侵入。
因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室采光多采用一种特制的、尽量减少紫外线的日光灯管。
半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。
3.对灰尘的要求灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,用车辆不出车间的、外交接。
有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。
第二节胶料生产的主要工艺过程1. 原材料的加工主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。
混炼前将天然橡胶、丁基橡胶烘到工艺要求的温度,以利于保护设备和炼胶质量。
2. 配料工艺炼胶车间要根据胶料的生产配方中规定的质量标准和生产计划的要求将各种小料和大料进行配制,配制的公差要符合制造标准要求。
3. 混炼胶的生产(1) 混炼胶生产的主要设备混炼胶生产用的主要设备有GK400N和GK270N、F270密炼机,其中GK400N采用上顶栓液压控制,有利于分段调整上顶栓压力,保证混炼胶质量。
GK400N 、GK270N和F270都采用上辅机自动控制的生产方式,可以保证胶料生产质量的均一性。
GK270N和F270主要用于终炼胶的生产和部分混炼胶的生产。
(2)混炼生产的一般工艺全钢子午胎胶料生产一般采用多段法工艺,这是因为全钢子午胎的胶料一般填充的炭黑较多,且软化油较少或基本不加油,要达到下道生产工序工艺的要求,必须采用机械的作用来达到设计的要求。
(3)严格的工艺控制全钢子午胎对胶料的工艺性能和物理性能要求极高,因此在胶料生产的各道工序都制定了严格的工艺规定,例如对炼胶的温度、加料顺序、薄通次数、捣胶次数和停放时间等都做了明确的规定,生产时必须做到不折不扣的执行,才能保证胶料的质量。
4. 全钢子午胎胶料的快检由于全钢子午胎要求胶料可朔度必须均一,所以对母炼胶要进行可朔度快检.同时终炼胶也要进行流变仪、硬度、比重的快检。
5. 胶料的储存为了保证下道工序的使用质量,一般要求混炼胶要进行停放,停放时间为最短2小时,最大不超过30天,钢丝粘合胶停放不超过15天;使用时要做到先入先出。
第三节钢丝帘布压延钢丝帘布压延是将钢丝和胶料同时通过压延或压出方法制成覆胶帘布。
钢丝帘布压延是全钢子午胎生产中的一个重要工序,直接影响全钢子午胎的在质量。
覆胶帘布的质量要:帘线密度均匀一致、排列整齐、帘布表面平整,无并线乱线等,胶料要渗透好,覆胶厚度均匀。
目前覆胶有压延法和押出法(0°带束层)。
1、生产工艺(1)供胶一般采用四台开炼机组供胶,分粗炼、细炼、供胶三个部分。
胶料要热炼均匀,温度一致。
胶料温度不得超过l05℃,不低于80℃。
胶料温度过低,则压延帘布易出现明疤,或者造成压延脱层;温度过高则胶料易喷霜,钢丝帘线不粘。
(2)钢丝帘线钢丝帘线表面镀有一层铜锌合金,在潮湿环境中极易生锈、而且钢丝表面粘上杂质会极大的影响粘合。
因此上下钢丝锭子要戴干净的线手套,钢丝上不得粘有任何杂质。
压延钢丝过程中不得用手直接接触钢丝。
原包装破损的钢丝,必须要取样到实验室化验,有锈蚀的钢丝严禁使用。
(3)锭子房锭子房主要控制钢丝压延时钢丝的干湿度和温度以及钢丝的力等。
压延时钢丝表面必须干燥洁净,单根钢丝力差要控制在一定围。
主要应注意:a锭子房温度比压延环境温度要高2—3℃,千湿度要在要求围。
b钢丝压延时单根钢丝力要定期校验。
保证差位在围。
单根钢丝力要控制在1.~1.5KG,力太小则压延易跳线;过大则造成钢丝过度拉伸,影响使用性能。
c没有用完的锭子要放箱存放。
长时间不压延要将锭子架上的钢丝放回箱。
d整径辊是钢丝压延中的重要工具,直接影响钢丝压延的质量,用完后要放在专用的架子上,禁止任何物体碰伤整径辊。
整径辊使用一段时间后要检查保养,或者要换新的整径棍。
(4)压延目前国全钢子午胎厂用压延机一般为德国公司或日本IHI公司生产的四辊钢丝压延机,带有温控和自动测厚装置,速比能轻易设定。
理论上提高温度会增加胶料与钢丝的渗透性,辊温应控制在80—95℃之间。
温度不宜过高,否则易造成过多的气泡和帘布喷霜。
钢丝帘布常见质量问题为劈缝、钢丝重叠、表面不平、露线等。
产生原因主要有以下几个:胶料温度不均、粘度不均;胶片厚度不符合现定;压延速度不稳定;胶片和辊筒有气泡等。
(5)卷取钢丝帘布压延后立即贴塑料垫布。
卷取时要防止帘布跑偏,否则帘布易变形。
卷取速度要随着直径增大而递减,以免帘布卷取过程力不均,造成帘布拉伸,松紧不—。
帘布长时间不用要用黑塑料布包起来。
2、问题点A.钢线帘线的品质对压延质量有什么影响如果钢丝帘线残余应力(对应验收指标——残余扭转超出标准要求或同批次钢丝帘线残余应力)差值较大,将会造成压延帘布表面不平,裁断时帘布单边翘曲,造成接头困难,而且残余应力还会使压延帘线钢丝排列不均。
钢丝帘线在运输、贮存使用过程中由于散包、库存环境湿度大、操作时不带手套原因都可能造成钢丝表面污染,由于污染的表面附有油污、灰尘、水分、汗液等成分,导致压延帘布中钢丝与胶料的粘合下降,甚至造成钢丝表面锈蚀;使钢丝强力下降,这些因素在成品中将会引起帘线脱层,严重的会产生钢丝早期破断而使轮胎爆破。
B.供胶状况对压延质量的影响有哪些胶料的门尼粘度对帘线的粘合性能有直接的影响,门尼粘度过高不利于胶料向钢丝帘线的渗透,造成粘合力下降;门尼粘度过低在操作时受拉伸等影响,易造成钢丝帘线排列密度不均。
胶料的焦烧时间过短,压延时易发生熟胶,将会影响帘线排列的均匀性和粘合强度。
供胶胶条的几何尺寸应保持稳定一致,否则难以保证压延辊隙间的余胶量,余胶过多会使帘线排列密度不均,过少则会影响胶料的渗透,严重时会导致局部露钢丝现象。
C 钢丝压延过程中常见的质量缺陷有哪些钢丝压延过程中常见的质量问题有:钢丝帘线重叠或交叉、帘线壁缝、帘布缺胶、粘合强度低和气泡等。
压延过程中整径辊和压力辊的选用不合适,位置调整不合理或者帘线力不均都易造成帘线排列不均,重叠交叉或帘线劈缝等问题,使用这样帘布制造的轮胎在使用过程中,由于重叠或交叉,钢丝间的磨损可能产生局部温度过高而脱层或钢丝破断而爆破,帘线排列不均或壁缝都将会使胎体局部强度过低而产生胎侧起鼓,严重的会发生爆破。
压延速度过快、辊筒温度过低、供胶速度不匹配,将会直接影响钢丝帘布覆胶质量,均会造成帘布表面凹凸不平、钢丝帘线与胶料粘合不好、局部露线等问题。
第四节 0°带束层生产钢丝压出用于生产0°带束层。
胶料在冷喂料压出机押出,钢丝穿过排线板通过在压出机机头的口型,与胶料复和成一定宽度、厚度的覆胶帘线(0°带束层)。
该工序生产工艺简单,操作方便。
在生产中主要应该注意机头温度、机头压力和生产速度的匹配。
机头温度不得超过105℃,压力不应太低,否则易造成0°带束层露线。
单根钢丝力不得越过l.5Kg,否则造成3X 7x0.20HE高伸长钢丝帘线拉伸,影响使用性能。
第五节复合压出目前国使用的押出生产线,以主机为德国特勒斯特公司生产的双复合压出机为最好;押出机配以不同的口型,可以押出各种不同的半成品。
压出工序生产全钢子午胎最主要的胶料半成品,直接影响着成型工序的成型精度和成型质量,对半成品的尺寸、重量均应严格控制。
1、生产工艺(1)供胶胶质要热炼均匀,温度一致才能进热喂料押挤出机;(2)押出半成品温度不应超过工艺要求,温度高导致半成品不粘、胶料喷霜、焦烧等弊病,必要时要降低押出速度;(3)向押出机供胶的胶条要均匀、连续,这是保证半成品尺寸和重量均一的最重要过程。
供胶不均匀,使机头压力波动,导致瞬间押出密度变化,半成品尺寸和重量也随之发生变化;(4)押出半成品要充分冷却,否则在存放过程中会因为收缩导致尺寸变化;(5)保持半成品的粘性是非常重要的,要避免半成品粘上灰尘,同时一定要吹干净半成品上的水分;(6)返回胶掺用比例要控制在工艺要求围,复合件—定要割开才能掺用。
2、问题点2.1为什么压出半成品部件的几何尺寸要严格加以控制压出半成品部件(包括胎面、胎侧、肩垫、三角胶芯、填充胶等)的尺寸精度是影响全钢子午胎质量的最重要因素之一,必须严格加以控制。
全钢子午胎由于其产品结构的特点决定了各部件胶料硫化过程中流动较小;这就要求各种半成品部件的几何尺寸接近其成品材料分布中相应部分的形状,只有这样才能充分发挥全钢子午胎的优越性。
从这一点上讲,“以机械公差要求制造全钢于午胎半成品部件”的提法并不为过。
所有压出半成品部件的几何尺寸超出设计要求都会对成品产生影响。
(1)胎面A.胎面左右对称性不佳。
反映到成品上是均匀性差,直线行驶性不良。
B.胎面定长长度超差。
过短,成型时接头困难,由于拉伸造成靠近接头部位胎面变薄,硫化后该部位基部胶不足或者胎里出现凹痕,使用时产生脉动现象;胎面过长,靠近接头部位凸起,有富余材料,成型压合不实,易夹杂空气而造成使用过程中脱层或带束层变形。
C. 胎面中心定位沟槽达不到设计要求。
沟槽的位置和几何尺寸直接影响成型过程中胎面贴合的定位精度。
(2)垫胶垫胶在轮胎成品中对应着胎肩部位,在这一区域材料分布比较复杂(胎面、基部胶、各层带束端点、肩垫等)工作情况比较差(这一区域变形大,生热高,应力分布状况极为复杂)是轮胎使用过程中缺陷比较集中的区域,包括肩空、肩裂、脱层、磨肩等。
由此看来,胎肩垫胶是一个较为重要的部件,起着由90°胎体向小角带束过渡,决定着肩部各部件的受力状态和变形情况,因此要求肩垫必须具备良好的物理性能和热力学性能(配方设计中予以保证)。