发那科、法兰克机器人单轴原点设置课件
FANUC机械臂原点设置
FANUC机械臂原点设置
图1
图2
图3
图4
图5
图6
图7
图8
全轴原点设置:
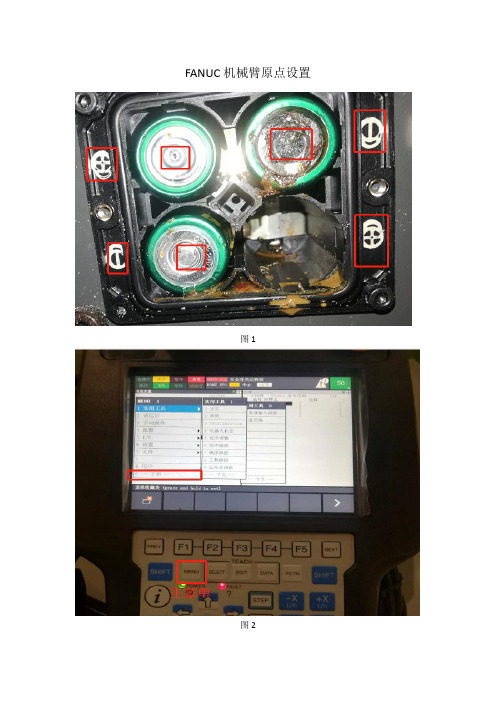
1:更换电池如图1(正负极切记不能装反,电池为4节2号电池,原装电池品牌为松下)
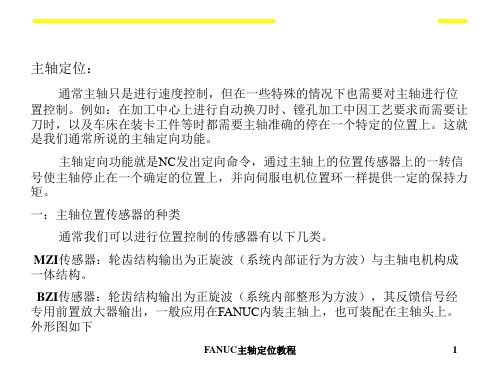
2:选择“主菜单”按键(如图2)→“下页”(如图2)→选择“系统”(如图3)→选择“零点标定/校准”(如图3)→点击“RES_PCA”解除脉冲报警(如图4)→关机重启→手动关节把机械臂每个轴移到原点位置→选择“全轴零点位置标定”(如图4)点击“ENTER”(如图6)键→选择“更新零点标定结果”(如图5)点击“ENTER”(如图6)→点击“完成”(如图5)→关机重启(原点设置OK)
单轴原点设定(空间狭小,各轴不能完全回到原点位置,可先使可以回原点的几个轴回原点设置,进行全轴设置,剩余不在原点位置的轴可单独轴原点设置):
將需要设置原点的轴摇到零点,选择“简易零点标定(单轴)”(如图7),把“0改为1”(如图8)点击“执行”(如图8)则自动设置原点
注:设置原点时,每个轴需要旋转位置至少250mm,否则有可能原点设定不了,每个原点位置都有刻痕或标识牌
机械臂原点位置如下图:。
FANUC 机器人 ROBOT原点对位简易方法

FANUC ROBOT原点对位简易方法FANUC ROBOT 原点对位简易方法1、引言本文档旨在介绍 FANUC 的原点对位简易方法。
通过按照本文档,用户能够快速准确地进行的原点对位调整,确保运行的准确性和稳定性。
2、准备工作在进行 FANUC 的原点对位调整之前,请准备以下工具和设备:- FANUC 控制器- 原点对位专用工具- 操作手册- 坐标系设定程序3、原点对位调整步骤3.1 确定对位参考点- 根据实际需要,确定一个参考点作为原点的位置。
通常会选择一个稳定、易于测量的位置作为参考点。
- 在对位参考点上使用专用工具进行标记,以便后续调整时能够准确测量。
3.2 设置坐标系- 在控制器上运行坐标系设定程序。
- 按照程序提示,在对位参考点附近的位置上设置的坐标系。
3.3 进行原点对位调整- 在控制器上运行原点对位调整程序。
- 按照程序提示,使用专用工具将的示教点与对位参考点对准。
- 通过调整关节角度或位置实现对位调整,直至示教点与对位参考点完全对准。
3.4 验证调整结果- 运行测试程序,检查运动的准确性和稳定性。
- 如有需要,可进行微调以达到更高的精度要求。
4、附件本文档附带的附件包括:- 操作手册- 原点对位调整程序- 坐标系设定程序5、法律名词及注释- FANUC :由 FANUC 公司制造的工业,用于各种自动化工作任务。
- 原点对位:调整示教点与对位参考点完全对准的过程。
- 坐标系设定程序:用于设置坐标系的程序,确定工作空间的坐标系统。
Fanuc机器人控制器及编程PPT课件

- --Program Name[ ] .
PRG MAIN SUB
TEST
最新课件
37
程序的详细设置
按F键对应的detail功能, 出现下方程序详细设置界面。 主要用在对有外部轴的系统进行设置。
Program Detail
JOINT 10%
5/10
Create Date:
10-MAR-1994
Modification Date:
R-J3iB 示教器结构
最新课件
1
TEACH
RESET 键
(复位键):
按此键清除报警信息。
最新课件
2
TEACH
SHIFT键:
与其他键配合使用执 行特定功能。
最新课件
3
TEACH 最新课件
Jog 键:
使用这些键来点动 机器人。
J3
J2 J1
J6 J5
J4 4
TEACH
最新课件
COORD键:
用该键来切换机器 人运动的坐标系
F1 key F2 key F3 key F4 key F5 key
最新课件
9
TEACH
NEXT 键:
按下该键显示更多的 对应于F1-F2-F3-F4-F5 按键的功能键。
最新课件
10
TEACH
光标键:
使用这些键在屏幕上 按一定的方向移动光 标。
最新课件
11
TEACH
数字键:
这些键用来输入数值:
- --Program Name[ ] .
PRG MAIN SUB
TEST
21
TEACH
最新课件
MENUS键:
用该键显示菜单屏幕:
电子教案-工业机器人现场编程(FANUC)+黄忠慧+ppt-任务3 设置用户坐标系

步骤:
1. 依次按键操作: MENU(菜单) -SETUP(设定)--F1 TYPE(类型)-Frames(坐标系)进入坐标系设置界 面,见画面1;
2. 按 F3 OTHER (坐标)选择 USER Frame (用户坐标) 进入用户坐标系的设置 界面,见画面2;
画面1 画面2
3. 移动光标至想要设置的用户坐标系, 按F2 DETAIL(细节)进入设置画面3;
4. 按 F2 METHOD(方法),见画面3,移 动光标,选择所用的设置方法 Three point(3点记录),按 ENTER(回车) 确认,进入 具体设置画面;
Three point:三点法;
画面2 画面3
5. 记录Orient Origin Point(坐标原点) :
a) 光标移至Orient Origin Point(坐标原点),按 SHIFT+F5 RECORD (位置记录) 记录。
b) 光标移至 Y Direction Point (Y轴方向)行,按 SHIFT+F5 RECORD(位置记录)记录;
c) 记录完成,UNINIT(未示教)变为USED(设定完 成);
d) 移动光标到 原点);
Orient Origin Point(坐标
e) 按SHIFT+F4 MOVE_TO(位置移动)使示教点回到
2. 按F5 SETING(设定号码),屏幕中出现: Enter frame number:(输入坐标系号:) (见画面2);
3. 用数字键输入所需 激活用户坐标系号, 按ENTER (回车)键确认;
屏幕中将显示被激活的用户坐标系号, 即当前有效用户坐标系号(见画面3)。
画面1 画面2 画面3
方法二: 步骤: 1. 按SHIFT+COORD键,弹出黄色对
最新发那科、法兰克机器人单轴原点设置

发那科、法兰克机器人单轴原点设置
目录
一、在系统设置中打开隐藏的原点设置功能 二、在系统中找到零点标定/校准功能 三、将所需设定原点的轴手动移至原点处设定 四、更新零点标定结果 五、更换减速机后的故障消除
一、在系统设置中打开隐藏的原点设置 功能
1.按下示教器MENU键,选中系统选项,找到变量选项,按下ENTER键进入。
进 入 夏 天 ,少 不了一 个热字 当头, 电扇空 调陆续 登场, 每逢此 时,总 会想起 那 一 把 蒲 扇 。蒲扇 ,是记 忆中的 农村, 夏季经 常用的 一件物 品。 记 忆 中 的故 乡 , 每 逢 进 入夏天 ,集市 上最常 见的便 是蒲扇 、凉席 ,不论 男女老 少,个 个手持 一 把 , 忽 闪 忽闪个 不停, 嘴里叨 叨着“ 怎么这 么热” ,于是 三五成 群,聚 在大树 下 , 或 站 着 ,或随 即坐在 石头上 ,手持 那把扇 子,边 唠嗑边 乘凉。 孩子们 却在周 围 跑 跑 跳 跳 ,热得 满头大 汗,不 时听到 “强子 ,别跑 了,快 来我给 你扇扇 ”。孩 子 们 才 不 听 这一套 ,跑个 没完, 直到累 气喘吁 吁,这 才一跑 一踮地 围过了 ,这时 母 亲总是 ,好似 生气的 样子, 边扇边 训,“ 你看热 的,跑 什么? ”此时 这把蒲 扇, 是 那 么 凉 快 ,那么 的温馨 幸福, 有母亲 的味道 ! 蒲 扇 是 中 国传 统工艺 品,在 我 国 已 有 三 千年多 年的历 史。取 材于棕 榈树, 制作简 单,方 便携带 ,且蒲 扇的表 面 光 滑 , 因 而,古 人常会 在上面 作画。 古有棕 扇、葵 扇、蒲 扇、蕉 扇诸名 ,实即 今 日 的 蒲 扇 ,江浙 称之为 芭蕉扇 。六七 十年代 ,人们 最常用 的就是 这种, 似圆非 圆 , 轻 巧 又 便宜的 蒲扇。 蒲 扇 流 传 至今, 我的记 忆中, 它跨越 了半个 世纪, 也 走 过 了 我 们的半 个人生 的轨迹 ,携带 着特有 的念想 ,一年 年,一 天天, 流向长
FANUC主轴定位教程 ppt课件
③ 当检测到一转信号后,主轴以no.4F3A20N~U4C32主3所轴设定定位的教定程向加减速参数再次进行减速
8
北京发那科机电有限公 司
④ 当主轴减速到定向速度下限值后(系统内部计算),进入位置环控制。由no.4060~4063位置环增 益来进行控制。同时根据先前一转信号所建立的基准和定位的位置参数no.4031、偏移参数no.4077进 行定位。 ⑤ 当定向位置小于参数no.4075范围后,主轴定向结束信号发出。
机械定位:不使用主轴单元参与控制定向,而是使主轴电机旋转在一个特定的 速度下,使用外部定位销使主轴停止在一个特定的位置上。
二 :连接图例
1 MZi的连接
FANUC主轴定位教程
3
2 BZi和CZi的连接
北京发那科机电有限公 司
3 a 位置编码器的连接
FANUC主轴定位教程
4
4 as位置编码器的连接
2。关于速度环的参数
NO.4018 bit5 高速定向时速度补偿指令有无,通常设1为有补偿 NO.4038 定向时速度上限值(min-1) NO.4023 定向时速度环的比例增益
4024 (通过CTH1A信号来选择) NO.4050 定向时速度环的积分增益
4051 (通过CTH1A信号来选择) NO.4056 主轴和电机间的齿轮比(通过CTH1A,CTH2A来选择)
FANUC主轴定位教程
1
北京发那科机电有限公 司
感应头:感应速度信号和一转信号,注意与齿环的感应距离。 一转信号环:一圈之内有一条齿牙,产生一转信号。 A,B相齿牙环:产生A,B相脉冲,一圈有128、256、384、512齿/转等。
FANUC主轴定位教程
2
北京发那科机电有限公 司
FANUC绝对原点机床原点设定190919

FANUC绝对原点机床原点设定190919
图4
4.关电重启。
5.将模式开关选到“手轮”模式,用手轮摇动要设定绝对机械原点的轴,X或
Y或Z轴移动到正确的原点位置;或者在“JOG模式”,按对应轴的移动按钮,
将对应轴移动到正确的原点位置。
(若有原点标识,请摇到标识指示的正确
的原点位置为如图5所示箭头对齐的位置;没有标识,XY轴可以采用分中的
办法,或者看护罩的印迹进行设定;Z轴可以用卷尺量测机械手持刀爪下沿
平面到工作台面的距离A,主轴上装一把刀柄,将Z轴向上摇动,摇到刀柄
的V型槽下沿面到工作台面的距离也为A位置为准,再往上摇动到1241设
定的值取反位置,如1241设-10,则往上再摇10MM;1241设10,则往下摇-10MM,
设定为Z轴的机械原点)
轴(移动部分)
两箭头对齐
轴(不动部分)
图5
6.重新回到图4所示画面,将对应轴1815参数对应的APZ位依次再改为1。
7.找到图2所示画面,将“参数写入=1”改为“参数写入=0”。
8.关电重启。
9.重新对刀,确认机械位置正确后,重新找正工件原点及刀具长度补正后方可
加工。
10.对于Z轴,需要确认换刀点高度是否吻合,1241为Z轴第二原点设定参数。
(1320为轴向正行程设定,1321为轴向负行程设定)
作者:***20190919。
FANUC数控系统参数设定ppt课件

1425各轴回参考点FL速度
1430各轴最大切削进给速度。
04.08.2021
1
精选课件ppt
18
18
• 6.1601-1799有关轴加减速的参数。
如:1601#2=1切削进给时程序段的速度连接
重叠
1620快速移动时间常数
1622切削移动时间常数
1624JOG移动时间常数
如:1221为G54工件坐标原点偏移量。
1222为G55工件坐标原点偏移量。
1223为G56工件坐标原点偏移量。
1224为G57工件坐标原点偏移量。
1225为G58工件坐标原点偏移量。
1226为G59工件坐标原点偏移量。
• 4.1300-1400有关工作区限制参数。
如:1320 各轴存储式行程检测1的正方向边
• 设定相关的电机速率(3741,3742,3743等)参
数,在MDI画面输入M03 S100,检查主轴运行是
否正常。(不用串行主轴时,将参数3701#1(ISI)
设为1,屏蔽串行主轴。3701#4(SS2)设定为0
是不使用第二串行主轴,否则出现750报警)
• 注:若在PMC中MRDY信号没有置1,则参数
7)按下MASSAGE功能键,CNC屏幕上
一般会出现如下报警信息。
精选课件ppt
6
SW100:参数可写入
参数写保护打开(设定(SETTING)画
面的第一项PWE=1),同时按
RESET+CAN键可消除报警。
OTO506/OTO507:硬超程报警
梯形图中没有处理硬件超程信号,设定
3004#5(OTH)可消除。
• 15.6100-6499有关格式、跳转、刀补、
发那科机器人零点标定说明

发那科机器人零点标定说明
在发那科工业机器人得到充分和正确标定零点时,它的使用效果才会最好。
因为只有这样,机器人才能达到它最高的点精度和轨迹精度,完全能够以编程设定的动作运动,所以这篇文章介绍一下发那科工业机器人如何进行零点标定。
如果因电池长时间电量低出现的零位丢失,更换电池后首先需要做以下步骤↓
一、按下示教器中的MENU键,选择下一页,然后选择系统,发现没有零点标定的选项,这时其他的一切无从谈起,我们必须把这个选项调出来。
于是我们进入系统下面的变量。
按下“Shift”键+下方向键快速下翻找到“MASET_ENB”这一项。
FANUC系统原点设定

一、如何区分绝对位置编码器和相对位置编码器(增量 是 increase 的缩写,A 是 absolute 的缩写。
2 所有的βi 电机的编码器都是绝对的.
3 绝对位置编码器可以代替增量位置编码器。
1815#1 OPTx 为 1,使用全闭环。 为 0,使用半闭环。
三、电池电压及电池更换
以上三种电池,电压都是直流 6V,更换前测量电压,注意正负极! 必须在开机的情况下更换电池! 四、原点设定失败原因 1 把电机旋转半圈左右,重新设定。 2 编码器线无 6V 电线,或者线破损。 3 编码器坏。
二、1815 号参数意义
1815
#7 #6 #5 #4 #3 #2 #1 #0
APCx APZx
OPTx
1815#5 APCx 为 1,使用绝对位置编码器。 为 0,使用相对位置编码器。
1815#4 APZx 为 1,绝对位置编码器原点设定成功。 为 0,绝对位置编码器原点未设定。(会产生 300 号报警)
FANUC原定标定

FANUC电机原点标定方法
一、在操作屏上点选需要调整电机的系统号(注:1~3#系统);
二、在操作屏上的FANUC界面中将运行模式设置在【MIDI】;
三、在FANUC控制器【设置】中参数写保护开关由0→1
四、由于在FANUC控制器中设定有各电机脉冲软限位,需按行走方向确定正、负向
的新限位值,否则下一步无法手动运转电机到原点位置。
参数01320为各轴正限位值,参数01321为各轴负限位值;
五、在操作屏上的FANUC界面中将运行模式设置在【HANDLE】;
六、使用摇柄(脉冲发生器)手动将电机行走到机械参考原点;
七、在操作屏上的FANUC界面中将运行模式设置在【MIDI】;
八、将FANUC控制器参数01815中对应轴的【APZ】由1→0;
九、系统提示切断伺服电源;
十、将操作箱的NC开关转换到OFF状态,数秒钟后NC开关转换到ON状态;
十一、系统重新启动完成后,切换到【HANDLE】模式,再用摇柄(脉冲发生器)操作该轴,使显示位置数据为0;
十二、在【MIDI】模式下将FANUC控制器参数01815中对应轴的APZ由0→1;
十三、系统再次提示切断伺服电源,重复上面第十步骤完成操作;
十四、将参数01320和01321为各轴限位值改回以前值;
十五、在FANUC控制器【设置】中将参数写保护开关由1→0
精加工车间
2013年4月12日。
干货FANUC发那科机器人零点标...

干货FANUC发那科机器人零点标...
FANUC的机械原点校准是通过零点标定来进行,具体操作步骤如下。
首先,需要设定变量$MASTER_ENB 的值为 1,具体步骤为。
1.MENU-下一页-变量。
2. ITEM-输入313-变量$MASTER_ENB 的值设为 1。
(注:不一定是313,可以通过shift+上/下键进行快速翻页查找)。
接下来,通过MENU-下一页-系统-零点标定/校准,进入校准页面。
(注:可以提前把机器各轴移动至原点位置)
然后单击“全轴零点位置标定”-是,进行零点更新。
如图所示。
***后一步,单击“更新零点标定结果”-是,完成更新操作。
(注:无论哪种标定方法,***后都要进行这一步操作,否则前面的标定结果无效)。
发那科机器人视觉零点标定操作

发那科机器人视觉零点标定操作机器人的零点标定是需要将机器人的机械信息和位置信息同步,来定义机器人的物理位置,从而使机器人能够准确地按照原定位置移动。
通常在机器人出厂前已经进行了零点标定。
但是,机器人还是很有可能丢失零点数据,需要重新经行零点标定。
在如下情况,机器人必须进行零点标定:1:机器人执行一个初始化启动;2:SRAM的备份电池的电压下降导致mastering数据丢失;3:SPC(轴编码器)备份电池电压下降导致脉冲计数丢失;4:在关机的情况下卸下电池盒子;5:编码器电源线断开;6:更换编码器。
在零点丢失的情况下,如果对机器人轨迹精度要求不高的应用前提下,可以以点动的方式,示教机器人各轴到0度位置(每一个运动轴的连接处有两个标签,只要刻线重合就是此轴的0度)如下图示1图1 机器人机械零点刻度但是对于激光切割,弧焊等对机器人轨迹要求非常高的应用时,当机器人零点丢失后,就必须对机器人进行高精度零点标定功能。
首先点动示教机器人至各轴0度位置,然后在通过视觉的零点标定功能来进一步提供机器人零点精度。
视觉零点标定(Vision Mastering)功能,将相机安装在机器人的工具尖端(无需精度),在多个机器人姿势下,自动测量已被固定的同一测量目标,调整J2~J5轴的零点标定参数和J2~J6轴的弹性系数。
要执行视觉零点标定功能,需要有以下硬件:支持视觉用的机器人控制柜,附带镜头的相机(可参考如下图示2),连接到控制柜的相机电缆,测量目标(可参考如下图示3)(视觉用点阵板),同样需要有以下软件:iRVision 2D Pkg(R685),iRCalibration VMaster (J992)。
图2相机和镜头图3视觉用点阵板本文介绍的不考虑重力补偿有效时的视觉零点标定的步骤。
VisionMastering的方框流程图如下:详细具体的安装要求如下:相机安装位置和点阵板之间的位置要求如图4所示,相机的光轴尽量保持与点阵板平面垂直,相机的位置和目标(点阵板)的位置要在400mm以上,相机与J6轴法兰的中心距离在100mm以上,为了确保在做Vision Mastering的过程中机器人的手腕和相机之间不产生干涉,尽量使得机器人处在如图示的参考位置,如图5所示。
机器人现场编程简易示教设置与原点设置课件

域。
机器人应用案例
02
通过具体案例展示机器人在各领域的应用场景和优势,如焊接
、搬运、康复等。
机器人发展趋势和挑战
03
分析机器人技术的发展趋势和面临的挑战,展望未来机器人的
发展方向和应用前景。
CHAPTER 05
总结与展望
总结
机器人现场编程简易示教与原点设置 技术日趋成熟,为机器人编程提供了 更加便捷、高效的方式。
示教编程的基本操作
通过示教器手动操作机器人, 让机器人运动到指定的位置, 并且记录下机器人的位姿。
将记录下的位姿数据输入到机 器人控制系统中,让机器人自 动运行程序。
通过示教器来对机器人的运动 轨迹进行编程,让机器人按照 预设的轨迹进行运动。
示教编程的高级技巧
通过示教器来对机器人的速度和 加速度进行设置,以保证机器人
机器人现场编程的步骤
第一步
了解机器人应用场景和作业要求,进 行危险区域的安全隐患排查。
02
第二步
根据作业要求,进行机器人运动轨迹 、姿态、速度等参数的初步设定。
01
第五步
完成机器人现场编程后,进行安全防 护措施的设置和作业现场的清理工作 。
05
03
第三步
通过示教器或手动操作机器人控制器 ,对机器人进行逐点示教,确保运动 轨迹和姿态符合要求。
展望未来发展趋势
随着机器学习、人工智能等技 术的不断发展,未来机器人现 场编程简易示教与原点设置技 术将更加智能化、自适应能力
更强。
新的算法、模型不断涌现,为 机器人编程提供了更多的可能 性,使得机器人的运动规划更
加灵活、多变。
未来,机器人现场编程简易示 教与原点设置技术将在更多领 域得到广泛应用,如医疗护理 、农业、教育等。
机器人现场编程简易示教设置与原点设置课件
在此添加您的文本16字
选择复杂轨迹模式,设定多个起点和终点坐标。
在此添加您的文本16字
使用示教器上的画图工具,绘制出复杂的轨迹。
在此添加您的文本16字
点击开始按钮,机器人将按照设定的轨迹进行运动。
Part
05
总结与展望
机器人编程的未来发展
01
02
03
技术创新
随着人工智能、机器学习 等技术的不断发展,机器 人编程将更加智能化、自 动化,减少人工干预。
机器人编程环境
机器人编程环境定义
机器人编程环境是指用于编写、调试和运行机器人程序的软件平 台。
常用机器人编程环境
常用的机器人编程环境包括ROS(Robot Operating System)、 YARP等。
编程环境功能
机器人编程环境应具备代码编辑、调试、仿真、远程控制等功能, 以方便开发人员进行高效的机器人程序开发。
示教流程步骤
步骤一
打开机器人控制柜,进入示教模 式。
步骤二
1
使用示教器手动操作机器人,使其运动到需要的位置。
步骤三
2
在示教器上记录机器人的位置和姿态信息。
步骤四
3
重复步骤2和3,直到完成所有需要的轨迹。
步骤五
4
退出示教模式,机器人将按照记录的轨迹自动执行。
示教注意事项
注意事项一
在示教过程中,要确保机器人安 全,避免发生碰撞和意外。
机器人编程分类
机器人编程可以分为离线 编程和现场编程两种方式 。
机器人编程语言
机器人编程语言类型
机器人编程语言可以分为基于文本的 编程语言和基于图形的编程语言两种 类型。
常用机器人编程语言