端子压接标准图文
端子压接标准图文

股线与端子铆接区平齐,可接受; 股线有松散,但无超出铆接端子宽度,可接受
常见缺陷
端子变形---NG 端子刺破绝缘皮---NG 导线松散,没有完全被铆 压住---NG 线股超出端子高度---NG 端子余料变形---NG
绝缘皮开口大于45°---NG
绝缘皮被压进铆接端子---NG 没有压住绝缘皮---NG 铆压区内有股线被压住---NG 线股伸出端子之外---NG 线股伸进端子结合区---NG
压接要求
1.压接片顶部必须压紧线皮 2.线皮底部须最少180°贴紧线皮 3.压接片允许开口最多45 °
此处须看到喇叭口
弹片及端子无损和变形
末端可见线芯
端子压接尺寸及外观要求 (IPQC检查及员工自检) 1.线材的准备(参见线材备线标准) 2.检查剥皮长度、线材长度、芯线剥皮损 伤情况; 3.检验余料长度 4.导体压着区检验 A,压接高度,宽度及压接形状,背面批批 不超过0.1mm B,拉拔力要求(参见《端子压接高度与拉 拔力测量方法指引》 C,导体压接部位必须完全闭合并包含所 有线芯 D,后喇叭口必须可见 E,导体末端必须平齐、伸出压接区 4.绝缘皮压接 A,压接尺寸和压接形状,无特殊要求情 况下压接高度取决于线材的大小, 以能压紧线皮不刺穿为标准 B,摇摆测试,手握离线头6、7cmt处, 上下弯折线90°,无松脱则说明已 压紧,瑞检查线皮无刺破则可接受 C,除压接外线皮无损伤 5. 弹片及端子的配合区区损伤、变形
压接区压接片互相顶住 、紧闭;两压片及疯子 背面形成明显的压接沟
压接区压接片互相顶住 、紧闭;两压片及端子 背面形成明显的压接沟
压接区压接片互相顶住、 紧闭;两压片端子背面 形成明显的压接沟
1处须有喇叭口,2处 无喇叭口,可接受
接线端子与压接方式_图文
端子原料知识
主要供方介绍
MOLEX(莫莱克斯)
• 公司概况:
成立于1938年,本部于美国。
纤维
MOLEX是全球第二大电子产品光 学 内部联结件系列产品、转换器 开关
工具的制造商。
产品:
胶套、端子类及操作机械如电话线用 胶套及电源动力用胶套等。
端子原料知识
主要供方介绍
AMP(安普) • 公司概况:
端子的机械强度是端子重要的特性之一
不论哪一种端子压接,都必须达到它本身
原本的设计要求。
压接后端子的强度,至少要达到线材本身
*拉伸强度的80%! (但这也不是一概而
31
定的,只是一般性的标准〕
电性能的要求是连接最重要的要求! 也是连接最明显的要求!
☺ ☺☺ ☺☺
一个好的连接,压接电阻低而稳定,电能传输顺畅, 损失较少。要注意:压接只是将线材延伸。
压接不良次品现象
端子变形
端子后仰导致入胶套尖端翘起
对扣压接
此处杯口
• 空扣:对扣未接触胶皮,对扣 不可有,影 与杯位之间要求露胶皮尺寸 响入胶套 MIN =0.5mm(有绝缘高度要求 的除外);
• 一边对扣平行靠在另一边对扣 上的现象不能出现在SONY, MINEBEA , H.P 客户的产品 中;
SEH.SXH SVH......
MOLEX:一般以4-5个数字开头,如 5263PBT 35068-9702.5298T...... AMP:通常名称为17***。如170324 -1 173682 170324-1。
端子原料知识 JST
• 名称代码: 0 0 1 T - P 0.6 M
A B CDE
接线端子与压接方式_图文.ppt
端子压接标准图例
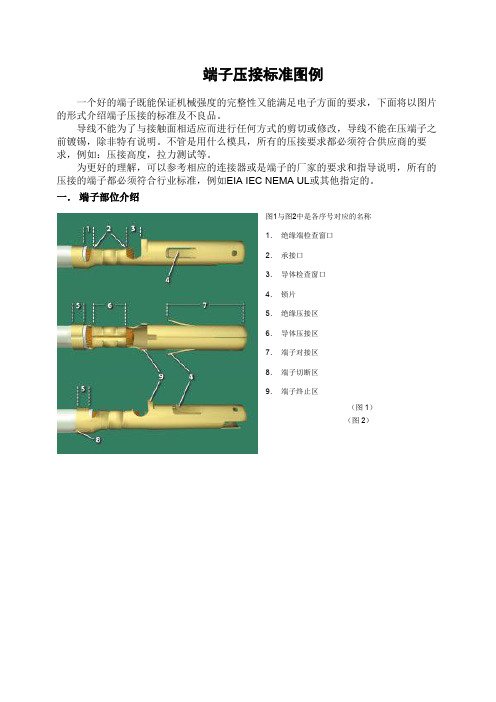
端子压接标准图例一个好的端子既能保证机械强度的完整性又能满足电子方面的要求,下面将以图片的形式介绍端子压接的标准及不良品。
导线不能为了与接触面相适应而进行任何方式的剪切或修改,导线不能在压端子之前镀锡,除非特有说明。
不管是用什么模具,所有的压接要求都必须符合供应商的要求,例如:压接高度,拉力测试等。
为更好的理解,可以参考相应的连接器或是端子的厂家的要求和指导说明,所有的压接的端子都必须符合行业标准,例如EIA IEC NEMA UL或其他指定的。
一.端子部位介绍图1与图2中是各序号对应的名称1.绝缘端检查窗口2.承接口3.导体检查窗口4.锁片5.绝缘压接区6.导体压接区7.端子对接区8.端子切断区9.端子终止区(图1)(图2)二.端子压接标准1.绝缘皮包裹要求:导线绝缘皮末端要超过绝缘压接区,在绝缘压接区与导体压接区中间位置。
绝缘皮要求很平整的形成完全被包裹而且是不能切断或是破环绝缘皮,不能破环绝缘外套。
假如有不同的导线,所有导线的绝缘皮都必须超过绝缘压接区(如两根及以上的连压)。
图3所示是绝缘皮的标准包裹及所在位置,即绝缘端检查窗口的中心位置(图3)图4中所示的4种情况是不符合标准要求但可以接受(1)只要绝缘压接压接区没有被切断,破坏,深入到电线绝缘表面,绝缘表面的微小的变形可以接受(2)绝缘压接扣对电线绝缘外套提供了180度的外围包裹,而且压接区的两头在电线绝缘外头的顶部连接(3)绝缘压接扣没有在顶部连接,但是环绕了电线,在顶部留下少于45度的开口(图4)图5中所示的两种情况是不符合标准要求但可以接受,1是导线绝缘皮太靠近导体压接区边缘,2是导线绝缘皮在绝缘压接区的检视窗边缘,没有进入绝缘端检查口区域(两种情况都需要用放大镜可以看到绝缘层和导线)。
(图5)以下列出了几种常见的不合格示例:图6所示属不合格,绝缘压接区碰到了导线里面的线芯。
(图6)图7所示属不合格,绝缘压接区要求有不少于180度包裹绝缘皮时才符合要求。
接线端子与压接方式PPT课件
电性能的要求是连接最重要的要求! 也是连接最明显的要求!
☺ ☺☺ ☺☺
一个好的连接,压接电阻低而稳定,电能传输顺畅, 损失较少。要注意:压接只是将线材延伸。
32
杯口 端子的压接结构
杯位
料带切断口 对扣
精选ppt
条痕
33
开放式端子良好的压接
一定要可见到一个杯 口的形状(尺寸近似于 端子原料2倍厚度)
公司目前定义的小 端子规格为P<=1.25
精选ppt 信号
公端
刺 破 型
18
电源
精选ppt
19
端子的种类
端子按杯位的形状分有两种最基本的结构 封闭的压接杯位
有绝缘外被封闭的压接杯位
开放的压接杯位
无绝缘外被封闭的压接杯位
注意:这里介绍的都是精零选p散pt 的端子,它们需要一 20 粒一粒地手动压接。
安普的公司遍及38个国家,目前已
建成一个全球通讯网络。本部在美
国。在上海、香港、台湾及日本新
加坡等亚太地区均设有公司。
• 产品: 端子、胶套如电路板与电路板连接
用胶套,电 线与电路板之间连接用
胶套。
精选ppt
6
端子原料知识
• 其它供方还有: JAE 日本航空电子 STM 信盛 JWT 加扬 HRS
L=散装 A=339-A B=339-B 镀层类别
555=镀镍 550=镀镍 镀金 p913=镀锡
端子头结构
如: 2478-1c-(55精5选)pApt
16
端子原料知识 AMP
• AMP同类别的端子不同的材质也有不同的表示 方法.
• 如以170324为例:
170324-1材质为黄铜 表层镀 锡
端子压接知识PPT幻灯片

案例分析
NO.8端子卡口(倒钩)变形
原因:原材料不良,压接不良,或在产品移动过程中相互钩拉等。 后果:造成装配不紧密,不到位,产品到客户那里容易脱落。
17
案例分析
NO.9端子上翘
原因:模具调试,上下模配合不好,或者刀片粘端子。(弯曲度一般在上下 15°之内可以) 后果:造成装配配合不良,端子容易从housing内脱落。
8
压接不良图示
浅打
深打
未剥皮压着
跑芯
芯线剥皮过长
端子变形(低头)
端子变形(仰头)
嵌合部变形
无芯线压着
绝缘压接部(被覆)变形
9
案例分析
NO.1外皮压接过度
原因:压接手势不正确或挡板调试不当导致芯线压接部位压进线皮,造成线皮压 接过度(深打)不良。 后果:直接影响导体的压接,造成电流流通不顺或直接断路。
2.芯线压接部位由于铜丝少,间接影响端子的拉力,造成拉力不足。
12
案例分析
NO.4绝缘压着部(被覆)变形
原因:模具调试时,端子不到位或者压接刀片损坏造成的。 后果:外观不良,直接影响拉力。
13
案例分析
NO.5嵌合部变形
原因:端子压接位置与模具切刀的位置没有调试好,或者端子送料爪不稳定。 后果:造成端子与的对插件很难配合影响插拔力。
14
案例分析
NO.6铜屑残留过长
原因:端子压接位置与模具切断刀的位置没有调试好,或者端子送料爪/导料板不 稳定。 后果:后端偏长,就会造成前端切平,后果和NO.5一样,另外后端长容易和其他 金属接触,造成线路短路。
15
案例分析
NO.7后端无喇叭口
原因:芯线压接刀片调节不到位。 后果:刀片容易伤到芯线,会出现压痕/断线等现象,影响端子的拉拔力和使 用寿命。
端子压接标准及检验规范

翘曲
△ 可接受
端子压接工序检验规范
扭曲
4.6 端子外模绝缘层压接检验方式: 4.6.1 绝缘层压接后进行三个循环的弯折试验后,在连接B区应可见电线导体和电线绝缘层,检查绝缘
层覆是否有损伤或滑出,若有表面损伤或滑出,则压接高度须重新调整,如附图:
4.7 端子拉力测试及检验方式,如附图: 4.7.1 测试长度以150mm左右为标准 4.7.2 脱去外被20mm左右 4.7.3 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力,其拉力 值应不小于表1的规定。 4.7.4 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量 4.7.5 拉力测试后应检验端子拉出后的状况,若导体芯线全部断在端子内模内为端子压接高度过低, 则必须重新将端子内模高度调高;若导体芯线无一股芯线留在内模中,则必须重新将端子内模 高度调低,(除铆压双并线端子外) 4.7.6 双并线合压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即 可,不要求符合4.7.5条。
端子压接工序检验规范
表 1 拉力值
导体公称截面积,mm² 0.35 0.5 0.75
拉力1),N 50 70 80
导体公称截面积,mm² 4.0 6.0 10.0
拉力,N 270 450 500
0.85
100
25.0
1900
1.0
110
35.0
2200
1.5
150
≥50.0~120.0
2700
2.5
4.7.9接点压接寄表面绝缘层容易发生的不合格品及判断标准
端子压接工序检验规范
○ 良好
△ 可接受
接点压接后带胶热宿管平整紧缩在接点部 位上,无位移、脱开现象
正确的压接和测量方法(详细图解)

正确的压接和测量方法(详细图解)1、线芯压接和绝缘皮压接的高度调整
2、压接放线位置
(1)开筒式直送料端子
(2)开筒式横送料端子
(3)闭筒式单粒端子
(4)双线 / 多线合压时
(5)压接放线位置不正确的图示
3、压接过程中线芯汇合图示
4、压接高度的测量和拉力测试
拉力测试注意事项:
1.夹头不得夹住线芯包筒部位;
2.多线合压时应取多组样品分别测各线的压接拉力。
5、压接外观质量的基本判定
(1)开筒式端子A图
(2)开筒式端子B图
(3)闭筒式端子
(4)带防水堵头
6、压接外观质量的基本尺寸判定方法
7、压接外观质量的不良图例
(来源:线束智造)。
端子压接培训 PPT

外观标准和检测标准
❖ 打端子外观不良
• 绝缘包桶铆在线材导体上 • 为不良。
• 在绝缘检查窗可见线材 • 导体和绝缘(未在1/ 打端子外观不良
• 线材绝缘皮与绝缘包桶平齐为允收;线材绝缘皮伸入绝缘 • 包桶为拒收。
✓
外观标准和检测标准
❖ 打端子外观不良
外观标准和检测标准
❖ 打端子外观不良
• 打端子对线材的要求:
标准状况:铜丝呈绞合状态无
切痕,切断,散开,
✓
绝缘外被切口平齐
无压痕,变形等。
接受标准:导体铜丝有开叉,但
开叉的铜丝不超过芯
线的外径,翘起的高
✓
度小于一个芯线外径
外观标准和检测标准
❖ 打端子外观不良
• 对线材的要求
导体銅丝根数 <7 7-15 16-25 26-40 41-60 61-121 >121
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
端子类型和结构
2、 <闭口形> 端子
绝缘皮包筒
导体包筒
绝缘皮压接
剥皮长度
线芯压接
端子类型和结构
2、 <闭口形> 端子
A、<无绝缘包筒闭口形>端子
端子类型和结构
2、 <闭口形> 端子
B、PIDG圆筒端子
端子类型和结构
2、 <闭口形> 端子
❖ 打端子外观不良
• 铆压后端子各部位的标准状况: • 对于绝缘端子 要求线材被绝缘包桶固定于端子中部, 且绝缘包桶呈对称规则形状。
外观标准和检测标准
❖ 打端子外观不良
• 铆压后端子各部位的标准状况:
对于无绝缘包桶的端子,应在导体包桶与导线绝缘之间 保留50%导线OD大小的距离(下图C约为1/2OD)
新能源线束端子压接接收标准

《中间检查标准书》 无同时压接两个端子
《中间检查标准书》 端子外观无破损
《端子压接检查标准》 绝缘层要有压着
3/4
防水栓置后
电线束端子压接接收准则
防水栓超前
防水栓破损
多穿防水栓
防水栓穿反
漏压防水栓
链带切断过长
链带切断部位翘起
端子压接背部 毛刺尖锐手触摸感觉刮手
实施日期: 管理号
电线束端子压接接收准则
实施日期: 管理号
承认 审 核
作成
右图为端子压接合格标准图: 一、芯线压着部位: 芯线在端子中位置适中且包容良好,WS部位经前端芯线露出 良
①(0.5~1.5)㎜,WS部位后端芯线露出④(0.5~1.5)㎜;WS部位前端钟口
尺寸⑤(0.2±0.2)㎜,WS部位后端钟口尺寸②(0.4±0.2)㎜;
《中间检查标准书》 端子无变形
2/4
端子横向变形
电线束端子压接接收准则
端子扭转变形
端子背部变形
端子功能部位变形 绝缘皮破损 压双件 绝缘层脚劈开 绝缘层欠压着
实施日期: 管理号
《中间检查标准书》 端子无变形
《中间检查标准书》 端子无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子压接背部毛刺不能尖锐
或过宽手触摸时不能刮手
4/4
端子侧面刮伤
实施日期: 管理号
《中间检查标准书》 芯线无断裂
《中间检查标准书》 芯线压着钟口正常
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子外观无损伤
端子侧面开裂 端子纵向变形(后仰) 端子纵向变形(内弯)
端子压接培训ppt课件pptx
复合材料
提高端子机械强度、耐磨 性,延长使用寿命。
环保材料
符合环保要求,降低对环 境的污染。
智能化技术在端子压接中应用前景
自动化压接设备
提高生产效率,降低人工成本。
在线监测技术
实时监测压接质量,及时发现并解决问题。
数据分析与优化
通过对压接数据进行分析,优化压接参数,提高产品质量。
行业法规标准对端子压接要求及挑战
作用
在电气系统中,端子起到连接、固 定、绝缘和保护作用,确保电气信 号的可靠传输。
压接原理与工艺
压接原理
通过外力作用使端子与导线之间实现 金属间的紧密接触,形成低阻抗的电 气连接。
压接工艺
包括剥线、理线、预压、压接等步骤, 确保端子与导线之间的良好接触和稳定 性。
常见端子类型及特点
插拔式端子
易于插拔,适用于频繁 连接和断开的场合。
注意安全
在操作过程中,要注意安全, 避免受伤或损坏设备。
压接不牢固
可能是压接力度不足或工具磨 损导致,应增加压接力度或更 换工具。
绝缘层破损
可能是操作不当或工具不合适 导致,应调整操作方式或更换 合适的工具。
CHAPTER 04
端子压接质量检测与评估
外观检测标准
压接高度
压接宽度
检查压接后端子高度是否符合规定标准,过 高或过低都可能影响电气性能。
注重设备维护和保养
定期对端子压接设备进行维护和保养,确保 设备的正常运行和延长入先进的端子压接技术和设备,提高 生产效率和产品质量,降低生产成本。
CHAPTER 06
端子压接技术发展趋势及挑战
新材料应用对端子压接影响
高性能合金材料
提高端子导电性、耐腐蚀 性,降低接触电阻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
股线与端子铆接区平齐,可接受; 股线有松散,但无超出铆接端子宽度,可接受
常见缺陷
端子变形---NG 端子刺破绝缘皮---NG 导线松散,没有完全被铆 压住---NG 线股超出端子高度---NG 端子余料变形---NG
绝缘皮开口大于45°---NG
绝缘皮被压进铆接端子---NG 没有压住绝缘皮---NG 铆压区内有股线被压住---NG 线股伸出端子之外---NG 线股伸进端子结合区---NG
压接要求
1.压接片顶部必须压紧线皮 2.线皮底部须最少180°贴紧线皮口
弹片及端子无损和变形
末端可见线芯
端子压接尺寸及外观要求 (IPQC检查及员工自检) 1.线材的准备(参见线材备线标准) 2.检查剥皮长度、线材长度、芯线剥皮损 伤情况; 3.检验余料长度 4.导体压着区检验 A,压接高度,宽度及压接形状,背面批批 不超过0.1mm B,拉拔力要求(参见《端子压接高度与拉 拔力测量方法指引》 C,导体压接部位必须完全闭合并包含所 有线芯 D,后喇叭口必须可见 E,导体末端必须平齐、伸出压接区 4.绝缘皮压接 A,压接尺寸和压接形状,无特殊要求情 况下压接高度取决于线材的大小, 以能压紧线皮不刺穿为标准 B,摇摆测试,手握离线头6、7cmt处, 上下弯折线90°,无松脱则说明已 压紧,瑞检查线皮无刺破则可接受 C,除压接外线皮无损伤 5. 弹片及端子的配合区区损伤、变形
端
子
压
接
此处须看到绝缘皮和导体
标
准
通用要求
名词 1.绝缘皮检查窗口 2.喇叭口(前/后) 3.刷尾检查窗口 4.锁紧片 5.绝缘铆压区 6.导体压接区 7.端子结合区 8.料带残耳 9.压接柱停止耳朵 此处须看到余料 此处允许出现喇叭口
后喇叭口的高度应 为端子材料厚度的2 倍,有喇叭口,小 于2倍,可接受 此处须看到导体
压接区压接片互相顶住 、紧闭;两压片及疯子 背面形成明显的压接沟
压接区压接片互相顶住 、紧闭;两压片及端子 背面形成明显的压接沟
压接区压接片互相顶住、 紧闭;两压片端子背面 形成明显的压接沟
1处须有喇叭口,2处 无喇叭口,可接受
绝缘皮超长,但未进入导体压接区,可接受; 绝缘皮下陷但观察口可见绝缘皮,可接受
线股终端在导体铆
端子损伤---NG
端子未紧贴绝缘皮---NG 绝缘皮没有被铆接 端子完全铆压---NG
线皮压接区变形---NG;
压区不可见---NG
余料过长---NG