(完整版)SOP作业指导书模板
SOP作业指导书样板
篇一:sop标准作业程序与作业指导书标准作业程序与作业指导书我常常在咨询或者辅导企业的时候有人问到:"如何才能够增强执行力",这个问题并不难;其实一个人先有了想法,才会有看法、说法和做法,您必须让执行作业的人,知道自己的岗位职责需要做哪一些事情?那就是想法;做好的标准那就是看法;执行业务的人能够很清楚地说出来以上要做的事流程、步骤、注意事项等等以及标准那就是说法,进一步现场去执行做好,那就是做法,从想法、看法、说法到做法,一个主管部门到底如何培育与培训员工?需要那一些资料?培训?工具呢?如何做好绩效考核?怎样才能够完善呢?我在之前写的博客有提到任何一个部门体系建立都需要建立在五个方面:1、制度标准化(system standardization)、 2、专业手册化(specialized handbook)、3、培训标准化(training standardization)4、考核量化(inspection quantification)5、完善工具化 (perfect tool)。
建立体系需要的两个基本的概念与技术,那就是标准作业程序sop与作业指导书,这两个工具与技术很简单,但是很多人不想去彻底做好它,所以导致执行力弱或者低下,当然做好之后的培训更是重要,让我们先看看看怎么做,下一篇文章再告诉大家怎样来培训与怎么做好执行力的培训?标准作业程序 sop(standard operation procedure什么是sop(标准作业程序)所谓sop,是 standard operation procedure三个单词中首字母的大写,要求以统一的格式描述出来,用来指导和规范日常的工作。
sop的精髓,就是将细节进行量化,用更通俗的话来说,sop的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少徒形式通过长时间学习与实践来实现的。
随着工业革命的兴起剧增高,各工序的管理日益困难。
sop标准作业指导书 模板
sop标准作业指导书模板标准作业指导书(SOP)模板。
1. 背景和目的。
标准作业指导书(SOP)是一种详细描述标准操作程序的文档,旨在确保工作流程的一致性和质量。
本SOP模板适用于各种行业和部门,旨在帮助组织制定和实施标准作业程序,提高工作效率和质量。
2. 适用范围。
本SOP模板适用于所有需要制定标准作业程序的部门和岗位,包括但不限于生产制造、医疗保健、食品加工、物流运输等行业。
3. SOP编写流程。
3.1 确定编写目的,明确编写SOP的目的和范围,明确需要覆盖的工作流程和操作步骤。
3.2 收集资料和信息,收集相关部门和岗位的工作流程、操作规范、技术要求等资料和信息。
3.3 制定草案,根据收集到的资料和信息,编写SOP的草案,包括详细的操作步骤、安全注意事项等内容。
3.4 审核和修改,邀请相关部门和岗位的负责人对SOP草案进行审核和修改,确保内容准确、完整。
3.5 最终确定,经过多次修改和完善后,确定最终的SOP文档,并进行审批和发布。
4. SOP编写要点。
4.1 清晰明了,SOP文档应该以简洁清晰的语言描述工作流程和操作步骤,避免使用模糊不清的词语和术语。
4.2 全面细致,SOP应该覆盖所有相关的工作流程和操作步骤,包括可能出现的异常情况和应对措施。
4.3 可操作性,SOP应该具有实际操作性,能够指导员工正确地进行工作,提高工作效率和质量。
4.4 可追溯性,SOP应该能够追溯到具体的操作人员和操作时间,便于对工作质量进行评估和改进。
5. SOP审批和执行。
5.1 审批流程,SOP文档应该由相关部门负责人进行审批,确保内容准确、合规。
5.2 培训和执行,在SOP文档发布后,组织相关员工进行培训,确保他们能够正确理解和执行SOP中的工作流程和操作步骤。
5.3 监督和检查,定期对SOP的执行情况进行监督和检查,及时发现和纠正问题。
6. SOP修订和更新。
6.1 修订流程,当工作流程或操作规范发生变化时,应及时对SOP文档进行修订,确保其与实际操作保持一致。
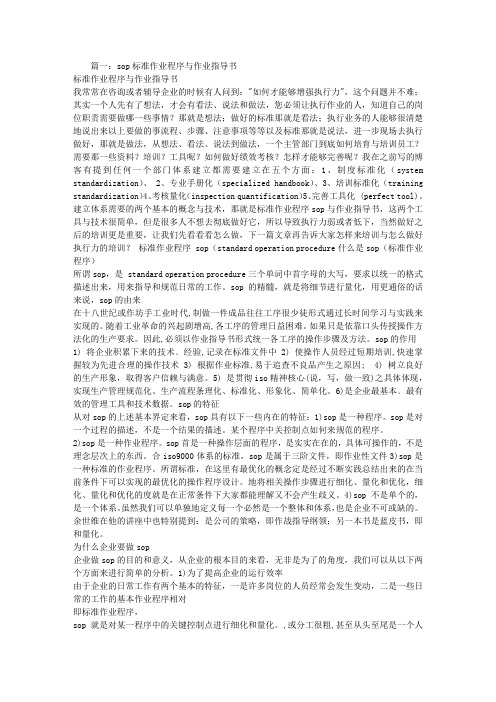
SOP作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
核准审核
承办单位:
设备及治工具
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
自
检
检查有无暗灯、闪灯、死灯、色差等检查有无焊反、假焊、脱焊
不良品截出
检查仪器是否完好
技术要求
本工序作业
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固 负极(如图二)
检查上工序检查工位表面清洁
检查物料有无一致操作说明材料编号材料规格
3.完成后放入专用防静电PVC盒内。
适用产品名称及编号大功率MR16/GU10/JDRE27(通用)
工序名称
工序排号测试
编制日期页数第2页 共14页
注意事项
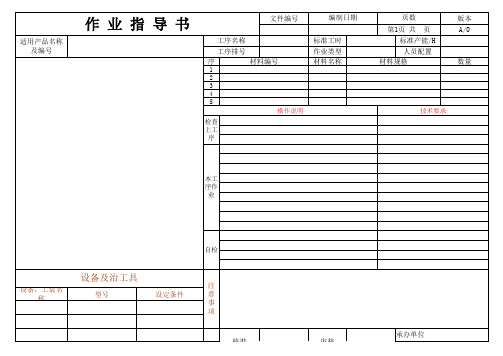
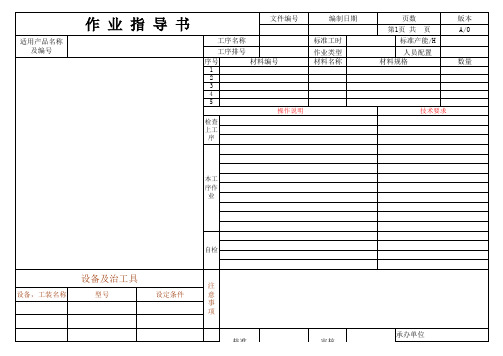
作 业 指 导 书
承办人:核准审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
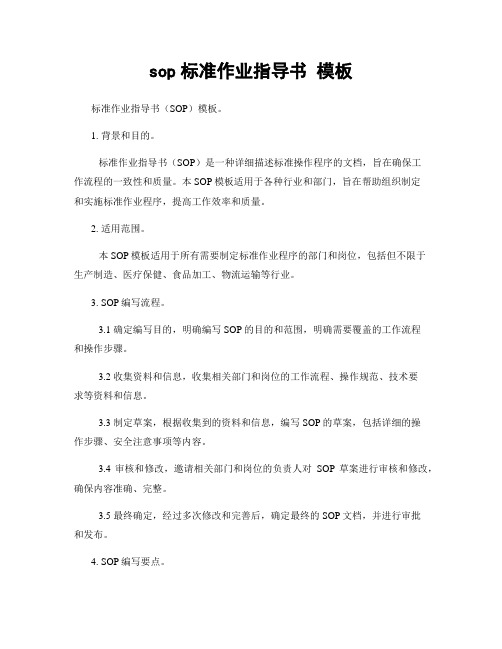
sop作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
SOP标准作业指导书格式

5.4 SOP的可操作性(2)
▪ 例:某一个喷涂操作的SOP
▪不正确表述:将进气压力、喷枪的喷射压力 、气动泵压力调至正确值
▪正确表述:将进气压力、喷枪的喷射压力、 气动泵压力调至正确值:
1)进气压力调至75~85PSI 2)喷枪的喷射压力调到20 ~ 40PSI 3)气动泵压力调至27 ~ 30PSI
WHEN
WHERE
HOW
WHAT
5.3 SOP不但要正确更要精确
例:某一个喷涂操作SOP的准备工作
▪正确的:保持喷枪离所需喷表面垂直距离适中 ▪精确的:保持喷枪离所需喷表面垂直距离为 30—40cm
5.4 SOP的可操作性(1)
▪运用具体的量化的衡量标准
▪避免 ▪正常的 ▪适当的 ▪安全的 ▪正确的
▪ 将正式发布的SOP列入SOP清单
返回
4、SOP包含的内容
• SOP六要素 1)物料名称及数量 2)工装夹具 3)设备名称及参数 4)作业步骤 5)人员配置 6)安全因素
4、 SOP六要素(1)
• 一、物料 • 在生产前须确认好本工位所需的物料和
准备的物料是否一致、数量是否正确,物 料是否经过IQC检验。当全部确认无误后方 能上线生产。 • 生产过程中绝不接受不良品,绝不生产 不良品,绝不传递不良品。
5.1SOP的编写要条理化、规范化、形象化(6)
▪形象化要求
▪ 在编写SOP过程中,对于一些操作要加入 图片进行说明,让作业员更加清晰理解。 ▪ 案例
5.2 SOP的编写要具有逻辑性(1)
▪编写六要素(5W1H) ▪WHAT:需要执行的任务 ▪HOW: 执行此任务所需要的详细步骤 ▪WHEN:
▪步骤的先后顺序 ▪说明某一具体步骤需要的具体时间 ▪要进行下一步所需满足的特定条件
最新sop作业指导书模板.doc

【个人简历范文】模板作业指导书工程名称********** 施工单位*********项目负责人***** 技术负责人*******交底人接受人交底时间一、施工准备1、施工机具圆盘锯、刨木机、手提电锯、斧子、扳手、打眼电钻、吊线坠、靠尺板、方尺、墨斗、撬棍,千斤顶、小型空压机等。
2、材料准备本工程模板均采用14厚木胶板;墙背楞及楼板垫枋采用50×80木方;钢管采用ф48×5普通钢管;对拉螺杆采用ф14高强对拉止水螺杆;模板拼接缝采用企口式接茬,并粘贴双面胶;柱墙边模紧固采用钩头螺丝;后浇带、施工缝采用密目钢丝网。
3、劳动力准备3#、4#、9#、10#木工应保证40人以上,6#应不少于20人。
木工应为熟练工人,并经过上岗前培训,年龄不得大于60岁。
4、技术准备熟悉图纸及变更,设计问题在施工前5天提出,项目技术部门及时解决。
二、作业条件1、投测的楼层控制线经闭合复核无误后,根据控制线已弹好楼层柱墙边线、模板控制线及门窗洞口位臵线,弹好楼层标高控制线。
2、砼接茬水平施工缝处的浮浆已凿毛,砼松动石子已剔除,施工缝用水冲洗干净。
3、安装模板表面清理干净,模板已涂刷好隔离剂。
4、墙钢筋已绑扎完毕,卡好钢筋保护层塑料卡或挂好砂浆垫块,水电管线及预埋件已安装完毕,已通过经项目部和监理检查验收。
三、满堂架安装模板支撑采用扣式脚手架支撑1、搭设尺寸要求立杆纵距和横距分别为1000mm,距墙体200-400mm,纵向水平杆的步距和横向水平杆的间距为1200mm,扫地杆距楼面200mm。
2、杆件搭设要求(1)立杆搭设1)每根立杆底部应设臵小槽钢或垫板。
脚手架立杆底部必须设臵纵、横向扫地杆。
纵向扫地杆距底座上皮200mm处的立杆上。
2)脚手架除立杆和横杆外,一般还设斜杆,以增强脚手架的稳定。
斜杆同立杆的连接与横杆与立杆的连接相同。
对于不同尺寸的框架,应配备相应长度斜杆。
斜杆可装成节点斜杆或装成非节点斜杆。
(完整版)SOP作业指导书样板

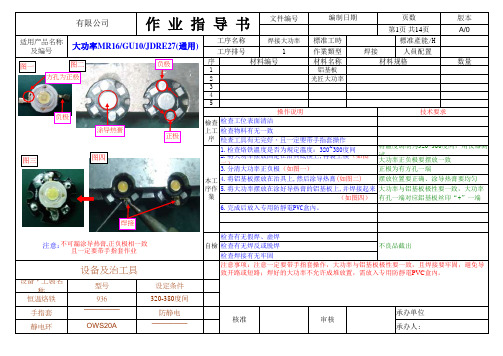
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
《SOP标准作业指导书(模版)》
此处放公司LOGO
版本/修号:
标 准 作 业 指 导 书 模版
文件编号:
编制
工序等级 工程
审核 SPH 标准值
作业前点检项目
点 检 标 准
批准
产品类别
工序名称
工序编号
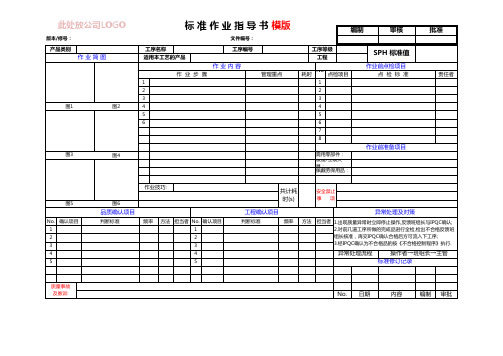
作业简图
适用本工艺的产品
作业内容
作 业 步 骤
1 2 3 图1 图2 4 5 6
管理重点
耗时 No 点检项目 . 1
2 3 4 5 6 7 8
责任者
作业前准备项目
图3 图4 需用零部件: 设备/工装夹 具: 佩戴劳保用品:
作业技巧:
图5 No. 确认项目 1 2 3 4 5 图6
共计耗 时(s) 工程确认项目
安全禁止 事 项
品质确认项目
判断标准 频率 方法 担当者 No. 确认项目 1 2 3 4 5
异常处理及对策
频率 方法 担当者 1.出现质量异常时立即停止操作,反馈班组长与IPQC确认; 2.对前几道工序所做的完成品进行全检,检出不合格反馈班 组长核准,再交IPQC确认合格后方可流入下工序; 3.经IPQC确认为不合格品的按《不合格控制程序》执行.
判断标准
异常处理流程
操作者→班组长→主管 标准修订记录
质量事故 及教训:
No.
(完整版)SOP作业指导书样板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
标准化作业指导书(SOP)模板.docx
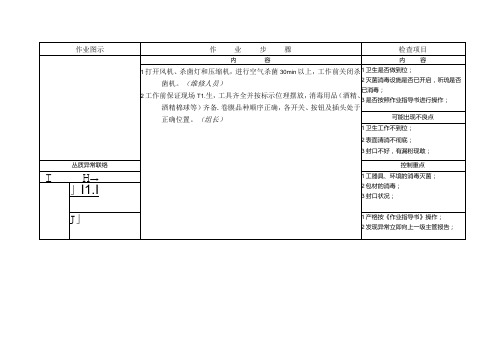
作业步骤
检查项目
内容
内容
1打开风机、杀菌灯和压缩机,进行空气杀菌30min以上,工作前关闭杀菌机。(维修人员)
2工作前保证现场T1.生,工具齐全并按标示位理摆放,消毒用品(酒精、酒精棉球等)齐备.卷膜品种顺序正确,各开关、按钮及插头处于正确位置。(组长)
1卫生是否做到位;
2灭菌消毒设施是否已开启,听琉是否已消毒;
品旗异常联络
控制市点
职责
作业图示
作业步
检查项目
内容
内容
可能出现不良点
品痂异常联络
控制重点
职责
3是否按照作业指导书进行操作;
可能出现不良点
1卫生工作不到位;
2表面清消不彻底;
3封口不好,有漏粉现敢;
丛质异常联络
控制重点
IH→
1工器具、环境的消毒灭菌;
2包材的消毒;
3封口状况;
职责
」I1.I
J」
1产格按《作业指导书》操作;
2发现异常立即向上一级主管报告;
作业图示
作
业
步
骤
检查项目
内
容
内容
可能出现不良点
SOP作业指导书
SOP作业指导书XXXXXXXX UniversitySOP Writing GuidelinesIntroduction:Statement of Purpose (SOP) is an essential document required by XXXXXXXX University for applicants seeking admission to graduate programs. The SOP is a crucial opportunity for applicants to showcase their academic background, research interests, career goals, and reasons for choosing XXXXXXXX University. This guide aims to provide a step-by-step approach to crafting an effective SOP that meets the university's requirements and maximizes your chances of admission.Section 1: Introduction- Start with a concise and attention-grabbing introduction.- Clearly state your intended program of study and the reasons for choosing that field.- Briefly mention your educational background and any relevant experiences or achievements.Section 2: Academic Background- Discuss your undergraduate degree, major, and any other academic credentials.- Explain your motivation for pursuing further studies in your chosen field.- Highlight any relevant coursework, research projects, or academic accomplishments.- Emphasize the skills and knowledge you have acquired that will contribute to your success in the graduate program.Section 3: Research Experience- Detail any research experience, including projects, internships, or thesis work.- Describe your contribution to the research and the skills you gained.- Highlight any conference presentations, publications, or awards related to your research.- Explain how your research interests align with the ongoing research at XXXXXXXX University.Section 4: Career Goals- Discuss your long-term career goals and how the graduate program at XXXXXXXX University will help you achieve them.- Explain how the program's curriculum, faculty, or research opportunities align with your professional aspirations.- Relate your career goals to any previous experiences or research interests mentioned earlier.Section 5: Fit with XXXXXXXX University- Demonstrate your knowledge of XXXXXXXX University, its faculty, research programs, and any specific resources or facilities that interest you.- Explain why XXXXXXXX University is an ideal fit for your academic and career goals.- Mention any specific professors or research projects that align with your interests.Section 6: Conclusion- Summarize your key points and reiterate your enthusiasm for the program and university.- Emphasize your commitment to contributing positively to the academic community and your determination to excel in the program.- Conclude with a strong statement of confidence in your ability to succeed in the program and make a meaningful impact in your field.Note: It is crucial to tailor your SOP to the specific requirements and values of XXXXXXXX University. Avoid using generic statements or using the same SOP for multiple institutions.Conclusion:By following this SOP writing guide, you will be able to craft a high-quality and compelling Statement of Purpose for your application to XXXXXXXX University. Remember to proofread your SOP thoroughly to eliminate any errors or inconsistencies before submission. Good luck with your application!Word Count: XXXX words (excluding title)。
SOP标准作业指导书格式

SOP(标准作业指导书)目录•1、SOP的定义•2、SOP的作用•3、SOP编写流程•4、SOP包含的内容•5、SOP 的编写要点•6、总结1、SOP的定义•1、定义•所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序。
•(1)是以文件的形式描述作业员在生产作业过程中的操作步骤和应遵守的事项•(2)是作业员的作业指导书•(3)是检验员用于指导工作的依据2、SOP的作用•1、作用•1)将企业积累下来的技术﹑经验记录在标准文件中,以免因技术人员的流动而使技术流失;•2)使操作人员经过短期培训,快速掌握较为先进合理的操作技术;•3)根据作业标准,易于追查不良品产生的原因;•4)树立良好的生产形象,取得客户信赖与满意;•5)实现生产管理规范化、生产流程条理化、标准化、形象化、简单化;•6)是企业最基本﹑最有效的管理工具和技术资料。
•举例•麦当劳作业手册大家都熟悉的麦当劳,它有许多分店,但是口味却是一样的美味?他们的工作标准有560页!我想这也许是他们的秘密吧。
•肯德基的炸鸡KFC的新奥尔良烤翅肯定好吃吧?他们规定炸好之后要放在滤油网上,不能多于七秒,因为这样太干燥了,不能少于三秒,否则就会太油了。
3、SOP编写流程•SOP编写、执行及更新流程SOP编写计划书SOP编写组织小组讨论SOP修订SOP试运行发现问题?批准和执行纳入SOP清单适时更新noyes流程描述依据查核表定期查核3、SOP编写流程(1)•1、流程描述喷涂坩埚检查坩埚拉进喷涂室坩埚预热配料喷料检查坩埚将坩埚搬上推车将车推进喷涂室坩埚放进加热器收紧加热器边框调整加热器参数调节配料器参数调配溶液备料喷涂检查将治具放于坩埚打开坩埚包装箱返回3、SOP编写流程(2)▪2、SOP编写计划书▪明确SOP的编号、工序名称、编写人、初稿完成时间、小组讨论时间及最终的定稿时间返回3、SOP编写流程(3)•3、SOP编写•编写人员要求•操作好,有经验,有一定写作基础的一线员工•沟通,打消编写人员的顾虑•培训•给予支持:专门的时间、提供相关资料等•编写小组要有团队精神返回3、SOP编写流程(4)▪4、SOP的讨论修订•目的•统一认识,达成共识•SOP讨论会参与人员•操作员、设备员(维修人员)、工艺员、体系管理员、编写组负责人及1-2名与本岗位无关的人员•讨论会要作到互相挑战,各抒己见•必要时可进行现场确认返回3、SOP编写流程(5)•5、SOP的试运行•目的•通过实践来检验SOP的合理性和可操作性返回3、SOP编写流程(6)•6、SOP的定稿、批准和执行–建立与SOP相应的查核表(工段长、工艺工程师两级查核)–定期查核CPCPR(Critical Process Control PointReview ):关键工序控制点回顾,关键工序是对产品质量起重要、关键作用的工序,通过建立关键工序控制点并实施严格的质量控制,以提高产品质量的过程控制能力。
最新sop作业指导书模板.doc

最新sop作业指导书模板.doc【个人简历范文】模板作业指导书工程名称********** 施工单位*********项目负责人***** 技术负责人*******交底人接受人交底时间一、施工准备1、施工机具圆盘锯、刨木机、手提电锯、斧子、扳手、打眼电钻、吊线坠、靠尺板、方尺、墨斗、撬棍,千斤顶、小型空压机等。
2、材料准备本工程模板均采用14厚木胶板;墙背楞及楼板垫枋采用50×80木方;钢管采用ф48×5普通钢管;对拉螺杆采用ф14高强对拉止水螺杆;模板拼接缝采用企口式接茬,并粘贴双面胶;柱墙边模紧固采用钩头螺丝;后浇带、施工缝采用密目钢丝网。
3、劳动力准备3#、4#、9#、10#木工应保证40人以上,6#应不少于20人。
木工应为熟练工人,并经过上岗前培训,年龄不得大于60岁。
4、技术准备熟悉图纸及变更,设计问题在施工前5天提出,项目技术部门及时解决。
二、作业条件1、投测的楼层控制线经闭合复核无误后,根据控制线已弹好楼层柱墙边线、模板控制线及门窗洞口位臵线,弹好楼层标高控制线。
2、砼接茬水平施工缝处的浮浆已凿毛,砼松动石子已剔除,施工缝用水冲洗干净。
3、安装模板表面清理干净,模板已涂刷好隔离剂。
4、墙钢筋已绑扎完毕,卡好钢筋保护层塑料卡或挂好砂浆垫块,水电管线及预埋件已安装完毕,已通过经项目部和监理检查验收。
三、满堂架安装模板支撑采用扣式脚手架支撑1、搭设尺寸要求立杆纵距和横距分别为1000mm,距墙体200-400mm,纵向水平杆的步距和横向水平杆的间距为1200mm,扫地杆距楼面200mm。
2、杆件搭设要求(1)立杆搭设1)每根立杆底部应设臵小槽钢或垫板。
脚手架立杆底部必须设臵纵、横向扫地杆。
纵向扫地杆距底座上皮200mm处的立杆上。
2)脚手架除立杆和横杆外,一般还设斜杆,以增强脚手架的稳定。
斜杆同立杆的连接与横杆与立杆的连接相同。
对于不同尺寸的框架,应配备相应长度斜杆。
SOP作业指导书范本(图文)
深圳市XX实业有限公司版次/审核1-1/X伟
压力弹簧压力测试SOP指导文件发行日期2019年11月17日
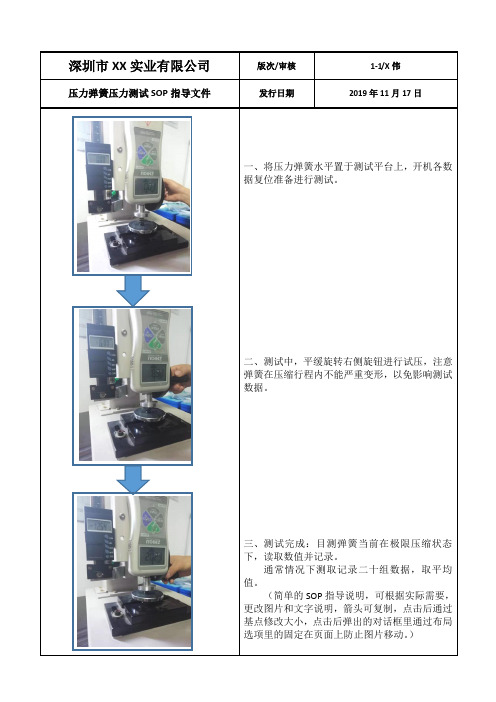
一、将压力弹簧水平置于测试平台上,开机各数
据复位准备进行测试。
二、测试中,平缓旋转右侧旋钮进行试压,注意
弹簧在压缩行程内不能严重变形,以免影响测试
数据。
三、测试完成:目测弹簧当前在极限压缩状态
下,读取数值并记录。
通常情况下测取记录二十组数据,取平均
值。
(简单的SOP指导说明,可根据实际需要,
更改图片和文字说明,箭头可复制,点击后通过
基点修改大小,点击后弹出的对话框里通过布局
选项里的固定在页面上防止图片移动。
)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试作 业 指 导 书编制日期页数第2页 共14页图一图二0.30不可超过3V 红线为正黑线为负负极正极文件编号版本A/0焊接电子红线標准工時標准產能/H 257pcs 3作業類型人員配置1人序材料名称数量1硅胶红线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊现象不良品截出检查焊接有无牢固不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(红)线焊接在铝基板指定位置上(如图二)方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格红色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称14"工序排号插件作 业 指 导 书编制日期页数第3页 共14页图二图一方孔为正电子红线为正文件编号版本A/0焊接电子黑线標准工時標准產能/H4作業類型人員配置1人序材料名称数量1硅胶黑线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊、半焊现象不良品截出检查焊接有无牢固检查镀锡有无过长不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(黑)线焊接在铝基板指定位置上(如图二)方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格黑色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号插件作 业 指 导 书编制日期页数第4页 共14页图一图二负极标志电子黑线为负文件编号版本A/0安装大功率標准工時標准產能/H5作業類型人員配置1人序材料名称数量1中壳1pcs2345设备,工装名称型号设定条件导热膏 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A  ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意大功率线头装放要正确,避免装不到位。
核准审核承办单位:自檢检查有无漏涂导热膏不良品截出检查大功率装放孔位有无错误检查工具有无完好本工序作業1.将电子线折弯;2.将大功率安装入中壳内,先在中壳内加少量导热膏,在将大功率在连接筒指定位置伸入(如图二)装放位置要对正,导热膏不可过少3.自检无误后,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格铝合金,D43*2.2mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号装配作 业 指 导 书编制日期页数第5页 共14页图一图三图涂导热膏范围穿线孔紧贴导热膏电子线折入电子线折弯锁大功率螺丝標准工時標准產能/H6作業類型人員配置1人序材料名称数量1螺丝2pcs2345设备,工装名称型号设定条件电批 ̄ ̄ ̄ ̄ ̄扭力0.5±0.02静电环OWS20A  ̄ ̄ ̄ ̄ ̄锁螺丝固定治设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。
核准审核承办单位:自檢检查螺丝有无松动、漏锁、打滑现象不良品截出检查外观有无刮花不良检查大功率有无松动或倾斜检查工具有无完好本工序作業1.调节电批力度,以刚好锁紧螺丝为准;用扭力测试仪进行测试2.用电批取两颗螺丝将大功率固定在连接筒内(如图一)螺丝要竖直对准螺丝孔3.电批要与螺丝不可倾斜,避免打滑或锁不到位;3.自检无误後,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格PM1.5*2.5mm圆头,碳钢,ROHS适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号装配图一图锁螺丝螺丝不可倾斜不可触碰大功率打卡点標准工時標准產能/H 7作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件打卡点治具 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A ̄ ̄ ̄ ̄ ̄不可偏位、放斜、紧密相连不良品截出设备及治工具注意事项:注意灯头一定要放置好,不可放偏、放斜、放不到位现象而导致不良品。
核准审核承办单位:自檢检查螺丝有无松动、漏锁、打滑现象检查外观有无刮花不良检查大功率有无松动或倾斜且不可倾斜(如图二)4.在E27灯头指定边上打卡点(如图三)卡点印点要凹、深5.加工完成后送回下一工序.本工序作業 1.检查塑胶件外壳有无刮花现象;外壳不可刮花2.灯头摆放位置不可倾斜,灯头与塑胶件要连接紧密,紧密相连检查无误后再打卡点.3.把E27灯头放入治具中加工,用手压住塑胶件,操作说明技术要求檢查上工序检查工位表面清洁检查工具治具是否齐全完好材料编号材料规格适用产品名称及编号加工灯头卡点(通用)工序名称工序排号装配图一图二图三卡点不可偏出灯头螺纹圈摆放位置不可倾斜打卡点位加工后塑胶件与灯头要连接紧密且不可倾斜老化標准工時標准產能/H 8作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件物料盤 ̄ ̄ ̄ ̄ ̄有標示老化板 ̄ ̄ ̄ ̄ ̄通用设备及治工具注意事项:注意需专业老化人员进行操作,老化电压要与产品相同,避免电压过高烧坏产品。
核准审核承办单位:自檢检查有无死灯、暗灯、闪灯、烧灯现象不良品截出3.自检无误後,送往下一工序。
本工序作業 1.将组装好的产品装在老化板上老化(如图一)老化板电压要与产品一致2.老化24小時并记录老化过程;时间不可超过24小时,不良品截出3.GU10电压为110V/220V,MR16电压为12V,JDRE27电压为电压要与产品规格所定110V/220V (如图一示)操作说明技术要求檢查上工序检查工位、产品表面清洁检查产品型号有无一致材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试图一MR16电压12VJDRE27电压110/220VGU10电压110V/220V组装透镜標准工時標准產能/H 257pcs 9作業類型人員配置1人序材料名称数量1透镜1pcs 2硅胶垫片1pcs 3上盖1pcs45设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄无尘布 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意组装透镜要认真,一定要带手指套作业,否则会刮花透镜等不良;检查有无漏装、装不到位现象。
核准审核承办单位:自檢检查有无装错或漏装不良品截出检查有无装到位检查透镜有无刮花不良带手指套操作5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.将硅胶垫片放入中壳指定位置(如图一)紧贴中壳内圈面2.将透镜装入中壳指定位置(如图二)透镜不可倾斜且硅胶垫片不可漏出表面3.将上盖装在中壳指定位置(如图三)上盖与中壳间不可有缝隙,且水平中壳表面4.作业前一定要注意保护透镜表面,不可刮花;操作说明技术要求檢查上工序检查工位、产品表面清洁检查物料有无错误材料编号材料规格D35.8*H15.9mm,亚克力硅胶30度,D35.5*T1.0,ROHS 铝合金,D50*21mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称14"工序排号包装图一图图组装透镜硅胶片上盖套入上盖不可有缝隙不可倾斜紧贴中壳内圈锁上盖螺丝標准工時標准產能/H10作業類型人員配置1人序材料名称数量1螺丝3pcs2345设备,工装名称型号设定条件电批小力士扭力0.5±0.02静电环OWS20A ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。