车辆闸瓦间隙自动调整器检修工艺样本
铁路货车闸瓦间隙自动调整器的故障及其影响_刘海龙
摘 要: 对 209T 型、206G 型客车制动梁安全 吊断裂原因进行了分析, 并提出了改进方案。
关键词: 制动梁; 安全吊; 折断; 分析; 改进
中图分类号: U 270. 33
文献标识码: B
目前大部分 209T 型和 206G 型客车使用了图 1
收稿日期: 2010-01-29 基金项目: 华东交通大学科研基金项目( 01308162) 作者简介: 涂 嘉( 1956-) , 男, 副教授。
Abstract: Described in detail ar e t he desig ns o f t he outside shell and fr am e of t he f ront o f t he urban rail vehicle, t he escape doo r and g lass.
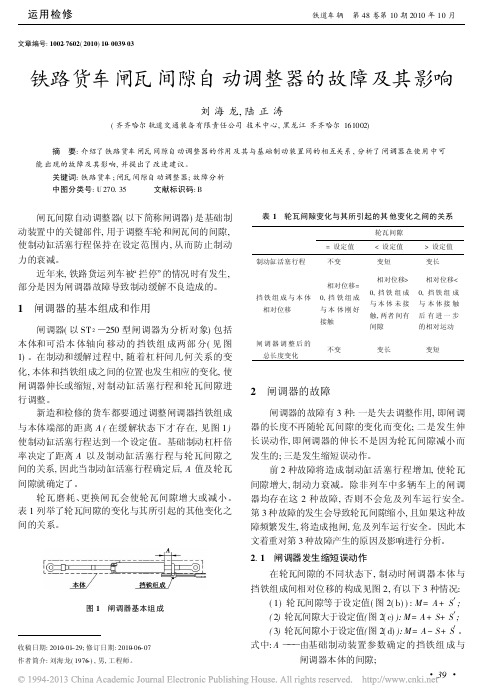
新造和检修的货车都要通过调整闸调器挡铁组成 与本体端部的距离 A ( 在缓解状态下才存在, 见图 1) 使制动缸活塞行程达到一个设定值。基础制动杠杆倍 率决定了距离 A 以及制动缸活塞行程与轮瓦间隙之 间的关系, 因此当制动缸活塞行程确定后, A 值及轮瓦 间隙就确定了。
轮瓦磨耗、更换闸瓦会使轮瓦间隙增大或减小。 表 1 列举了轮瓦间隙的变化与其所引起的其他变化之 间的关系。
前 2 种故障将造成制动缸活塞行程增加, 使轮瓦 间隙增大, 制动力衰减。除非列车中多辆车上的闸调 器均存在这 2 种故障, 否则不会危及列车运行安全。 第 3 种故障的发生会导致轮瓦间隙缩小, 且如果这种故 障频繁发生, 将造成抱闸, 危及列车运行安全。因此本 文着重对第 3 种故障产生的原因及影响进行分析。
2. 1 闸调器发生缩短误动作 在轮瓦间隙的不同状态下, 制动时闸调器本体与
闸瓦间隙自动调整器
摘
要
闸调器全称为闸瓦间隙 自 动调整器 , 用于调整列车制动闸瓦与轮对 间的距离,是车 辆基础制动装置的重要部分。随着铁路运输 部门的发展,对列车制动装 置的性能与稳定
性提出了 严峻的 考验, 时也对 同 制动装置寿命检测提出 了更高 要求。 于过去没有闸调 由
器的疲劳寿命指标 , 铁路列车提速后 , 这个 问题更加突 出。 为了测量 闸调器 的疲劳寿命, 需要做一个 闸调器疲劳试验机。 课 题的机械部分设计满足 了闸调器疲劳试验的要求: 疲劳试验机工作时间长,部分 部件 易损。设计时考虑 了机械部件 的可靠性 、极限工作状态、 换的简易性等 。测控 部 更
分 应用了D p 软件设计了 li eh 控制、 测试系统, 实现了 对闸调 器疲劳性能的自 动控制、 记
录测试值 、 测计算机与控制计算机的双机通讯几项功能。 监 监测部分利用串行通讯技术、 V W 数字视频技术和数字图像处理技术 , V 料 作为开发工具, F 以 C 开发 了一套先进的状
态监测装置, 现了对闸调器 实 疲劳试验机工作状态的 连续 动态监测。 该装置包括信息 采
由石家庄车辆厂南车铁龙公司研制的一种微机控制全 自动试验机 , 可对 铁路车辆制动系 统重要部件闸调器进行精确测试,经石家庄 车辆厂实际运行检验后 ,该闸调器试验机 日 前 已获得国家专利。 已有的 闸调器性能试 验机不 能保证闸调器在进行 疲劳试验 时始终 但 处于极限工作状态和长时间连续工作.由于过去没有闸调器的疲 劳寿命指标,铁路列车 提速 后, 这个问题更加 突出。 铁道部设备装备部要求北方机车集团公司做该方面的试验 , 测量闸调器的疲劳寿命 。并且因为经过测算做一次试验要连续工作三个月 , 因此需要做 一套带 自动监测装置的闸调 器疲劳试验机,并满足闸调器试验 中疲 劳试验周期长、自动 监测工作状态 、试验 中始终 处于极 限工作状态等特 点的要求。
浅谈YST-280压缩式闸调器检修工艺的研究
中车贵阳车辆有限公司贵州贵阳550014摘要:本论文主要对BAB-2型集成制动装置中YST-280压缩式闸调器的检修工艺进行研究,就YST-280压缩式闸调器检修工艺中的难点着重介绍,并提出解决方案。
关键词:BAB-2型集成制动装置YST-280压缩式闸调器检修工艺一、YST-280压缩式闸调器简介集成制动装置,即制动缸、闸调器及基础制动装置杠杆等集成在转向架上的装置,具有安装空间小、传动效率高的优点。
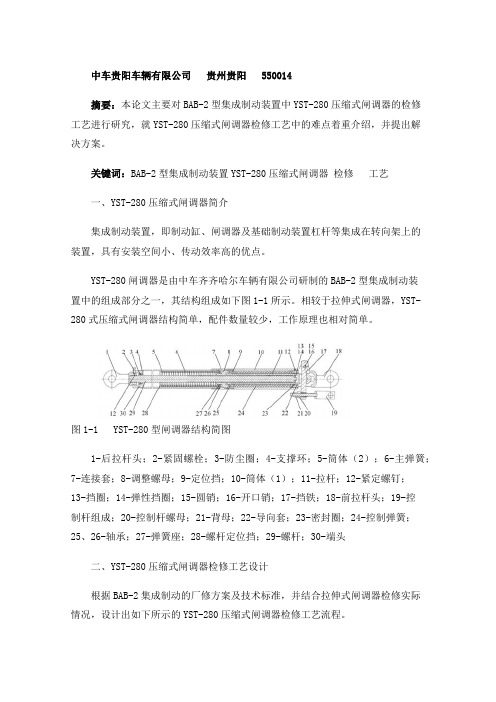
YST-280闸调器是由中车齐齐哈尔车辆有限公司研制的BAB-2型集成制动装置中的组成部分之一,其结构组成如下图1-1所示。
相较于拉伸式闸调器,YST-280式压缩式闸调器结构简单,配件数量较少,工作原理也相对简单。
图1-1 YST-280型闸调器结构简图1-后拉杆头;2-紧固螺栓;3-防尘圈;4-支撑环;5-筒体(2);6-主弹簧;7-连接套;8-调整螺母;9-定位挡;10-筒体(1);11-拉杆;12-紧定螺钉;13-挡圈;14-弹性挡圈;15-圆销;16-开口销;17-挡铁;18-前拉杆头;19-控制杆组成;20-控制杆螺母;21-背母;22-导向套;23-密封圈;24-控制弹簧;25、26-轴承;27-弹簧座;28-螺杆定位挡;29-螺杆;30-端头二、YST-280压缩式闸调器检修工艺设计根据BAB-2集成制动的厂修方案及技术标准,并结合拉伸式闸调器检修实际情况,设计出如下所示的YST-280压缩式闸调器检修工艺流程。
2.1闸调器外壁清洗使用外壁清洗设备清除闸调器表面的油漆皮、锈迹及油污等污渍。
2.2闸调器分解分解前应在筒体(1)、筒体(2)、连接套、后拉杆头螺纹连接处使用加热套加热,温度控制在240℃~350℃,待锁固胶失效后再进行分解。
2.2.1分解步骤1.分解筒体(1)和连接套。
2.通过工装压缩控制弹簧,取下控制杆组成、挡铁,释放控制弹簧,取出拉杆和控制弹簧。
3.分解筒体(1)和前拉杆头,取下前拉杆头上的密封圈和导向套。
ST型双向闸瓦间隙调整器典型故障的原因分析及预防措施_毛剑

文章编号:1002-7602(2005)11-0040-02ST型双向闸瓦间隙调整器典型故障的原因分析及预防措施毛剑,鲁立荣,马贤海(浙江师范大学交通学院,浙江金华321000)摘要:介绍了ST型双向闸瓦间隙调整器典型故障的原因分析及其预防措施。
关键词:闸瓦间隙调整器;故障分析;措施中图分类号:U270.351文献标识码:BST型双向闸瓦间隙调整器是我国自行设计生产的用于调整制动缸活塞行程的制动部件,它能根据闸瓦磨耗量的大小自动地调整制动缸活塞行程,具有双向自动调整功能;采用非自锁螺纹式机械结构,作用可靠,结构紧凑,而且对空气制动没有明显干扰。
ST型双向闸瓦间隙调整器在客货车上的广泛使用给车辆检修工作带来了很大的便利,减轻了车辆检修人员的检修工作量。
但是,在运用中也出现了一些故障,这些故障若不能正确处理并及时排除,将给列车安全运行带来不利影响。
1典型故障及原因分析1.1控制杆弯曲造成控制杆弯曲的根本原因在于闸瓦间隙调整器动作时闸瓦与车轮踏面间的间隙过大。
由于闸瓦间隙调整器在调整时是依靠螺杆的伸长或缩短来实现双向自动调整功能的,而螺杆的一次最大伸长量或缩短量是有限度的。
如果闸瓦间隙调整器螺杆一次缩短量超过最大允许值,就容易造成控制杆弯曲。
车辆检修时经常需要更换闸瓦。
为了保证足够的空间进行作业,需通过转动闸瓦间隙调整器外体以收稿日期:2005-04-01作者简介:毛剑(1970-),男,高级讲师。
增大闸瓦与车轮踏面间的间隙。
作业时如果转动的圈数较多,而作业完成后不反向转动闸瓦间隙调整器外体,就容易造成闸瓦间隙过大。
此外,车辆在运行过程中,若闸瓦一次性脱落过多,也相当于闸瓦间隙过大。
如果闸瓦间隙过大,闸瓦间隙调整器在制动缓解过程中要自动使闸瓦间隙恢复到正常范围,即控制杆头首先接触闸瓦间隙调整器后盖,随着制动力的进一步加大,当闸瓦间隙调整器主弹簧被全压缩后闸瓦还没有接触车轮踏面,则制动力将集中作用在控制杆上,导致控制杆弯曲变形。
汽车装配工艺 14.闸瓦更换工艺

闸瓦更换工艺1 范围本文规定了闸瓦更换的有关规定,适用于南京地铁二号线车辆。
2 规范性引用文件《南京地铁二号线列车使用维护手册》3 安全注意事项3.1 禁止供电,仅在最终测试时供电3.2 禁止供气,仅在最终测试时供气3.3 用轨道铁靴止住车轮,并悬挂禁动牌和防护灯4 需要的工具材料及准备工作序号名称规格型号数量备注1 双闸瓦2块2 46mm开口扳手1把3. 小号撬棍1把4. 主控钥匙1把5 作业人员的要求5.1 作业最少需要两人,具备电客车维修资质的工作人员5.2 作业时需要按规定穿带防护用品6 主要部件定义(见图1)6.1 六角头复位螺母—编号136.2 闸瓦钎—编号156.3 闸瓦销—编号141图17 检修工序及内容,以带停放制动单元为例(不带停放制动单元的,只需将BSR截断塞门打至垂直位)7.1拆卸:7.1.1将BSR截断塞门和PB截断塞门打到垂直位,使踏面制动单元气体排空。
如图2所示:图27.1.2 对于带停放制动的制动单元,操作停放制动紧急缓解拉杆,确保制动闸瓦完全回退。
7.1.3使用46mm开口扳手旋转六角头复位螺母,将制动闸瓦回拖(图3),以使车轮与闸瓦达到较大间隙(以方便安装新闸瓦)。
图37.1.4将闸瓦销从销孔中取出,如图4所示。
图47.1.5 松下闸瓦钎(见图5),将旧闸瓦取出。
图57.2安装:7.2.1将两个新闸瓦放置到位,确保它们紧贴闸瓦托,然后用闸瓦钎将其锁紧到位。
7.2.2将闸瓦销穿入销孔。
8 检验和记录8.1检查各部件安装情况。
8.2将BSR截断塞门和PB截断塞门打至水平位,使踏面制动单元充气。
8.3施加缓解几次制动(这个动作将自动调节制动闸瓦与车轮之间的间隙),检查闸瓦工作状态。
8.4制动缓解后测量制动闸瓦与车轮之间的间隙,间隙为5-9mm。
8.5 填写相应修程记录。
铁路货车拉伸式闸调器行程调整工艺研究
铁路货车拉伸式闸调器行程调整工艺研究摘要:本文针对铁路货车拉伸式闸调器行程调整原理进行了分析,研究了一套快捷、方便的行程调整工艺方法,解决了目前行程调整过程中基础制动销孔反复调整导致生产效率低的问题。
关键词:闸调器行程调整基础制动一、前言拉伸式闸调器铁路通用货车基础制动装置主要零部件之一,其型号分为ST1-600型、ST2-250型。
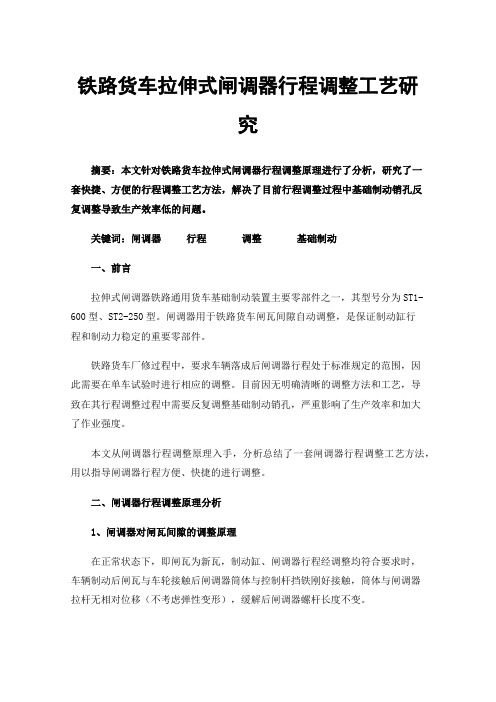
闸调器用于铁路货车闸瓦间隙自动调整,是保证制动缸行程和制动力稳定的重要零部件。
铁路货车厂修过程中,要求车辆落成后闸调器行程处于标准规定的范围,因此需要在单车试验时进行相应的调整。
目前因无明确清晰的调整方法和工艺,导致在其行程调整过程中需要反复调整基础制动销孔,严重影响了生产效率和加大了作业强度。
本文从闸调器行程调整原理入手,分析总结了一套闸调器行程调整工艺方法,用以指导闸调器行程方便、快捷的进行调整。
二、闸调器行程调整原理分析1、闸调器对闸瓦间隙的调整原理在正常状态下,即闸瓦为新瓦,制动缸、闸调器行程经调整均符合要求时,车辆制动后闸瓦与车轮接触后闸调器筒体与控制杆挡铁刚好接触,筒体与闸调器拉杆无相对位移(不考虑弹性变形),缓解后闸调器螺杆长度不变。
随着车辆运用,闸瓦不断磨耗,制动时转向架游动杠杆向车体横向中心不断偏移,上拉杆与杠杆连接点不断向车体中心偏移。
因制动杠杆与控制杠杆比例一致,故制动缸行程不受影响,但闸调器行程按比例缩短,实现闸瓦间隙自动调整。
当更换新闸瓦,制动时闸调器与挡铁不接触,筒体向前旋转,每两次制动缓解螺杆长度增加30mm,直至制动时筒体与挡铁刚好接触,闸瓦间隙恢复正常值。
2、影响闸调器行程的因素(1)装用ST2-250型闸调器的车辆影响闸调器行程的因素为转向架中拉杆孔位、固定杠杆支点孔位、上拉杆拉杆头孔位。
①中拉杆孔位变动1孔的影响以转K2、转K6转向架为例。
其中拉杆孔距为55,游动杠杆、固定杠杆比例为1:2,假设制动杠杆比例为a:b,如下图所示。
铁道部关于ST1-600型双向闸瓦间隙自动调整器检修办法-铁辆字[1989]118号
![铁道部关于ST1-600型双向闸瓦间隙自动调整器检修办法-铁辆字[1989]118号](https://img.taocdn.com/s3/m/2c06b609cd7931b765ce0508763231126edb77c6.png)
铁道部关于ST1-600型双向闸瓦间隙自动调整器检修办法正文:---------------------------------------------------------------------------------------------------------------------------------------------------- 铁道部ST1—600型双向闸瓦间隙自动调整器检修办法(1989年3月6日铁辆字(1989)118号)ST1—600型双向闸瓦间隙自动调整器(以下简称闸调器)是铁路货车制动装置中的重要部件之一,它能依据闸瓦磨耗的大小,自动地使制动缸勾贝行程保持在规定的范围之内。
因此,在车辆进行列车检修、段修和厂修时应按下述要求对闸调器进行检修,以保证闸调器的正常使用。
1.检修要求1.1 列检1.1.1 列检应对闸调器零部件丢失、破损、弯曲者进行处理。
1.1.2 对装有闸调器的车辆,其制动缸勾贝行程应为:重车150±10毫米;空车125±10毫米。
若制动缸勾贝行程超出规定范围,不允许用调整制动杆系销孔的办法进行调整。
当勾贝行程超过180毫米时,列车到达卸空后将车辆扣送附近站修所处理。
1.2 站修1.2.1 站修检修的装有闸调器的车辆,按规定作现车单车试验,合格者继续使用,不合格者更换。
1.2.2 对扣送的勾贝行程超长的车辆,站修所要用如下办法对闸调器进行简单的功能试验。
(1)用一厚10毫米的垫块,放在闸瓦与车轮踏面之间进行2—3次制动试验,闸调器螺杆露出护管部分的长度应较放入垫块前有所伸长;(2)撤去闸瓦与车轮踏面之间的垫块,进行2—3次制动试验,闸调器螺杆露出护管部分的长度(L值)应有所缩短,并基本恢复原来的长度。
如果闸调器能伸长、缩短,则闸调器作用良好,反之为不良。
对伸、缩作用良好者要查明勾贝行程超长的原因,检修处理;性能不良者更换。
1.3 段修1.3.1 段修时,在进行制动机单车试验的同时,对闸调器进行试验(见附件3),合格者继续使用;不合格者凡没有经过厂修的闸调器,不作分解检修,更换新品。
STY-125 型闸瓦间隙自动调整器的研制
STY-125 型闸瓦间隙自动调整器的研制
涂智文
【期刊名称】《科技与生活》
【年(卷),期】2012(000)010
【摘要】介绍了STY-125型闸瓦间隙自动调整器的主要结构、作用原理、技术参数、主要特点及试验结果。
【总页数】2页(P220-221)
【作者】涂智文
【作者单位】南车长江车辆有限公司产品研究所,湖南株洲412003
【正文语种】中文
【中图分类】U2
【相关文献】
1.DT-675型闸瓦间隙自动调整器的研制 [J], 刘新;任玉玺
2.铁路货车闸瓦间隙自动调整器的故障及其影响 [J], 刘海龙;陆正涛
3.闸瓦间隙自动调整器检修中存在问题的分析与解决 [J], 李俊;杨云圣
4.铁路货车双向闸瓦间隙自动调整器破损失效造成关门车的原因分析及防止措施[J], 崔洪军;崔鹏举
5.ST2-250型闸瓦间隙自动调整器运用故障及结构改进的研究 [J], 卢玉田; 陈志平; 汪明栋; 梁洁
因版权原因,仅展示原文概要,查看原文内容请购买。
闸瓦间隙自动调整器简介
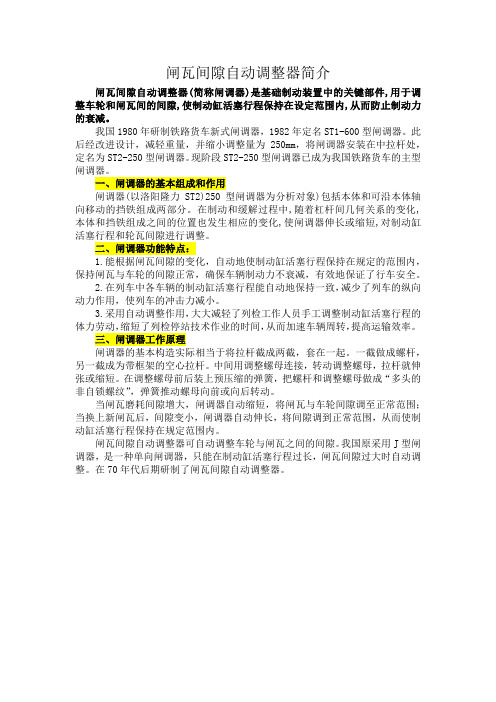
闸瓦间隙自动调整器简介闸瓦间隙自动调整器(简称闸调器)是基础制动装置中的关键部件,用于调整车轮和闸瓦间的间隙,使制动缸活塞行程保持在设定范围内,从而防止制动力的衰减。
我国1980年研制铁路货车新式闸调器,1982年定名ST1-600型闸调器。
此后经改进设计,减轻重量,并缩小调整量为250mm,将闸调器安装在中拉杆处,定名为ST2-250型闸调器。
现阶段ST2-250型闸调器已成为我国铁路货车的主型闸调器。
一、闸调器的基本组成和作用闸调器(以洛阳隆力ST2)250型闸调器为分析对象)包括本体和可沿本体轴向移动的挡铁组成两部分。
在制动和缓解过程中,随着杠杆间几何关系的变化,本体和挡铁组成之间的位置也发生相应的变化,使闸调器伸长或缩短,对制动缸活塞行程和轮瓦间隙进行调整。
二、闸调器功能特点:1.能根据闸瓦间隙的变化,自动地使制动缸活塞行程保持在规定的范围内,保持闸瓦与车轮的间隙正常,确保车辆制动力不衰减,有效地保证了行车安全。
2.在列车中各车辆的制动缸活塞行程能自动地保持一致,减少了列车的纵向动力作用,使列车的冲击力减小。
3.采用自动调整作用,大大减轻了列检工作人员手工调整制动缸活塞行程的体力劳动,缩短了列检停站技术作业的时间,从而加速车辆周转,提高运输效率。
三、闸调器工作原理闸调器的基本构造实际相当于将拉杆截成两截,套在一起。
一截做成螺杆,另一截成为带框架的空心拉杆。
中间用调整螺母连接,转动调整螺母,拉杆就伸张或缩短。
在调整螺母前后装上预压缩的弹簧,把螺杆和调整螺母做成“多头的非自锁螺纹”,弹簧推动螺母向前或向后转动。
当闸瓦磨耗间隙增大,闸调器自动缩短,将闸瓦与车轮间隙调至正常范围;当换上新闸瓦后,间隙变小,闸调器自动伸长,将间隙调到正常范围,从而使制动缸活塞行程保持在规定范围内。
闸瓦间隙自动调整器可自动调整车轮与闸瓦之间的间隙。
我国原采用J型闸调器,是一种单向闸调器,只能在制动缸活塞行程过长,闸瓦间隙过大时自动调整。
DT—675型闸瓦间隙自动调整器的研制
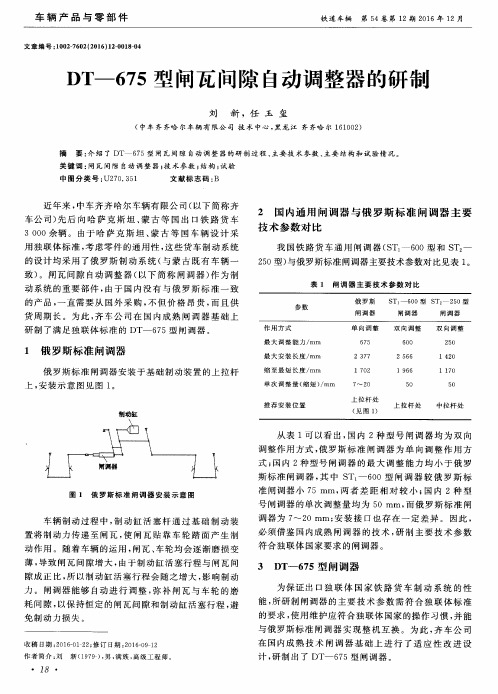
研制 了满足 独联 体标 准 的 DT 一6 7 5型 闸调 器 。
1 俄 罗 斯 标 准 闸 调 器
俄 罗斯标 准 闸调 器安 装 于基础 制动 装置 的上 拉杆 上, 安装 示意 图见 图 1 。
制动缸
从表 1 可 以看 出 , 国 内 2种 型 号 闸调 器 均 为 双 向 调整 作用 方式 , 俄 罗斯 标 准 闸调 器 为单 向调 整 作 用 方 式; 国 内 2种 型号 闸调 器 的最 大 调 整能 力 均 小 于 俄 罗 斯标 准 闸调 器 , 其中 S T 一6 O O型 闸调 器 较 俄 罗斯 标
车 辆 产 品 与 零 部 件
文章编号 : 1 0 0 2 — 7 6 0 2 ( 2 0 1 6 ) 1 2 — 0 0 1 8 — 0 4
铁道车 辆 第5 4 卷第1 2 期2 0 1 6 年1 2 月
D T 一6 7 5型 闸瓦 问隙 自动 调 整 器 的研 制
刘 新 ,任 玉 玺
力 。闸调 器 能够 自动 进 行 调 整 , 弥 补 闸 瓦 与 车 轮 的磨
耗 间隙 , 以保 持恒 定 的闸瓦 间 隙和制 动缸 活塞 行程 , 避 免制 动力 损失 。
收 稿 日期 : 2 0 1 6 — 0 1 2 2 ; 修 订 日期 : 2 0 1 6 — 0 9 1 2 作者简介 : 刘
( 中 车 齐 齐哈 尔车 辆 有 限 公 司 技 术 中心 , 黑 龙 江 齐 齐哈 尔 1 6 1 0 0 2 )
摘 要 : 介绍 了 D T 6 7 5型 闸 瓦 间 隙 自动调 整 器 的 研 制 过 程 、 主要 技 术 参 数 、 主要 结 构 和 试 验 情 况 。 关键词 : 闸 瓦 间隙 自动 调 整 器 ; 技 术参数 ; 结构 ; 试 验
ST2-250型闸调器后盖脱出故障及改进建议

ST2-250型闸调器后盖脱出故障及改进建议俞兵【期刊名称】《《现代制造技术与装备》》【年(卷),期】2019(000)011【总页数】2页(P121-122)【关键词】闸调器; 后盖脱出; 故障分析【作者】俞兵【作者单位】中车贵阳车辆有限公司贵阳 550015【正文语种】中文双向闸瓦间隙自动调整器(以下简称闸调器),在运用过程中发现有后盖脱出的情况。
闸调器后盖脱出会导致闸调器失效,甚至制动抱闸,存在极大的行车安全隐患。
本文对闸调器后盖的结构及其运用过程中的受力状态进行分析,寻找导致后盖脱出故障的原因,并提出改进建议。
1 现状分析从闸调器的制造工艺来看,闸调器在制造时,后盖组装工艺为先压入再滚压,压入时有过盈配合(过盈量0.07 ~0.124mm,使用风压装置,压力0.6MPa),滚压后成型。
由此可知,筒体与后盖结合的力为过盈配合的力加上包角的防护。
运用过程中,由于筒体未实行寿命管理,随着使用年限的增加,结合部的强度会下降,产生松动,以致后盖脱出。
从检修工艺标准方面看,《铁路货车制动装置检修规则》中涉及闸调器筒体及后盖的标准仅有两条:一为4.1.2.6.3中规定“筒体变形时调修或更换。
筒体腐蚀深度超过1mm时更换”,二为表4-2《闸调器零件检修限度表》中规定“后盖内径不大于φ46.5mm”。
标准比较宽泛,未规定筒体与后盖组装状态的检查。
经统计,中车贵阳公司2017 年上半年共检修4 637 套闸调器,其中发现后盖松动的有127 件,占检修总数的2.73%。
2 闸调器后盖受力分析2.1 正常状态,重车工况下的受力正常状态下,空车位制动时闸调器后盖与挡铁刚好接触,主弹簧处于装配高状态,后盖受力为装配载荷。
现以356×254 制动缸、杠杆为239×548、装用ST2-250 型闸调器的车型,对闸调器后盖在重车工况下的受力进行分析(取该类杠杆与制动缸的车型是因为与其他通用货车比较,重车工况下制动时其装用的闸调器后盖受力最大)。
关于铁路货车双向闸瓦间隙调整器拉杆头组成检修的几点建议

关于铁路货车双向闸瓦间隙调整器拉杆头组成检修的几点建议摘要:闸调器大修时须经过整体除锈,然后进行零部件的清洗检修、组装和试验,在检修过程中发现拉杆头组成存在裂纹、断裂的情况,通过分析查找导致该问题发生的原因,对新制的闸调器部分结构提出改进建议,对检修提出相应改进措施与控制方法,进一步优化闸调器检修工艺,提高新造及检修闸调器质量和可靠性。
关键词:闸调器拉杆头组成裂纹断裂一、ST型闸调器的结构ST型闸调器在构造上由本体部分、控制部分和连接部分等三部分组成。
本体部分由闸调器体、拉杆、护管和螺杆等组成。
1.1闸调器的控制部分STl—600型闸调器的控制机构有推杆式和杠杆式两种。
推杆式控制机构适用于制动缸前杠杆传动比等于或小于1的车辆。
杠杆式控制机构适用与制动缸前杠杆比大于1的车辆。
1.2闸调器的连接部分ST1—600型闸调器的连接部分由上拉杆接杆、连接螺母、安全托架和拉杆叉头等组成。
1.3闸调器本体结构STl—600型闸调器本体结构和250型闸调器本体结构基本一致,只有部分零件和外形尺寸略有区别。
1.4 ST型闸调器的功用车辆制动装置采用踏面制动方式时,在制动过程中闸瓦磨耗会导致闸瓦与车轮间的间隙增大,使制动缸活塞行程超长,从而使车辆的制动力减小,延长制动距离。
当车辆没有安装闸调器时,为保证行车安全,车辆检修部门,特别是列检人员,必须经常用人工的方法调整车辆基础制动装置各拉杆圆销孔的位置,以保持制动缸活塞行程在规定的范围内。
根据制动缸活塞行程与闸瓦间隙的关系知道,闸瓦平均磨耗5~6mm时,制动缸活塞行程就会超过规定的范围,需要调整一次。
采用人工调整的方法不仅工人的劳动强度增大,又因延长列车在站检修作业时间,影响了运输效率。
1.5车辆上使用的双向闸瓦间隙自动调整器具有以下功能:①闸瓦间隙的变化,自动地使制动缸活塞行程保持在规定的范围内,保持闸瓦与车轮的间隙正常,确保车辆制动力不衰减,有效地保证了行车安全。
铁路货车闸瓦间隙自动调整器的故障及其影响
摘 要 : 绍 了铁 路 货 车 闸 瓦 间 隙 自动 调 整 器的 作 用 及 其 与 基 础 制 动 装 置 间 的 相 互 关 系 , 析 了 闸调 器在 使 用 中可 介 分 能 出现 的 故 障 及 其 影 响 , 提 出 了 改进 建 议 。 并 关键词 : 路货 车; 铁 闸瓦 间 隙 自动调 整 器 ; 障 分 析 故 中图 分 类 号 : 7 . 5 U2 0 3 文 献 标 识 码 : B
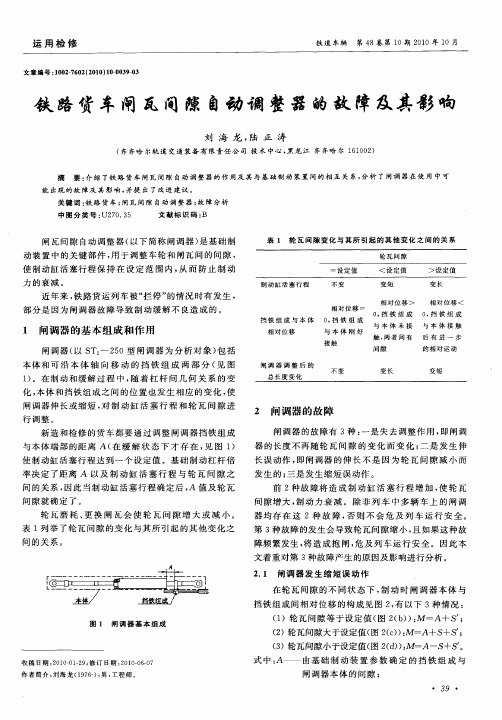
闸 瓦 间 隙 自动 调 整 器 ( 以下 简 称 闸 调 器 ) 基 础 制 是
表 1 轮 瓦 间 隙 变 化 与 其所 引 起 的 其 他 变化 之 间 的关 系
动装 置 中的关键 部件 , 于调整 车轮 和 闸瓦间 的间 隙 , 用 使制 动缸 活塞行 程保 持 在 设定 范 围 内 , 而 防 止 制 动 从
力 的衰减 。 近年来 , 路 货运 列车 被“ 停” 情况 时有 发生 , 铁 拦 的
部分 是 因为 闸调 器故 障导致 制 动缓解 不 良造成 的 。
l 闸调 器 的基 本 组 成 和 作 用
闸调器 ( S 2 0型 闸调 器 为分 析对 象 ) 括 以 T一 5 包 本体 和可 沿 本 体 轴 向移 动 的挡 铁 组 成 两 部 分 ( 图 见 1 。在 制动 和缓解 过 程 中 , ) 随着 杠 杆 间几何 关 系 的变 化 , 体和挡 铁组 成之 间 的位 置也 发生 相应 的变化 , 本 使
・
39 ・
铁 道 车辆 第 4 卷 第 1 8 O期 2 1 0 0年 1 0月
S —— 轮 瓦 间 隙增 大 或 缩 小 引 起 的 挡 铁 组 成 与 闸调 器本体 间相对增 大或缩 小 的位移 ; S—— 基础 制动 杆 系在 制 动 力作 用 下 的弹 性 变 形 引起 的挡铁 组 成 与 闸调 器 本 体 间 的相
城市轨道交通车辆技术《闸瓦间隙自动高速装置》

(a)缓解位置(b)制动源自置(闸瓦间隙不需要调整时)第二页,共五页。
闸瓦间隙自动调整装置
一、闸瓦间隙调整装置的结构
闸瓦间隙自动调整装置的结构示意图,分别显示了不同 状态下的工作位置。
(c)制动位置,闸瓦间隙有调整时
第三页,共五页。
闸瓦间隙自动调整装置
二、闸瓦间隙调整装置调节原理
1如闸瓦间隙过大〔更换闸瓦后或闸瓦、轮对产生磨损时〕,超出了闸瓦间隙,那么闸瓦在接 触轮对前移动的距离必须超过。
拧松主轴94,当完成调节时齿轮连接99会再次接合。在调节闸瓦间隙时,因调节装置衬套91的运动,的作 用下拉紧。
3当制动缓解,调节装置会通过复位弹簧96回到原位。止挡环95接触到止挡211时,联接 管97、螺母98和主轴94将完成复位动作。
4 当到达终点位置时齿轮联接92会再次接合,调节装置将为下次应用制动做好准备。
闸瓦间隙自动调整装置
一、闸瓦间隙调整装置的结构 闸瓦间隙自动调整装置主要由调节器衬套、联接管、套、 齿轮联接、走刀螺母、止档、推力螺母、主轴、闸瓦间隙 和弹性挠曲、六角复位头、磨损间隙、复位弹簧及球形杆 头等零件组成。
第一页,共五页。
闸瓦间隙自动调整装置
一、闸瓦间隙调整装置的结构 闸瓦间隙自动调整装置的结构示意图,分别显示了不同状 态下的工作位置。
第五页,共五页。
第四页,共五页。
内容总结
闸瓦间隙自动调整装置。闸瓦间隙自动调整装置主要由调节器衬套、联接管、套、齿轮联接
、走刀螺母、止档、推力螺母、主轴、闸瓦间隙和弹性挠曲、六角复位头、磨损间隙、复位弹
簧及球形杆头等零件组成。闸瓦间隙自动调整装置的结构示意图,分别显示了不同状态下的工
作位置。(a)缓解位置
(b)制动位置(闸瓦间隙不需要调整时)
st2250型双向闸瓦间隙调整器

附录5ST2-250型双向闸瓦间隙调整器1 用途ST2-50型双向闸瓦间隙调整器(以下简称“闸调器”)是在制动过程中随着闸瓦的磨耗或更换能自动的缩短和伸长,以保持恒定的闸瓦间隙和制动缸活塞行程。
ST2-250闸调器具有体积小、重量轻、调整性能好等特点,可用于各种铁道货车上。
2 主要参数最大调整范围 250mm最大允许拉力 78.4kN最大安装长度 1420mm缩至最短长度 1170mm一次最大缩短量 约60mm一次最大伸长量 30mm闸调器本体质量 28kg3主要结构ST2-250型闸调器的主要结构如图1所示。
·122·4 使用维护4.1 闸调器在向车辆安装之前,必须画出制动杠杆从新闸瓦、新车轮状态到闸瓦磨耗到限和车轮磨耗到限时的运动轨迹图,借以确定杠杆托架的长度及位置尺寸,避免使用中发生抗托。
同时要画出制动缸标准活塞行程时的制动缸前部水平杠杆位置图,借以确定控制杠杆支点的适当位置上,然后施行制动,若活塞行程比标准值长时,松开紧固螺钉,将控制挡铁向闸调器筒体端面方向适当移动;活塞行程小于标准值时,将控制挡铁向拉杆头方向适当移动。
进行几次制动待活塞行程达到要求之后,将控制挡铁焊在控制杆上。
4.3 更换闸瓦时,如果闸瓦间隙不足,可用人工旋转筒体将螺杆旋出。
4.4 闸调器安装完毕,可用下列方法来判别闸调器性能是否正常: 4.4.1单车试验装有ST2-250型闸调器的车辆在进行单车试验时,除按规定的货车单车试验方法试验外,还需做如下几项试验:z制动缸活塞行程检验将空气制动机空重车调整装置置于空车位,待副风缸充至500kPa 后,15mm 的垫板垫入任意一块闸瓦与车轮间,待副风仍按上述方法操纵单车试验器,第一次制动时制保证规定的活塞行程,必须更换闸调器,5 检ST2-250型双向闸瓦间隙调器的车辆,其空车位常用全制动制动开,对称性 (1) ,mm(见图3)将单车试验器上塞门1关闭,开放塞门3减压160kPa ,然后关闭塞门3,检查活塞行程应符合规定。
车辆闸瓦间隙自动调整器检修工艺样本
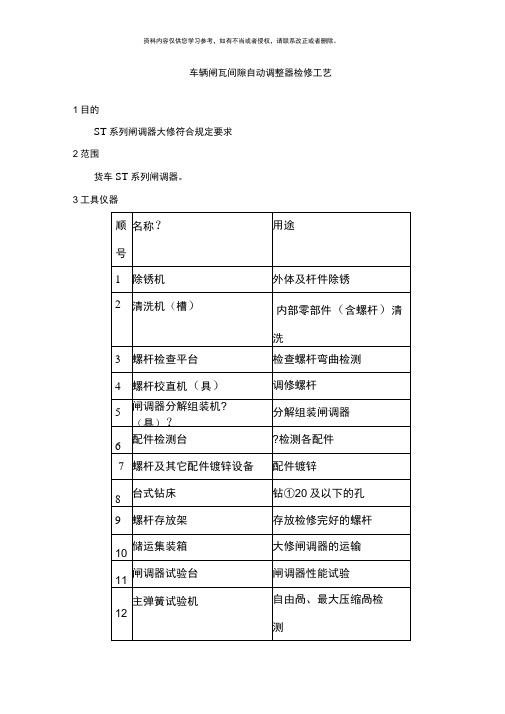
车辆闸瓦间隙自动调整器检修工艺
1目的
ST系列闸调器大修符合规定要求
2范围
货车ST系列闸调器。
3工具仪器
4作业流程
分解卜清洗除锈+矿卡卜检测-组複卜性能试验+涂打标记「
5作业标准
作业前应熟悉所用设备安全操作规程,确认工装器具技术状态良好,备齐所用材料、配件。
5.1闸调器的分解
闸调器须使用专用工、卡具按下列顺序进行分解:
5.1. 1卸下拉杆头及控制杆头;
5.1. 2卸下防脱螺钉并取出螺杆;
5.1. 3拆卸下护管及前盖组成;
5.1. 4分解前盖内部零部件;
5.1. 5卸套筒组成;
5.1. 6拆卸离合片;
5.1. 7分解套筒体组成;
5.2清洗除锈
对分解的零件,须进行除锈和彻底清洗。
清洗除锈后须达到TB1493-83中
S-3级及以上的标准。
清洗时应用软刷、带滤网的油盘装清洗剂(包括煤油、汽
油等)进行清洗或用清洗机冲洗,清洗后须用压力风吹干。
清洗后的零部件表面不得有污迹。
5.3检修
5.3.1闸调器零部件各部尺寸须符合检修限度如表1
闸调器零部件检修限度表
表1 单位:mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车辆闸瓦间隙自动调整器检修工艺
1 目的
ST系列闸调器大修符合规定要求。
2 范围
货车ST系列闸调器。
3 工具仪器
4 作业流程
5 作业标准
作业前应熟悉所用设备安全操作规程, 确认工装器具技术状态良好, 备齐所用材料、配件。
5.1 闸调器的分解
闸调器须使用专用工、卡具按下列顺序进行分解:
5.1.1卸下拉杆头及控制杆头;
5.1.2卸下防脱螺钉并取出螺杆;
5.1.3拆卸下护管及前盖组成;
5.1.4分解前盖内部零部件;
5.1. 5卸套筒组成;
5.1.6拆卸离合片;
5.1.7分解套筒体组成;
5.2 清洗除锈
对分解的零件, 须进行除锈和彻底清洗。
清洗除锈后须达到TB1493-83中S-3级及以上的标准。
清洗时应用软刷、带滤网的油盘装清洗剂(包括煤油、汽油等)进行清洗或用清洗机冲洗, 清洗后须用压力风吹干。
清洗后的零部件表面不得有污迹。
5.3 检修
5.3.1 闸调器零部件各部尺寸须符合检修限度如表1
闸调器零部件检修限度表
表1 单位: mm。