原点回归方式
台达运动控制卡系统35种原点回归模式详解
台达运动控制卡系统35种原点回归模式详解一,原点回归软件接口函数原点回归的软件接口函数有3条,_DMC_01_set_home_config指令负责配置原点回归的参数,需要传入的参数如下:_DMC_01_set_home_config(U16 CardNo,U16 NodeID,U16 SlotID ,U16 Mode,I32 offset,U16 lowSpeed,U16 highSpeed,F64 acc)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
//Mode是原点回归模式编号,对应1~35。
//offset是针对参考点的偏移量,单位是脉冲数。
//lowSpeed是运动轴寻找原点的速度,单位是1~500转每分。
//highSpeed是运动轴寻找参考点的速度,单位是1~2000转每分。
//acc是运动轴从零速度提高到最大速的加速时间,单位秒。
在原点回归参数配置完成后,_DMC_01_set_home_move指令负责启动原点回归的动作,需要传入的参数如下:_DMC_01_set_home_move(U16 CardNo, U16 NodeID, U16 SlotID)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
如在原点回归过程中,有某些特殊情况发生,需要停止回原点,则可以执行指令_DMC_01_escape_home_move,需要传入的参数如下:_DMC_01_escape_home_move(U16 CardNo, U16 NodeID, U16 SlotID)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
二,原点回归35种模式通过_DMC_01_set_home_config指令的Mode参数,可以根据设备需求,选用35中原点回归模式中的一种。
伺服电机原点回归方式
伺服电机原点回归方式
伺服电机原点回归方式有以下几种:
1. 硬件回归方式:通过在伺服电机上安装原点开关或光电传感器,在机械结构到达指定位置时触发开关或传感器,从而确定伺服电机的原点位置。
2. 软件回归方式:通过编写控制程序,在运动过程中监测电机位置,当检测到电机位置达到指定位置时,将该位置定义为原点。
3. 索引方式:部分伺服电机具有索引功能,可以通过索引信号确定原点位置。
索引信号通常由光电编码器或霍尔传感器提供,在旋转一周后,当索引信号出现时,可以确定电机的原点位置。
4. 零位标定方式:通过给伺服电机指定一个参考点,然后在运动过程中记录电机的位置,当电机位置回到参考点时,即可确定原点位置。
这些原点回归方式可以根据具体应用需求进行选择和组合使用。
伺服电机回零
EVOC,SOKON,华北工控,硕控智能,蓝天,四维,首控工控,艾雷斯研华工控机,华北工控机,研祥工控机leetro乐创伺服电机原点复归1.原点搜索是原点没有建立的情况下执行。
2.原点返回是原点已经建立的情况下,返回到原点位置。
原点信号又伺服驱动器给出,原点附近信号由传感器指定如果使用绝对脉冲, 那么每次发送的脉冲量, 都是相对与这个原点来说的原点输入信号没有限定由谁给定, Z相信号给定也是可以的. 不过建立原点有3种模式, 可以选择只使用原点输入信号来建立原点第一次上电, 先用建立原点.当后面的动作远离了这个原点,想返回去的时候, 选择原点返回实找零的方法有很多种,可根据所要求的精度及实际要求来选择。
可以伺服电机自身完成(有些品牌伺服电机有完整的回原点功能),也可通过上位机配合伺服完成,但回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论你是选择机械式的接近开关,还是光感应开关,回原的精度都不高,就如一网友所说,受温度和电源波动等等的影响,信号的反应时间会每次有差别,再加上从回原点的高速突然减速停止过程,可以百分百地说,就算排除机械原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的Z相信号,当有Z相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、此种回原方法是最精准的,主要应用在数控机床上:电机先以第一段高速去找原点开关,有原点开关信号时,电机马上以第二段速度寻找电机的Z相信号,第一个Z相信号一定是在原点档块上(所以你可以注意到,其实高档的数控机床及中心机的原点档块都是机械式而不会是感应式的,且其长度一定大于电机一圈转换为直线距离的长度)。
找到第一个Z相信号后,此时有两种方试,一种是档块前回原点,一种是档块后回原点(档块前回原点较安全,欧系多用,档块后回原点工作行程会较长,日系多用)。
伺服电机原点回归总结
回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论是选择机械式的接近开关,还是光感应开关,回原的精度都不高,受温度、噪音、粉尘、电源波动等等的影响,信号的反应时间会每次有差别,再加上从回原点的高速突然减速停止过程,可以百分百地说,就算排除机械原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的Z相信号,当有Z相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、应用在数控机床上比较精准的方式:电机先以第一段高速去找原点开关,有原点开关信号时,电机马上以第二段速度寻找电机的Z相信号,第一个Z相信号一定是在原点档块上(所以你可以注意到,其实高档的数控机床及中心机的原点档块都是机械式而不会是感应式的,且其长度一定大于电机一圈转换为直线距离的长度)。
找到第一个Z相信号后,此时有两种方试,一种是档块前回原点,一种是档块后回原点(档块前回原点较安全,欧系多用,档块后回原点工作行程会较长,日系多用)。
以档块后回原为例,找到档块上第一个Z相信号后,电机会继续往同一方向转动寻找脱离档块后的第一个Z相信号。
一般这就算真正原点,但因为有时会出现此点正好在原点档块动作的中间状态,易发生误动作,且再加上其它工艺需求,可再设定一偏移量;此时,这点才是真正的机械原点。
此种回原方法是最精准的,且重复回原精度高。
品德课堂如何回归原点

品德课堂如何回归原点摘要:品德课程,小学生道德成长中最重要的一门功课。
在当今时代,品德教学该以什么样的姿态呈现给学生呢?作为品德教师,应该认真学习品德新课程标准,以学生的快乐和幸福为终极目标,以沉静的心态驻守品德教学天地;在教学中,与学生平等交流,真真切切地解决他们遇到的实际问题,让学生到生活中去体验、实践;把课堂还给学生,把快乐还给学生,真正实现教育的回归,让学生和教师都享受教育幸福。
关键词:回归;原点;教育;幸福一位教育名家曾经说过:“教育,让学生今天幸福地生活,为了明天生活得幸福。
”对于这句话,我不知读了多少遍。
每一次轻声朗读,我都有一种这样的理解,那就是要实现教育本质的回归!回归到教育的原点:让每个学生扬起希望的风帆,让每个教师领略教育的趣味,让每个父母享受成功的喜悦,一句话:追求幸福的教育生活。
幸福既是教育的最终目的,也要贯穿于整个教育过程。
教育的过程、学习的过程应该成为一个幸福的过程、一次快乐的“旅行”。
品德课堂,作为小学生道德成长中最重要的一门功课,该如何回归到原点,享受幸福?下面我结合平常的品德教育教学实践来谈谈自己的体会。
一、回归教育原点——教师需要平静的心态回归教育原点,需要教师良好的心态。
在当今喧嚣的时代中,人们的道德观、价值观、信仰都悄然发生了微妙的变化。
我们教师如何来应对?我想答案只有一个:教育需要沉静的心态,教育需要有一颗执著的心,要坚持一切为了学生,为了学生的一切,为了一切的学生。
在我们农村小学中,品德教师大都是兼职教师,平时的重头工作要么是语文,要么是数学,因此很难有较大的精力来投入到品德教学中,没有重视这门学科的教学。
很多教师拿着教材和备课本去上课时,才发现教学内容需要作充分的准备,包括教师的准备,包括学生的准备。
缺乏精心的准备,学生说不出来,不能配合老师,只有老师一个人在讲。
这种与“学生为主体的课堂教学”完全相反的本末倒置的课堂,当然是乏味的。
好不容易教完后,就当是一课教完了。
控制器LECSA系列 力矩模式原点回归 使用方法及操作
PLC编程控制(松下仅供参考)
PLC程序(针对SMC电缸)
PLC编程控制(松下仅供参考)
PLC程序(针对SMC电缸)
PLC编程控制(松下仅供参考)
PLC程序(针对SMC电缸)
PLC编程控制(松下仅供参考)
PLC程序(针对SMC电缸)
谢谢!
控制器LECSA简易说明
SMC(China)Co.,Ltd.
概要
软件安装 系统构成 配线 选型 端口说明 参数设定 PLC编程
设定软件的安装
软件版本:SETUP221E,C4以上。 安装方法:先安装SETUP221E,然后安装c4的升 级包。
LECSA系统构成及配线
详细接线
端口说明
名称/用途 详细说明
编号 主电路电源接头(CNP1),连接输入电源,回生电阻、 3.1节、3.3节 电机、地线 充电灯。主电路中存在电荷时,灯亮灯亮时不能进 行电线的连接或更换等 铭牌 1.5节
一触式调节按钮(AUTO)按下此按钮执行一触式的 6.1节 调整 控制电路的电源连接器(CNP2),控制电路的电源 连接。 3.1节、3.3节 显示3位,7段LED显示伺服状态和报警号码
第5章
操作部分,进行状态显示、诊断、报警、参数的操 作
第5章
输入输出信号用接头(CN1),连接数字输入输出信号 3.2节、3.4节 USB通信连接,连接个人电脑 编码器用接头(CN2),伺服电机编码器连接接头 11.4节 3.4节、11.1节
LECS系列选型
编程线
型号:LEC-MR-J3USB
最大输 出频率
相关指令
F0(MV) F1(DMV)
回归语文教学的原点

回归语文教学的原点从回到原点就要以学生为本位、回到原点就要回归语文的本体两个方面,探讨了无论是继承优良传统还是发展创新,我们都要回归语文教学的“原点”。
语文教学“原点”兴趣自主学习在全面贯彻实施新课标过程中,语文教学异彩纷呈,语文课堂出现了新变化:自主学习,合作学习,分组探讨,多元解读,广泛使用多媒体……然而,语文教学每每远离了语文的原点,不容漠视。
无论是继承优良传统还是发展创新,我们都要回归语文教学的“原点”。
一、回到原点就要以学生为本位新课改强调教学是教与学的互动。
教师由传统教学中的主角转向“平等中的首席”。
新课程体系强调学生自主学习,要求学生真正成为学习的主体,教师则是学生学习的倡导者、引路者和协助者。
我国最早的教育论著《学记》就提出“道而弗牵;强而弗抑;开而弗达”的主张,德国教育家第斯多惠更坦诚地指出“不好的教师奉送真理,好的教师教学生发现真理”。
语文教师的职责不在于“教”,而在于指导学生“学”,不能满足于学生“学会”,更要引导学生“会学”。
1.激发兴趣,培养学生自主学习的意识学生语文学习的兴趣一旦被激发,其潜能便会得到开发,主体性便会得到凸显。
因而,语文教学应不失时机地激发学生的学习兴趣,培养自主学习的意识。
2.教给方法,培养学生自主学习的能力学生仅有兴趣是不够的,若没有自主学习的方法,不具备自主学习的能力,遭受学习挫折后,自主学习的兴趣就会减弱。
因而语文教学还必须适时让学生掌握自主学习的方法,提高自主学习的能力。
这样才能事半功倍。
3.循序渐进,使学生体验自主学习的成功语文教学的难易度应处于学生认知水平的“最近发展区”,让他们“跳一跳,够得着”。
无论是掌握知识、领会方法,还是培养能力,都不能一蹴而就,要有一个符合学生认识规律的积累过程;要确立恰当的目标。
语文学习的过程是一个探索的过程,教师应在教学过程中设法创设情境,让学生充分动脑、自己领悟、体验成功的愉悦。
4.大胆放手,拓展学生自主学习的时空新课程倡导让学生带着问题学习。
运动控制器“原点返回”的14种模式及参数说明
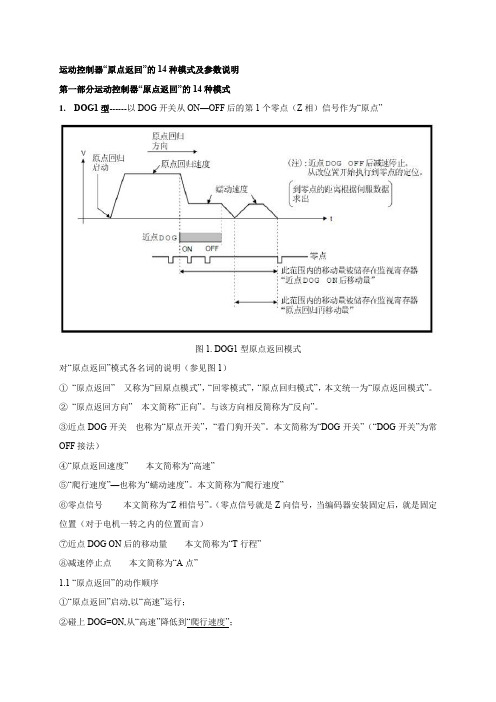
运动控制器“原点返回”的14种模式及参数说明第一部分运动控制器“原点返回”的14种模式1.DOG1型------以DOG开关从ON—OFF 后的第1个零点(Z相)信号作为“原点”图1. DOG1型原点返回模式对“原点返回”模式各名词的说明(参见图1)①“原点返回”---又称为“回原点模式”,“回零模式”,“原点回归模式”,本文统一为“原点返回模式”。
②“原点返回方向”---本文简称“正向”。
与该方向相反简称为“反向”。
③近点DOG开关---也称为“原点开关”,“看门狗开关”。
本文简称为“DOG开关”(“DOG开关”为常OFF接法)④“原点返回速度”------本文简称为“高速”⑤“爬行速度”—也称为“蠕动速度”。
本文简称为“爬行速度”⑥零点信号-------本文简称为“Z相信号”。
(零点信号就是Z向信号,当编码器安装固定后,就是固定位置(对于电机一转之内的位置而言)⑦近点DOG ON后的移动量------本文简称为“T行程”⑧减速停止点------本文简称为“A点”1.1 “原点返回”的动作顺序①“原点返回”启动,以“高速”运行;②碰上DOG=ON,从“高速”降低到“爬行速度”;③当DOG从ON---OFF,从“爬行速度”减速停止,速度降为零。
又从“零速”上升到“爬行速度”,当检测到第1个“Z相信号”时,该“Z相信号”位置就是“原点”。
同时该轴停止在原点位置上。
(从“减速停止点A”到“Z相)信号”点是定位过程,所以能够精确定位)1.2 “原点返回”不能正常执行的原因(1)从“原点返回启动位置”到“减速停止点A”这一区间内如果没有经过“Z相信号”点一次,(Z相通过信号M2406+20N),系统会产生报警(ZCT)并减速停止。
(ZCT)(错误代码120). “原点返回”不能正常执行。
(这种情况是“原点返回启动位置”到“DOG”距离很短。
走完DOG的行程还没经过“Z相信号”,系统无法识别“Z相信号”位置。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位PLC是一种常用的工业自动化控制设备,可以通过编程实现对各种设备的控制和监测。
伺服电机是一种精密、高效的电机,常用于需要精确定位和高速运动的应用中。
在工业自动化中,使用台达PLC控制伺服电机实现原点回归和定位是一种常见的应用。
原点回归是指将伺服电机恢复到初始位置的过程。
定位是指将伺服电机定位到指定位置的过程。
下面将详细介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
首先,需要连接PLC和伺服电机。
通常情况下,PLC通过数字I/O或者模拟输出的方式与伺服电机进行通信。
通过控制信号来实现对伺服电机的运动控制。
接下来,需要进行编程。
在PLC编程软件中,可以使用LAD(梯形图)或SFC(顺序功能图)等编程语言进行编程。
以下是使用LAD进行编程的步骤:1.设定伺服电机的回零信号:首先,将一个输入模块(通常是数字输入模块)连接到PLC,并将其配置为接收伺服电机的回零信号。
在PLC编程软件中,设置一个变量用来接收回零信号,并将其与输入模块的输入点相连。
2.设定伺服电机的运动控制信号:将一个输出模块(通常是数字输出模块)连接到PLC,并将其配置为输出伺服电机的运动控制信号。
在PLC编程软件中,设置一个变量用来控制运动控制信号,并将其与输出模块的输出点相连。
3.编写原点回归程序:在PLC编程软件中,使用LAD或SFC语言编写原点回归的程序。
程序中需要包含以下几个步骤:a.等待回零信号:使用一个等待指令,等待回零信号的到来。
当接收到回零信号时,程序将继续执行下一步。
b.发送运动控制信号:将设定好的运动控制信号发送给伺服电机,使其执行原点回归的动作。
c.等待回零完成信号:使用一个等待指令,等待回零完成信号的到来。
当接收到回零完成信号时,程序将继续执行下一步。
4.编写定位程序:在PLC编程软件中,使用LAD或SFC语言编写定位的程序。
程序中需要包含以下几个步骤:a.接收定位信号:使用一个等待指令,等待定位信号的到来。
35种原点回归模式

35种原点回归模式详解在数据分析与机器学习的领域中,回归分析是一种重要的统计方法,用于研究因变量与自变量之间的关系。
以下是35种常见的回归分析方法,包括线性回归、多项式回归、逻辑回归等。
1.线性回归(Linear Regression):最简单且最常用的回归分析方法,适用于因变量与自变量之间存在线性关系的情况。
2.多项式回归(Polynomial Regression):通过引入多项式函数来扩展线性回归模型,以适应非线性关系。
3.逻辑回归(Logistic Regression):用于二元分类问题的回归分析方法,其因变量是二元的逻辑函数。
4.岭回归(Ridge Regression):通过增加一个正则化项来防止过拟合,有助于提高模型的泛化能力。
5.主成分回归(Principal Component Regression):利用主成分分析降维后进行线性回归,减少数据的复杂性。
6.套索回归(Lasso Regression):通过引入L1正则化,强制某些系数为零,从而实现特征选择。
7.弹性网回归(ElasticNet Regression):结合了L1和L2正则化,以同时实现特征选择和防止过拟合。
8.多任务学习回归(Multi-task Learning Regression):将多个任务共享部分特征,以提高预测性能和泛化能力。
9.时间序列回归(Time Series Regression):专门针对时间序列数据设计的回归模型,考虑了时间依赖性和滞后效应。
10.支持向量回归(Support Vector Regression):利用支持向量机技术构建的回归模型,适用于小样本数据集。
11.K均值聚类回归(K-means Clustering Regression):将聚类算法与回归分析相结合,通过对数据进行聚类后再进行回归预测。
12.高斯过程回归(Gaussian Process Regression):基于高斯过程的非参数贝叶斯方法,适用于解决非线性回归问题。
伺服运动控制的原点回归及方式

伺服运动控制的原点回归及⽅式原点回归,⼜名原点复位、伺服回零...等等。
在进⾏伺服定位操作之前⼀般都需要先进⾏原点回归,否则伺服电机可能会罢⼯,说是在「原点回归未完成时启动」。
那么,为什么要进⾏原点回归?以及,怎样进⾏原点回归的操作呢?1、原点回归的必要性所谓定位,就是要让伺服电机⾛到⼀个确定的位置。
这个位置可以是增量式的,也可以是绝对式的。
打个⽐⽅,我们现在在路上,我们要往前⾛ 10 ⽶,相当于我们的位置要往前增加⼗⽶,这个⼗⽶就是⼀个位置增量。
⽽如果我们要去这条街上某处地⽅的咖啡店,我们就需要知道它的确切地址,假设这条街的地址不是门牌号,⽽是从街的⼀端开始为 0 ⽶(基准位置)。
这样就能确定这条街上每个位置的地址,⽐如这家咖啡店的地址是这条街 100 ⽶的位置,那么这个 100 ⽶就是⼀个绝对位置,我们不管在哪⼀个位置,都能通过⾛到这条街 100 ⽶的位置找到这家咖啡店。
在定位指令⾥,就分为增量式的 INC 指令和绝对式的 ABS 指令。
增量(INC)⽅式以当前停⽌的位置为起点,指定移动⽅向和移动量后进⾏定位。
起点地址为5000,移动量为-7000时,对-2000的位置进⾏定位。
绝对值(ABS)⽅式定位到指定的地址,该地址是以原点为基准的位置。
起点地址(当前的停⽌位置)为1000,终点地址(定位地址)为8000时,向正⽅向进⾏移动量7000(8000-1000)的定位。
所以,当我们需要进⾏绝对式定位时,我们就需要对应的机械系统上具有地址,这也就需要⼀个基准位置,通过这个基准位置去确定机械系统上的每个位置的地址。
⽽这个基准位置,在伺服定位系统⾥称为原点。
2 两个信号在三菱的伺服定位系统⾥,有两个关于原点的关键信号:原点回归请求信号(原点复位请求标志)这个信号 ON 的时候,说明伺服系统⽬前没有原点,需要进⾏原点回归。
原点回归完成信号(原点复位完成标志)当原点回归执⾏完成时,该信号会 ON。
然后如果执⾏定位或者其他正常⽅式使得伺服电机离开原点位置时,该信号会 OFF,但是此时原点还是存在的。
35种原点回归模式详解

35种原点回归模式详解原点回归模式(reversion to the mean)是统计学术语,用于描述随机变量的均值趋向于其平均水平的现象。
这个概念源于数学和金融领域,但同样适用于其他领域,如经济学、心理学和生物学等。
下面将详细介绍35种原点回归模式。
1.简单回归模式(Simple Reversion):这是最基本的原点回归模式,描述一个随机变量在经历短期的波动之后,恢复到其长期平均水平的趋势。
2.平均回归模式(Mean Reversion):这是原点回归模式的一种常见形式,指的是一个随机变量在超过或低于其均值时,会逐渐回到均值的趋势。
3.三角回归模式(Triangle Reversion):这种模式描述一个随机变量在经历一个三角形状的波动后,恢复到其平均水平的趋势。
4.波动回归模式(Volatility Reversion):这种模式描述一个有高波动性的随机变量在一段时间后,趋向于平静或稳定的水平。
机变量经历长时间的荡漾,最终回到其长期平均水平的趋势。
6.短期回归模式(Short-Term Reversion):这种模式描述一个随机变量在短时间内经历波动后,迅速恢复到其平均水平的趋势。
7.周期回归模式(Cyclical Reversion):这种模式描述一个随机变量在周期性的上升和下降之间循环,最终回到其平均水平的趋势。
8.均衡回归模式(Equilibrium Reversion):这种模式描述一个随机变量在超过或低于其均衡水平时,会逐渐回到均衡水平的趋势。
9.振荡回归模式(Oscillating Reversion):这种模式描述一个随机变量在周期性的振荡中,最终回到其平均水平的趋势。
10.衰退回归模式(Decay Reversion):这种模式描述一个随机变量在经历一段时间的增长后,最终回到其原始水平的趋势。
11.扩张回归模式(Expansion Reversion):这种模式描述一个随机变量在一段时间内经历增长后,最终回到其长期平均水平的趋势。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位原点回归是指将伺服电机的位置重新回归到设定的原点位置。
定位是
指将伺服电机移动到指定的位置。
这两个功能通常需要使用伺服电机控制
器和编码器。
首先,我们需要在台达PLC程序中设置相关的参数和变量。
例如,我
们可以设置一个变量来记录伺服电机的位置,以及一个变量来存储原点位
置的位置。
同时,我们还需要设置一个变量来指示是否需要回归到原点或
移动到指定的位置。
接下来,在PLC程序中,我们需要编写一段代码来控制伺服电机的运动。
首先,我们需要判断是否需要回归到原点或移动到指定的位置。
如果
需要回归到原点,我们可以将伺服电机移动到原点位置,并将当前位置设
置为原点位置。
如果需要移动到指定的位置,我们可以将伺服电机移动到
指定位置,并将当前位置设置为指定位置。
在代码中,我们还需考虑到伺服电机的运动速度和加减速度等参数。
这些参数可以在PLC程序中进行设置,以确保伺服电机的运动平稳和精确。
此外,在代码中,我们还可以添加一些保护措施,例如限制运动范围、错误处理等,来增强系统的稳定性和可靠性。
在实际操作中,我们还需要进行一些调试和测试。
例如,我们可以通
过监视伺服电机的位置和状态来验证系统的运行是否符合预期。
如果有异
常情况,我们可以通过调整参数或修改代码来进行调试。
总结来说,通过合理设置参数和编写PLC程序,台达PLC可以控制伺
服电机实现原点回归和定位功能。
这样可以帮助我们在自动化生产线或机
械设备中更方便地控制和操作伺服电机,提高生产效率和质量。
原点设定
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归(现加工中心)。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
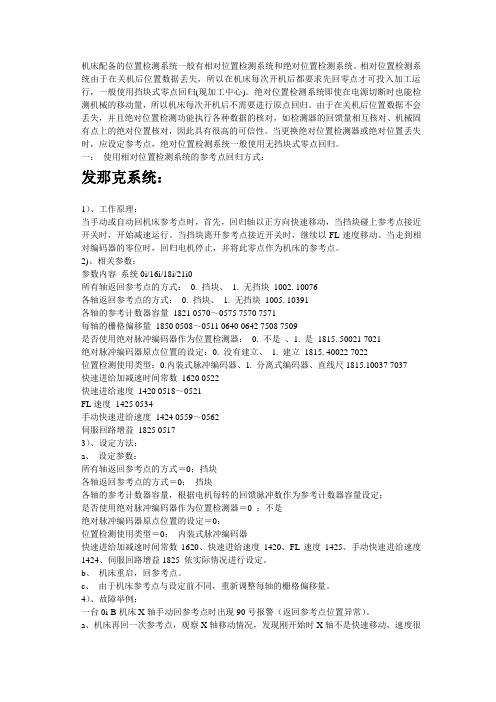
一:使用相对位置检测系统的参考点回归方式:发那克系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
当走到相对编码器的零位时,回归电机停止,并将此零点作为机床的参考点。
2)、相关参数:参数内容系统0i/16i/18i/21i0所有轴返回参考点的方式:0. 挡块、 1. 无挡块1002. 10076各轴返回参考点的方式:0. 挡块、1. 无挡块1005. 10391各轴的参考计数器容量1821 0570~0575 7570 7571每轴的栅格偏移量1850 0508~0511 0640 0642 7508 7509是否使用绝对脉冲编码器作为位置检测器:0. 不是、1. 是1815. 50021 7021绝对脉冲编码器原点位置的设定:0. 没有建立、1. 建立1815. 40022 7022位置检测使用类型:0.内装式脉冲编码器、1. 分离式编码器、直线尺1815.10037 7037快速进给加减速时间常数1620 0522快速进给速度1420 0518~0521FL速度1425 0534手动快速进给速度1424 0559~0562伺服回路增益1825 05173)、设定方法:a、设定参数:所有轴返回参考点的方式=0;挡块各轴返回参考点的方式=0;挡块各轴的参考计数器容量,根据电机每转的回馈脉冲数作为参考计数器容量设定;是否使用绝对脉冲编码器作为位置检测器=0 ;不是绝对脉冲编码器原点位置的设定=0;位置检测使用类型=0;内装式脉冲编码器快速进给加减速时间常数1620、快速进给速度1420、FL速度1425、手动快速进给速度1424、伺服回路增益1825 依实际情况进行设定。
fx5u原点回归指令的用法
fx5u原点回归指令的用法摘要:1.FX5U原点回归指令简介2.DSRZ原点回归指令的使用方法3.三菱FX3U PLC原点回归指令ZRN触发条件4.原点回归指令在不同场景下的应用5.总结:原点回归指令的实用性和注意事项正文:一、FX5U原点回归指令简介FX5U是一款三菱PLC,其原点回归指令(DSRZ)具有自动搜索功能。
该指令可以在任意位置,甚至是限位开关位置上完成原点回归操作。
指令格式如下:1.指令格式:S1,原点回归速度或存储了数据的字软元件编号;S2,爬行速度或存储了数据的字软元件编号;D1,输出脉冲的轴编号;K1~K4,指令执行结束、异常结束标志位的位软元件编号。
2.动作分析:当近点狗信号和零点信号指定为同一软元件时,原点回归指令可实现从当前位置到原点的回归操作。
二、DSRZ原点回归指令的使用方法1.设置原点回归速度和爬行速度:根据实际需求,设定原点回归时的速度(S1)和遇到原点开关后的爬行速度(S2)。
2.指定输出脉冲的轴编号:根据需要控制的轴数量,设置输出脉冲的轴编号(D1)。
3.设定指令执行结束、异常结束标志位的位软元件编号:用于表示指令执行状态的位软元件编号(K1~K4)。
三、三菱FX3U PLC原点回归指令ZRN触发条件1.ZRN指令触发条件:当PLC接收到ZRN指令时,会在遇到原点开关的上升沿后立刻切换到慢速。
2.实例:假设原点开关接在X0上,设定ZRN指令,K5000为原点回归高速速度,K500为爬行速度。
在没有遇到X0时,以K5000的频率发脉冲;遇到原点开关后,立刻切换到K500的频率。
四、原点回归指令在不同场景下的应用1.场景一:机械手臂定位。
在执行定位任务时,可以使用原点回归指令确保机械手臂准确返回原点。
2.场景二:生产线上的物料跟踪。
在生产线中,使用原点回归指令可以使物料在到达指定位置后准确返回原点,以实现连续生产。
3.场景三:伺服控制系统。
在伺服控制系统中,原点回归指令可用于控制伺服电机在到达指定位置后准确返回原点。
DOG+Z模式原点回归
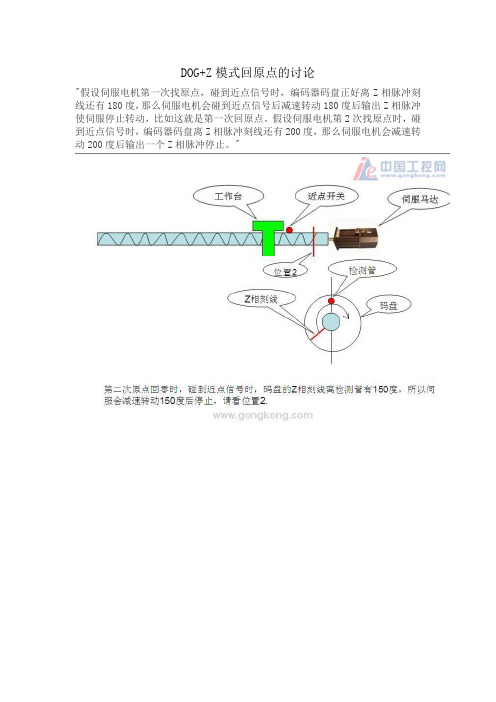
DOG+Z模式回原点的讨论"假设伺服电机第一次找原点,碰到近点信号时,编码器码盘正好离Z相脉冲刻线还有180度,那么伺服电机会碰到近点信号后减速转动180度后输出Z相脉冲使伺服停止转动,比如这就是第一次回原点。
假设伺服电机第2次找原点时,碰到近点信号时,编码器码盘离Z相脉冲刻线还有200度,那么伺服电机会减速转动200度后输出一个Z相脉冲停止。
"在伺服运行系统中如果出现误差,当伺服碰到近点信号时,码盘的Z相刻线离检测管的位置不一样,那么伺服肯定会转动不同的角度后停下了,那么这2次原点的位置就不一样了,会出现这样的情况吗?由于近点开关的误差,近点开关信号的位置并不是固定了。
你把近点开关信号位置当成绝对的了。
相反,Z相脉冲位置应该是绝对的,即位置1和位置2应该是同一个位置。
也就是说你的位置1和位置2是同一个位置,是绝对的;相反,你的近点开关信号是一个相对值,你的90度,150度是其前后两次相对于位置1,2的角度。
最终你的原点是以位置1,2为准的,是一个绝对位置,因此不会有你说的那个误差。
近点开关信号只是为了让你在电机一圈内来找那个Z相脉冲位置,这样的Z相位置才唯一。
这时你的Z相刻线离检测管的位置在360度以内都能精确校原点,最好在180度左右。
相对位置和绝对位置的理解,以及对误差产生原因的理解。
我先指出一个歧义:Z相影射到运动方向上的位置是否是唯一的(单圈内)歧义二:找零(假设正确后)在反复的工作后返回零点附近的最近的Z相位置。
与前次找零是否存在不一致。
请双方说明原因。
为何有偏差。
为何没有偏差。
最重要的是把理论的假设条件列明。
例如:假设丝杆没有轴向间隙;假设脉冲没有丢失;假设近点开关误差在10脉冲内。
等等。
我相信以上两点都没有问题的话。
应该解决了。
我认为任一个单圈内Z相位置和拖板的位置都是唯一的。
前提是连轴器紧密,螺纹副无轴向间隙,系统忽略变形。
从任何位置来到这一圈的范围内位置都是唯一的。
fx5u原点回归指令的用法
fx5u原点回归指令的用法
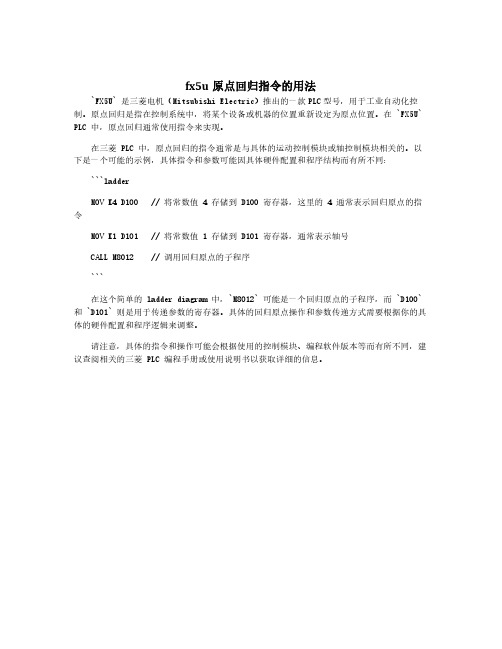
`FX5U`是三菱电机(Mitsubishi Electric)推出的一款PLC型号,用于工业自动化控制。
原点回归是指在控制系统中,将某个设备或机器的位置重新设定为原点位置。
在`FX5U` PLC中,原点回归通常使用指令来实现。
在三菱PLC中,原点回归的指令通常是与具体的运动控制模块或轴控制模块相关的。
以下是一个可能的示例,具体指令和参数可能因具体硬件配置和程序结构而有所不同:
```ladder
MOV K4D100//将常数值4存储到D100寄存器,这里的4通常表示回归原点的指令
MOV K1D101//将常数值1存储到D101寄存器,通常表示轴号
CALL M8012//调用回归原点的子程序
```
在这个简单的ladder diagram中,`M8012`可能是一个回归原点的子程序,而`D100`和`D101`则是用于传递参数的寄存器。
具体的回归原点操作和参数传递方式需要根据你的具体的硬件配置和程序逻辑来调整。
请注意,具体的指令和操作可能会根据使用的控制模块、编程软件版本等而有所不同,建议查阅相关的三菱PLC编程手册或使用说明书以获取详细的信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
请教各位:在三菱PLC 控制伺服电机时,有时需要原点回归,但在原点回归指令ZRN 时却没有指定运行方向,但是当伺服处于原点的负方向时,它应该正转回归原点;当伺服处于原点的正方向时,它应该反转回归原点.是否在运行过程中伺服电机能判断在启动时的初始位置在原点的正反方向?
楼主 发表于: 2008-07-09 22:01只看楼主 | 小 中 大
f
e c 原点回归
引用此贴 | 举报该楼 | 收藏此贴 | 为他评分 | 添加到百度搜藏 | 收藏到QQ 书签 | 最新主题
一天贼忙
1 “在原点回归指令ZRN 时却没有指定运行方向,”
回零方向可以在ZRN 指令执行前,将方向控制输出位Y 置位或复位
1楼 发表于: 2008-07-10 14:23只看该作者 | 小 中 大
f
e
c Ic200alg327
Large inventory- New,Remanufactured and Repair- All Models
yangliu
3楼 发表于: 2008-07-10 20:50只看该作者 | 小 中 大
f
e c
级别: 牛刀小试
精华主题: 0 发帖数量: 340 个 工控威望: 272 点 下载积分: 487 分 在线时间: 291(小时) 注册时间: 2006-11-12 最后登录: 2010-07-16 访问yangliu 的个人主页
级别: 闯荡江湖
一天贼忙
原点回归的方式有多种,基本的有三种。
1 确定一个方向运动找到原点(这种适用于转盘类)
2 确定一个方向,找两端其一的限位做原点。
(在PLC 里可以自己
写这种程序,有的运动控制卡有这种
回零方式选择)
5楼 发表于: 2008-07-11 09:27只看该作者 | 小 中 大
f
e c
精华主题: 0
发帖数量: 580 个
工控威望: 341 点
下载积分: 5644 分
在线时间: 25(小时)
注册时间: 2007-11-15
最后登录: 2010-07-06
访问一天贼忙的个人主页
6楼发表于: 2008-07-11 09:32只看该作者| 小中大
f e c
混灌水区的!
引用此贴| 举报该楼| 收藏此贴| 为他评分| 添加到百度搜藏| 收藏到QQ书
签 | 最新主题
级别: 牛刀小试
精华主题: 0 发帖数量: 340 个 工控威望: 272 点 下载积分: 487 分 在线时间: 291(小时) 注册时间: 2006-11-12 最后登录: 2010-07-16 访问yangliu 的个人主页
yangliu
一天贼忙
当然,你也可以这样,不管你的工作台在那里。
开始的动作都是去先找右侧限位,然后反向找原点。
9楼 发表于: 2008-07-11 10:11只看该作者 | 小 中 大
f
e c
级别: 闯荡江湖
精华主题: 0
发帖数量: 580 个
工控威望: 341 点
下载积分: 5644 分
在线时间: 25(小时)
注册时间: 2007-11-15
最后登录: 2010-07-06
访问一天贼忙的个人主页
工控人家园三菱工控论坛
提交
现在时间:07-16 22:50 论坛系统: PHPWind7
本站所有内容均为网友自行发布,不代表网站立场,版权属于原作者
黔ICP备06002412号工控人家园与您共同进步!。