厚向异性值r及应变硬化指数n对板料拉深成形性能的影响
金属板材n值r值解析

金属板材的n值和r值解析在冲压领域,我们需要关注金属板材的抗拉强度、屈服强度、延伸率、加工硬化指数、各向异性指数。
本文将详细解析加工硬化指数n和各项异性指数r。
一、加工硬化指数n加工硬化指数英文为hardening index,常用字母n指代。
该指数由真实应力和真实应变定义。
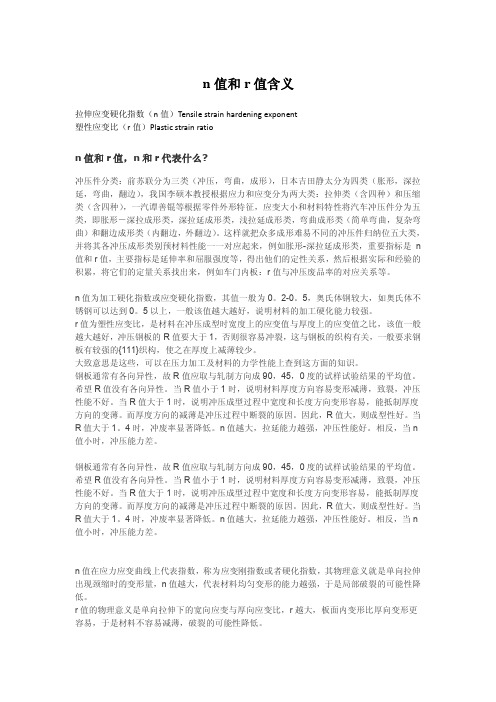
计算n值的方法常用两点法,即利用拉伸试验所得的拉伸曲线,将拉伸力和伸长位移换算成真实应力和真实应变,得到真实σ-ε曲线(如下图),假设该曲线符合指数规律,即:σ = Kε^n(σ—真实应力,ε—真实应变,n —硬化指数,K —强度系数),公式两边取对数得:lnσ=lnK+nlnε,通过两点法可求出K值和n值。
硬化指数n值代表钢板在塑性变形中的硬化能力, 反映了变形均匀度、成形极限和裂纹是否产生等。
n值越大,整个成形过程中的变形越均匀。
对板材成形极限曲线具有明显的影响,n值大材料的成形极限曲线高,n值小材料的成形极限曲线低。
板材的拉胀性能在很大程度上取决于材料的n值,n值高时,拉胀性能也好。
因此,硬化指数n值是评价板材成形性能的重要指标之一。
二、塑性应变比r塑性应变比英文为plastic strain ratio,常用字母r指代,又称各项异性指数。
该指数是板材拉伸试样在试验中宽度方向应变εb和厚度方向应变εt之比。
即:b0和t0分别是试样原始宽度和厚度,b和t分别是试样在某一变形时的宽度和厚度。
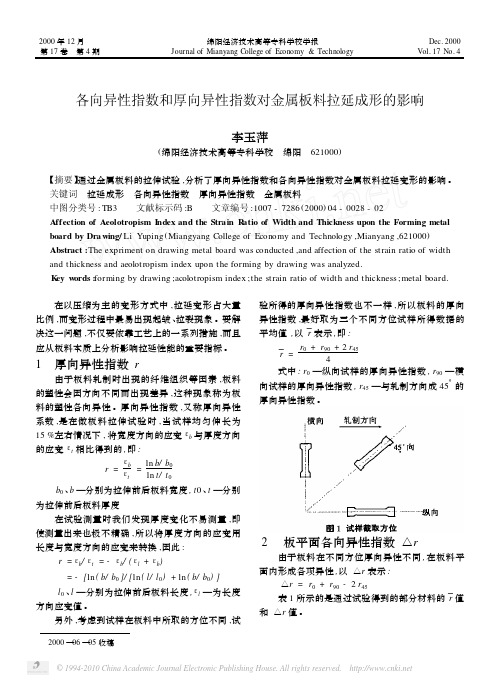
板材的力学性能在轧制方向和其他方向有较大差别,故一般取为3个方位试件试验数据的平均值,用r表示:r=(r0 +2r45+r90)/4。
r0、r45、r90分别为沿板材轧制方向、与轧制方向成45°和垂直于轧制方向试件的厚向异性系数。
r值愈大,板材抵抗失稳变薄的能力愈大,愈不容易发展厚向变形;r值愈小,板材抵抗失稳变薄的能力愈弱,厚向变形愈容易。
r=1表示板材不存在厚向异性。
通俗来讲r值高,变形过程中金属在长宽上的流动优先于厚度上的流动。
材料性能对异形杯充液拉深成形的影响
材 料 性 能对 异 形 杯 充液 拉 深 成 形 的影 响
刘 媛 媛 徐 岩 王 辉 李 进
(. 京 航 空 航 天 大 学 机 电 学 院 , 京 ,2 0 1 ; . 国 直 升 机 设 计 研 究 所 , 德 镇 , 3 0 1 1南 南 106 2 中 景 3 30 ) 摘 要 : 料 充 液 拉 深是 成 形 复 杂 零 件 的 一 种 有 效 方 法 , 充 液拉 深 中 材 料 的性 能 参 数 对 成 形 结 果 有 着 直 接 的 影 板 在 响 。了解 哪 种 性 能 参 数 对 充 液 拉 深 成 形 影 响 最 大 , 利 于恰 当 的 选择 板 材 , 到 合 格 的 成 形 件 。 文 以异 形 杯 成 有 得 本
f r bl y o h y r me h nc l e pd a n fir g lrc p a esmua e yDy a o m.Th j r o ma it ft eh d o c a ia e r wig o re u a u r i ltd b n f r i d emao
处理 器 中观察 板料 的厚 度变形 、 主应 变分 布 。共分
两 次进 行模 拟 , 一次 模 拟研 究 r . 第 一0 8时 , 分 别 取 0 1 ,. 0 0 3 , . 0时 板料 变形 情况 ; 二 次 . 0 0 2 ,. 0 0 4 第
目前 所 有 的有 限元 模拟 软 件 的前 置处 理 工 具
形 为例 , 用 D a fr 软 件 对 异 形 杯 的充 液拉 深 成 形进 行 数 值 模 拟 。 以 零 件 成 形 最 终 主 应 变、 采 y no m 厚度 分 布 等 为 评
定标准, 分析 了材料性 能参数 中的应 变硬化指数 和犀 向畀性指数 r对畀形杯充液拉深成形 的影 响。
板料拉伸试验及冲压性能分析实验报告

板料拉伸试验及冲压性能分析实验报告实验报告1,实验目的1)了解金属板的冲压性能指标,掌握测量金属板的拉伸强度、屈服强度、硬化分支和厚度方向系数的方法2。
实验概要本实验是一个测量金属板拉伸性能的间接实验。
本实验通过对板材进行拉伸、压缩和硬度测试,分析了板材的各种冲压性能。
这些实验可以在通用材料力学测试设备上进行,反映了材料的一般冲压性能。
试验的参数主要包括:1) δu:均匀伸长率,δu是拉伸试验中局部集中变形开始出现的伸长率。
一般来说,在下,冲压是在板材的均匀变形范围内进行的,因此该参数可以反映板材的冲压性能。
2)屈服比:屈服极限与强度极限之比几乎所有冲压成形的较小成品率为利润。
在拉深过程中,如果板料的屈服强度较低,变形区的切向压应力较小,材料起皱的趋势也较小,因此防止起皱所需的压边力和摩擦损失应相应减小,这有利于提高极限变形程度。
3)硬化指数n:也称为n值,表示材料在塑性变形过程中的硬化程度对于n值较大的材料,在的相同变形程度下,真实应力增加更多。
当n值较大时,变形可以在伸长变形过程中均匀化,具有扩大变形面积、减少毛坯局部变薄以及如何达到预变形参数等功能。
4)厚度方向系数r:是金属板拉伸试验中宽度应变与厚度应变的比值5)凸耳系数:金属板在不同方向的不同性能(在冶金和轧制过程中产生),使用以下公式11?r。
(r0?r90)?r45r?(r0?r90?2r45)24实验内容:1)了解电子懒骨头试验机的基本结构和功能;2)学习电子拉伸试验机的简单操作、拉伸实验数据的收集和处理软件的使用;3)对试件进行隔距规距,进行拉伸试验,得到拉伸曲线;4)根据实验数据,评价各种冲压性能参数3,试验步骤1)根据国家标准GB/t228-2002,制备拉伸试样。
为了确定金属板的平面方向性系数,应该在相对于金属板平面上的轧制方向为0、45和90°的三个方向上选择样本。
样品的厚度应均匀,在标准长度范围内的厚度变化不应超过样品标称厚度的1%,标准长度范围内的长度变化应使用伸长计测量2)将样品夹在试验机的卡盘上,调整测力标尺和载荷-伸长曲线记录装置将实验条件3)输入装有电子拉伸机的软件中,对得到的拉伸应力-应变曲线进行处理,得到材料的屈服强度、断裂强度、屈强比、均匀伸长率和硬化指数。
金属薄板带应变硬化指数和厚向异性指数测定方法

() 3 诊断功能:该功能是帮助操作者判断故 障的类型与部位, 找到排除故障的途径及方法,确 保整个光谱分析系统是否正常运行。 () 4 数据库管理及计算功能: 数据库可以存 储数百个标准样品的成千上万个标准含量,以及近 百条校准曲线, 数百个钢种的技术标准, 数千个试 样分析结果。另外如D 等,还存有数百条分析 V6 -
X一n ;I ; e 鱿 I; 一n a
在数据对的选取上, 力值最小的数据点应大于 材料的屈服点; 力值最大的数据点应尽可能接近材
料的最大强度值。 曲线拟合法测得的 n 值因采用试验数据多点
当; 时,材料宽度方向比厚度方向容易产生变 >1 形,即意味材料不易变薄或变厚。在拉深变形中加 大植 , 板料宽度方向较厚度方向易于变形, 毛坯 的变形区切向收缩而不易起皱失稳;毛坯的传力区 其厚度方向不易减薄而导致破裂失稳, 有利于提高
向异性指数r 的测定方法简介如下。 l 直
I 应变硬化指数月 值的测定 应变硬化指数 n 值的物理意义,是指材料均 匀变形的能力。n值大则意味着材料加工硬化严 重,材料的变形易于从变形区向未变形区、从大变 形区向小变形区传递, 宏观表现为材料应变分布的 均匀性好,不易进人分散失稳。n 值对伸长类变形
的数理统计、 月报表、日 报表及各种分类作表等, 还有为现场提供加料计算、产量统计、 原材料消耗 统计 、成本和利润统计等。极大的满足了用户需
要。
当然,随着信息化时代的到来, 光谱分析数据 的网络化已在很多企业应用, 给企业带来了很大效 益。只有认真的总结光谱的应用知识, 才可以使光 谱技术得到更进一步的发展。
一
了 使试验数据尽可能接近失稳点 。B B Z 和 相差较小; 另一 为了 方面 使取得的 数据不致太 靠近, 和 3 典 B 相
铝合金薄板n_值和r_值测试的影响因素分析
作者简介:张银祥(1988-),女,云南人,本科,主要从事铝合金理化检验工作。
收稿日期:2023-02-15铝合金薄板n 值和r 值测试的影响因素分析张银祥,陈玉(西南铝业(集团)有限责任公司,重庆401326)摘要:拉伸应变硬化指数(n 值)、塑性应变比(r 值)已成为评价材料成形性能的重要指标,因此,n 值、r 值测试数据的准确性就显得特别重要。
本文针对测试中影响n 值、r 值结果的几个主要因素进行了分析讨论。
结果表明,试样尺寸在(12.50±0.20)mm 范围内,对n 值测试结果几乎无影响;同一个试样用方法A 与方法B 计算的n 值、r 值有一定差异;试样装夹偏移角度不超过±3.6°时,对n 值几乎无影响;对于全自动引伸计,试样装夹偏移角度对r 值影响明显,极限情况下,偏移角度的绝对值达到0.7°时即可能导致r 值明显增大。
关键词:铝合金;拉伸应变硬化指数(n 值);塑性应变比(r 值);试验验证中图分类号:TG146.21,TG115.5+2文献标识码:A文章编号:1005-4898(2023)04-0018-05doi:10.3969/j.issn.1005-4898.2023.04.040前言拉伸应变硬化指数n 值、塑性应变比r 值是金属薄板或薄带的塑性变形特征值,其中n 值通过测量试样塑性变形区负荷以及长度变形测得;r 值通过测量试样塑性变形区宽度变形以及厚度变形测得,由于难以直接精确测量厚度变形,实际上通过测量宽度变形与长度变形,可计算出厚度变形。
在实际测试中,这两项性能往往是用同一个试样在单向加载条件下测定的。
但有研究数据表明,作为材料特征参数,n 值具有较好的一致性,而r 值却有明显的离散性。
本文针对日常检测中出现的试样尺寸公差不满足标准要求以及人工装夹试样时引起试样纵轴偏移等现象开展了不同尺寸偏差对比测试、装夹试样时不同偏移度对比测试,并对测试结果进行分析。
关键机械性能参数对冲压成型的影响

压缩失稳
拉伸失稳
13
关键机械性能参数对冲压成型的影响
冲压成形分类: 伸长类变形:当作用于变形区的拉应力绝对值最大时,在这一方向上的变形一定是伸长变 形,称这种冲压变形为伸长类变形; 压缩类变形:当作用于变形区的压应力绝对值最大时,在这一方向上的变形一定是压缩变 形,称这种冲压变形为压缩类变形;
关键机械性能参数对冷冲压成形的影响
1
关键机械性能参数对冲压成型的影响
冷冲压成形是否稳定,材料性能起决定性作用。据不完全统计,冲压生产中,60%左右的质 量波动由材料性能波动导致,部分零件(近30%)对材料性能变化敏感。
2
关键机械性能参数对冲压成型的影响
板料轧制方向定义:
3
关键机械性能参数对冲压成型的影响
10
关键机械性能参数对冲压成型的影响
r值: 学名:塑性应变比,也称厚向异性系数。r值是评价金属薄板深冲性能的重要参数,反映金 属薄板在某平面内承受拉力或压力时,抵抗变薄或变厚的能力。r值一般上是越大越好。钢 板有长宽和厚度上的尺寸,在冲压变形过程中金属是像水一样流动的,r值高,意味着在变 形过程中,金属在长/宽尺度(平面)上的流动优先于厚度上的流动。这样在大变形量的地 方不会减薄很厉害,也就不容易减薄开裂。
材料机械性能综述: 金属材料在载荷作用下抵抗破坏的性能,称为机械性能(或称为力学性能)。 金属材料的机械性能是零件设计和选材时的主要依据,外加载荷性质不同(例如拉伸、压 缩、扭转、冲击、循环载荷等),对金属材料要求的机械性能也将不同。 对汽车覆盖件冷冲压成形来讲,屈服强度Rp、抗拉强度Rm、断后延伸率(总延伸率)A80、 均匀延伸率Ag、n值、r值等是影响成形质量的关键要素,而成形质量的好坏,往往是多个 性能要素综合作用的结果。
工艺基础作业题汇总
单号作业题汇总一、(1)缩孔,缩松是铸件中的常见缺陷,哪些因素影响其形成,如何采取措施进行防止,举例说明合金成分对形成缩孔和缩松的影响。
影响缩孔和缩松形成的因素1)合金本身的液态收缩率和凝固收缩率2)铸件结构的设计、型壳的散热能力3)浇注系统和浇注条件4)合金的导热率和结晶温度范围采取何种措施防止根本:利于铸件的顺序凝固和进行充分地补缩具体措施:1)在满足铸件性能要求的前提下,尽量选择液态收缩和凝固收缩小的合金;2)改进铸件的结构。
确保铸件在凝固中能从冒口不断地补充高温金属液,冒口的尺寸和数量要适当,力求做到顺序凝固;3)改善局部散热条件。
如合理组模,每组多件时,使蜡模之间保持适当的距离,每组单件时,则尽量使热节处置于模组的边缘,以利于铸件的顺序凝固和充分补缩;4)浇注温度不能过高。
浇注温度过高会使合金液态收缩增加,若补缩不充分,将增加缩孔的体积;5)选择合适的浇注条件,如高温出炉,低温浇注,对于大组模宜采用先快后慢,再补浇的办法,以利于铸件的顺序凝固和浇冒口对铸件的补缩;6)必要时采用冷铁与补铁来改变铸件的温度分布,以利于顺序凝固。
举例:球墨铸铁1)碳:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩;2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向;3)稀土和镁:残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,当它们的含量较高时,会增加缩孔、缩松倾向。
一、(2)热应力产生的原因,举例说明如何采取措施减少应力对铸件性能的影响。
热应力产生的原因:铸件在凝固和冷却过程中,不同部位由于不均衡的收缩而引起的应力,为铸造残留应力。
措施:1)合理地设计铸件的结构:铸件的形状愈复杂,各部分壁厚相差愈大,冷却时温度愈不均匀,铸造应力愈大。
因此,在设计铸件时应尽量使铸件形状简单、对称、壁厚均匀;2)采用同时凝固的工艺:使铸件各部分温差很小,几乎同时进行凝固。
模具知识点2

模具知识点一、选择填空知识点整合1、冲压工序的分类:分离工序和成形工序2、影响冲压成形的性能指标:屈服强度,屈强比,伸长率,硬化指数,弹性模量,厚向异性系数,板平面各向异性系数。
A 总伸长率:拉伸试验中试样破坏时时的伸长率;B 屈强比(Ds/Db )屈强比小即Ds 与Db 之间的差值大,材料易塑形变形而不易断裂。
C 弹性模量E :弹性模量越大,在成形过程中抗压失稳能力越强,卸载后弹性恢复小,有利于提高零件的精度。
D 硬化指数n :n 值越大的材料,硬化效应越大,对伸长变形是有利的。
E 板厚方向性系数r :指宽向应变与厚向应变之比,r 越大,则板平面方向越容易变形,厚度方向较难变形,对拉伸有利。
F 板平面方向性:对冲压变形和制件的质量都是不利的,应尽量设法降低。
3、冲裁变形过程:弹性变形阶段,塑形变形阶段,断裂分离阶段。
4、落料冲裁时断面四个特征:毛刺,断裂带,光亮带,圆角带。
5、冲裁间隙对冲裁件断面质量,冲裁精度,冲裁工艺以及模具的寿命都有很大的影响,因此,在实际生产中,通常要选择一个合适的间隙范围,确定合理间隙值得方法有两种:理论确定法和经验确定法。
6、计算和确定凸、凹摸刃口尺寸及其公差时,根据冲孔和落料的特点,落料时以凹模为基准,间隙取在凸模上。
考虑凸模与凹模的磨损规律,对落料模凹模基本尺寸应取最小极限尺寸;对冲孔模凸模的基本尺寸应取最大极限尺寸。
7、根据凸、凹模的加工工艺方法的不同,刃口尺寸的计算方法可分为两种类型:凸模与凹模分别单独加工和凸模与凹模配合加工。
8、根据凸模的磨损而引起的工件尺寸变化分以下三种:凸模磨损后尺寸减小、凸模磨损后尺寸增大、凸模磨损后尺寸没有变化情况。
9、斜刃口模具冲裁时,为了不影响工件。
落料时,将凸模做成平刃口,凹模做成斜刃口。
冲孔时,将凸模做成斜刃口,凹模做成平刃口10、在设计冲裁磨具时,除了冲裁力外,还需计算的其他工艺力主要有卸料力、推件力和顶件力。
采用弹性卸料装置和上出料方式时、采用刚性卸料装置和下出料方式时的总冲裁力。
DC01钢板极限拉深比数值模拟和试验研究
DC01钢板极限拉深比数值模拟和试验研究陈继平;罗远震;宋新力;贾伟;钱健清;李胜祗【摘要】对不同厚度的DQ级深冲钢板DC01的极限拉深,采用有限元软件PAM-STAMP 2G进行数值模拟,并通过Swift平底冲杯试验测试数据计算深冲钢板的极限拉深比.结果显示,根据试验结果计算出的DC01钢板极限拉深比和根据数值模拟结果计算出的极限拉深比最大偏差仅为2.08%,模拟数值误差较小,表明采用PAM-STAMP 2G有限元软件对板料极限拉深比进行数值模拟具有较高的可靠性和精度.【期刊名称】《安徽工业大学学报(自然科学版)》【年(卷),期】2015(032)004【总页数】5页(P310-314)【关键词】钢板;数值模拟;极限拉深比;Swift平底冲杯试验【作者】陈继平;罗远震;宋新力;贾伟;钱健清;李胜祗【作者单位】安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002【正文语种】中文【中图分类】TG356.2拉深是板料冲压成形工艺之一,在机械制造、仪器仪表、家用电器、汽车及航空航天等领域应用广泛[1]。
极限拉深比(limit drawing ratio,LDR)是板料的重要成形性能参数,是进行拉深工艺制定和模具结构设计的重要依据,也是评价板料拉深成形性能的主要指标[2-3]。
目前,国内外学者对板料极限拉深比的研究主要集中在极限拉深比的预测计算及其影响因素,如凸凹模形状尺寸、润滑方式、压边力、摩擦系数、板料厚度、板料材料特性参数等对LDR值的影响[4-5],而对不同厚度的DQ级深冲钢板DC01在拉深成形过程中极限拉深比的变化规律研究较少[6-7]。
有限元数值模拟可设置与实际接近的拉深成形虚拟环境,能比较方便、快速、清晰地显示深冲钢板的拉深特性和成形情况,且能节省试验费用,但拉深成形数值模拟结果是否真实可靠还需试验来验证[8-10]。
塑性各向异性比值r和加工硬化指数n与金属薄板冲压性能的关系

’
。
一 一
“
‘
价
方
、
一
用到 乒运 “ 产 两种 不 同 的 伸 长 度 得 到 的 结 果 ” 一 产 一
‘
“ ‘
‘
’
一
‘
” 劝 曰 奋
’
“ 曰
‘
曰
‘一
只 就 有关 了、
、
,
“
‘
很 高比 值
时 分钟
。
来说
‘
,
裂 纹 生 成 率 给 于 加工 硬 化 指 数 的 变 化
’
,
比 起 薄 板 各 向异 性 所
。 ,
,
也就 是通 常所 说 的
或 是断 面
“
阶 梯 形 拉 力试
‘
样”
值
。
。
因 为 断 口 通 常 发 生在 横 断面
所 以可 以测最断面
的 宽 度 变 化计 算
’
一
一
图
‘
阶梯 形 拉力试 样棒
’
值 可 借 助 下 列 公 式 进 行计 算
式中
护
,
,
断面
断面
的 最 初宽 度
。
的 标 距 的 最后 长 度
‘
偏 差 之 间进 行 比 较
‘
。
’
的 变 化 系数 相 对 地 低 于 屈 服 点 的
,
而 高于 拉 力强度 的
。
分 散 度甚 大 的
’
值 正 是使
用 独 特 测 量 方 法 的 实验 室 提 供 的
这 方 法 在缩 颈 状 出现 时 对 试 样 的 一 个 面 沿着标 距 较短 的穷
一
试析板料成型性能指数对钣金零件的影响
试析板料成型性能指数对钣金零件的影响世界上很多国家同一个化学成分与同一个品牌的板料在成型工艺方面有着非常明显的差异,造成这种现象的根本因素就是每一个板料的生产企业对板料成型工艺性能的指数n值与r值得控制上有着明显的出入。
在国外每一个生产单位对于板料成型工艺性能指数r值与n值得控制已经有了一个明确的统一标准,但是在国内相对于板料成形工艺性能指数n值与r值仅仅停留在研究阶段。
因材,现阶段最为重要的就是相关研究部门将板料成形工艺性能指数n值与r值得研究结果进行推广与运用,从而形成一个统一的标准。
1n值的物理意义与影响板料成型性能指数n值主要是指与板料有联系的常数,也常常被称之为加工硬化指数或者是应变刚指数,其通常是反映板料在变形过程中的强化能力与抗失稳能力。
如果n值越大,那么板料变形能力就越大,也就不容易出现失稳现象。
n值主要是拉伸材料相关成型性能的判断依据。
1.1n值对材料变形强化能力的影响dσ/dε表示板料的应变强化能力,对其进行微分可以得出:其中A是应变刚系数或者强度系数,n为应变刚指数。
当ε=0.01选择不一样材料的n值带入上式中求出dσ/dε数值,并且列入表1中,如表1所示:表1n值0.2 0.3 0.41/ε1-n 5.85 4.69 3.76dσ/dε0.51 0.881.07从表1中能够看出n值比较大的材料,在材料的变形过程中dσ/dε增加的比较大,能够使变形快速地转移到接近部分,可以使各个点的变形更为均匀。
1.2n值对材料抗失稳能力的影响本文以板料的双线拉伸进行实验研究:设σ2/σ1=χ。
经过认真研究与观察得出,当板料发生分散性时其应变强度为:而板料发生集中性失稳时其应变强度为:由以上两式可以总结出某种板料的两种相关失稳曲线,并且绘制成相关图形。
板料的失散与失稳,如果单向拉伸时,x为零,而εf-j与n以及εj一样时,材料平面应变如下:当x=0.5时,经过计算得出εf-j=1.155n=1.155εj;双向等拉时:当x=1时,计算得出εf-j=2n=2εj;集中失稳时:x=0时,εj-j=2n=2εj,而x=0.5时,εj-j=1.155n=1.155εj;也就是εf-j与εj-j一样,这样就可以得出此种应力状态之下,材料的分散失稳与集中失稳是一起发生的。
r值对板料拉深性能影响的模拟结果分析
r值对板料拉深性能影响的模拟结果分析作者:赵赫何其锦钱健清来源:《科学导报·学术》2019年第09期摘要:本次试验主要研究对于不同r值设置下的板料模型进行LDR结果的模拟,从而得到r值与板料拉深性能的关系。
得出r值对LDR结果影响较为明显,r值每提高0.1,LDR增加约0.02。
且板面各向异性情况下,板料拉深性能受到最小r值和应力应变不均匀的影响,性能要明显弱于与平均r值相同的板面各向同性的板料。
关键词:拉深;r值;LDR1 前言在经济与技术高速发展的现代,金属材料作为工业生产制造的基础,对材料性能提高的研究始终是科研工作者和生产厂家优化和提高产品品质、降低生产成本的重点工作内容。
但是,对已有材料的性能开发和不同变形状态下对材料性能要求差异的研究以及实际生产与理论分析和数值模拟之间的差异也应该得到更多的研究。
塑性应变比即Plastic strain ratio又称Lank ford值或r值,是评价金属薄板深冲性能的最重要参数。
它反映金属薄板在某平面内承受拉力或压力时,抵抗变薄或变厚的能力,也就是指在单轴拉伸应力作用下,试样宽度方向真实塑性应变和厚度方向真实塑性应变的比[1]。
由于结晶和轧制原因,板料的塑性会因为方向不同而又差异,这种现象叫做板料的塑性各向异性。
我们把r=1时,称为为各向同性;r≠1时,称为为各向异性。
目前研究者普遍认为板料的各向异性是由于板料在轧制过程因材料特性和加工工艺而产生的织构的作用[2-6]。
2 极限拉深比模拟结果与分析极限拉深比LDR是用来衡量板料拉深性能最为直观的指标。
通过对不同r值设置下的板料模型进行LDR结果的模拟,从而得到r值与板料拉深性能的关系。
模拟中采用的是国标要求的1.25mm级差确定每次模拟的原始板料尺寸。
LDR数值模拟结果见表2.1。
3 数值模拟结果与分析用于应力应变分析的模拟使用的板料尺寸115mm,r值设置见表3.1。
在图3.1所示的成形极限图(Forming Limit Diagram,FLD)模式主要是用来判断板料在拉深过程是否出现破裂和起皱。
镁合金板材拉伸实验塑应变比与加工硬化指数的研究论文
镁合金板材拉伸实验塑应变比与加工硬化指数的研究论文毕业论文任务书第1页第2页摘要镁及其合金是目前最轻的金属结构材料,具有比强度和比刚度高、吸震性强、导热性好、电磁屏蔽效果好、机加性能优良、零件尺寸稳定等优点,在航空、航天、汽车、电子、家电等领域应用极广。
国内外研究者和生产者一直致力于镁合金成形工艺和方法的研究。
其独特的力学行为使加工工艺较为复杂和困难。
为了提高镁合金产品的加工精度和成品率,需要对其化学成分和力学性能及各影响因素进行分析。
本论文通过采用单向拉伸实验,在DNS200微机控制电子万能试验机上测定了AZ31镁金板料在一定速度下的力学性能,并分析了其特点和原因。
利用实验测出的镁合金板料的拉伸前后宽度和厚度算出镁合金板料的塑形应变比r和加工硬化指数n。
计算结果表明:在沿轧制方向450方向镁板的塑形应变比r最大,沿轧制方向00方向最小;在沿轧制方向900的镁板加工硬化指数n值最大,00方向的n值最小。
关键词:镁合金;塑形应变比;加工硬化指数ABSTRACTMagnesium and its alloys are the lightest metal structural materials at present. And they have many advantages such as high specific strength and specific rigidity, strong absorption shock resistance, good heat conduction, good electromagnetic shielding, excellent mechanical machining performance, stable part dimension etc. They have been widely used in the fields of aviation, aerospace, automobile, electronic and appliance industry. Many experts and producers have been devoted to the study on the forming technology for Magnesium Alloy home and abroad. Its unique mechanics behavior makes processing technology more complex and difficult. In order to improve the machining precision of the magnesium alloy products and yield, need to its chemical composition and mechanical properties and the influence factors were analyzed. The paper by uniaxial tensile test, and measured the mechanical properties of AZ31 magnesium gold sheet under a certain speed in DNS200 computer control electronic universal testing machine, and analyze its characteristics and causes.Before and after the use of the experimentally measured tensile magnesium alloy sheet width and thickness to calculate the magnesium alloy sheet metal shaping strain than r and work hardening exponent n.The results show that: magnesium plate along the rolling direction and the direction of 45 ° shaping strain ratio r, 0 ° direction along the rolling direction; largest magnesium plate hardening exponent n value along the rolling direction of 90 °, 0 °the direction of the minimum value of n.Key words:Magnesium alloy , Plastic strain ratio , Work hardening index目录第一章绪论 (1)1.1镁及镁合金 (1)1.1.1镁及镁合金 (1)1.1.2镁合金的应用及前景 (3)1.1.3镁合金的基本成型工艺 (4)1.2镁合金力学性能 (5)1.2.1拉伸力学性能 (5)1.2.2塑性应变比 (6)1.2.3 拉伸应变硬化指数 (8)1.3 n值r值的研究进展 (10)1.4本文的研究意义及内容 (11)第二章实验方法 (13)2.1实验材料及设备 (13)2.2实验内容及方法 (15)第三章实验数据与计算结果 (17)3.1 0°方向的数据与计算结果 (17)3.2 45°方向的数据与计算结果 (23)3.3 90°方向的数据与计算结果 (29)3.4 总结分析 (34)参考文献: (37)附录一:英文原文 (38)附录二:外文资料翻译 (51)第一章绪论镁合金板材因其密度低、比强度和比刚度高、导热性好、电磁屏蔽效果佳等特点被广泛应用于交通、家电和通讯等工业和民用领域。
应用应变分析方法对冷轧钢板拉深成形的研究
严重,是整个杯件在拉深过程中最容易发生破裂的
部位,拉深成形极限就是由该区域的承载能力来决
图3拉深杯件五个变形区域
定的。保证拉深顺利成形的前提是该区域的承载能 力大于最大拉深成形力,否则将产生破裂。
4.1.3杯壁区域
从图4可见+在拉深杯件的壁部,应变分布呈带
状分布,从凸模圆角到凹模圆角,径向应变s&不断
·246·
图8杯体完垒成形时的三向应变分布
4.3材料性能对拉深杯件应变分布的影响 】号、2号和4号三种不同性能的材料拉深
第38卷第6期
理化检验一物理分册
21102年6月PTCA(PART A:PHYSRTAI.TES~7‘ING)
V”L1 38 N。6
Jm 2002
应用应变分析方法对冷轧钢板 拉深成形的研究
卢国清.邱晓刚 (攀枝花钢铁研究院,攀枝花617000)
但勇 (成都电冶厂科研所,戚都610061)
姚顺忠 (西南林业大学,昆明650224)
1引言
拉深成形也称拉延成形+是金属薄板立体成形 中最主要的塑性加工方法,采用拉深工艺可以加工 出筒形、锥形、盒形等各种形状的薄壁零件.如与胀 形工艺相结合可以加工非常复杂的零件,如汽车覆 盖件[1】、油底壳”j、摩托车油箱等。在拉延成形的各 种形状的零件中,圆筒形零件是最简单且最具代表 性的零件。拉深试验正是模拟冲压圆筒形零件的成
圆角区域、杯壁区域、凹模圆角区域和突缘区域,见 图3。图4为测量得到的杯件从圆心到边缘截面上 的三向应变分布图。
在图4中,由凸模直径50mm,凸模圆角半径 5mm,可知到圆心的距离在0~20mm为杯底区域, 20~28mm为凸模圆角区域。因为杯壁的高度是 随着冲压行程的增加而不断变化的,所以要确定杯
板料的力学性能与成形性能

板料的力学性能与成形性能汽车车身钣金件生产过程中,经常遇到一些不明具体原因的停台,我们将其中的一些归类为材料停台:比如说,这一拍料生产时很顺利,一换另一拍料板料就缩径拉裂、四处开花。
但是,我们并不清楚材料哪里出了问题。
我们明眼就能看出的板料问题:如板料脏、有杂物(灰尘、料屑、皮带上的杂物等)、板料锈蚀和夹杂、坑包和棱子。
但是这和板料内部的性能并没有太大的关系。
那么,板料的力学性能包括哪些方面,它们具体指什么,与板料的成形有什么关系呢?厂家提供的质量说明书中包含的内容有:①卷料的基本尺寸、重量;②化学成分;③室温拉伸试验得到的力学性能参数;④镀层重量。
其中,力学性能参数包括屈服强度(yield strength,87版国标为σs,2002版国标为R eL)、抗拉强度(tensile strength,87版国标为σb,2002版国标为R eM)、延伸率(elongation,87版国标δ,现用国标为A)、垂直轧制方向的应变硬化指数(n)、塑性应变比(R,也叫厚向异性系数)这五个参数。
这些力学性能参数都是通过取垂直板材轧制方向取样后,进行单向拉伸试验后得到的。
因此,在了解这些力学性能参数之前,先讨论一下拉伸试验是有必要的。
进行拉伸试验后,可以得到载荷—行程曲线,经过转换后得到一条应力—应变曲线。
应力的概念类似于压强,是指单位面积上力的大小。
工程应变指试样在单位长度上的变形相对于原长度的百分比。
下图是产生微量变形时的应力—应变曲线。
板料在开始产生塑性变形前,先产生弹性变形。
对于目前车间使用的钢板、铝板,均没有像低碳钢那样的屈服台阶,所以我们一般取产生0.2%应变时的应力为板材的屈服强度。
我们把整个成形过程中的最大应力(也是缩颈开始产生时的应力)称为抗拉强度。
断裂时试样的伸长比例,称为板料的延伸率。
屈服应力大小直接影响冲压力及成形后回弹量大小。
在相同工艺条件下,低的屈服强度板材成形后回弹量小,形状更稳定。
金属板材n值r值解析
金属板材的n值和r值解析在冲压领域,我们需要关注金属板材的抗拉强度、屈服强度、延伸率、加工硬化指数、各向异性指数。
本文将详细解析加工硬化指数n和各项异性指数r。
一、加工硬化指数n加工硬化指数英文为hardening index,常用字母n指代。
该指数由真实应力和真实应变定义。
计算n值的方法常用两点法,即利用拉伸试验所得的拉伸曲线,将拉伸力和伸长位移换算成真实应力和真实应变,得到真实σ-ε曲线(如下图),假设该曲线符合指数规律,即:σ = Kε^n(σ—真实应力,ε—真实应变,n —硬化指数,K —强度系数),公式两边取对数得:lnσ=lnK+nlnε,通过两点法可求出K值和n值。
硬化指数n值代表钢板在塑性变形中的硬化能力, 反映了变形均匀度、成形极限和裂纹是否产生等。
n值越大,整个成形过程中的变形越均匀。
对板材成形极限曲线具有明显的影响,n值大材料的成形极限曲线高,n值小材料的成形极限曲线低。
板材的拉胀性能在很大程度上取决于材料的n值,n值高时,拉胀性能也好。
因此,硬化指数n值是评价板材成形性能的重要指标之一。
二、塑性应变比r塑性应变比英文为plastic strain ratio,常用字母r指代,又称各项异性指数。
该指数是板材拉伸试样在试验中宽度方向应变εb和厚度方向应变εt之比。
即:b0和t0分别是试样原始宽度和厚度,b和t分别是试样在某一变形时的宽度和厚度。
板材的力学性能在轧制方向和其他方向有较大差别,故一般取为3个方位试件试验数据的平均值,用r表示:r=(r0 +2r45+r90)/4。
r0、r45、r90分别为沿板材轧制方向、与轧制方向成45°和垂直于轧制方向试件的厚向异性系数。
r值愈大,板材抵抗失稳变薄的能力愈大,愈不容易发展厚向变形;r值愈小,板材抵抗失稳变薄的能力愈弱,厚向变形愈容易。
r=1表示板材不存在厚向异性。
通俗来讲r值高,变形过程中金属在长宽上的流动优先于厚度上的流动。
应变硬化指数对圆筒形件拉深性能的影响
Ab t a t s r c :Th n u n e o t i a d n n n e a u td f r n au s o h r w n e o ma c f e if e c fs a n h r e ig i d x n v l e a i ee t v e n te d a i g p r r n e o l r f r l f s e t t u n e d a i g ̄r n rc s fc l d r u si v sia e y te smu ain o ef i l h e a d r g t r w n ma l i h mi gp o e so y i e p wa e t t d b h i l t f h n t e — n c n g o t i e
・
2 ・ 2
重 型 机 械
应 变 硬 化 指数 对 圆筒形 件 拉 深 性 能 的影 响
陈继平 ,钱健 清 ,李胜祗
( .安徽工业大学材料科学与工程学院 ,安徽 1 2 .安徽省金属材料与加工重点实验室 ,安徽 马鞍山 马鞍山 2 30 ; 4 0 2 2 30 ) 4 0 2
摘
要 :应用有 限元软件 P M—S A G研究 了圆筒形件拉深成形过程 中不 同厚 向各 向异性系 A T拉深性能 的影 响。研究结果表明 ,随着厚 向各 向异性系数 的增大 ,板料 的极限拉深 比增 大。在小厚 向各 向异性 系数 的情况下 ,硬化指数对板料的拉深性能影 响大 ;在 大厚 向
各 向异性系数的情况 下 ,硬化指数对板料拉深性能 的影响不大 。在小 的厚 向各 向异性系数 r 值下 ,可
e e ot r AM —ST m nts fwa e P AM P 2G. I a e s e r m h e u t h tt e lmi d a ngr to o h he tmea tc n b e n fo te r s ls ta h i t r wi a i fte s e tl
各向异性指数和厚向异性指数对金属板料拉延成形的影响
2000年12月 第17卷 第4期绵阳经济技术高等专科学校学报Journal of Mianyang College of Economy &Technology Dec.2000Vol.17No.4 2000—06—05收稿 各向异性指数和厚向异性指数对金属板料拉延成形的影响李玉萍(绵阳经济技术高等专科学校 绵阳 621000)【摘要】通过金属板料的拉伸试验,分析了厚向异性指数和各向异性指数对金属板料拉延变形的影响。
关键词 拉延成形 各向异性指数 厚向异性指数 金属板料中图分类号:TB3 文献标示码:B 文章编号:1007-7286(2000)04-0028-02Affection of Aeolotropism Index and the Strain R atio of Width and Thickness upon the Forming metal board by Dra wing/Li Yuping (Miangyang College of Economy and Technology ,Mianyang ,621000)Abstract :The expriment on drawing metal board was conducted ,and affection of the strain ratio of width and thickness and aeolotropism index upon the forming by drawing was analyzed.K ey w ords :forming by drawing ;acolotropism index ;the strain ratio of width and thickness ;metal board. 在以压缩为主的变形方式中,拉延变形占大量比例,而变形过程中最易出现起皱、拉裂现象。
n值和r值含义
n值和r值含义拉伸应变硬化指数(n值)Tensile strain hardening exponent塑性应变比(r值)Plastic strain ration值和r值,n和r代表什么?冲压件分类:前苏联分为三类(冲压,弯曲,成形),日本吉田静太分为四类(胀形,深拉延,弯曲,翻边),我国李硕本教授根据应力和应变分为两大类:拉伸类(含四种)和压缩类(含四种),一汽谭善锟等根据零件外形特征,应变大小和材料特性将汽车冲压件分为五类,即胀形-深拉成形类,深拉延成形类,浅拉延成形类,弯曲成形类(简单弯曲,复杂弯曲)和翻边成形类(内翻边,外翻边)。
这样就把众多成形难易不同的冲压件归纳位五大类,并将其各冲压成形类别预材料性能一一对应起来,例如胀形-深拉延成形类,重要指标是n 值和r值,主要指标是延伸率和屈服强度等,得出他们的定性关系,然后根据实际和经验的积累,将它们的定量关系找出来,例如车门内板:r值与冲压废品率的对应关系等。
n值为加工硬化指数或应变硬化指数,其值一般为0。
2-0。
5,奥氏体钢较大,如奥氏体不锈钢可以达到0。
5以上,一般该值越大越好,说明材料的加工硬化能力较强。
r值为塑性应变比,是材料在冲压成型时宽度上的应变值与厚度上的应变值之比,该值一般越大越好,冲压钢板的R值要大于1,否则很容易冲裂,这与钢板的织构有关,一般要求钢板有较强的{111}织构,使之在厚度上减薄较少。
大致意思是这些,可以在压力加工及材料的力学性能上查到这方面的知识。
钢板通常有各向异性,故R值应取与轧制方向成90,45,0度的试样试验结果的平均值。
希望R值没有各向异性。
当R值小于1时,说明材料厚度方向容易变形减薄,致裂,冲压性能不好。
当R值大于1时,说明冲压成型过程中宽度和长度方向变形容易,能抵制厚度方向的变薄。
而厚度方向的减薄是冲压过程中断裂的原因。
因此,R值大,则成型性好。
当R值大于1。
4时,冲废率显著降低。
n值越大,拉延能力越强,冲压性能好。