4300宽厚板车间工艺设计11
4300mm宽厚板热处理线工艺及主要设备介绍

4300mm宽厚板热处理线工艺及主要设备介绍张训江 熊 伟 王明亮(宽厚板厂)摘 要 本文简要介绍了鄂钢4300mm宽厚板热处理线的工艺流程,并对其中的辐射管加热无氧化辊底式热处理炉和辊式淬火机的主要工艺设备特点、选择原则进行了重点介绍。
关键词 热处理线 辐射管 辊式淬火机 工艺特点1 前言热处理是将固态金属或合金采用适当的方式进行加热、保温和冷却,以获得预期组织结构与性能的工艺,通过热处理可以改变钢的组织形态,细化晶粒,从而提高材料的韧性及强度,改善材料的机械性能和工艺性能,提高材料的可靠性及使用寿命。
是充分挖掘材料性能和节约合金元素的重要手段之一。
热处理对提高产品附加值,增加企业核心竟争力具有举足轻重的作用。
为了优化鄂钢公司的产品结构,提高其市场竞争力,在4300mm宽厚板轧线后建设两条热处理线,包括一条淬火线和一条正火线。
其中,淬火线包括一座淬火炉(辐射管加热无氧化辊底式热处理炉)及辊式淬火机,用于钢板奥氏体化、正火及回火;正火线(明火炉),用于钢板的正火及回火。
2 热处理线热处理能力热处理的产品品种有造船板、锅炉板、压力容器板、模具用钢板、海洋平台板及低合金高强度钢板。
两条线年热处理成品总量为20,8 104t/a,年热处理总量为30 6 104t/a,两座炉热处理量分配见表1。
表1热处理炉年处理量 (t)淬火炉正火炉合计正火处理量24,000104,000128,000正火后回火量--18,00018,000淬火处理量80,000--80,000淬火后回火量30,00050,00080,000合计134,000172,000300,6003 工艺流程钢板在进入淬火炉前需要进行抛丸处理,目的是去除钢板表面的氧化铁皮,消除氧化铁皮对钢板热传导性能的影响以及划伤钢板表面而影响钢板表面质量,使钢板在加热过程中温度更加均匀,淬火过程中能够淬透,避免淬火软点。
抛丸后一些微小的氧化铁皮粒子将被磁化而吸附在钢板表面,如果随钢板带入炉内,将会引起炉底辊结瘤,所以抛丸后的钢板需用物理方法清除微小的氧化铁皮离子。
新建年产万吨宽厚板车间设计

新建年产万吨宽厚板车间设计1. 引言本文档旨在设计一座年产万吨宽厚板车间。
宽厚板是一种广泛用于建筑、机械制造等领域的重要材料,因此,设计一座高效可靠的生产车间对于保障生产质量和提升生产效率至关重要。
本文档将从车间布局、设备选型和工艺流程等方面对该车间进行详细设计,并提供合理的建议和注意事项。
2. 车间布局2.1 车间总体布局根据年产万吨宽厚板的生产需求,本车间建议采用分散式布局。
将车间分为原材料进场区、原料存储区、生产区、成品仓库和配套设施区等不同功能区域。
原材料进场区位于车间的东侧,方便原材料的装卸和运输。
原料存储区设置在车间的西侧,以便于物料的存放和管理。
生产区位于车间的中央,包括生产线、加工设备和工人操作区域。
合理规划设备的布局,确保工人和设备之间的安全距离,并提高工作效率。
成品仓库位于车间的北侧,用于存放生产出的成品宽厚板。
配套设施区包括办公室、员工休息区、洗手间等,位于车间的南侧。
2.2 工作站布局在生产区中,将工作站按照生产流程合理布置,确保生产线的连续性和生产效率的最大化。
根据实际需求,可以将工作站分为原料准备、切割加工、热处理、冷却和成品检验等不同的环节。
3. 设备选型在新建年产万吨宽厚板车间的设计中,设备的选型至关重要。
选择合适的设备能够提高生产效率、降低能耗,并确保产品质量。
3.1 切割设备宽厚板生产过程中,切割是一个重要的环节。
因此,选用高精度的切割设备能够提高生产效率和产品质量。
常用的切割设备包括数控剪板机和切割机。
3.2 热处理设备热处理是宽厚板生产过程中的关键部分,可以改变材料的物理性质和力学性能。
选用合适的热处理设备可以提高产品的强度和耐腐蚀性能。
常见的热处理设备包括热处理炉和热轧机。
3.3 冷却设备在宽厚板生产过程中,冷却是必不可少的。
选择合适的冷却设备可以加快产品的冷却速度,提高生产效率。
常见的冷却设备包括冷却水槽和冷却器等。
4. 工艺流程宽厚板的生产工艺流程是一个复杂的过程,涉及到多个环节和步骤。
莱钢4300mm宽厚板生产线工艺技术特点
莱钢4300mm宽厚板生产线工艺技术特点吕游(山东钢铁集团 莱钢宽厚板厂山东莱芜 271104)摘 要:介绍莱钢4300mm宽厚板生产线的产品结构、生产工艺技术特点,并对所采用的一些新技术进行了论述。
关键词:宽厚板;产品结构;生产工艺中图分类号:TG3 文献标识码:A 文章编号:1671-7597(2011)0210057-011 概述板的补偿,为了减少角部的容积,端部的锥度是薄的而不是厚的)具体地说它是由平面形状预测模型求出侧边、端部切头形状变化量,并把这个变化量莱钢4300mm宽厚板生产线始建于2008年,设计生产量180万吨/年,时换算成成形轧制最后一道次或横轧最后一道次时的轧制方向上的厚度变化至2009年8月该项目设备安装、冷调热试工作基本结束,进入试生产阶量,按设定的厚度变化量在轧制方向上相应位置进行轧制。
段;目前,生产趋于稳定,主要生产钢种有碳素结构钢、优质碳素结构3.2.2 高精度厚度控制技术。
莱钢4300mm宽厚板生产线轧机辊缝控制钢、低合金结构钢、造船钢板、管线钢板、锅炉钢板、压力容器钢板、工采用电动和液压压下共同调整,厚度精度取决于道次计划设定模型计算精程机械钢板、汽车大梁钢板桥梁钢板以及高层建筑钢板,产品的规格,产度及AGC控制精度。
前者决定了钢板头部厚度精度,后者决定了钢板全长品规格为:厚度5~100mm,宽度1500~4100mm,长度3000~18000mm。
厚度精度,同时在机架出口侧近距离布置γ射线测厚仪,减小AGC监控盲2 工艺流程简述区,提高钢板头尾部厚度精度。
自动厚度控制系统用来克服钢板工艺参数莱钢4300mm宽厚板生产线主要生产工艺流程:连铸坯→加热→预除磷波动对厚差的影响,并对轧机参数的变动给予补偿,常规的厚度自动控制→粗轧→精轧→快速冷却(ACC)→热矫→冷床→切头剪→UST(探伤)→系统只可以利用压下位置闭环控制和轧制力变化补偿的办法进行位置调双边剪→定尺剪→冷喷号→下线堆垛→入库发货。
年产124万吨的4100mm宽厚板车间设计
本科生毕业设计说明书题目:设计年产124万吨的4100mm宽厚板车间设计学生:学号:专业:材料成型及控制工程班级:成型一班指导教师:〔教授〕目录摘要: (5)第一章前言 (6)中厚板发展状况及发展趋势 (6)中厚板轧机发展历史 (6)1.1.2 中厚板生产现状 (6)中厚板发展主要问题 (7)1.1.4 中厚板轧机建设状况 (7)中厚板发展方向 (8)国外中厚板发展概况 (8)中厚板轧机概况 (8)国外中厚板生产技术发展状况 (8)在包头新建中厚板厂的必要性和可行性 (9)1.3.1 原料供给情况分析 (9)区域辅助设施状况 (9)总结................................................. 错误!未定义书签。
第二章产品大纲和金属平衡表编制 (10)2.1 产品大纲 (10)产品方案 (10)产品方案的编制原则 (10)产品大纲 (10)编制金属平衡表 (11)第三章生产工艺流程的制定 (13)工艺流程制定的依据 (13)生产工艺流程 (14)第四章轧机的选择、布置形式 (14)4.1 轧机选择原则 (14)轧机的类型 (15)轧辊尺寸 (15)第五章设备间距确实定和车间的平面布置 (16)设备间距确实定 (16)5.1.1 轧钢机与加热炉距离 (16)轧机机架间距 (16)5.1.3 热矫直机到精轧机的距离 (16)车间的平面布置 (16)车间布置原则 (16)选择金属流程线 ....................................... 错误!未定义书签。
第六章轧制制度确实定.. (17)制定轧制制度的原则和要求 (17)压下规程的制定 (17)道次压下量的分配规律 (17)6.2.2 分配压下量 (18)确定速度制度 (18)计算各道轧制温度 (21)第七章轧制力能参数确实定 (23)变形程度的计算 (23)计算平均单位压力 (27)变形区长度计算 (28)计算轧制压力 (28)计算各道次的轧制力矩 (29)轧制力矩的计算: (29)总传动力矩确实定 (29)第八章轧辊强度校核和电机能力检测 (33)轧制咬人校核 (33)轧辊强度校核 (34)电机过载过热能力校核 (39)第九章车间年产量计算 (41)典型产品轧制图表 (41)轧机小时产量计算 (42)轧钢机平均小时产量 (43)9.4 轧钢车间年产量的计算 (43)9.5 车间平面布置与起重运输 (45)9.5.1 原料库面积计算 (45)9.5.2 中间仓库面积计算 (45)9.5.3 成品库面积计算 (45)第十章主辅设备的选择及性能参数确实定 (47)加热区设备选择 (47)10.2.矫直机主要技术参数确定 (48)冷床 (49)剪切机主要参数确定 (49)钢区设备选择 (51)第十一章技术经济指标 (53)概述 (53)11.2 各类材料消耗指标 (53)金属消耗 (53)燃料消耗 (54)电能消耗 (54)轧辊消耗 (54)水消耗 (55)润滑油的消耗 (55)氧气消耗 (55)耐火材料消耗 (55)参考文献 (55)年产124万吨的4100mm中厚板车间设计摘要:我的毕业设计主要是以包头市及周边地区为设计条件,设计年产量为124万吨的4100宽厚板车间。
济钢4300mm宽厚板生产线工艺及设备特点
第 2期
赵树俭等 : 济钢430m m宽厚板生产线工艺及设备特点 0
。 3・ 3
1 步进式加热炉 ;2 台车式加热炉; 3 高压水除鳞系统 ; 4 四辊粗轧机 ;5 旁通辊道装置 ;-1 精轧机 ; 一 一 一 - - 6  ̄
7 预矫机 ; 8轧后 控制冷却装置 ; 9 热矫直机 ; 1一 一 一 一 O 步进 式 冷 床 ; l一 头 剪 ; 1 一 边 剪 ;3 超 声 波 探 伤 装 置 1切 2双 1一 1 定 尺 剪 ; l 一冷 矫 机 ; 1 一 平 机 ; 1一自动 火 焰切 割 机 ; 1一 4一 5 6压 7 8 厚板 缓 冷坑 ; 1一 段 剪 2 一 刃 机 ; 9分 O抛 2 一 底 热 处 理 炉 ; 2 一自动 火 焰 切 割 机 ; 2 一 火 机 ; 2一 直 机 ; 2一 床 ; 2 一 样 剪 ; 2 一 库 1辊 2 3淬 4矫 5冷 6取 7板
矫 直机矫 直后进入 精整 区。厚度 ≤5 / 的钢板 0FT f/ /
经冷床 冷却 、 分段 、 切头 、 尾 、 尺 、 切 定 冷矫 、 伤 、 探
标 识后入 库 。厚度 > 0m 的钢板从 特厚板冷 床 5 m 输 送 至特厚 板精整 区 , 经翻板 、 力矫 直 、 压 火焰切
( 济钢股份有限公)
摘
要
介绍了济钢 430m 0 m双机架宽厚板生产线 的产 品结构 、 生产 工艺及主要设 备的性能和特点 , 并
生 产工 艺 设备 性 能 产 品结 构
对所 采 用 的 一些 新 技 术进 行 了论 述 。 关 键 词 宽厚 板
Ch r c e itc fPr c s n u p e t a a t rs is o o e s a d Eq i m n
莱钢4300mm宽厚板生产线工艺技术特点
作 者 简 介 : 吕游 ( 1 9 8 4一) ,男 ,2 0 0 7年 7月 毕 业 于 安 徽 工 业 大 学
板坯厚度变化 自动进行升降 , 提高了氧化铁皮 的清 除效果 。预 除鳞 机 主要 技 术参 数 为 :系 统 压力 2 7 0 b a r ,集管压力 2 5 0 b a r ,冲击压力 0 . 7 4 N / m m ,喷 嘴到钢 坯 的高度 1 5 0 mm,喷 射 宽度 2 6 4 3 m m。轧 机为 双机 架 四辊可 逆式 ,轧 机压下 采用 电动 与液 压
独立 的步进 机构 液 压 传 动 ,额定 产 量 2 0 0 t / h ,额 定 产量 时煤 气用 量 3 3 5 0 0 N m / h ,加热 板坯 规格 厚
度 1 5 0—3 0 0 m m、宽 度 1 . 5~2 . 1 m、长 度 2 . 5—
4 . 1 m。 用 于 去 除 一 次 氧 化铁 皮 的 预 除鳞 机 ,安 装
板 坯从 板坯 库经 冷装 或直 接热送 进人 步进 梁 式 加 热炉 ,出炉之 后 ,经预 除鳞 机去 除炉生 氧化 铁 皮
后 进入 轧机 区域 ,在 粗轧 机进行 成形 和展 宽 阶段 轧
制 ,粗 轧机 在轧 机两 侧配备 有旋 转辊 道进 行板 坯 旋
转 ,粗轧机后配备有立辊轧机 ,能够更精确地控制 钢 板宽 度 ;轧机 轧制模 型 能够 实现传 统 的控 制 轧制
莱钢 科技
2 0 1 4年 1 O月
莱钢 4 3 0 0 m m 宽 厚 板 生产 线 工 艺 技 术 特 点
吕 游 ,庞义行 ,庞 芳芳
( 宽厚板事 业部 )
宽厚板生产工艺设计

宽厚板生产工艺设计摘要本文对中厚板目前在我国的发展状况形式及中厚板轧制过程中的轧制规程、轧制方法及道次的确定进行阐述,并且对中厚板在轧制中的工艺、参数、设备,进行了进一步说明。
关键词:中厚板 ;轧钢工艺;轧钢设备Design of the production process of heavy plateAbstractIn this paper, plate current form of development in China and in the process of plate rolling schedule, rolling method and passes the determination to elaborate, and on the plate in the rolling process, parameters, equipment, further instructions.Key words: plate; steelrolling process; steelrolling equipment目录第1章绪论.......................................... 错误!未定义书签。
1.1国内中厚板生产简介................................... 错误!未定义书签。
1.2国外中厚板轧机的发展................................. 错误!未定义书签。
1.3中厚板生产的进步 (4)1.3.1生产技术方面的进步 (4)1.3.2装备方面的进步........................................................................... 错误!未定义书签。
1.4我国中厚板发展的不足................................. 错误!未定义书签。
4300宽厚板车间工艺设计11

进入 21 世纪以来,大型造船业,海洋工程,桥梁、大口径石油、天然气输送管线、大型压力容器和贮罐、重型建造结构(特殊是高层、防火、耐侯、大跨度和非对称的空间结构用途、机械工程的技术进步和旺盛需求,极大地拉动了宽厚板的发展,低合金、高强度的宽厚板的生产技术进步。
宽厚板轧机生产的产品的厚度在 5- 100(200)mm,宽度在 3500- 4800(5300)mm。
高强度宽厚板钢材的屈服强度普通在 345MPa 以上,用于重大钢结构的则有Q345、Q390、Q420 和 Q460,例如 2022 年奥运会主体工程———国家体育场(鸟巢结构)就大量使用了舞阳钢厂生产的厚度为 110mm 的 Q460E- Z35 钢板。
为了提高安全性和整体性能,减轻自重,减少焊接量,造船和海洋平台则多用 D36 和 E36 以上的宽厚板,用于大口径石油和天然气输送管线多用 X70 级以上,甚至 X100 和 X120 等级的抗硫化氢腐蚀的宽厚板。
这些用途的宽厚板往往还单独或者综合要求具有良好的低温冲击性能,抗焊接热影响和裂纹敏感特性,或者试件断面收缩率Ψ达到 25%或者 35%以上的抗层状撕裂的性能。
生产工艺简单。
中厚钢板大约有 200 年的生产历史,它是国家现代化不可或者缺的一项钢材品种,被广泛应用于大直径输送管、压力容器、桥梁、锅炉、海洋平台、坦克装甲、各类战舰、车辆、机器结构、建造构件等领域。
其种类繁多,使用温度要求广(-200—600℃),使用环境要求复杂(耐蚀性、耐候性等),使用强度要求高(强韧性、焊接性能好等)。
一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志之一,进而在一定程度上也是一个国家工业水平的反映。
随着我国工业的发展,对中厚板产品,无论是数量上还是品种质量上都提出了更高的要求。
控制轧制和控制冷却技术在国际上称为 TMCP(Thermo-MechanicalControl Process),也有直译为热机械处理),它以冶金工艺(如再结晶、相变、沉淀)为基础,并充分利用强化机理(如固溶强化、沉淀强化、晶粒位错强化),特殊是通过限制变形和温度条件使晶粒细化 ,将强度和韧性良好结合 ,使轧后状态下的钢板获得预定的最佳材质性能。
矫直工艺优化
首秦4300宽厚板矫直 工艺优化
4. 冷矫直工艺模型优化
C
B A
b
s
O
O1
O2
' s
塑性变形率(OVS)表示钢板塑性变形程度的物理量,其数 值的大小代表钢板厚度方向上塑性变形量的大小。
由上图可以得出钢板在弯曲变形过程中塑性变形厚度占钢板总 厚度的百分比为:
首秦4300宽厚板矫直 工艺优化
Q235 原厚度 新厚度 25 29 S275 24 29 AH32 23 26 Q370R 23.3 26 X60 22 25.2 X65 20 23 X70 19.5 23 X80 19 23 Q690 16 20
首秦4300宽厚板矫直 工艺优化
钢板板形缺陷模型对现场实际操作创造了良好的条件, 但是由于现场钢板板形缺陷多种多样,同种缺陷的严重程 度也不尽相同。采用原有单一调整的模式会出现多道次无 法矫直合格的情况。不仅增加了操作工的劳动强度,也因 为多道次矫直对钢板表面质量造成了不良影响。
冷矫直机设计矫直钢板长度范围为5~20m,但是,随 着市场环境的不断变化,客户需求的多样化及个性化,定 尺长度小于5m或大于20m的合同逐渐出现在生产计划中。 由于冷矫直机不具备超长、超短钢板的矫直能力,在 剪切过程中如果出现板形不良,在压平机等工装设备未投 入前,将面临判废的危险,制约了公司在市场品种规格上 的承接能力。 在此背景下开发了超长、超短钢板的冷矫工艺。
首秦4300宽厚板矫直 工艺优化
2. 热矫直机单道次矫直工艺优化
单机架生产期间,轧制节奏相对较慢,热矫直机拥有充裕 的时间对钢板进行多道次矫直来保证钢板板形的质量要求。但 是,双机架投产后机时产由单机架时的15块提高至25块,因此 原有多道次矫直工序质量水平成为制约轧机产能释放的主要瓶 颈。 通过调研宝钢、沙钢等国内一线企业,为解决轧后板形问 题在使用预矫直工序的同时热矫直以三道次矫直为主。 根据首秦自身特点,依托现有工艺设备开发一道次矫直工 艺,在提高板形质量的前提下提高矫直效率。
莱钢4300mm宽厚板轧机技术及装备概述
莱钢4300mm宽厚板轧机技术及装备概述刘轩;赵昕【摘要】介绍了莱钢4300mm宽厚板轧机的工艺介绍和重要设备,包括整条线的规模、产品的种类及所用的技术等,对所使用的主要设备及相关重要参数进行了描述.【期刊名称】《电子测试》【年(卷),期】2013(000)017【总页数】3页(P15-17)【关键词】加热炉;立辊轧机;矫直机【作者】刘轩;赵昕【作者单位】山东莱芜集团钢铁公司自动化部 271104;山东莱芜集团钢铁公司自动化部 271104【正文语种】中文0 引言随着我国造船行业的发展,最近几年我国国内新建了数十条宽厚板生产线。
国外也有多家钢铁企业正在筹建新的宽厚板生产线或对现有生产线进行升级改造。
本文对莱钢4300mm宽厚板主要设备和采用的先进技术加以概述。
1 原料及产品1.1 原料定尺连铸坯通过输送辊道从厚板4#连铸机送入接料跨,经液压称称量合格后,装入凤凰设计的步进梁式加热炉。
1.2 产品1.2.1 产品品种产品包括管线钢板、船板钢、汽车钢板、结构钢板等。
1.2.2 产品规格产品规格:厚度5~100mm,宽度1500~4100mm,长度3000~18000mm。
2 采用的技术及设备2.1 生产工艺流程宽厚板生产线工艺流程如下:合格板坯—加热—除鳞—轧制—加速冷却—热矫—热喷印标识—冷床—钢板切头—表面修磨—超声波探伤—钢板切边—定尺剪尺—成品标识—垛板下线—收集入库—储运发货如图1所示:(1)轧制坯料加热制度的选择对于现在现代化的连轧机组,轧制钢板的表面质量和厚度公差的要求均日趋严格,对热板坯表面的质量要求和板坯加热温度的均匀性也在日渐提高。
于此同时,由于提高板坯热装温度和热装率是见效最快的节能措施,因而莱钢4300mm宽厚板轧机配备了2座上下两面多段供热的步进梁式加热炉,其生产符合高产量、优质钢、低耗能、节能、无公害以及生产操作自动化的要求。
通过对加热炉的整体结构的改进和发展,满足了高产量、优质钢、低耗能、节能、无公害以及生产操作自动化的工艺要求。
4300宽厚板车间工艺设计

学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月日摘要近年来,随着我国经济的快速发展,对宽厚板的需求量越来越大,并且对宽厚板的质量、强度、板形以及厚度的要求也越来越高。
这使得宽厚板行业迅猛发展,生产技术得以进一步成熟。
本设计主要介绍了宽厚板从原料到成品的整个生产过程,粗轧5个道次,精轧5个道次;粗轧采用三角形速度图,精轧采用梯形速度图,开轧温度1200℃,横轧开轧温度1150℃,精轧开轧温度1000℃,使产品的强韧性和力学性能有很大提高。
在基本的轧制工艺设计基础上,本设计重点描述了板形控制工艺在宽厚板生产中的应用。
本设计所采取的液压弯辊配合HCW轧机的板形控制技术,明显改善了宽厚板产品的浪形、瓢曲、侧弯等板形问题,使得产品的组织更加均匀,晶粒更加细化,从而获得了良好的力学性能和工艺性能。
并且液压弯辊技术和工作辊横移式HCW轧机技术较容易在现有传统四辊轧机上改造,具有很强的适用性。
关键词:宽厚板车间工艺板形控制液压弯辊 HCW轧机ABSTRACTIn recent years, along with the rapid economic development of our country, heavy plate to the growing demand, and to the quality of the heavy plate, strength and plate shape and thickness of the demand is higher and higher. This situation make heavy plate industry rapid development, production technology be further mature.This design is mainly introduced the heavy plate from raw materials to finished products of the whole production process. In this design, rough rolling 5 passes and finish rolling 5 passes, rough rolling with the triangle velocity diagram and finish rolling with trapezoid, initial rolling temperature is 1200℃,cross rolling initial rolling temperature is 1150,finish rolling initial rolling temperature is 1000,which makes the product of strong toughness and mechanical performance has improved a lot. In the basic rolling technology based on design, the design mainly describe the shape control technology in the heavy plate of the application of the production. The design of the hydraulic bending roll system with HCW mill of the shape control technology, can significantly improve the thick plate waves of product form, gourd ladle song and lateral bending plate shape etc, make the product structure is more uniform and more refined grains, and obtain a good mechanical properties and process performance. And hydraulic technology and work roll bending roll lateral movement type HCW mill technology are more prone to the existing traditional four roll rolling mill in transformation, and has a strong suitability.Keywords: Heavy Plate; Workshop Process; Shape Control; hydraulic bending roll; HCW rolling mill目录摘要 (I)ABSTRACT........................................................... I I 目录.............................................................. I II 1绪论.. (1)1.1 国外研究现状分析 (1)1.1.1 工艺方面 (2)1.1.2 设备方面 (2)1.2 我国中厚板产品生产现状 (4)1.3 本课题的目的意义 (5)1.4 本课题的主要内容 (6)2产品方案 (7)2.1 产品大纲 (7)2.2 金属平衡表 (9)2.3 典型产品 (9)2.4 生产方案 (9)3 工艺流程 (11)3.1 原料准备 (11)3.1.1 原料加热 (12)3.1.2 高压水除鳞 (12)3.2 轧制 (12)3.2.1 粗轧 (12)3.2.2 精轧 (12)3.3 冷却 (13)3.3.1 轧制过程中的轧件冷却 (13)3.3.2 轧后钢板的加速冷却 (13)3.3.3 成品钢板的冷却 (13)3.4 矫直、剪切和表面处理 (13)3.4.1 矫直 (13)3.4.2 剪切 (13)3.4.3 表面清理 (14)3.5 热处理 (14)3.6 表面标识 (14)4 主辅设备选型 (15)4.1 主要设备选型 (15)4.1.1 粗轧机 (16)4.1.2 立辊轧机 (16)4.1.3 精轧机 (16)4.2 辅助设备选型 (16)4.2.1 加热炉 (16)4.2.2 高压水除鳞系统 (17)4.2.3 轧后加速冷却系统(ACC) (17)4.2.4 热矫直机 (18)4.2.5 冷床 (18)4.2.6 剪切机构 (18)5 典型产品工艺设计 (19)5.1 典型产品原料尺寸及成品尺寸 (19)5.2 轧制道次确定及压下量分配 (19)5.3 轧制各工艺参数的计算 (20)5.3.1 轧制速度制度的确定 (20)5.3.2 轧制延续时间的确定 (20)5.3.3 轧制温度的确定 (21)5.3.4 计算各道次轧制压力 (22)5.3.5 计算传动力矩 (25)5.4 工艺参数校核 (28)5.4.1 电机负荷校核 (28)5.4.2 轧辊强度校核 (29)6 板形控制 (31)6.1 板形的概念 (31)6.2 常见板形缺陷及其原因 (31)6.3 板形控制基本原理 (32)6.4 本设计板形控制方法 (32)6.4.1 HCW轧机分析 (33)6.4.2 液压弯辊技术分析 (33)6.5板形控制效果 (34)6.5.1直观效果 (34)6.5.2显微组织效果 (34)6.5.3力学性能效果 (35)7 年产量计算 (36)7.1 轧制图表 (36)7.2 年产量计算 (36)7.2.1 典型产品实际小时产量 (36)7.2.2 轧机平均小时产量 (36)7.2.3 车间年产量 (37)8 车间平面布置与立面尺寸 (38)8.1 车间平面布置的原则 (38)8.2 金属流程线的确定 (38)8.3 主要设备间距的确定 (38)8.3.1 加热炉及其前后设备间距 (39)8.3.2 轧机及其前后设备间距 (39)总结 (40)参考文献 (41)致谢 (42)1绪论中厚钢板大约有200年的生产历史,它是国家现代化不可或缺的一项钢材品种,被广泛应用于大直径输送管、压力容器、桥梁、锅炉、海洋平台、坦克装甲、各类战舰、车辆、机器结构、建筑构件等领域。
宽厚板生产工艺流程

宽厚板生产工艺流程朋友!今天来跟您唠唠宽厚板生产这档子事儿。
您知道不,我在这行都混了 20 多年啦!咱先说说这原料准备吧,那可真是个基础活儿。
得把那些矿石啥的弄来,挑挑拣拣,可不能有啥杂质混进去。
这就好比做饭,食材不好,做出来的能好吃吗?说到加热这步,哇塞,那温度高得吓人!我记得有一回,我不小心靠太近了,差点没给我烤焦喽!加热得均匀,不然这板子就废啦。
然后就是轧制,这可是个技术活。
就像揉面团,得把它揉得恰到好处,薄厚均匀。
我刚开始学的时候,老是掌握不好力度,唉,被师傅骂了不知道多少回。
不过后来呀,我慢慢就上手了,嘿嘿。
还有啊,这冷却也有讲究。
太快太慢都不行,我记得好像有一次,冷却速度没控制好,那板子的质量就不咋地,被领导狠狠批了一顿,当时那个惨哟!哦,对了!这中间的检测环节可不能少。
得像给病人做体检似的,一点小毛病都不能放过。
咱再回过头来说说加热,这里面的学问可大着呢。
温度、时间,都得拿捏得死死的。
我跟您说,这要是弄错了,那可就全完啦!嗯……还有啥来着?哦,对!这最后的精整,那得细致入微,就跟给新娘子化妆一样,得漂漂亮亮的才能出厂。
我这说得有点乱,您可别嫌弃哈。
我这脑子有时候就爱犯糊涂。
您说要是突然停电了可咋办?这可真是个让人头疼的假设情况。
我刚开始干这行的时候,觉得这工艺可难了,差点就打退堂鼓。
不过后来坚持下来,发现也没那么可怕,就是得多琢磨多练习。
您要是有啥不懂的,随时问我,咱一起探讨探讨。
这行啊,变化也挺快的,新的技术不断出来,我这老家伙有时候都跟不上喽!就先说这么多吧,剩下的您自个儿琢磨琢磨,说不定能有新发现呢!。
越南3300mm中厚板厂工艺设计

越南3300mm中厚板厂工艺设计介绍1、概况越南VINASHIN3300mm中厚板工程为越南国内引进的第一条中厚板轧制生产线,也是我国第一个全线成套出口的中厚板项目。
该项目为越南VINASHIN 国有造船工业公司与中国机械设备进出口总公司和中钢设备总公司签订的总承包合同,北京首钢设计院负责承担主合同中工厂设计、部分非标设备设计和技术服务工作,并对全线技术总负责,确保设计进度和性能保证值。
越南VINASHIN3300mm中厚板生产线一期年产量35万t,二期增加一座加热炉和一座冷床,年产量可达50万t。
该项目中除填海平土和地基处理系统、车间照明防雷接地系统、水处理系统和消防系统外,均由中方负责设计供货。
2006年1月,中方完成全部设计工作,2006年10月,生产线设备全部运抵越南施工现场。
由于越方的管理、资金等问题和复杂的车间地质条件,工程进展缓慢,目前即将进入设备安装阶段。
2、工艺设备简介2、1 产品方案成品钢板规格厚度5~50mm宽度 1500~3000mm长度 6000~18000mm毛板最大长度 26000mm毛板最大宽度 3100mm产品钢种:普碳钢 Q235、Q255、Q275优质碳素结构钢45、65Mn低合金高强钢 Q295、Q345船用钢A、B、D产品交货状态为普通热轧交货和控制轧制交货。
原料全部采用国外进口连铸板坯,规格为板坯厚度150~250mm板坯宽度1100~2000mm倍尺长度 5600~10000mm定尺长度 1500~2800mm标准板坯220×1800×2000mm最大倍尺板坯28t最大定尺板坯 10.8t2、2工艺流程2、3主要设备组成及性能2.3.1入炉推钢机最大推力: 1200KN推钢速度: 0.16m/s推钢最大行程: 4.6m2.3.2 加热炉型式:燃油推钢式加热炉加热炉生产能力: 78t/h加热炉有效长度: 30.54m加热炉有效宽度: 6.5m2.3.3 高压水除鳞装置高压水泵出口水压: 20MPa喷射倾斜角: 15°供水流量: 350m3/h主传动电机: 3150×2=6300kW 2.3.4 3300mm四辊轧机最大轧制力: 50000KN最大开口度: 350mm支承辊规格:φ1950/φ1820×3200mm工作辊规格:φ950/φ870×3300mm牌坊断面: 8100cm2机架刚性模数: 7500kN/mm压下速度: 15/30mm/s液压缸最大压下速度: 5mm/s主传动电机: DC5000kW×2=10000kWn=0-50-100r/min 主传动轴:每根接轴最大工作扭矩: 2300kN.m每根接轴极限扭矩: 2850kN.m推床工作最大开口度: 4500mm(前)/ 3500mm(后)开闭速度: 0.25~0.4m/s2.3.5 十一辊四重式矫直机矫正辊数: 11辊(包括前后导辊)矫正辊规格:φ280mm×3300mm支承辊规格:φ285×500mm支承辊数量:上:4×3,下:5×3个最大开口度: 250mm最大矫正力: 24000kN压下速度: 0.5mm/s主传动电机: N=200×2=400kW,n=1000r/min2.3.6冷床冷床型式:滚盘式冷床有效面积: 28×25.5=714m2冷床行走速度: 0.24m/s滚盘直径:φ6002.3.7圆盘剪被剪切钢板规格厚×宽:5~30×1300~3100mm剪切速度: 0.2-0.4-0.6-0.8m/s 圆盘剪开口度 1300~3500mm圆盘剪剪刃直径:φ1015/φ915mm剪切钢板强度:钢板厚度剪切钢板强度极限≤30mm 600N/mm2≤25mm 700N/mm2/mm2≤20mm 800N2.3.8 滚切式定尺剪被剪切钢板规格厚×宽:5~30×1500~3200mm钢板强度极限: 640~1250N/mm2剪切次数: 20次/分(理论)最大剪切力: 5800KN定尺长度: 6000~12000mm2、4车间平面布置越南VINASHIN3300mm中厚板厂主要由原料跨、加热炉跨、主轧跨、厚板处理跨、剪切精整跨、成品跨和磨辊间、高压水泵房、主电室等组成,平面布置见下图。
4300mm宽厚板厂工艺设计与分析

20 0 8年 } 0月
宽厚板
VlI N . o 4 05 .
I N E 、’LT D A DH A1 PAE E 、
Ot e cb o 1%0 2 ・ 8・ 1
・
技 术讨 论 ・
43 0 mm 宽 厚 板 厂 工 艺 设 计 与 分 析 0
13 原 料 全 部 采 川 连 铸 坯 , 铸 坯 规 格 厚 度 . 连
J0~ 2 1 , 5 3 01l 宽度 1 0 14 0Ⅲm, 度 25 0 1l I 0~ 0 2 长 0
・
2 ● 2.
宽厚 板
第 l 4卷
图 1 工 艺 流 程 图
表 1 四辊 可 逆 式 精 轧 机 参 数
( h u a g D s n Is tt B in hn ) S o g n ei nt u e igC ia g i e j
Absr c Tl a e re yi to Ic s te p o ucin prc s n dv nt d tc oo y o 0 n lp aemi f ta t ie p p rhi f n rd Ie h r d t o e sa d a a e e hn lg f4 3 0 lN lt l o l o l
S 。 g“ ih a g a , le e e ld sr t n。 sm c 1g a po l n ( ne d d gte4 3 0 m I l a g Q II “ d 。 g 1 lI 『 l 、 。gn r eei i f 。 e t t 。l l rb mse c l t e u ” h 0 m a po e m。 c e ) r l
无氧化 辐 射 管 淬 火 炉 一座 、辊式 连 续 淬 火 机 ~ 套 、 一辊矫 直机一 台 、步进式 冷 睐 一 和标 号 座
莱钢4300mm宽厚板生产线宣传策划

莱钢4300mm宽厚板生产线宣传策划引言:汶水之源,银山侧畔,一座现代化的钢铁工业园区依山而建、雄伟伫立,莱钢4300mm生产线就坐落在这里。
(银山型钢外景)推出片头:莱钢4300mm生产线综述一、生产线综述【画面】厂房外景【解说】4300mm宽厚板生产线,是莱芜钢铁集团公司“十一五”投资建设最大的项目。
由SIEMENS—VAI负责设计总包,采取联合设计、国内制造的合作方式建设。
该工程于2007年9月开工建设,2009年8月热试成功,整条生产线集成了国际上最先进的连铸、轧制、冷却和热处理技术,整体装备处于国际领先水平。
【画面】精轧和冷却入口生产过程、冷床上钢板、钢板堆垛录像【解说】生产线设计产能180万吨,主营产品立足于“高、精、优、专”等高端宽厚板产品;设计产品规格:5~100mm×1500~4100mm ×3000~24000mm。
二、炼钢综述【画面】炼钢区厂房外景【解说】莱钢宽厚板生产线配套炼钢系统是宽厚板生产线的重要组成部分。
【画面】 KR处理画面、兑铁水画面、溅渣画面、提枪画面、放钢画面、设备全貌、生产画面【解说】炼钢区域配备了9个铁水预处理工位,处理后铁水硫含量最低可达到10ppm;拥有3座120t复吹转炉,可全部实现一键式炼钢,均采用顶底复吹长寿技术、副枪在线检测技术、低磷钢冶炼技术和钢包内衬喷补焊接技术。
配备4座LF精炼炉和2座RH真空精炼炉,可调整均匀钢水化学成分与温度,去除夹杂物、有害气体元素,钢水中H含量可降到1.5ppm 以下,C含量可降到20ppm以下。
【画面】板坯连铸机全貌、设备近景、多维演示画面【解说】作为现代化板材生产线的主要工序之一,2台直弧型板坯连铸机,可实现多品种多规格无缺陷铸坯的工业生产。
铸坯厚度范围为175/200/250/300mm、宽度为1500~2500mm,最大单坯重24t。
板坯连铸机的关键设备及技术全部从奥钢联引进。
中间包采用电数字电液塞棒机构,可实现自动开浇。
4300中厚板生产的车间设计DOC

7 中厚板生产的设计计算7.1原料设计7.1.1 原料的尺寸中厚板轧机所用原料的尺寸,即原料的厚度,宽度,长度,直接影响着轧机的生产率,坯料的成材率以及钢板的机械性能。
中厚板坯料选用考虑以下三个方面:(1)保证成品钢板的尺寸和性能满足使用要求。
(2)能够充分发挥炼钢车间和厚板车间的工艺条件和设备能力。
(3)所生产的钢板成本最低。
中厚板轧机原料尺寸选择的原则:(1)原料的厚度尽可能小。
原料厚度小,有利于轧机和加热炉生产率的提高。
但是为了保证钢板的性能,原料的厚度应满足钢板压缩比的要求。
连铸坯的压缩比应大于6~8。
(2)原料的宽度尺寸尽可能大。
宽度大的原料有利于轧机操作。
为了满足坯料在横轧时送钢操作的要求,每台轧机都有最小量原料宽度的限制,小于这个宽度的原料无法在横轧时将其送入轧机。
因此原料的宽度应大于此数值。
原料的宽度越大,横轧时操作越容易。
(3)原料的长度尺寸应尽可能接近原料的最大允许尺寸。
当原料长度等于加热炉允许装入料长的下限时,钢压炉底面积最小,因而生产能力最小,此时加热炉的单位燃烧消耗较大。
当原料长度等于加热炉允许装入料长的上限时,钢压炉底面积最大,其生产能力最大,此时单位燃料消耗较小。
当轧件长度增大时,切头切尾所占比例减小,使得成材率高,因此重量大的原料的成材率高。
7.1.2 原料的设计(1)原料重量按成品钢板的重量和计划成材率计算出原料的重量。
计划成材率指的是在设计原料尺寸时的成材率,成品与毛板的情况如图7-1,它可以采用公式7-1进行计算。
)1)()()((s l l w w t t rp ++∆+∆+ 式中 t ——成品板厚度;w ——成品板宽度;l ——成品板长度;t t ∆+——轧制平均厚度;w w ∆+——轧制平均宽度;rp l ——试样长度;l ∆——长度余量;s ——烧损;t ∆——厚度余量;w ∆——宽度余量。
式中各量的确定方法如下:S ——烧损,即氧化铁皮损失,包括加热炉内生成的氧化铁皮。
莱钢4300宽厚板提高成材率采用的轧制新技术
0.前言莱钢4300宽厚板设计年产量180万吨,配置了三级计算机管理及控制系统,主轧线区域实现压下规程的自动设定及轧制过程的自动控制,采用先进高精度轧制技术,这是确保高效、稳定地生产高性能产品的需要,同时为更好地实现钢板平面形状及高精度厚度控制创造条件,高精度的轧制技术成为确保获得高成材率的关键。
1.平面形状控制技术厚板用途较广,需要的产品尺寸也是多种多样的。
因此,用厚度和宽度比较固定的原料进行长度和宽度两个方向的轧制,从而得到各种不同尺寸的产品,这是厚板轧制的特征。
传统的平板轧制理论基本上是以平面应变条件为基础进行的,宽厚比较大时认为横向不发生变形。
但是,在前述的成形轧制和展宽轧制那种轧件厚度较厚的阶段,不能认为是平面应变条件,轧制中在横向也发生变形。
这在轧件头尾端更为显著,发生所谓不均匀塑性变形。
结果,在成形和展宽阶段产生的不均匀变形合成起来,则轧后钢板的平面形状不再是矩形[1]。
轧后钢板在切成成品子板时,母板头尾及两边的非规则区域需切除,这部分切损对成材率的影响程度达6%以上。
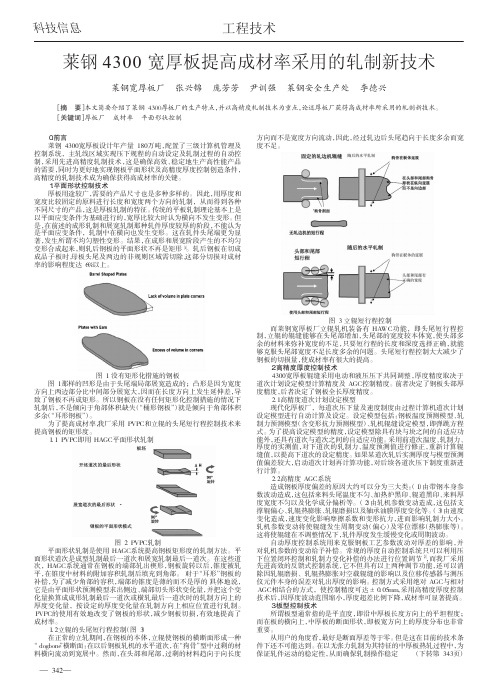
图1没有矩形化措施的钢板图1那样的凹形是由于头尾端局部展宽造成的;凸形是因为宽度方向上两边部分比中间部分展宽大,因而在长度方向上发生延伸差,导致了钢板不再成矩形。
所以钢板在没有任何矩形化控制措施的情况下轧制后,不是倾向于角部体积缺失(“桶形钢板”)就是倾向于角部体积多余(“耳形钢板”)。
为了提高成材率,我厂采用PVPC和立辊的头尾短行程控制技术来提高钢板的矩形度。
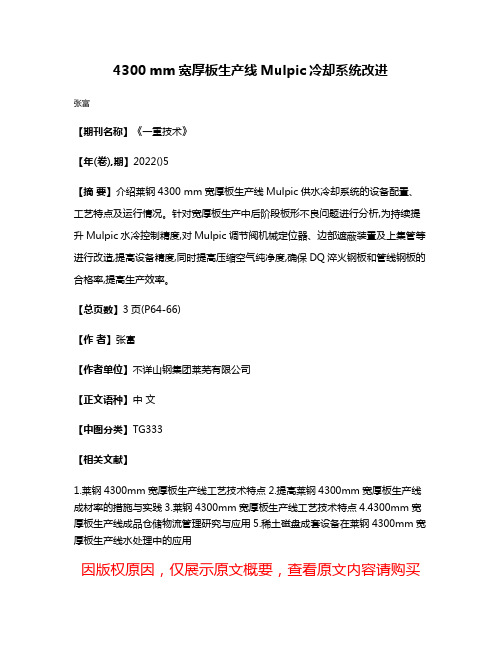
1.1PVPC即用HAGC平面形状轧制图2PVPC轧制平面形状轧制是使用HAGC系统提高钢板矩形度的轧制方法。
平面形状道次是成型轧制最后一道次和展宽轧制最后一道次。
在这些道次,HAGC系统通常在钢板的端部轧出楔形,钢板旋转以后,锥度被轧平,在锥度中材料的附加容积轧制后填充到角部。
(对于“耳形”钢板的补偿,为了减少角部的容积,端部的锥度是薄的而不是厚的)具体地说,它是由平面形状预测模型求出侧边、端部切头形状变化量,并把这个变化量换算成成形轧制最后一道次或横轧最后一道次时的轧制方向上的厚度变化量,按设定的厚度变化量在轧制方向上相应位置进行轧制。
鄂钢4300mm宽厚板工程(二标段)创优规划

鄂钢4300mm宽厚板工程(二标段)工程创优规划中冶实久建设有限公司鄂钢4300工程项目部二00七年八月十六日1.编制依据1.1《鄂钢4300宽厚板工程初步设计》1.2武钢集团鄂钢公司有关规定1.3武钢建设工程管理文件汇编1.4现有施工图纸1.5设备基础设计总说明200.25A20102J0061.6国家、地方现行有效的施工质量、技术规范2.创优工程概况2.1目的为确保公司质量体系在鄂钢4300mm宽厚板工程中持续有效运行,实现并切实履行公司质量方针和该工程的质量目标,在工程投标时承诺了“达到国家建设工程质量合格标准,创冶金行业优良工程奖” 的质量目标,根据该工程特点,编制本项目质量创优规划,以此作为本工程质量管理的纲领性文件。
2.2 工程概况2.2.1宽厚板(二标段)工程概况武钢集团鄂钢4300mm宽厚板主体工程(二标段)施工内容包括1.从22~35线A~F列主厂房(不含G列)2.冷床区、精整区、剪切区、热处理区设备基础及设备安装3. 22~47线厂房内能源介质管网及给排水、消防水系统4. 22~35线天车滑线及电源、吊车安装5.淬火水处理系统6. 5、6、7、8及QER电气室和电缆隧道内防火涂料、防火门、防火包系统2.2.2单位工程划分根据专业和功能区不同,本二标段单位工程划分如下:主厂房建筑工程、轧线区设备基础工程(包含冷床、剪切、精整基础)、热处理炉区设备基础、淬火水处理区基础工程(包含循环水泵房和水泵房2个工程)、电气室建筑工程(5、6、7、8四个)、柴油发电机房和定尺剪废料间土建工程、淬火事故水塔工程、车间辅助小房工程、机械设备及管道安装工程、电气设备及仪表安装工程等14个单位工程。
2.2.3工程创优计划项目部根据工程施工的总体要求,在具体施工阶段专门就工程质量规划作出具体的“创样板工程”项目并策化其实施方案。
初步拟定以下几个样板工程:3号冷床区设备基础工程、剪切机设备基础工程、大吊车梁制作安装工程、主厂房钢结构制安装工程、淬火事故水塔工程。
4300 mm宽厚板生产线Mulpic冷却系统改进
4300 mm宽厚板生产线Mulpic冷却系统改进
张富
【期刊名称】《一重技术》
【年(卷),期】2022()5
【摘要】介绍莱钢4300 mm宽厚板生产线Mulpic供水冷却系统的设备配置、工艺特点及运行情况。
针对宽厚板生产中后阶段板形不良问题进行分析,为持续提升Mulpic水冷控制精度,对Mulpic调节阀机械定位器、边部遮蔽装置及上集管等进行改造,提高设备精度,同时提高压缩空气纯净度,确保DQ淬火钢板和管线钢板的合格率,提高生产效率。
【总页数】3页(P64-66)
【作者】张富
【作者单位】不详山钢集团莱芜有限公司
【正文语种】中文
【中图分类】TG333
【相关文献】
1.莱钢4300mm宽厚板生产线工艺技术特点
2.提高莱钢4300mm宽厚板生产线成材率的措施与实践
3.莱钢4300mm宽厚板生产线工艺技术特点
4.4300mm宽厚板生产线成品仓储物流管理研究与应用
5.稀土磁盘成套设备在莱钢4300mm宽厚板生产线水处理中的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进入 21 世纪以来,大型造船业,海洋工程,桥梁、大口径石油、天然气输送管线、大型压力容器和贮罐、重型建筑结构(特别是高层、防火、耐侯、大跨度和非对称的空间结构用途、机械工程的技术进步和旺盛需求,极大地拉动了宽厚板的发展,低合金、高强度的宽厚板的生产技术进步。
宽厚板轧机生产的产品的厚度在 5- 100(200)mm,宽度在 3500- 4800(5300)mm。
高强度宽厚板钢材的屈服强度一般在 345MPa 以上,用于重大钢结构的则有Q345、Q390、Q420 和 Q460,例如 2008 年奥运会主体工程———国家体育场(鸟巢结构)就大量使用了舞阳钢厂生产的厚度为 110mm 的 Q460E- Z35 钢板。
为了提高安全性和整体性能,减轻自重,减少焊接量,造船和海洋平台则多用 D36 和 E36 以上的宽厚板,用于大口径石油和天然气输送管线多用 X70 级以上,甚至 X100和 X120 等级的抗硫化氢腐蚀的宽厚板。
这些用途的宽厚板往往还单独或综合要求具有良好的低温冲击性能,抗焊接热影响和裂纹敏感特性,或者试件断面收缩率Ψ达到 25%或 35%以上的抗层状撕裂的性能。
生产工艺简单。
中厚钢板大约有200年的生产历史,它是国家现代化不可或缺的一项钢材品种,被广泛应用于大直径输送管、压力容器、桥梁、锅炉、海洋平台、坦克装甲、各类战舰、车辆、机器结构、建筑构件等领域。
其种类繁多,使用温度要求广(-200—600℃),使用环境要求复杂(耐蚀性、耐候性等),使用强度要求高(强韧性、焊接性能好等)。
一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志之一,进而在一定程度上也是一个国家工业水平的反映。
随着我国工业的发展,对中厚板产品,无论是数量上还是品种质量上都提出了更高的要求。
控制轧制和控制冷却技术在国际上称为TMCP(Thermo-MechanicalControl Process),也有直译为热机械处理),它以冶金工艺(如再结晶、相变、沉淀)为基础,并充分利用强化机理(如固溶强化、沉淀强化、晶粒位错强化),特别是通过限制变形和温度条件使晶粒细化,将强度和韧性良好结合,使轧后状态下的钢板获得预定的最佳材质性能。
随着微合金细晶粒钢的进一步开发,它既有高强度,又由于碳含量的降低(≤0. 15% ),碳当量随之降低为0. 32%~0. 38%,从而进一步提高了钢板的韧性和焊接性能。
在控制轧制后再加速冷却,又进一步提高了钢板的综合性能。
因此TM-CP是当今厚板生产中最关键的工艺技术,可用来生产高屈服强度、高韧性和良好焊接性能的厚板表1 我国4000~5500mm宽厚板轧机简况序号企业简称轧机/mm 年产量/万t 投产/改造年²月说明1 宝钢5100 140 2005.5 引进德国SMS技术2 鞍钢4300 100 1993/2003 引进日本旧设备,引进技术改造3 舞钢4200 120 1979 国产4 宝钢浦钢4200+3500 143 1991 3500mm轧机、矫直机国产,5 沙钢5100 140 2006.11 引进奥钢联技术6 秦皇岛中板厂4300(二) 120 2006.10 引进德国SMS技术7 宝钢罗泾4200 160 2008 引进德国SMS技术8 鞍钢(营口) 5500 150 2006.8 引进德国SMS技术9 包钢4100 120 2007 引进德国SMS技术10 莱钢4300 180 2008 引进奥钢联技术11 鄂钢4300 120 2008.8 引进奥钢联技术控制轧制是相对常规轧制而言。
常规轧制时对终轧温度不甚讲究,相对较高,以致强度较低,对有些钢板则必须经热处理后才能达到性能要求。
控制轧制技术的关键之一要控制终轧温度,以往采用控温轧制TCR (Temperature Con-trolled Rolling),选择在稳定的奥氏体中的γ→α相变点略高、高于奥氏体再结晶温度时完成轧制。
根据板坯出炉温度和钢板厚度的不同,必须在轧制过程中待冷,以达到规定的终轧温度,使晶粒细化,经过再结晶和相变后, 可获得相当于正火后的铁素体—珠光体组织。
控制轧制TMR(Thermo-Mechanical Rolling)是在TCR基础上进一步发展起来的。
为获得更高的屈服强度和韧性,除需要更低的终轧温度外,还要控制最终的变形程度。
例如:屈服强度为450~500MPa的微合金的终轧温度在700~750℃,最终变形程度为2. 5~3. 5(相对压下率为60%~70% ),这就必须考虑轧机要有承受高荷载的可能。
为达到需要的终轧温度和最终变形程度,中间轧件开始进入终轧阶段的温度不能太高,而其厚度要适应最终变形程度的要求。
控制冷却是TMCP中又一重要工序,能进一步改善钢板性能。
对微合金高强度钢采用控制轧制,并紧接着加速强行冷却,使轧后组织转变为更细化的铁素体加贝氏体或单一的贝氏体,屈服强度更高,韧性和焊接性能也更好。
据国外资料报导,以海上平台用的含铌微合金钢为例,经从800℃强冷到550℃后(冷却速度为15℃/s),比一般控温轧制的钢板的屈服强度约可提高50MPa,与经正火处理的相比,约可提高150MPa。
为使控制冷却后的钢板达到预期的性能和平直度,对不同钢种、不同厚度、不同温度的钢板需采用不同的冷却速率。
冷却水流有水幕、单层流喷射、水/空气、水浸等多种型式。
钢板在水冷装置下的冷却方式有通过型(钢板边运行边冷却)、停止型(钢板不动整块同时冷却)、摇摆型(钢板在水冷装置下的辊道上来回摆动)。
轧机布置宽厚板轧机均采用四辊机架,单机架宽厚板轧机的产能为120- 180 万t/年,增加一架粗轧机后产能为150- 200 万t。
我国的宽厚板轧机至今都是分别由德国SMS- Demag 和奥地利SIEMENS- V AI 公司技术总负责建设的。
轧机本体均配备电动/液压压下,强力的液压弯辊和窜辊,具有很好的板厚公差液压和板形控制功能。
双机架配置的机组,其粗轧机架装有立辊,用于侧压定宽,具有液压自动调宽和短行程控制功能;机架的设计结构和参数与精轧是一样的,粗轧机架的开口度要高,特别是考虑用钢锭轧制的机组。
轧机的工作辊多用铸铁轧辊,采用滚动轴承;支承辊则采用合金铸钢或合金锻钢辊,采用油膜轴承产品大纲品种代表钢号钢板规格mm 执行标准产量万吨/年比例%碳素结构板Q195,Q275,Q215,Q23520~80×900~4000×3000~2500010 10.8低合金高强度板Q295,Q345,Q390,Q420 20~80×900~4000×300~2500011 11.9造船及海洋石油平台用板A,B,D,E,AH32,AH36,AH40,DH32,DH36,DH40,EH36,EH40,FH32,FH36,FH405~100×900~4000×300~25000GB712-2000 45 49工程机械用板09CuCrNi,16CuCr,StE460 5~100×900~4000×300~25000ASTMDIN1710210 10.8锅炉板20g,16Mng,15MnVg 5~100×900~4000×300~25000 GB713-1997 9 9.8SB410,SB450,SB480 JIS G3115(2005) A202,A299,A302,A516 ASTM压力容器板16MnR,15MnVR 5~100×900~4000×300~25000GB6654-1996 7 7.6 SPV355,SPV490 JSI G3115A622,A203,A517 ASTM合计92 100金属平衡表金属平衡是反映在某一定时期(通常是一年),产品金属材料的收支情况。
它是编制车间生产预算与制订计划的重要数据,同时对于设计车间的内部运输与外部运输以及平面布置,也是极为重要的依据。
因此,必须在确定产材率及金属损失率的基础上,编制出各种计算产品的金属平衡表。
表2.2 金属平衡表编号产品原料重量t 成品重量t烧损%切损%轧损%成材率%1 碳素结构板109890 100000 1.6 6.0 1.4 91.03 低合金高强度板122222 110000 1.3 6.0 1.8 90.94 造船及海洋石油平台用板496141 450000 1.4 6.2 1.7 90.76 工程机械用板110132 100000 1.9 5.8 1.5 90.87 锅炉板98901 90000 1.6 6.0 1.4 91.08 压力容器板76754 70000 1.7 6.1 1.0 91.2 2.3 典型产品40×2750×8000mm Q215B普碳钢板压下规程设计Q215B有一定的伸长率、强度,良好的韧性和铸造性,易于冲压和焊接,广泛用于一般机械零件的制造。
主要用于建筑、桥梁工程上质量要求较高的焊接结构件。
化学成分如下:表2.3化学元素 C Si Mn S P Cr Ni Cu≤Q215B 0.12~0.2 ≤0.30 0.25~0.55 0.05 0.045 0.3 0.3 0.3 注:屈服强度不小于215MPa生产方案宽厚板生产方法一般可分为双机架轧制、单机架轧制与连轧三种,其布置形式可以分为单机架布置、双机架布置与多机架连续式布置。
①单机架轧制。
在一架轧机上完成宽厚板的轧制是指单机架布置生产。
此方式,粗轧与精轧都在一架轧机上完成,因此产品质量较差,规格受限,产量较差,投资小,适合对产品和质量要求不高的钢板。
②双机架轧制。
将粗轧和精轧分到两个轧机上分别完成,这种方式,产品质量较好,产量也较高。
粗轧机可选用二辊可逆式或四辊可逆式,精轧机一律选用四辊可逆式轧机。
目前在轧机布置上,四辊双机架布置是主要形式。
③连轧。
这种方式,宽度一般不大,对于较厚的中板,轧制中用不着抢温保温,在一般单、双机架可逆式轧机上轧制就可以满足质量要求,因此也不必采用连轧机生产。
一、坯料选择根据成品尺寸选择不同规格的原料,坯料选择应考虑:连铸坯规格、单重(倍尺轧制)、加热炉宽、轧机辊身长、轧制方法、压缩比、辊道及冷床长宽尺寸等。
成品重量:6.908吨,考虑单倍尺,成品8m长,成材率可达92%,坯料尺寸单倍尺200*1550*30854.1加热温度制定未了保证成品钢的质量,在轧制前加热是一项非常重要的环节。
对于加热炉要求能把原料加热到轧制钢材所需要的温度,并且要求均匀,燃料消耗最低,最少的烧损氧化,原料表面不被划伤,满足轧制道次确定及压下量分配两道横轧,之后纵轧到底宽展E.Sibel 公式横轧第一道次压下量50mm=19.56横轧第二道次=18.66纵轧第三道== 9.51纵轧第四道==12.25纵轧第五道== 10.23纵轧第六道= B C ∆=B C ∆=B C ∆=B C ∆=B C ∆=B C ∆=B C ∆==2.5纵轧第7道= =7.8道次 轧制方法 机架类型轧件尺寸/mm压下量/mm 厚宽 长 0 除鳞 除鳞箱 200 3085 1550 — 1 横轧 四辊 150 **** **** 50 2横轧四辊1103123278340轧件转90°开始纵轧3 纵轧 四辊 90 2792 3804 20 4 纵轧 四辊 70 2804 4870 205 纵轧 四辊 55 2815 6174 156 纵轧 四辊 50 2817 6789 5B C∆=4.2轧制速度制定速度制度的确定由于轧件较长且为了操作方便,采用梯形速度制度图,依据经验取平均加速度a=40r/(min²s),平均角减速度b=60r/(min²s),咬入时速度高些更有利轴承油膜的形成故可采用稳定速度咬入咬入、抛出速度采取第1,2道次,n=20r/min第3,4,5,6,7道次n=40r/min3 工艺流程。