落料拉深冲孔复合模具设计
落料冲孔复合模具设计说明

落料冲孔复合模具设计说明一、模具结构设计1.模具类型:落料冲孔复合模具由上模、下模和导向列组成。
根据工件的要求和形状,模具可以分为单向落料冲孔模、双向落料冲孔模和多向落料冲孔模等类型。
2.上模设计:上模一般由模座、上模板、射针等部分组成。
上模板与下模具配合使用,冲击力传递到工件上。
上模板应尽可能减小重量,提高模具寿命。
3.下模设计:下模由模座、下模板、导柱等部分组成。
下模板与上模具配合使用,负责支撑工件并传递冲压力。
下模板应具备足够的强度和刚度,以保证冲孔过程中不变形。
4.导向列设计:导向列用于保证上模与下模的定位精度。
导向柱是最常见的导向结构,其作用是使上模和下模在冲孔过程中保持相对位置的稳定性和精确性。
二、材料选择1.模具材料:常用于落料冲孔复合模具的材料有Cr12MoV、SKD11、SKH-9等。
这些材料具备良好的硬度、抗磨性和耐冲击性能,能够满足加工要求,并延长模具使用寿命。
2.工作板材:根据冲孔工件的特点和材料选择不同的板材,如不锈钢板、铝合金板、冷轧板等。
工作板材的选择应考虑其刚度、强度和耐磨性能,以提高冲孔质量和效率。
三、加工工艺1.毛坯选择:根据工件要求,选择适合的板材作为冲孔模具的毛坯。
在选择毛坯时,要注意其尺寸和平整度,以便后续的加工和使用。
2.模具加工:模具的加工过程包括车削、铣削、铣孔、磨削、钳工和装配等工序。
在加工过程中要注意控制尺寸精度和表面质量,确保模具在使用中的稳定性和寿命。
3.表面处理:模具的表面处理可以采用镀铬、硬质合金喷涂、表面渗碳等技术。
表面处理能够提高模具的耐磨性和抗腐蚀性,延长模具的使用寿命。
4.模具调试:模具制造完成后,需要进行调试和试模。
通过调试,可以检查模具的定位精度、冲孔质量和加工效率,确保模具满足设计要求。
综上所述,落料冲孔复合模具设计需要考虑模具结构、材料选择和加工工艺等方面。
通过合理的设计和加工,可以提高模具的使用寿命和冲孔质量,满足金属加工的需求。
轴承盖落料、拉深、冲孔复合模设计
摘要介绍了轴承盖冷冲压成形过程,经过对轴承盖的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,冲压基本工序为:落料、拉深、冲孔,然后根据对工序的初步计算,确定工序数目,如冲压次数,拉深次数,对工序顺序的安排,一般根据各工序的变形特点,质量要求来确定,由于本工件为带孔的落料、拉深件,因此先落料,再拉深,最后冲孔,根据生产批量和条件(冲压加工条件和模具制造条件)确定工序组合,因为生产批量大,所以将各个工序组合在一起,并用复合模冲压,这样就提高了产品的生产率。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
关键字:轴承盖;冲压;工序;生产批量;生产效率ABSTRACTIntroduced to carry the bearing cover cold hurtle to press to take shape the process, pass by to the batch quantity production, spare parts quantity, the spare parts structure and usage request of carry the bearing cover of analysis, study, according to not lower to use the function as premise, is certain in order to hurtle to press the piece, it uses to hurtle to press the method to complete the spare parts to process, hurtling to press basic work preface is: Fall to anticipate, pull deep, hurtle the bore, then according to the initial calculation of the work preface, make sure the work ordinal number eyes, if hurtle to press the number of times, pulling the deep number of times, to the in proper order arrangement of the work preface, general transform the characteristics according to each work preface, the quantity request to certain, because of in order to take the bore to fall to anticipate, pull the deep piece, this work piece so fall to anticipate first, then pull deeply, blunt bore of end, according to produce the batch quantity and condition( hurtle to press to process the condition and molding tools to make the condition)s to make sure the work that the preface combine, because of produce the batch quantity big, so combine each work preface together, counteract compound the mold hurtles to press, raising the rate of production of the product thus. Pass to make use of the modern molding tool manufacturing technique to carry on the structure improvement to the traditional machine spare parts well, excellent turn the design, the excellent chemical engineering skill method ability the significant exaltation produces the efficiency, this kind of method to similar the product has to certainly draw lessons from the function.Key words: bearing cover; stamping; process; Production batch; Production efficiency目录1 分析零件的工艺性 (5)1.1 冲裁工艺性 (5)1.2 拉深工艺性 (5)2 分析计算确定工艺方案 (7)2.1 计算毛坯尺寸 (7)2.2 确定是否需要压边圈 (7)2.3 计算拉深次数 (8)2.4 确定工艺方案 (9)3 主要工艺参数的计算 (10)3.1 确定排样、裁板方案 (10)3.2 计算工艺力、初选压力机 (11)3.2.1 计算工艺力 (11)3.2.2 初选压力机 (14)3.3 计算压力中心 (14)3.4 计算凸、凹模刃口尺寸及公差 (15)4 模具的整体结构设计 (17)4.1 模具结构形式的选择 (17)4.2 模具总体设计 (17)4.3 模具工作部分尺寸计算 (18)4.3.1 落料凹模 (18)4.3.2 冲孔凸模 (19)4.3.3 拉深凸模 (19)4.3.4 凸凹模 (19)5 模具的主要零部件结构设计 (21)5.1 模架 (21)5.2 模座 (21)5.3 模柄 (21)5.4 定位零件 (22)5.4.1 挡料销 (22)5.4.2 导料销 (22)5.4.3 导料板 (22)5.5 卸料装置 (23)5.5.1 固定卸料板 (23)5.5.2 橡胶 (24)5.6 其他支撑与固定零件 (24)5.6.1 凸模固定板 (24)5.6.2 导向零件 (25)5.6.3 垫板 (25)5.7 紧固件 (25)6 确定冲压设备 (27)7 模具的装配 (28)7.1 复合模的装配 (28)7.2 凸、凹模间隙的调整 (28)8 重要零件的加工工艺过程编制 (29)结论 (31)致谢 (32)参考文献 (33)1 分析零件的工艺性1.1 冲裁工艺性冲裁件的工艺性是指冲裁件对冲压工艺的适应性,即冲裁件的结构形状、尺寸大小、精度等级是否符合冲裁加工的工艺要求。
落料-冲孔-拉深-切边复合模设计【完整版】
落料-冲孔-拉深-切边复合模设计【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)目录前言 (1).摘要.................................................................................2. 第一章零件工艺性分析及确定工艺方案 (3). 零件工艺分析 (3)第1.2节工艺方案确定 (4)第1.3节排样确定 (4)第二章工艺与设计计算 (5)第2.1节模具的设计和加工 (5)第2.2节冲裁力的计算 (6)第2.3节计算各主要零件的尺寸 (8)第2.4节定位零件的设计 (17)第三章模具的装配 (21)第四章结论与展望 (24)结束语 (25)谢鸣 (26)参考文献 (27)前言冲压加工在汽车、电子、电器、仪表、航空和航天产品及日用品生产中得到了广泛的应用。
20多年来,我国工业开展迅速,产品更新换代快。
冲压模具设计与制造的课程设计的目的是陪养学生对冲压工艺规程编制方法、掌握应用现代化设计手段和运用CAD/CAM软件设计中等复杂程度的冲压模具、编制模具零件的加工工艺和程序并能数控机床进行加工。
冲压件的生产过程一般都是从原材料剪切下料开始的,经过各种工序和其他必要的辅助工序加工出图纸要求的零件,对于某些组合冲压和精度要求较高的冲压件,还需要经过切削、焊接或铆接等加工才能完成。
进行冲压模具设计与制造就是根据已有的生产条件,综合考虑影响生产过程顺利进行的各方面的因素,合理安排零件生产工序,最优的选用并确定各工艺参数,合理设计模具结构、选择加工方法和设备等。
本次设计的是一副落料-冲孔-拉深-切边复合模,这次设计是在老师认真、耐心的指导下进行的,是在对模具的经济、模具的寿命、生产周期及生产本钱等因素进行了全面的仔细的分析下而进行设计的。
由于初次设计,水平有限,毕业设计中不妥和错误之处在所难免,还请老师同学多提珍贵意见,以便得以修正,以臻完善,那么不盛感谢。
落料拉深复合模具设计

落料拉深复合模具设计落料拉深复合模具是一种常用的成形工艺,广泛应用于金属冲压、塑料注塑等行业。
由于带有拉深工艺,其设计需要结合该工艺的特点,才能满足产品的要求并提高生产效率。
落料拉深复合模具采用一次成形工艺,将拉杆首先拉伸成形,然后在工件上产生凹陷,从而使工件的深度增加。
具有一次成形、成本低等优点,因此在制造业中得到了广泛应用。
其所采用的复合模具结构,使得一台机器能够同时生产多种不同的零部件,大大提高了生产效率和经济效益。
复合模具的成功设计,与模具结构设计和材料的选择密切相关。
一般而言,落料拉深模具的结构设计分为四个部分:拉杆、固定板、移动板和凸模。
通过不同部位的设计,我们可以使得整个成形过程更加合理、顺畅,从而提高成品的质量。
首先是拉杆的设计。
拉杆是实现拉深工艺的关键部件,它的材料、强度以及表面质量直接影响到成品的质量。
在设计拉杆时,应该考虑到拉杆的表面质量,选择耐磨、高强度、不易变形的导杆作为拉杆,以保证拉深的精度和质量。
其次是固定板和移动板的设计。
固定板和移动板的结构设计,在复合模具中占据着非常重要的地位。
两者之间应避免轴向移动,应保证垂直度和平面度,并要考虑补正加工工艺的问题。
此外,固定板和移动板的加工精度也应当高,以便使得成形过程更加稳定。
最后是凸模的设计。
在落料拉深的过程中,凸模在工件上产生凹陷,从而完成了拉深的过程。
凸模与零件可通过套装设计实现。
在凸模的设计中,应注意一次成形、加工难易度、产品尺寸和表面光滑度的问题。
总之,落料拉深复合模具设计是一个涉及多个领域的复杂问题,需要工程师和技术人员多方面的投入和努力。
在成功设计出一款优秀的落料拉深复合模具之后,生产出来的制品不仅可以减轻企业的人力和成本压力,而且为社会提供了更优质的产品质量和服务。
落料拉深冲孔复合模具设计
第一章 绪论
1
第二章 冲压件工艺分析
2
2.1冲压件技术要求
2
2.2冲压件材料性能分析
2
2.3冲压件结构分析
2
2.4初拟方案
3
2.5方案确定
3
第三章 冲压工艺设计
5
3.1毛坯直径 D计算
5
3.2拉深次数的确定
5
3.3排样设计
6
3.3.1搭边值的确定
7
3.3.2宽度的确定
7
3.3.3材料利用率
8
3.4计算冲压力
2
冲压件成型难点在于拉深成型的控制。
根据任务书得知该冲压件公差按 IT14等级,因此尺寸精度要求不是很高,因
此模具方面的尺寸精度比较好掌握,模具加工较方便。由于该冲压件为大批量生
产,因此该冲压件模具的寿命是需要严格考虑的,如何合理设计模具结构以延长
模具寿命也是一个必须要解决的问题。
2.4初拟方案
从该冲压件的二维图得知该冲压件成型需要两种种工序,现初步拟定以下三
13
4.6弯曲凸凹模间隙
13
第五章 模具结构工艺性设计
13
5.1模具类型选择
14
5.2模具工作零件结构设计
14
5.2.1凸模、凹模固定形式
14
5.2.2凹模刃口形式
14
5.3送料方式的选择
15
5.4定位方式的选择
15
5.5卸料及出件方式设计
15
5.6模具导向方式的选择
15
5.7模架的选择
16
第六章 冲压成型设备的校核
式中:L为冲裁周边总长度(mm),取 200.85mm; t为材料厚度(mm),取 1mm; 为材料抗拉强度(MPa),取 400MPa;
落料拉深冲孔翻边复合模设计
升降器外壳复合模的设计摘要模具是“工业之母”,是工业生产中不可或缺的一部分,它在工业生产中的地位已经变得越来越重要。
一个国家的制造业发不发达取决于这个国家的模具水平高不高,模具水平的高低是衡量制造业水平高低的重要标志。
此外模具在很大程度上决定了产品的质量、效益以及对新产品的开发能力。
本次设计的零件为宽凸缘的汽车玻璃升降器外壳,采用的材料为10钢,工件厚度为1.5mm,保证了工件具有良好的强度和硬度。
该工件形状简单,结构对称,利于进行合理的排样,并且废料少,此外拐角处为圆弧过渡,适合采用冲压加工。
该工件需要经过落料、三次拉深、冲孔、翻边和切边等工序。
工艺方案适合采用落料首次拉深复合模、冲孔翻边复合模、其他工序用单工序模。
在设计中除了要完成必要的计算部分,还要利用CAD制图软件绘制两幅装配图和主要零部件的零件图。
关键词:冲压加工;复合模;冲压工艺;CADTHE DESIGN OF LIFTER SHELL COMPOUND DIEABSTRACTMold is “the mother of industry”, an integral part of industrial prod uction, it’s position in the industrial production is becoming more and more important. The mould technology level of a country has already become an important symbol to measure the level of the national manufacturing industry. In addition, the mold to a large extent determines the quality, efficiency of products and the development capabilities of new product.The design of the part is a wide flange automobile glass lifter shell, the material is 10 steel, the thickness of the workpiece is 1.5mm, it’s guar antee the workpiece has good strength and hardness. The workpiece has a simple shape and symmetrical structure, is advantageous to layout reasonable, and has less waste, in addition, the corner is the arc transition, it’s suitable for stamping process.The workpiece needs to through blanking, drawing three times, punching, flanging and cutting processes. The process scheme is suitable for blanking and the first time drawing compound die, punching and flanging compound die, other processes using single process mode. During the design, it’s not only need to complete the necessary calculation part, but also need to use the CAD drawing software draw two pieces of the assembly drawing and the main parts drawing.Key words: punching; compound die; stamping process; CAD目录1 绪论 11.1 课题研究背景及目的 11.2 国内外研究现状与发展趋势 11.2.1 国内外模具行业的发展现状 11.2.2 汽车覆盖件冲压工艺现状 21.2.3 我国模具行业的发展趋势 31.2.4 汽车覆盖件冲压工艺的发展趋势 4 1.3 课题研究方法 41.4 论文的构成 42工艺性分析 62.1 工件的工艺分析 62.2 修边余量的计算 72.3 毛坯尺寸的计算 72.4 确定是否采用压边圈 72.5 拉深次数的确定 82.6 冲孔和翻边的尺寸计算 92.7 工艺方案的确定 92.8 排样设计 102.9 模具工艺性分析 122.9.1 各工序冲压力的计算 122.9.2 压力机的选择 152.9.3 模具压力中心 163 模具结构的设计与计算 173.1 模具主要零部件尺寸计算 17 3.1.1 落料模刃口尺寸 173.1.2 首次拉深模工作尺寸 183.1.3 二次拉深模工作尺寸 193.1.4 三次拉深模工作尺寸 193.1.5 冲孔模刃口尺寸 203.1.6 翻边模工作尺寸 203.2 落料首次拉深凸凹模的设计 21 3.3 落料凹模的设计 223.4 首次拉深凸模的设计 223.5 冲孔凸模的设计 233.6 翻边凹模的设计 243.7 冲孔翻边凸凹模的设计 243.8 模架的选择 253.9 模柄的选择 253.10 各板料的结构设计 263.11 弹性元件的选用 263.12 螺钉、销钉的选用 273.13 闭模高度计算 284 冲压工艺卡与机加工工艺卡 294.1 冲压工艺卡 294.2 落料凹模机加工工艺卡 314.3 拉深凸模机加工工艺卡 325 结论 33参考文献 34致谢 36附录A 冲压常用公差配合 37附录B 冲模零件表面粗糙度 38附录C 冷冲模工作零件常用材料及热处理 39 附录D 冲模一般零件材料和热处理要求 401 绪论1.1 课题研究背景及目的进入21世纪以来,我国的经济发展的非常之快,我国的制造业在经济快速发展的带动下也有了很大程度的发展。
落料拉深复合模具设计

落料拉深复合模具设计1. 引言复合模具是一种常用于塑料加工、金属成型等工业领域的生产工具,其由多个组成部分组合而成,用于制造具有特定形状和尺寸的零件。
落料拉深复合模具是一种用于金属加工的模具类型,广泛应用于汽车、航空航天和家电等领域。
本文将介绍落料拉深复合模具的设计原理、材料选择、结构优化以及加工工艺等方面的内容。
2. 设计原理落料拉深复合模具的设计原理基于金属板材经过拉伸和拉深过程,使其产生特定形状和尺寸的成品零件。
在设计过程中,需要考虑以下几个方面:2.1 材料选择选择合适的材料对模具的性能和寿命至关重要。
常用的材料包括工具钢、合金钢和硬质合金等。
根据零件要求的材料强度和耐磨性,选择合适的材料可以提高模具的使用寿命和稳定性。
2.2 结构设计模具的结构设计是模具性能的关键因素之一。
在设计过程中,需要考虑到板材的拉伸和拉深过程中的受力情况,合理布置结构和增加加固部位,可以提高模具的刚性和稳定性。
2.3 加工工艺落料拉深复合模具的加工工艺包括材料预处理、数控加工、热处理和表面处理等过程。
合理选择和控制加工工艺可以确保模具的精度和质量。
3. 模具设计步骤模具的设计步骤可以分为以下几个阶段:3.1 需求分析根据零件的要求,确定模具的设计目标和参数。
包括零件的形状、尺寸和材料等要求。
3.2 结构设计根据需求分析的结果,进行模具的结构设计。
考虑到荷载情况、刚性要求和加工工艺等因素,合理布置结构和增加加固措施。
3.3 零件设计根据结构设计的结果,进行各部件的设计和绘制。
包括模具底板、上模、下模和滑块等部件。
3.4 材料选择根据模具的使用要求和工作环境,选择合适的材料。
考虑到材料强度、耐磨性和加工性能等因素。
3.5 工艺设计根据加工工艺要求,进行模具的工艺设计。
包括数控加工程序、热处理工艺和表面处理工艺等。
4. 模具结构优化为了提高模具的使用寿命和稳定性,可以通过结构优化的方法进行设计改进。
常用的优化方法包括有限元分析、参数化设计和材料优化等。
落料冲孔复合模具设计
落料冲孔复合模具设计设计原理:1.冲孔功能:落料冲孔模具主要用于在金属板上进行孔洞冲压,以实现孔洞零件的批量生产。
冲孔的原理是通过模具的压力和冲裁刀具的作用,将金属板材从中间推出特定形状的孔洞。
2.落料功能:落料是指用模具将金属板材从整体中剪下来,形成零件。
落料的原理是将模具的刀口与板材接触,通过对刀口施加压力,将板材从整体中剪断,形成所需的零件。
设计流程:1.确定零件的工艺要求:首先,需要明确待加工的零件的工艺要求,包括要冲孔和落料的位置、孔洞的形状和尺寸、零件的尺寸等。
2.设计模具结构:根据零件的工艺要求,设计模具的结构,包括上模、下模、导柱、导套、冲裁刀具等。
3.确定模具的材料:根据模具的使用寿命和材料的强度要求,选择合适的模具材料,一般选择高硬度和高耐磨性的工具钢。
4.电极设计:对于一些复杂的孔洞形状,可以使用电火花加工技术进行加工。
此时,需要设计电极来完成孔洞的加工。
5.模具加工和调试:根据设计图纸,进行模具的加工和组装。
之后,进行模具的调试和试模工作,确保模具可以满足工艺要求。
6.模具使用和维护:在使用模具过程中,需要根据实际情况进行模具的保养和维护,定期检查模具的磨损情况,及时更换模具零件。
设计注意事项:1.强化模具的刚性:落料冲孔复合模具的刚性对于冲孔和落料的质量有很大影响。
因此,设计时需要合理设计模具的结构,提高模具的刚性。
2.合理选择冲裁刀具:根据孔洞的形状和尺寸,选择合适的冲裁刀具。
冲裁刀具应具有足够的硬度和耐磨性,以确保冲裁的质量和寿命。
3.注意冲孔位置的精度:冲孔位置的精度对于零件的质量和装配性能有很大影响。
因此,在设计模具时需要特别注意冲孔位置的精度要求,并通过合理的设计和加工保证冲孔位置的精度。
4.设计合理的导向装置:为了确保模具在使用过程中的精度和稳定性,需要设计合理的导向装置,保证模具在工作时能够准确导向。
总结:落料冲孔复合模具设计需要根据零件的工艺要求和性能要求来设计模具的结构和工艺。
冲压模具设计落料拉深复合模
冲压模具设计中的落料拉深复合模是一种用于冲压加工的模具类型。
它结合了两个冲压操作,即落料和拉深,以在金属材料上形成所需的形状。
在设计落料拉深复合模时,需要考虑以下几个关键因素:
材料选择:根据所要冲压的金属材料的特性,选择适合的模具材料。
常见的模具材料包括工具钢、硬质合金等。
模具结构设计:根据产品的形状和要求,设计模具的整体结构。
模具通常由上模和下模组成,上模用于落料,下模用于拉深。
确保模具结构强度足够,以承受冲压过程中的应力和压力。
落料设计:根据产品的轮廓要求,在上模上设计合适的落料形状。
落料是将金属材料从板材上切割或剪断下来的过程。
拉深设计:在下模上设计合适的拉深结构。
拉深是将落料后的金属材料通过施加力或压力,使其形成所需的凹陷或凸起形状。
模具导向和定位:确保上模和下模的正确对位和导向,以确保冲压过程中的准确性和稳定性。
冲床选择:选择适合该复合模具的冲床设备,考虑到冲压力度和速度的要求。
模具寿命和维护:进行适当的模具冷却设计,以延长模具寿命。
定期进行模具维护和保养,包括清洁、润滑和修复。
以上是设计落料拉深复合模具的一般步骤和注意事项。
具体的设计过程和参数设置还需要根据具体的产品要求、材料特性和冲压设备情况进行进一步的分析和优化。
落料拉深冲孔复合模具设计方案

专业课程设计说明书—冲压模具课程设计姓名:学号:班级:指导老师:日期:目录、工艺性分析 (2)二、工艺方案的分析和确定 (2)三、主要工作部分尺寸计算 (7)四、零件尺寸设计选取 (9)五、压力机的校核 (13)六、设计总结.................... 14 参考文献.................. 15 一、工艺性分析材料为Ly12M 料厚为0.8mm 大批量生产。
该零件为中等高度锥形件,其相对高度叵| ,锥度亠,板料相对厚度^ II 则可以采用一次拉深成形。
拉深系数—=__L1 。
根据公式[沁〕判断其在拉深过程中是否起皱。
则该工件在拉深过程不会起皱。
根据制件的材料,料厚形状及尺寸在进行冲压工艺过程中设计和模具设计时应注意以下几点:1、该工件为锥形拉深冲孔件,设计时应保证工件内尺寸的准确。
2、冲裁间隙拉深凸凹模间隙的确定应符合制件的要求。
各工序凸凹模动作的行程应保证各工序动作的稳妥连贯。
二、工艺方案的分析和确定<一)、工艺方案的分析根据制件的工艺性分析,其基本工序有落料,拉深,冲孔。
按其先后顺序组合可得到以下几种方案:1、落料——拉深——冲孔2、落料——冲孔——拉深3、落料拉深——冲孔4、落料拉深冲孔方案1、2属于单工序冲压,由于改件生产批量大且尺寸小,因此生产效率低。
方案3、4均属于复合工序,减少了工序数量。
方案4改成落料拉深冲孔复合,更减少了工序数量,提高了生产效率,故拟采用方案4.<二)、主要工艺参数计算1.毛坯尺寸计算根据等面积原则计算该零件的毛坯尺寸。
首先将该零件分成圆、圆锥台两个简单几何体。
它们的面积分别如下:毛坯展开尺寸查得拉深的修边余量亠。
则毛坯直径一一=^~~,取亠。
2.排样该工件排样根据落料工序设计。
考虑操作方便及模具结构简单,故条料宽一—一I条料的进距为—冲裁单件材料的利用率式中——冲裁件面积――一个进距内冲裁件数目 ――条料宽度 ——进距送料方向为从右向左3. 计算工序压力选择压力机 <1)落料力计算式中 一一落料力< );采用单排排样设计。
落料拉深冲孔复合模具设计说明书 (2) 精品
落料拉深冲孔复合模具设计说明书目录1.零件冲压工艺分析 (3)1.1 制件介绍 (3)1.2产品结构形状分析 (4)1.3 产品尺寸精度、粗糙度、断面质量分析 (4)2.零件冲压工艺方案的确定 (4)2.1冲压方案 (5)2.2各工艺方案特点分析 (5)2.3工艺方案的确定 (5)3.冲模结构的确定 (5)3.1模具的结构形式 (5)3.2模具结构的选择 (6)4.零件冲压工艺计算 (6)4.1零件毛坯尺寸计算 (6)4.2排样 (7)4.3拉深工序的拉深次数和拉深系数的确定 (8)4.4冲裁力、拉伸力的计算 (8)4.5拉伸间隙的计算 (9)4.7计算模具刃口尺寸 (10)5.模具结构设计与相关校核 (11)5.1模架的设计 (11)5.2冲孔凸模结构设计与校核 (13)5.3冲孔凹模的结构设计 (14)5.4落料凸模结构设计 (15)5.5落料凹模结构设计 (16)6模具结构简图 (16)参考文献 (17)1.零件冲压工艺分析1.1 制件介绍零件名称:底材料: 20-81厚度: t=1.75mm批量:大批量零件如下图:图11.2产品结构形状分析图 1 产品结构形状分析由图 1 可知,产品为圆片落料、无凸缘筒形件拉深、圆片冲孔,产品结构简单对称,中间孔孔壁与制件直壁之间的距离较远,直接冲孔不会影响零件外形。
然而周边六孔孔壁余制件直壁之间的距离L不满足L≥(R+0.5t) 要求。
因此,对这六个孔得加工不能在模具上加工,而是要采取另外的钻孔来完成。
(R为之间拉深圆角半径值取3;t为零件材料厚度值取1.75)1.3 产品尺寸精度、粗糙度、断面质量分析(1)尺寸精度零件的标注公差均为给定,故默认零件精度为IT14级。
一般的冲压均能满足要求,模具的精度要求应为IT11级。
(2)冲裁剪断面质量板料厚度1.75,查【2】第44页表3-4,生产时毛刺允许高度为≤0.15,本产品在断面质量和毛刺高度上没有严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证。
落料—拉深复合冲压模具课程设计【完整版】

落料—拉深复合冲压模具课程设计【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)零件简图:如右图所示生产批量:大批量材料:08钢材料厚度:2mm1.冲压件工艺性分析该工件属于典型圆筒形件拉深,形状简单对称。
所有尺寸均为自由公差,尺寸容易保证。
高度尺寸91mm可在拉深后采用修边到达要求。
2.冲压工艺方案确实定该工件包括落料、拉深两个根本工序。
可有以下三种工艺方案:方案一:先落料,后拉深。
采用单工序模生产。
方案二:落料—拉深复合冲压。
采用复合模生产。
方案三:拉深级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,生产效率低,难以满足该工件大批量生产的要求。
方案二只需一副模具,生产效率较高,尺管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三也只需一副模具,生产效率高,但模具结构比拟复杂,送进操后不方便,加之工件尺寸偏大。
通过对上述三种方案的分析比拟,该件假设能一次拉深,那么其冲压生产采用方案二为佳。
3.主要设计计算(1)毛坯尺寸计算根据外表积相等原那么,用解析法求该零件的毛坯直径DD=√ ̄〔d2* d2+4*d2H-1.72rd2-0.56r*r〕D=√ ̄(160*160+4*160*91-1.72*12*160-0.56*12*12)D=283.65 mm(2)排样及相关计算采用有废料直排的排样方式,相关如下示冲裁件面积A=∏*D*D/4=∏=63159平方毫米条料宽度B=D+2a+C=283.65+2*1.8+1=288.25 mma——侧搭边值,查冲压教程表得最小侧搭边值a=1.8mmc——导料板与最宽条料之间的间隙,其最小值查冲压教程表得c=1步距s=D+a=283.65+1.5=285.15 mm式中a1——工件间搭边值,查冲压教程表得a1=1.5mm一个步进距的材料利用率∩=A/BS*100℅∩℅∩=76.8℅式中:A——一个步距内冲裁件的实际面积B———条料宽度S———步距〔3〕成形次数确实定该工件为简单圆筒形拉深件,求出拉深相对高度H/h=91/160=0.57。
落料拉深和冲孔切边复合模具的设计【完整版】

落料拉深和冲孔切边复合模具的设计【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)落料拉深和冲孔切边复合模具的设计洪仁波04机制[普]摘要:冷冲压是一种先进的金属加工方法,它是建立在金属塑性变形的根底上,利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺寸。
冷冲压具有生产率高、产品尺寸精度稳定、操作简单、加工本钱低、材料利用率高、容易实现机械化和自动化等一系列优点,特别适合于大量生产。
本文主要是根据零件的生产技术要求,设计了落料拉深和冲孔切边两副复合模具。
因为板料、设备和模具是构成冲压加工的三个必要因素,此三要素是冲压所必要的硬件条件,再通过人们的对他们在有机地协调,包括进行合理的工艺性设计、计算以有效的组织管理。
有在整个设计过程中,分性零件加工工艺和模具的设计是同样的重要,同时模具是为实际生产所效劳,所以,设计出来的模具结构不但要可行,即到达预期目的,而且要让工人操作起来简单方便,另外还要尽量少花钱,即经济性。
关键词:冷冲压、落料、拉深、冲孔、切边Abstract: Cold stamping is a kind of advanced metal processing method, it establishes on the metal foundation with deformed plasticity , processes using mould and stamping equipment for board material metal in order to get the element shape and size needed. It is been productivity high that cold stamping has , product size precision stabilize and operate simple , finished cost low , overall material utilization factor high, easy realization a series of advantages such as mechanization and automation, suit plenty of productions especially.This paper is designed mainly according to the production technical requirement of element fall to expect pull is two pairs of side compound mould deep and rush hole cut. Because board material, equipment and mould are the 3 necessary factors that form stamping processing , 3 this essential factors is stamping the hardwarecondition of place necessity, know again surpass Men for them in coordinate organicly, include carrying out reasonable technology design and calculation so as effective organization manages. Have in entire design course in, the design of minute element processing technology and mould is same and important, at the same time, mould is to serve actual production place , so, the mould structure that devised will be not only feasible , reaches expected purpose and to let worker operating and simple, convenience is as far as possible few additionally to spend money, economy.Keyword: Cold stamping , fall to expect , pull deeply , rush hole , cut side前言冷冲压是建立在金属塑性变形的根底上,在常温下利用安装在压力机上的模具对材料施加压力,使其产生别离或塑性变形,从而获得一定形状、尺寸和性能的零件的一种压力加工方法。
毕业设计落料拉深复合模具设计

毕业设计落料拉深复合模具设计摘要:本文以落料拉深复合模具设计为研究对象,通过对拉深工艺的分析,结合复合模具设计原理,采用CAD软件进行模型设计和分析,以提高模具的精度和效率。
通过对复合模具设计中相关参数的考虑和优化,实现了模具的高效、高精度加工。
关键词:落料拉深;复合模具设计;CAD软件;高效加工;高精度一、引言落料拉深是一种常见的金属成形工艺,广泛应用于汽车制造、航空航天等领域。
在拉深过程中,模具是起到关键作用的装备,其设计有很大的影响因素。
二、落料拉深工艺分析1.工艺步骤落料拉深工艺主要包括以下步骤:预处理、落料、定位、切断、拉伸、回程。
2.模具设计要求(1)模具应具有足够的刚性和强度,以承受金属冲击力和拉伸力。
(2)模具应具有良好的导向性和定位性,以确保成型产品的精度和一致性。
(3)模具应具有优良的散热性,以防止模具温度过高引起变形或破坏。
(4)模具应具有易于安装和调整的特点,以提高生产效率。
三、复合模具设计原理复合模具是指由两个或多个独立零件组成的模具。
其设计原理主要包括以下几个方面:(1)模具设计遵循模具整体性原则,即模具的各零部件应相互协调、配合紧密,确保模具的整体刚性和稳定性。
(2)模具设计要充分考虑零部件之间的连接方式和结构,以确保模具在使用过程中的性能和寿命。
(3)模具设计要充分考虑模具的拆装和调整问题,以提高模具的使用效率和生产效率。
四、CAD软件在复合模具设计中的应用CAD软件是现代模具设计中常用的设计工具,具有快速、准确、高效的特点。
通过CAD软件的应用,可以进行多种参数的优化和分析,以提高模具的设计和制造效率。
此外,CAD软件还能够进行模拟测试,以评估模具设计的可行性和稳定性。
五、复合模具设计实例通过对型材料的落料拉深复合模具设计,详细介绍了模具的各个零部件的设计思路和连接方式。
同时,采用CAD软件对模具进行三维建模和分析,验证了设计的合理性和可行性。
通过对模具设计参数的考虑和优化,实现了模具的高效、高精度加工。
落料、拉深与冲孔复合模设计
一
/
、
/
≯ 髫 | /
\ 上
●一
~
哆|
『
~ —
{
~ 、
’
一v ●、
、
I
/ I
/
Fj L X - / / 一 、
,
2
~ ~
一
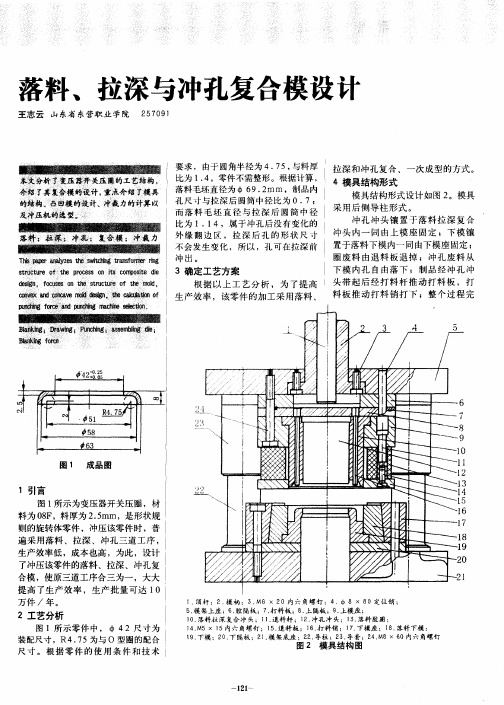
置于 落料下模 内一 同 由下模座 固定 ; 圈废料 由退料 板 退 掉 ;冲孔 废料 从 下 模 内孔 自由落 下 ;制 品经 冲孔 冲 3确定工艺方案 根 据 以上 工 艺分 析 ,为 了提 高 头 带起 后 经 打料 杆 推动 打 料板 ,打 生产效 率 ,该零件 的加工 采用落料 、 料 板 推动 打料 销 打 下 ;整 个 过程 完
万 件 /年 。
j
‘
、
\ \
; .
_ {
,
\
~
= =\ =\二 == = = = Nhomakorabea\
/
= ! = 衣j 、 一
乏
— —
_
\ 、 \。 \、 \
\\\ \
—
—
V/ d S , , /{ /
I/ / / / I  ̄ ,
,
/ l
~
~ ~
~
\
、
\
\ 、 f
、
, 、、 ,
~
~
— ’ ~
— — —
,
,
,
—
~
\
, “
\
\
图 1 成品图
1 引言
落料拉深冲孔复合模毕业设计
湖南湘潭纺织职工大学湘潭技师学院毕业设计课题:落料拉深冲孔复合模零件加工工艺设计数控07A4班专业班级孙喆学生姓名张立夏指导教师目录绪论任务书 (3)第一章、分析理解及备CAD图 (4)第二章、本次设计的基本内容 (10)一、冲裁机械运动 (10)二、拉深模具的机械运动 (11)三、模具的工作原理 (11)第三章、主要零件加工工艺分析 (14)一、落料凹模 (14)二、落料拉深凸凹模 (17)三、冲孔凸模 (21)四、拉深冲孔凸凹模 (23)五、凸模固定板 (28)设计总结 (31)参考文献 (32)绪论加入世贸组织后,我国机械制造业迎来了空前的发展机遇,我国正逐步变成世界制造中心。
为了增强竞争能力,中国制造业开始广泛使用先进的数控技术、模具技术、二十一世纪机械制造业的竞争,其实是数控技术的竞争。
随着数控技术,模具技术的迅速发展及数控机床的急剧增长,我国机械企业急需大批数控机床编程、操作等技术人才,体现现代技术高速发展的情况。
随着科学技术的飞速发展,社会对产品多样化的要求日益强烈,产品更新越来越快,多品种、批量生产的比重明显增加;同时,激烈的市场竞争要求产品研制生产周期越来越短,形状复杂的零件越多,精度要求也越高。
传统的加工设备和制造方法难于适应这种多样化、柔性化与复杂形状的高效高质量加工要求。
本内容反映了理论密切结束实际,分析重于计算,贯穿了质量、生产率和经济性的辩证关系,在能力培养上应力图由浅入深,由表及里。
强调科学分析实验验证和择优决策的能力培养。
必须重视生产实习和现场教学等实践性环节。
密切联系生产实践,在实践中发现问题,提出关键之所在并找到有效解决问题解决问题的措施,从而加深课程内容的理解,在实践中强化对所学知识的应用。
数控技术应用专业毕业设计任务书设计题目:拉深冲孔复合模主要零件的设计与制造工艺姓名:孙喆班级:07A4指导老师:张立夏一、要求:理解拉深冲孔复合模的结构特点与工作过程。
二、根据落料拉深冲孔复合模的总装图(见附件)设计其主要零件的零件图,包括:冲孔凸模、拉深冲孔凸凹模、落料拉深凸凹模以及落料凹模。
筒形件落料拉深冲孔复合模模具课程设计

目录序言 (2)第一部分冲压成形工艺设计 (5)Ⅰ明确设计任务,收集相关资料 (5)Ⅱ冲压工艺性分析 (6)Ⅲ制定冲压工艺方案 (6)Ⅳ确定毛坯形状,尺寸和主要参数计算 (10)第二部分冲压模具设计 (15)rⅡ计算工序压力,选择压力机 (16)Ⅲ计算模具压力中心 (19)Ⅴ、弹性元件的设计 (25)Ⅵ模具零件的选用 (27)Ⅶ冲压设备的校核 (29)Ⅷ其他需要说明的问题 (30)Ⅸ模具装配 (32)设计总结 (35)参考文献 (36)序言目前我国模具工业与发达国家相比还相当落后。
主要原因是我国在模具标准化,模具制造工艺及设备等方面与工业发达国家相比差距很大。
随着工业产品质量的不断提高,模具产品生成呈现的品种、少批量、复杂、大型精密更新换代速度快。
模具设计与技术由于手工设备,依靠人工经验和常规机加工,技术向以计算机辅助设计,数控编程切屑加工,数控电加工核心的计算机辅助设计(CAD/CAM)技术转变。
模具生产制件所表现出来的高精度,高复杂程度,高生产率,高一致性和抵消耗是其它制造加工方面所不能充分展示出来,从而有好的经济效益,因此在批量生产中得到广泛应用,在现代工业生产中有十分重要的地位,是我国国防工业及民用生产中必不可少的加工方法。
随着科学技术的不断进步和工业生产的迅速发展,冲压零件日趋复杂化,冲压模具正向高效、精密、长寿命、大型化方向发展,冲模制造难度日益增大。
模具制造正由过去的劳动密集、依靠人工的手工技巧及采用传统机械加工设备的行业转变为技术密集型行业,更多的依靠各种高效、高精度的NC机床、CNC机床、电加工机床,从过去的单一的机械加工时代转变成机械加工、电加工以及其他特种加工相结合的时代。
模具制造技术,已经发展成为技术密集型的综合加工技术。
本专业以培养学生从事模具设计与制造工作能力的核心,将模具成型加工原理、设备、工艺、模具设计与制造有机结合在一起,实现理论与实际相结合,突出实用性,综合性,先进性。
筒形件落料、拉深、冲孔、复合模模具课程设计剖析

目录序言 (2)第一部分冲压成形工艺设计 (5)Ⅰ明确设计任务,收集相关资料 (5)Ⅱ冲压工艺性分析 (6)Ⅲ制定冲压工艺方案 (6)Ⅳ确定毛坯形状,尺寸和主要参数计算 (10)第二部分冲压模具设计 (15)rⅡ计算工序压力,选择压力机 (16)Ⅲ计算模具压力中心 (19)Ⅴ、弹性元件的设计 (25)Ⅵ模具零件的选用 (27)Ⅶ冲压设备的校核 (29)Ⅷ其他需要说明的问题 (30)Ⅸ模具装配 (32)设计总结 (35)参考文献 (36)序言目前我国模具工业与发达国家相比还相当落后。
主要原因是我国在模具标准化,模具制造工艺及设备等方面与工业发达国家相比差距很大。
随着工业产品质量的不断提高,模具产品生成呈现的品种、少批量、复杂、大型精密更新换代速度快。
模具设计与技术由于手工设备,依靠人工经验和常规机加工,技术向以计算机辅助设计,数控编程切屑加工,数控电加工核心的计算机辅助设计(CAD/CAM)技术转变。
模具生产制件所表现出来的高精度,高复杂程度,高生产率,高一致性和抵消耗是其它制造加工方面所不能充分展示出来,从而有好的经济效益,因此在批量生产中得到广泛应用,在现代工业生产中有十分重要的地位,是我国国防工业及民用生产中必不可少的加工方法。
随着科学技术的不断进步和工业生产的迅速发展,冲压零件日趋复杂化,冲压模具正向高效、精密、长寿命、大型化方向发展,冲模制造难度日益增大。
模具制造正由过去的劳动密集、依靠人工的手工技巧及采用传统机械加工设备的行业转变为技术密集型行业,更多的依靠各种高效、高精度的NC机床、CNC机床、电加工机床,从过去的单一的机械加工时代转变成机械加工、电加工以及其他特种加工相结合的时代。
模具制造技术,已经发展成为技术密集型的综合加工技术。
本专业以培养学生从事模具设计与制造工作能力的核心,将模具成型加工原理、设备、工艺、模具设计与制造有机结合在一起,实现理论与实际相结合,突出实用性,综合性,先进性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专业课程设计说明书—冲压模具课程设计姓名:学号:班级:指导老师:日期:目录一、工艺性分析 (2)二、工艺方案的分析和确定 (2)三、主要工作部分尺寸计算 (7)四、零件尺寸设计选取 (9)五、压力机的校核 (13)六、设计总结 (14)参考文献 (15)一、 工艺性分析材料为Ly12M ,料厚为0.8mm ,大批量生产。
该零件为中等高度锥形件,其相对高度0.6hd= ,锥度37α=︒ ,板料相对厚度100 6.154 1.5tD⨯=≥ 则可以采用一次拉深成形。
拉深系数/5/130.3846m d D === 。
根据公式(1)tk m D≥- 判断其在拉深过程中是否起皱。
70.06154(1)(10.3846)0.0538580t k m D =≥-=⨯-=则该工件在拉深过程不会起皱。
根据制件的材料,料厚形状及尺寸在进行冲压工艺过程中设计和模具设计时应注意以下几点:1、 该工件为锥形拉深冲孔件,设计时应保证工件内尺寸的准确。
2、 冲裁间隙拉深凸凹模间隙的确定应符合制件的要求。
各工序凸凹模动作的行程应保证各工序动作的稳妥连贯。
二、 工艺方案的分析和确定(一)、工艺方案的分析根据制件的工艺性分析,其基本工序有落料,拉深,冲孔。
按其先后顺序组合可得到以下几种方案:1、 落料——拉深——冲孔2、 落料——冲孔——拉深3、 落料拉深——冲孔4、 落料拉深冲孔方案1、2属于单工序冲压,由于改件生产批量大且尺寸小,因此生产效率低。
方案3、4均属于复合工序,减少了工序数量。
方案4改成落料拉深冲孔复合,更减少了工序数量,提高了生产效率,故拟采用方案4.(二)、主要工艺参数计算 1.毛坯尺寸计算根据等面积原则计算该零件的毛坯尺寸。
首先将该零件分成圆、圆锥台两个简单几何体。
它们的面积分别如下:222211 3.14519.62544d A mm mm π⨯=== 212tan 37523tan 379.52d d h mm ︒︒=+=+⨯⨯≈ 2122359.52() 3.14()85.632cos372d d A l mm π︒++==⨯⨯≈毛坯展开尺寸11.6D mm ==≈ 查得拉深的修边余量1h mm ∆= 。
则毛坯直径11.62113.6D mm =+⨯= ,取13D mm = 。
2.排样该工件排样根据落料工序设计。
考虑操作方便及模具结构简单,故采用单排排样设计。
查得搭边值1 1.5a mm = , 1.5a mm = 。
则: 条料宽13216b mm a mm =+= 条料的进距为11314.5h mm a mm =+= 冲裁单件材料的利用率:221 3.1413100%100%100%57.2%41614.54nA n D bh bh πη⨯=⨯=⨯⨯=⨯⨯≈⨯式中A ——冲裁件面积n ——一个进距内冲裁件数目b ——条料宽度 h ——进距3.计算工序压力选择压力机 (1)落料力计算=1.3Lt F τ落 式中 F 落 ——落料力(N );L ——工件轮廓周长,40.82L D mm π==; t ——材料厚度,0.8t mm = ;τ ——材料抗剪强度(MPa )。
查得280MPa τ=。
落料力则为:=1.340.82mm 0.8mm 280MPa 11.89kN F ⨯⨯⨯≈落 (2)卸料力计算 =K F F 卸卸落式中 K 卸 ——卸料力因数,查得其值=0.05K 卸 。
卸料力则为:0.0511.890.59F kN =⨯≈卸 (3)冲孔力计算 =1.3Lt F τ冲式中 L ——工件内轮廓周长(mm )。
3.14 1.5 4.71L mm mm =⨯= 冲孔力则为:=1.3 4.71mm 0.8mm 280MPa 1.37kN F ⨯⨯⨯≈冲 (4)推件力计算 =nK F F 推推冲式中 K 推 ——推件力因数,由参考书查得=0.05K 推; n ——卡在凹模内的工件数,2n = 。
则推件力为:=20.051.37=0.137kN F ⨯⨯推 (5)拉深力计算由于该零件为浅拉深,故可按无压边圈的圆筒形件近似计算。
=K dt b F πσ拉 式中 F 拉 ——拉深力(N );d ——拉深件直径,9.52d mm =; t ——材料厚度;b σ ——材料的强度极限(MPa ),从参考书查得400b MPa σ= ; K ——修正因数, 1.25K = 。
则拉深力为=1.25 3.149.520.840011.96kN F ⨯⨯⨯⨯≈拉 故总冲压力为:=F +F +F +F +F =11.89+0.59+1.37+0.137+11.96kN 25.95F kN≈总落卸冲推拉()4.冲压设备的选择对于浅拉深可按式1.6~1.8F F ≥压总() ,估算公称压力来选取压力机。
根据参考书,选用公称压力为63kN 的开式可倾工作台压力机。
其主要技术参数为: 公称压力:63kN 滑块行程:50mm 最大闭合高度:170mm 封闭高度调节量:40mm工作台尺寸:315200mm mm ⨯ 模柄孔尺寸:3050mm mm Φ⨯ 三、 主要工作部分尺寸计算对于工件未注公差可按14IT 计算,也可由参考书查得各尺寸的未注公差。
根据参考书查得,冲裁模刃口双面间隙min 0.045Z mm = ,max 0.075Z mm = 。
(1) 落料刃口尺寸计算00.4313mm -Φ 的凸、凹模的制造公差由参考书查得=0.02mm δ凸 ,=0.02mm δ凹 。
由于max min +>Z -Z δδ凹凸 ,故采用凸模与凹模配合加工方法。
落料模具应以凹模为基准,然后配作凸模。
查得因数0.5x = 。
则:+0.02+0.02000==(13-0.50.43)=12.785D δ+∆⨯凹凹(D-x ) D 凸 按凹模尺寸配制,其双面间隙为0.045~0.075mm mm 。
其工作部分结构尺寸如下图(2) 冲孔刃口尺寸计算对于孔0.2501.5mm +Φ 的凸、凹模的制造公差查参考书得==0.02mm δδ凹凸 。
由于max min +>Z -Z δδ凹凸,故采用凸模与凹模配合加工方法。
冲孔模具应以凸模为基准,然后配作凹模。
查得因数0.5x = 。
则:000--0.02-0.02d =d+)=1.5+0.50.25mm=1.625x mm δ∆⨯凹凸(()d 凹 按凸模尺寸配制,其双面间隙为0.045~0.075mm mm 。
其工作部分结构尺寸如下图(3) 拉深工作部分尺寸计算拉深凸模和凹模的单边间隙可按式/21Z t = 计算,/20.8Z mm = 。
由于拉深工件的公差为14IT 级,故凸、凹模的制造公差可采用10IT 级精度。
对于00.35mm -Φ ,查参考书得==0.048mm δδ凹凸 ;对于00.369.52mm -Φ ,查参考书得==0.058mm δδ凹凸 。
按式+0=d-0.75)d δ∆凹凹( 、式0-=d -Z d δ凸凹凸() 可求拉深凸、凹模尺寸及尺寸公差如下表:工件尺寸+0=d-0.75)d δ∆凹凹( 0-=d -Z d δ凸凹凸()00.35mm -Φ 0.04804.775mm + 00.0483.175mm - 00.369.52mm -Φ0.05809.25mm +00.0587.65mm -其工作部分结构尺寸如下图四、 零件尺寸设计选取 1.弹性元件的设计计算为了得到较平整的工件,此模具采用弹压式卸料结构,使条料在落料、拉深过程中始终处在一个稳定的压力之下,从而改善了毛坯的稳定性,避免材料在切向应力的作用下起皱的可能。
卸料板上卸料采用橡胶作为弹性元件 按下式计算橡胶的自由高度= 3.5~4)s H 自由工作(式中 H 自由 ——橡胶的自由高度(mm );s 工作 ——工作行程与模具修磨量或调整量(4~6mm )之和。
=3+1+4mm=8mm s 工作()则 = 3.5~48mm=28~32H mm ⨯自由()取 =30mm H 自由计算橡胶的装配高度:2(0.85~0.9)=0.85~0.930=25.5~27mm H H =⨯自由()取226H mm = 。
橡胶的断面面积,在模具装配时按模具空间大小确定使橡胶直径20D mm =,则 1.5H D= ,满足。
2.落料凹模的尺寸设计凹模外形尺寸按以下经验公式确定:由于材料厚度为0.8t mm = ,应满足5h mm ≥ ,可取8h mm = 0.3513 4.55H Kb mm ==⨯=,一般8H mm ≥ ,故可取12H mm = 按照/7643.12008JB T - 标准,可选取6350L B ⨯=⨯3.落料凸模拉深凹模的设计选用类似圆柱头直杆圆凸模,材料为12Cr ,由于毛坯尺寸13D mm = ,按照/58252008JB T - 标准,5H mm = ,116D mm = ,可选取42L mm = 。
4.冲孔凸模的设计选用冲模圆柱头直杆圆凸模,根据冲孔尺寸 1.5d mm = ,按/58252008JB T - 标准,取3H mm =,13D mm = ,其长度比落料凸模长,根据需求取58.8L mm = 。
5.冲孔凹模拉深凸模的设计根据冲孔直径 1.5d mm = ,及外形尺寸15D mm = ,29.52D mm = ,按照/58302008JB T - 标准,选取24.2L mm = ,3h mm = ,2l mm = ,1 2.8d mm = 6.上下固定板的设计固定板主要用于固定小型凸模和凹模。
凸模固定板厚度约取凸模固定部分直径的1~1.5 倍。
它与凸模采用过度配合(76/H m )。
上固定板与落料凸模配合,下固定板与拉深凸模配合。
则:根据落料凸模固定部分直径116D mm = ,上固定板和盖板总厚度取为24mm ,取盖板厚度为2.2mm 。
根据拉深凸模固定部分直径29.52D mm =,下固定板取厚度为13mm 。
7.上下垫板的设计先根据公式[]c c P Fσσ=≤ (上下模座均采用铸铁2547HT - ,其90~140()c MPa σ= )判断是否需要垫板:上垫板: 221.37139.91134c P kN MPa F mm σπ===⨯⨯ 为了妥当应使用上垫板。
上垫板材料选择45钢,厚度选择为8mm 。
下垫板: 2211.96168.11[]19.524c c P kN MPa F mm σσπ===>⨯⨯ 因此需使用下垫板。
下垫板材料选择45钢,厚度选择为8mm 。
8.卸料板的设计采用弹性卸料板,其材料选用45钢。
弹性卸料板具有卸料和压料的双重作用。
卸料板孔和凸模的单边间隙'(0.1~0.2)0.08~0.162Z t mm == ,取'0.12Z mm = 。