球墨铸铁国家实用标准(摘要)
球墨铸铁管标准
球墨铸铁管标准简介球墨铸铁管是一种具有优异性能的管材,它由铸铁铸造而成,具有高强度、高耐腐蚀性和耐压性能。
它广泛应用于给水、排水、天然气和工业管道等领域。
为了确保球墨铸铁管的质量和使用效果,国际上制定了一系列的标准,用于指导球墨铸铁管的生产、加工和应用。
主要标准以下是一些常见的球墨铸铁管标准:1.ISO 2531:这是国际标准组织(ISO)制定的球墨铸铁管的标准。
该标准规定了球墨铸铁管的尺寸、力学性能、耐腐蚀性能、涂覆和保护,以及试验方法等方面的要求。
2.EN 545:这是欧洲标准(EN)制定的球墨铸铁管的标准。
该标准涵盖了球墨铸铁管的材料、尺寸、力学性能、涂覆和保护,以及试验方法等方面的要求。
3.GB/T 13295:这是中国国家标准(GB)制定的球墨铸铁管的标准。
该标准规定了球墨铸铁管的分类、材料、尺寸、力学性能、耐腐蚀性能、涂覆和保护,以及试验方法等方面的要求。
4.ASTM A536:这是美国材料与试验协会(ASTM)制定的球墨铸铁管的标准。
该标准涵盖了球墨铸铁管的化学成分、机械性能、熔化金属温度,以及金属检验和其他性能测试等方面的要求。
标准内容球墨铸铁管的标准内容通常包括以下几个方面:1.材料要求:包括球墨铸铁管所使用的铸铁材料的化学成分、机械性能和冷却曲线等要求。
这些要求将直接影响球墨铸铁管的强度、耐腐蚀性和可靠性。
2.尺寸要求:包括球墨铸铁管的外径、壁厚、长度和重量等要求。
这些要求将确保球墨铸铁管的适配性和安装便利性。
3.力学性能要求:包括球墨铸铁管的抗张强度、屈服强度、伸长率和硬度等要求。
这些要求将确保球墨铸铁管在正常使用条件下的安全性和可靠性。
4.耐腐蚀性能要求:包括球墨铸铁管的耐腐蚀涂层、耐腐蚀性能和耐化学腐蚀性能等要求。
这些要求将确保球墨铸铁管在各种腐蚀环境下的可靠性和使用寿命。
5.试验方法:包括球墨铸铁管的力学性能试验、耐腐蚀性能试验和涂层质量试验等方法。
这些方法将用于评估球墨铸铁管的质量和性能。
球墨铸铁化学成分国家标准

球墨铸铁化学成分国家标准球墨铸铁是一种优质的铸铁材料,具有较高的强度和韧性,广泛应用于机械制造、汽车制造、建筑工程等领域。
为了保证球墨铸铁产品的质量,国家对其化学成分制定了相应的标准,以便生产和使用过程中能够达到统一的质量要求。
根据国家标准,球墨铸铁的化学成分主要包括碳、硅、锰、磷和硫等元素。
其中,碳是影响球墨铸铁组织和性能的主要元素之一。
适当的碳含量可以提高球墨铸铁的强度和韧性,但过高或过低的碳含量都会对其性能造成不利影响。
因此,国家标准对球墨铸铁中碳的含量进行了严格的限制,以确保产品的质量稳定。
除了碳以外,硅是另一个重要的元素。
适当的硅含量可以提高球墨铸铁的流动性和润滑性,有利于铸造过程的顺利进行。
同时,硅还可以稳定铁水中的碳,减少球墨铸铁的组织缺陷,提高产品的性能。
因此,国家标准对球墨铸铁中硅的含量也进行了严格的控制。
此外,锰、磷和硫等元素虽然含量较少,但对球墨铸铁的性能同样有着重要的影响。
锰的适量添加可以提高球墨铸铁的强度和耐磨性,但过高的锰含量会导致铁水的浑浊和晶粒变粗,降低产品的韧性。
而磷和硫是有害元素,其含量过高会导致球墨铸铁的脆性和疲劳性能下降,因此国家标准对其含量也有相应的限制。
总的来说,国家标准对球墨铸铁的化学成分进行了严格的规定,旨在保证产品的质量稳定和性能可靠。
在生产和使用过程中,必须严格按照国家标准的要求进行生产和检测,确保产品符合标准,以满足不同领域的使用需求。
综上所述,球墨铸铁化学成分国家标准的制定对于保障产品质量、推动行业发展具有重要意义。
只有严格遵守标准要求,才能生产出优质的球墨铸铁产品,满足市场需求,推动行业的健康发展。
希望相关企业和生产单位能够重视国家标准,不断提升产品质量,为行业发展做出积极贡献。
adi球墨铸铁标准
adi球墨铸铁标准
ADI(Austempered Ductile Iron)是一种用球墨铸铁制造的特
殊材料,具有更高的强度和韧性。
它经过奥氏体化处理后,形成一个特殊的组织结构,提供了出色的机械性能。
关于ADI球墨铸铁的一些标准如下:
1. ASTM A897/A897M-14:这个标准规定了ADI球墨铸铁的
要求和试验方法。
其中包括了球墨铸铁的化学成分、铸件的均匀性和球化等级、机械性能的测试方法等内容。
2. ISO 17804-1:2006:这个标准规定了ADI球墨铸铁的化学成分、铸件的球化等级、机械性能的测试方法以及铸铁试样的制备方法等内容。
3. GB/T 34405-2017:这个标准是中国国家标准,规定了ADI
球墨铸铁的化学成分、铸件的球化等级、机械性能的测试方法以及铸铁试样的制备方法等内容。
这些标准在制造ADI球墨铸铁产品、设计和选择材料时都起
着重要的指导作用,确保了产品的质量和性能。
在使用ADI
球墨铸铁材料时,可以参考相应的标准进行材料的选择和测试。
球墨铸铁管壁厚标准

球墨铸铁管壁厚标准球墨铸铁管壁厚标准可根据不同的国家和地区的标准来进行参考。
以下是一些国内外常用的球墨铸铁管壁厚标准的相关内容。
1. 中华人民共和国国家标准(GB/T)中华人民共和国国家标准(GB/T)是中国颁布的法律地位的强制性技术标准,也是球墨铸铁管壁厚的标准之一。
根据GB/T 13295标准,球墨铸铁管的壁厚按照工作压力和外径的规定进行设计。
根据不同的工作压力和外径,可以参考GB/T 13295中的相关标准表格来确定球墨铸铁管的壁厚。
2. 美国标准(ASTM)美国标准(ASTM)是全球最常用的技术标准之一,其中包括了关于球墨铸铁管壁厚的标准。
根据ASTM A888/A888M标准,球墨铸铁管的壁厚应根据管径、工作条件和安全因素来进行设计。
标准中提供了不同管径范围内的最小壁厚要求。
3. 欧洲标准(EN)欧洲标准(EN)是适用于欧洲国家的技术标准。
根据EN 545:2010标准,球墨铸铁管的壁厚按照工作压力和管径的规定来进行设计。
标准中提供了不同工作压力等级下的壁厚要求,并且针对不同管径范围内的球墨铸铁管都进行了规定。
4. 日本工业标准(JIS)日本工业标准(JIS)是适用于日本的技术标准。
根据JISG5527标准,球墨铸铁管的壁厚应根据管径、工作条件和安全因素来进行设计。
标准中提供了不同管径范围内的最小壁厚要求。
总结:球墨铸铁管壁厚标准是根据不同的国家和地区的技术标准来进行确定的。
以上提及的国家和地区标准是常用的一些球墨铸铁管壁厚的标准。
具体的壁厚要求应根据具体的工程设计要求来确定,包括工作压力、管径以及安全因素等。
在进行工程设计时,需要参考适用的国内外相关标准,并结合实际情况来确定球墨铸铁管的壁厚设计。
同时,为确保球墨铸铁管的质量和使用安全,还要注意选择合格的球墨铸铁管厂家和质检机构的产品和服务。
球墨铸铁国家标准规范(概要)
球墨铸铁国家标准规范(概要)
概述
此文档旨在介绍球墨铸铁的国家标准规范。
球墨铸铁是一种具有高强度和耐腐蚀性的铁合金材料,广泛应用于各种工业领域。
标准范围
该国家标准规范涵盖了球墨铸铁的生产、测试和使用方面的各项要求。
主要包括以下内容:
1. 原材料要求:规定了球墨铸铁所需的原材料的质量和化学成分要求。
2. 生产工艺:详细介绍了球墨铸铁的生产过程,包括熔炼、浇铸、冷却和热处理等环节的要求。
3. 机械性能和物理性能测试:规定了对球墨铸铁进行机械性能和物理性能测试的方法和标准。
4. 缺陷和缺陷评定:对球墨铸铁的缺陷进行了分类和评定,以确保产品质量达到标准要求。
5. 标志和包装要求:规定了球墨铸铁产品的标志和包装要求,以便产品的追溯和交付。
适用范围
该国家标准规范适用于生产和使用球墨铸铁的企业和单位。
球
墨铸铁广泛应用于以下领域:
- 机械制造业:用于制造各种机械零部件,如汽车发动机零件、工程机械配件等。
- 建筑行业:用于建筑结构和桥梁等工程的承重部件。
- 管道工程:用于制造输水、输气等管道系统的管件。
目标和意义
通过制定统一的国家标准规范,可以确保球墨铸铁产品的质量
和性能达到一定的要求,提高产品的可靠性和使用寿命。
同时,这
也有助于促进球墨铸铁产业的健康发展,提高行业竞争力。
结论
球墨铸铁国家标准规范是对球墨铸铁产品生产和使用的指导文件,对于确保产品质量和行业发展具有重要意义。
企业和单位应严
格按照该标准规范要求进行生产和测试,以提供高质量的球墨铸铁
产品。
球墨铸铁标准
球墨铸铁标准球墨铸铁是一种具有高强度、高韧性和良好耐腐蚀性能的材料,广泛应用于各种机械设备、建筑和市政工程等领域。
为了确保球墨铸铁产品的质量,各国都制定了相关的标准。
本文将介绍常见的球墨铸铁标准。
1. 国际标准1.1 ISO 1083: Spheroidal graphite cast ironsISO 1083是国际标准化组织(ISO)制定的球墨铸铁标准。
该标准对球墨铸铁的化学成分、机械性能和其他要求进行了规定。
其中包括球墨铸铁的各类级别、硬度要求、拉伸强度、冲击韧性等。
1.2 ISO 185: Grey cast ironsISO 185是ISO制定的灰铸铁标准,其中也包含了一些对球墨铸铁的要求。
该标准对灰铸铁和球墨铸铁的组织、力学性能、化学成分等进行了规定,并提供了一些有关材料检测的方法。
2. 欧洲标准2.1 EN 1563: Founding - Spheroidal graphite cast ironsEN 1563是欧洲标准化组织(CEN)制定的球墨铸铁标准。
该标准规定了球墨铸铁的材料级别、化学成分、机械性能和质量检测方法。
同时,该标准还分别对可用于不同工程领域的球墨铸铁进行了分类和要求。
2.2 EN 1561: Founding - Grey cast ironsEN 1561是CEN制定的灰铸铁标准,同样也包含了对球墨铸铁的一些要求。
该标准对灰铸铁和球墨铸铁的化学成分、机械性能、检验方法等进行了规定,并提供了不同环境条件下的使用温度范围。
3. 美国标准3.1 ASTM A536: Standard Specification for Ductile Iron CastingsASTM A536是美国材料与试验协会(ASTM)制定的球墨铸铁标准。
该标准覆盖了球墨铸铁的材料分类、化学成分、机械性能、试验方法等。
其中也对球墨铸铁的各类级别、硬度要求、拉伸强度等进行了规定。
3.2 ASTM A48: Standard Specification for Gray Iron CastingsASTM A48是ASTM制定的灰铸铁标准,其中也包含了对球墨铸铁的一些要求。
球墨铸铁国家实用标准(摘要)
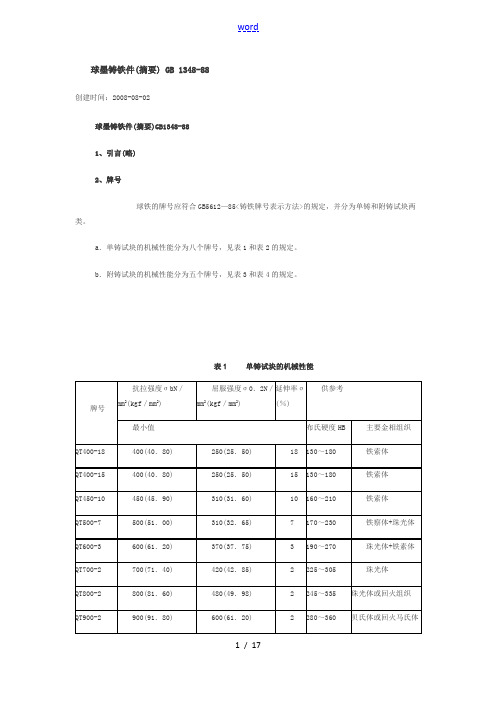
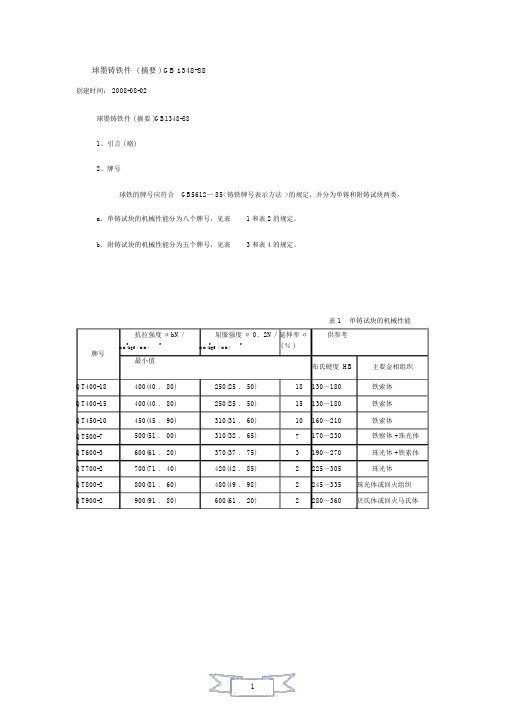
球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2 单铸试块V 型缺口试样的冲击值注:字母“L〞表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3 附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进展。
3.2.5如果是在铸件本体上取样时,取样部位与要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进展金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进展,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进展检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状与其尺寸公差3.4.1球铁件的几何形状与其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
球墨铸铁管标准
球墨铸铁管标准1. 引言球墨铸铁管是一种高强度、耐腐蚀的管材,广泛应用于自来水管道、排水系统、石油化工工业管道等领域。
为了确保球墨铸铁管的质量和安全性能,各国都制定了相应的标准。
本文将针对球墨铸铁管的标准进行介绍和解读。
2. 球墨铸铁管的标准分类根据不同的国家和地区,球墨铸铁管的标准可以分为国际标准和国家标准两大类。
其中,国际标准通常由国际标准化组织(ISO)制定,如ISO 2531标准;而国家标准则由各个国家和地区的标准化组织制定,比如中国的GB/T 13295-2008标准。
3. 球墨铸铁管的相关标准介绍3.1 ISO 2531标准ISO 2531标准是球墨铸铁管的国际标准,适用于输水、给水和排水系统中使用的球墨铸铁管。
该标准规定了球墨铸铁管的尺寸、材质、力学性能等要求,并对其外观、内表面光洁度、耐蚀性等进行了详细的检验方法和要求。
3.2 GB/T 13295-2008标准GB/T 13295-2008是中国球墨铸铁管的国家标准,适用于自来水、城市排水、工业污水等领域的输水管道。
该标准规定了球墨铸铁管的分类、尺寸、材质、力学性能等技术要求,以及外观、内表面质量、耐蚀性能等检验方法和评定标准。
4. 球墨铸铁管标准的意义4.1 确保产品质量球墨铸铁管标准的制定可以确保产品的质量和性能稳定。
通过严格的材料选择、质量控制和检验要求,可以保证球墨铸铁管具有较高的强度、耐腐蚀性以及良好的密封性能,从而提高管道系统的安全可靠性。
4.2 促进市场竞争标准化可以降低产品制造的成本,提高生产效率,使得不同厂家生产的球墨铸铁管更具可比性。
标准化还可以为市场创造公正、公平的竞争环境,促进行业的健康发展。
4.3 便于工程设计与施工球墨铸铁管标准的制定为工程设计和施工提供了依据。
工程师可以根据标准规定的管道尺寸、材质和力学性能来选择合适的球墨铸铁管,从而确保工程的顺利进行和系统的安全运行。
5. 结论球墨铸铁管标准的制定对于确保球墨铸铁管的质量、促进市场竞争以及方便工程设计和施工具有重要意义。
球墨铸铁件国家标准
球墨铸铁件国家标准球墨铸铁件是一种重要的工程材料,其性能直接影响到工程结构的质量和安全。
为了规范球墨铸铁件的生产和应用,我国制定了一系列的国家标准,其中包括材料、化学成分、力学性能、表面质量、尺寸偏差等方面的要求。
本文将对球墨铸铁件国家标准进行详细介绍,以便于相关行业人员了解和遵守。
首先,球墨铸铁件国家标准对材料的要求非常严格。
其中,对球墨铸铁材料的化学成分、金相组织、力学性能等都有详细的规定。
这些规定旨在确保球墨铸铁件具有良好的强度、韧性和耐磨性,以满足不同工程结构的使用要求。
其次,球墨铸铁件国家标准对产品的表面质量和尺寸偏差也有严格的要求。
在生产过程中,必须保证球墨铸铁件的表面光洁度、无气孔、夹渣等缺陷,同时尺寸偏差也必须控制在规定范围内。
这些要求旨在确保球墨铸铁件在使用过程中能够保持良好的密封性和相互配合性。
此外,球墨铸铁件国家标准还对产品的检测方法和质量控制进行了详细的规定。
在生产过程中,必须严格按照标准要求进行原材料的检验、生产工艺的控制、成品的检测等环节,以确保球墨铸铁件的质量稳定可靠。
总的来说,球墨铸铁件国家标准的制定对于提高我国球墨铸铁件的质量和竞争力具有重要意义。
只有严格遵守标准要求,才能生产出符合工程要求的优质球墨铸铁件,为工程结构的安全和可靠性提供保障。
在实际生产和应用过程中,企业和相关行业人员应当加强对球墨铸铁件国家标准的学习和理解,严格按照标准要求进行生产和检测,确保产品质量,提高市场竞争力。
同时,相关部门也应加强对球墨铸铁件的监督检查,确保产品质量和安全性,维护市场秩序。
总之,球墨铸铁件国家标准的制定和执行,对于推动我国球墨铸铁件产业的健康发展具有重要意义。
希望相关行业人员和企业能够高度重视国家标准,不断提升产品质量,为我国工程建设事业做出更大的贡献。
球墨铸铁国家标准要求(概要)
球墨铸铁国家标准要求(概要)球墨铸铁国家标准要求(概要)1. 引言球墨铸铁是一种具有良好机械性能和性价比优势的材料,被广泛应用于各个领域。
为保证球墨铸铁产品的质量和安全性,制定国家标准是必要的。
2. 材料要求国家标准对球墨铸铁的材料要求进行了规定,包括以下方面:- 化学成分:规定了球墨铸铁中各元素的含量范围,确保材料的化学稳定性。
- 机械性能:要求球墨铸铁在拉伸强度、屈服强度、延伸率等方面满足标准要求,以保证产品的强度和可靠性。
- 微观结构:规定了球墨铸铁的组织要求,如球化率、球墨形态等,以提高材料的耐腐蚀性和耐磨性。
3. 技术要求国家标准对球墨铸铁产品的技术要求也进行了规定,包括以下方面:- 外观质量:要求球墨铸铁产品表面无明显缺陷、夹杂物和气孔等,并规定了允许的表面质量等级。
- 尺寸偏差:规定了球墨铸铁产品的尺寸偏差范围,确保产品的准确度和一致性。
- 热处理:要求球墨铸铁产品在热处理过程中达到规定的硬度、韧性等性能要求。
- 表面处理:规定了球墨铸铁产品的表面处理方法,如除锈、喷漆等,以提高产品的外观和耐久性。
4. 检验方法国家标准还规定了球墨铸铁产品的检验方法,确保产品的质量和符合标准要求。
检验方法包括化学成分分析、机械性能测试、显微组织观察等。
5. 标志和包装国家标准对球墨铸铁产品的标志和包装也进行了规定,以确保产品在运输和使用过程中的安全和易识别性。
以上是球墨铸铁国家标准要求的概要内容。
详情请参阅具体的国家标准文件。
请注意:本文档为概要,不对具体标准要求内容做详细解读和整理,请以官方发布的国家标准文件为准。
球墨铸铁管的国家标准

球墨铸铁管的国家标准球墨铸铁管是一种优质的管道材料,具有良好的机械性能和耐腐蚀性能,被广泛应用于给水、排水、燃气、热水供应等领域。
为了保障球墨铸铁管的质量和安全使用,国家对其进行了严格的标准规定,以下将对球墨铸铁管的国家标准进行详细介绍。
首先,球墨铸铁管的国家标准主要包括产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
其中,产品分类根据管道的用途和结构特点进行划分,主要包括普通球墨铸铁管、特种球墨铸铁管和球墨铸铁管配件。
技术要求包括外观质量、尺寸偏差、力学性能、化学成分、金相组织、耐蚀性能等方面的要求。
试验方法包括外观检查、尺寸检验、力学性能测试、化学成分分析、金相组织检验、耐蚀性能测试等内容。
检验规则包括抽样检验、接受标准、不合格品的处理等内容。
标志、包装、运输和贮存主要是对产品的标识、包装方式、运输条件和贮存要求进行规定。
其次,根据国家标准,球墨铸铁管的外观质量要求表面应光滑平整,无裂纹、气泡、夹渣等缺陷,允许有少量的砂眼、砂洞和氧化皮。
尺寸偏差包括外径、壁厚、长度等方面的偏差要求,以保证管道的连接和安装质量。
力学性能要求主要包括拉伸强度、屈服强度、延伸率和冲击功等指标,以保证管道在使用过程中的安全可靠性。
化学成分要求包括碳含量、硅含量、锰含量、磷含量、硫含量等元素的含量范围,以保证球墨铸铁管的材料质量。
金相组织要求主要是对球墨铸铁管的组织结构进行检验,以保证其组织均匀、致密。
耐蚀性能要求主要是对球墨铸铁管在不同介质中的耐蚀性能进行测试,以保证其在不同环境中的稳定性。
最后,根据国家标准,球墨铸铁管的检验规则包括抽样检验和接受标准。
抽样检验是通过随机抽取样品进行检验,以评定产品的质量状况。
接受标准是根据抽样检验的结果,对产品进行合格或不合格的判定。
对于不合格的产品,国家标准也规定了相应的处理办法,以保证消费者的权益。
综上所述,球墨铸铁管的国家标准对产品的质量和安全使用起着重要的指导作用。
球墨铸铁国家标准(摘要)

球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2 单铸试块V 型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3 附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
奥氏体球墨铸铁标准
奥氏体球墨铸铁标准
奥氏体球墨铸铁的标准包括:
1. 化学成分:碳、硅、锰、硫、磷的含量应符合GB/T 13808的规定。
2. 力学性能:屈服强度基体材料不小于350MPa,硬度(布氏)为
140-260HB。
3. 基体组织:基体组织要有足够数量的基体α-石墨和铁素体。
如球
墨铸铁是非金属夹杂物数量较少、球铁中非金属材料数量较大,可以
看成具有多相组织的合金。
石墨球数不少于95%。
4. 铁素体和珠光体的含量:铁素体和珠光体的总量不大于5%。
此外,还有冲击试验、弯曲试验、拉伸试验、硬度试验、弯曲疲劳试
验等性能要求。
铸造厂家需通过技术经济指标、生产质量保证体系、球墨铸铁管的生
产能力、技术装备水平、生产经验等条件进行选择,也可以参考相关
行业标准。
奥氏体球墨铸铁是一种高级球墨铸铁,其综合性能优于普
通球墨铸铁。
球墨铸铁行业标准指导(概要)
球墨铸铁行业标准指导(概要)
引言
该文档旨在为球墨铸铁行业提供一份标准指导。
球墨铸铁是一
种重要的工程材料,在许多领域有着广泛的应用。
本指导将涵盖球
墨铸铁的生产、质量控制和安装等方面的标准要求。
球墨铸铁的生产
- 原材料要求:指导书将列出球墨铸铁生产过程中所使用的原
材料的要求,包括铁水、镁和其他合金材料的比例、质量检测要求等。
- 生产过程:详细描述球墨铸铁的生产工艺,包括铁水的净化、镁元素和球墨剂的添加、浇铸工艺参数的控制等。
- 质量控制:定义球墨铸铁产品的质量指标,包括力学性能、
尺寸精度、表面质量等,以及相应的检测方法和标准。
球墨铸铁的应用
- 结构工程领域:介绍球墨铸铁在结构工程中的应用,包括桥梁、建筑和道路等方面,以及相应的设计和施工要求。
- 机械工程领域:探讨球墨铸铁在机械制造领域的应用,包括机床、发动机和重型设备等,以及相关的设计和制造要求。
- 管道工程领域:介绍球墨铸铁管道在供水、排水和燃气等方面的应用,包括管道安装、连接和维护等要求。
球墨铸铁的安装与维护
- 安装要求:指导球墨铸铁产品的安装方法和要求,包括支撑结构、连接方式和防护措施等。
- 维护要求:介绍球墨铸铁产品的维护管理,包括表面保护、防腐处理和定期检测等措施。
总结
球墨铸铁行业标准指导提供了球墨铸铁生产、应用、安装和维护等方面的要求和指导。
遵循这些标准将有助于提高球墨铸铁产品的质量和可靠性,推动行业的发展和创新。
注:此文档为概要,具体内容请参考相应的标准指导书和规范文件。
球墨铸铁国家标准(摘要)
球墨铸铁件 ( 摘要 ) GB 1348-88创建时间: 2008-08-02球墨铸铁件 ( 摘要 )GB1348-881、引言 ( 略)2、牌号球铁的牌号应符合GB5612— 85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表 1 和表 2 的规定。
b.附铸试块的机械性能分为五个牌号,见表 3 和表 4 的规定。
表 1单铸试块的机械性能抗拉强度σbN/屈服强度σ 0.2N/延伸率σ供参考2222( % )mm(kgf /mm)mm(kgf /mm)牌号最小值布氏硬度 HB主要金相组织QT400-18400(40 . 80)250(25 . 50)18130~180铁索体QT400-15400(40 . 80)250(25 . 50)15130~180铁索体QT450-10450(45 . 90)310(31 . 60)10160~210铁索体QT500-7500(51 . 00)310(32 . 65)7170~230铁察体 +珠光体QT600-3600(61 . 20)370(37 . 75)3190~270珠光体 +铁素体QT700-2700(71 . 40)420(42 . 85)2225~305珠光体QT800-2800(81 . 60)480(49 . 98)2245~335珠光体或回火组织QT900-2900(91 . 80)600(61 . 20)2280~360贝氏体或回火马氏体表 2 单铸试块 V 型缺口试样的冲击值22最小冲击值 a K J / cm(kgf . m /cm)牌号室温 23±5℃低温 -20 ±2℃三个试样平均 个别值三个试样平均值个别值值QT400 —18 14(1 .43)11(1 .12)QT400 —18L12(1 .22) 9(0 .92)注:字母“ L ”表示该牌号在低温时的冲击值。
球墨铸铁井盖国家标准
球墨铸铁井盖国家标准引言:球墨铸铁井盖是一种常用的道路设施,用于覆盖下水道、雨水排水系统以及污水处理设施等。
球墨铸铁井盖具有高强度、耐腐蚀、防滑、防火等优点,广泛应用于城市道路和基础设施建设中。
为保证球墨铸铁井盖的质量和使用安全,国家对球墨铸铁井盖制定了一系列的标准。
一、标准的背景与意义球墨铸铁井盖国家标准的制定是基于以下几个方面的考虑:首先,球墨铸铁井盖的广泛应用需要有可靠的标准来指导生产和安装;其次,制定标准可以推动球墨铸铁井盖产业的健康发展,提高产品质量;最后,标准的制定可以减少球墨铸铁井盖的质量问题,提高使用安全性。
二、标准的适用范围球墨铸铁井盖国家标准适用于各类城市道路、桥梁、排水系统等建设中所使用的球墨铸铁井盖。
标准涵盖球墨铸铁井盖的材料、结构、尺寸、性能测试方法等方面内容。
三、标准的主要内容1. 材料要求:标准规定球墨铸铁井盖的材料应符合相关行业标准,如球化铸铁、附着力强的聚合物涂层等。
2. 结构要求:标准对球墨铸铁井盖的结构设计进行了详细规定,包括井盖、盖板、防滑设计等。
3. 尺寸要求:标准规定了常用的球墨铸铁井盖规格尺寸,包括井盖直径、厚度、重量等。
4. 质量控制:标准对球墨铸铁井盖的质量控制进行了要求,包括外观质量、机械性能、耐腐蚀性等。
5. 性能测试方法:标准列举了球墨铸铁井盖性能测试的方法和标准,包括承载能力、翻盖能力、耐磨性等测试。
6. 标志与包装:标准规定了球墨铸铁井盖的标志和包装要求,标志应明确产品标准编号、生产单位、生产日期等信息。
四、标准的应用与推广球墨铸铁井盖国家标准的发布将推动整个球墨铸铁井盖产业的发展。
标准的应用可以确保产品的质量稳定性,提高球墨铸铁井盖在城市基础设施建设中的安全性能。
此外,标准的推广还可以促进球墨铸铁井盖产品的国际合作与交流,提高中国球墨铸铁井盖的竞争力。
五、标准的需进一步完善随着科技的不断进步和工程建设的发展,球墨铸铁井盖的要求也在不断提高。
球墨铸铁 标准
球墨铸铁标准
1. 介绍
球墨铸铁是一种具有优异力学性能和抗腐蚀性能的铸造材料。
它由铁、碳和球墨石组成,具有较高的强度和韧性,广泛应用于各个行业。
2. 材料要求
2.1 化学成分要求
球墨铸铁的化学成分应符合以下要求:
成分最大允许偏差(%)
碳(C)3.4-3.8
硅(Si)≤2.5
锰(Mn)≤0.4
镍(Ni)≤0.3
铬(Cr)≤0.2
2.2 机械性能要求
性能指标最小值
抗拉强度(MPa)≥450
伸长率(%)≥10
冲击韧性(J)≥20
3. 外观要求
3.1 表面应光滑、无明显缺陷。
3.2 不允许有裂纹、夹杂物等缺陷。
4. 尺寸偏差要求
线性尺寸公差
≤100mm±0.5mm
(L为尺寸长度)
4.2 其他尺寸要求按照相关标准执行。
5. 技术要求
5.1 铸造工艺应符合相关铸造工艺标准。
5.2 球墨铸铁应进行热处理,以提高其力学性能和抗腐蚀性能。
5.3 球墨铸铁应进行质量检验,包括化学成分、机械性能、外观和尺寸等检验项目。
6. 包装和运输
球墨铸铁应进行适当的包装和标识,以防止损坏和污染。
在运输过程中,应注意防止碰撞和受潮,确保产品质量不受损。
以上内容为球墨铸铁的标准要求,供参考使用。
具体情况可根据实际需求进行调整和补充。
球墨管国际标准

国际标准 化组织
2007-1-15
在室温下测定的力学性能进行了说明。 一般情况下的试 国际标准 验温度为 10—35℃,控制条件下的试验温度为 23±5℃,试样分为机加工和非机加工试样两种。 本标准规定了输水用球墨铸铁管、管件、附件及接口的 材质、尺寸、公差、机械性能和涂覆的要求,尺寸范围 国际标准 从 DN40 到 DN2600。离心铸铁管的最小抗拉强度为 420MPa,最小延伸率 DN40—DN1000 为 10, 化组织 化组织
第 三 版
封, 给出了硫化橡胶圈的材质要求, 如硬度、 拉伸强度、 尺寸公差、微生物腐蚀等。输送饮用冷水时温度不应大 国际标准 于 50℃,在排水、污水和雨水系统中持续流动时的温 度不应大于 45℃,间断流动时的温度不应大于 95℃。 材质的硬度范围在 76 IRHD 到 95 IRHD 之间。 本标准规定了用于管线(或其中某部分)铺设中的预装 隔热层球墨铸铁管、管件、附件及其接口的要求和试验 化组织 2002-4-15
12
预装隔热层球 墨铸铁管线
第 方法。 本标准除了包含现行国际标准中输送球墨铸铁管 二 及管件的规定之外,还对预装保温层球墨铸铁管、管件 版 及附件的隔热层及外层管套的材质、尺寸、公差、机械 性能及保温层性能作出了规定。本标准包括从 DN60 到 DN600 的预装隔热层球墨铸铁管、管件及附件。
国际标准 化组织
球墨铸铁管线 第 5 安装后的液压 一 试验 版
管线系统部件 第 本标准给出了适用于管线系统中部件的公称尺寸 DN 的 6 ——公称尺寸 二 定义,同时规定了本定义应适用于其他标准。给出了 DN 的定义 球墨铸铁管外 7 部锌层涂覆 第一部分:外 表面金属锌喷 版 第 一 版 DN 系列范围从 DN10 到 DN4000。 本标准适用于符合 ISO 2531 和 ISO 7186 要求的离心铸
球墨铸铁井盖的国家标准

球墨铸铁井盖的国家标准
现行的国家标准一般为《铸铁井盖检查》和 GB6414-86《铸铁井盖尺寸公差》其中:《铸铁井 盖检查》规定的360KN的标准井盖与底座的尺寸偏 差符合国家标准: GB6414-86《铸铁井盖尺寸公 差》的的CT12级要求井盖表面喷涂防锈沥青漆防 腐处理!
为了提升铸铁井盖的品质严格做到以下几点:
Байду номын сангаас
1、为防止井盖与井圈接触面不平整,汽车行 驶时引起冲击响,井盖与井框之间安装有柔性缓冲 垫,消防冲击响声。或井盖与井框接触面采用机械 加工配套(仅限圆形产品),配合平整。
2、为防止井盖安装在户外时被人盗走,井盖 上可配锁具,上述锁定装置同时使用,形成一个完 整的防盗装置。
由于其他材质井盖存在着裂纹扩展,造成其使 用可靠性、安全性难以保证,故国外自上世纪八十 年代、国内九十年代开始,在工程建设中大量采用 球墨铸铁井盖等产品。
/
3、其他材质井盖等产品的失效形式表现为突 然断裂和破碎,从而在地面突然形成黑洞。球墨铸 铁井盖的失效形式表现为弯曲变形。
4、井盖等产品受使用条件和环境影响,如锈 蚀、酸雨及地下管网系统气体腐蚀、汽车轮胎对其 磨损,其有效承载厚度不断减少。球墨铸铁井盖抵 抗这些因素影响的能力大于其他材质井盖。
5、其他材质井盖的寿命不但取决鱼其承载力, 还取决于其内部裂纹扩展速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁件(摘要) GB 1348-88
创建时间:2008-08-02
球墨铸铁件(摘要)GB1348-88
1、引言(略)
2、牌号
球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1 单铸试块的机械性能
表2 单铸试块V型缺口试样的冲击值
注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能
表3 附铸试块的机械性能
注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值
3技术要求
3.1生产方法、化学成分和热处理
生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能
3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织
如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差
3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
有特殊要求的可按图样或有关技术要求的规定进行。
3.5 球铁件表面质量
3.5.1球铁件表面的粘砂、氧化皮等应清除干净。
3.5.2球铁件浇冒口、出气孔、多肉、飞翅和毛刺等应符合图样的规定除掉其残根。
3.5.3球铁件表面粗糙度应按GB6060.1—85<表面粗糙度比较样块铸造表面》的规定,由供需双方商定标准等级。
3.6球铁件的缺陷及修补
3.6.1球铁件的加工面上允许存在加工余量范围内的表面缺陷。
不允许有影响铸件使用性能的铸造缺陷(如裂纹、冷隔、缩孔、夹渣等)存在。
球铁件非加工面上及铸件内部允许的缺陷由供需双方按铸件的要求商定。
3.6.2不影响球铁件使用性能的缺陷可以修补(焊补和其它方法)修补技术要求由供需双方商定。
经补焊后的球铁件应进行消除内应力热处理。
4试验方法
4.1试块制备
4.1.1单铸试块试块的形状和尺寸由供需双方商定,可从图1、表5、图2、表6或图3中选择。
图1、图2的斜影线部位为切取试样的位置。
单铸试块应与该批铸件以同一批量的铁水浇注,并在每包铁水的后期浇注。
试块的冷却条件与所代表的铸件大致相同,试块的开箱温度不应超过500℃。
如果在腔内进行球化处理时,试块可以与铸件有共同的浇冒口系统的型腔内浇注,或在装有与铸件工艺接近的带有反应室的腔内单独浇注。
需热处理时,试块应与铸件同炉热处理。
表5 U型单铸试块尺寸
注:①“Y”尺寸数值供参考。
②U型单铸试块中较小数值的I 型试块尺寸一般只用于薄壁件。
表6 Y型单铸试块尺寸
注:Y数值尺寸仅供参考
4.1.2附铸试块
当铸件质量等于或超过2000kg,而且壁厚在30~200mm范围时,一般采用附铸试块,附铸试块的形状和尺寸如图4、表7所示。
附铸试块在铸件上的位置,应由供需双方商定,要以不影响铸件的使用性能,铸件外观质量以及试块致密为原则。
附铸试块应在热处理后从铸件上切取。
表7 附铸试块mm
注:①在特殊情况下,表中L t可以适当减少.但不得少于125mm。
②如用较小尺寸的附铸试块时应按下式规定。
b=0.75a,c=a/2
4.2试样
4.2.1抗拉试样均在单铸试块的剖面线部位或铸件本体上切取。
4.2.2抗拉试样的形状和尺寸如图5所示。
注:④夹持试样端部的方法及总长度I,t,可由供方和需方商定。
②l 0原始测量长度(标距)这里l 0=5d;d——试样原始直径;Lc——平行段长度lc>l0由供方和需方商定;It——总长,根据Lc和Lt。
如果因技术原因,需要采用其它直径的试样,应符合下列公式:l 0 =5.65 S01/2或l 0 =5d式中:l 0——试样原始标距长度:S0——试样原始断面积;d——试样原始直径。
4.2.3冲击试样的形状及尺寸如图6所示。
4.3机械性能试验
4.3.1抗拉试验抗拉试验应按GB 228—76<金属拉力试验法>的规定进行。
4.3.2冲击试验冲击试验按GB Z 106—80(金属夏比(V型缺口)冲击试验方法》的规定进行。
试验时应选用能量同球铁性能相适应的试验机。
4.3.3硬度试验布氏硬度试验应按GB 231—84<金属布氏硬度试验法》的规定进行。
硬度试验根据供需双方确定,可在铸件上或试样上的一个部位或几个部位上进行。
5.检验规则
5.1批量的划分
5.1.1由同一包铁水浇注的铸件为一个批量。
5.1.2每批铸件重量为2000kg算为一个批量。
5.1.3如果一个铸件重量大于2000kg时,就单成为一个批量。
5.1.4当连续不断地熔化大量同一牌号的铁水时,以两小时内所浇注的铸件为一个批量。
5.1.5除5.1.1条规定外,如经供需双方商定同意,也可把若干个批量并成一组验收。
在此情况下,生产过程中应有其它连续检测方法如金相检验、断口检验、弯曲检验等,并确实证明各次球化处理稳定、符合要求。
5.2试验次数,试验结果的评定和复验
5.2.1检验抗拉强度或冲击值时,先用一根抗拉试样或一组(三根)冲击试样进行试验。
试验结果符合要求,则该批铸件为合格,如果试验结果达不到要求,再用双倍同批试样进行重复试验。
5.2.2当重复试验结果都能达到要求时,则该批铸件为合格,如果双倍重复试验有1/2达不到要求时,则该批铸件为不合格。
若因热处理不当造成不合格时,允许再次热处理,但重复热处理的次数不得超过两次。
5.2.3铸件如果以铸态供货时,性能达不到要求,经需方同意,供方可将铸件和其代表的试块进行热处理后重新试验。
5.3试验的有效性。
如果不是由于铸件本身的质量问题,而是由于下列原因之一造成试验结果不符合要求时,则试验无效。
a.试样在试验机上装卡不当或试验机的操作不当。
b.试样有铸造缺陷或试样切削加工不当。
c.拉伸试样在标距外断裂。
d.试样拉伸、冲击后在断口上有铸造缺陷。
5.4铸件的检验
5.4.1铸件表面、外观用目测方法逐件进行检验或抽验。
5.4.2首批铸件和重要铸件,应按图样规定逐件检查尺寸和几何形状。
一般铸件及用保证尺寸稳定性方法生产出来的铸件可以抽查,抽查的方法按双方商定进行。
6.标志和质量证明书(略)
7.包装和储存(略)
附录A。