煤磨喷口环改造方案模板
浅谈中速磨煤机喷嘴环部的作用与改进

浅谈中速磨煤机喷嘴环部的作用与改进作者:张晓明钟金亮来源:《环球市场》2017年第02期摘要:中速辊式磨煤机(MPS型)作为燃煤机组锅炉的重要辅机,在火力发电厂运用已有二十多年的历史,以其制粉效率高、运行噪音低及占地面积小等诸多优点,深受广大用户的欢迎。
随着时代的发展、技术的进步,磨煤机各组成部分也在不断改进创新。
本文主要浅述MPS型辊盘式磨煤机中喷嘴环部的作用及改造关键词:磨煤机喷嘴环部检修维护分段改造MPS型中速磨煤机是具有三个固定磨辊的外加力型辊盘式中速磨煤机。
三个辊子在一个旋转磨盘上作辊压运动。
需要粉磨的物料从磨机的中心落煤管落到磨盘上。
旋转磨盘借助于离心力将物料运动至碾磨辊道上,通过磨辊进行碾磨。
三个磨辊圆周方向均布于磨盘辊道上,磨辊施加的碾磨力由液压缸产生。
通过静定的三点系统碾磨力均匀作用至三个磨辊上,磨盘、磨辊的压力通过底板、拉杆和液压缸传至基础。
物料的碾磨和干燥同时进行。
热气通过喷嘴环均匀进入磨盘周围,将经碾磨的物料烘干并输入至磨机上部的分离器。
在分离器中,粗细物料分开,细粉排出磨机,粗粉重新返回磨盘碾磨。
难以破碎的杂物热气流不能吹走,它们通过喷嘴环落入磨机下部的热空气室中,经刮板至石子煤箱中排除。
喷嘴环部是MPS中速磨煤机的重要组件。
喷嘴环绕磨盘四周,作用是将一次热风静压变为动压。
喷嘴环由旋转部分和静止部分组成,旋转部分(动环)用螺栓固定在磨盘座上并随磨盘一起转动。
静止部分由静环和挡环组成。
静环固定在磨机架体上,挡环用螺栓联接在静环上。
安装时应保证挡环和动环之间的垂直间隙均匀,间隙值应保证5~7mm之间。
动环与静环水平间隙应保证7mm。
喷嘴环部动环的材质是ZG50Mn2,属于高锰钢耐磨材料,使其使用寿命显著提高。
为获得磨煤机的高度可靠性和良好的使用性,必须根据运行计划使磨煤机有一定的停歇时间,并且要根据运行计划对其部件做必要的修理和更换,以保持磨煤机良好的操作运行状态。
因此对于维修工作,建议采取预防性的维护保养措施,而不是在绝对需要时才进行修理或更换,从而达到较高的可靠性,以避免无谓的停机。
立式煤磨机喷嘴环的改进

料钢制造 , 淬火后属于耐磨性极佳的金属材料。静 环下部几乎不磨损 , 采用性能极佳的低碳钢制造 , 能 够抵 御 来 自机器 运转 所产 生 的振 动力 。静 环上 层磨 损后 , 将 磨损 部 位 拆 下 , 从 检修 门 即可 更换 , 缩 短 了 检修时间, 节约 了人力物力。动环改造 主要采用分 段式 , 便 于运 输 安装 。
1 改造 方 案及 效 果
1 . 1 改 造前 喷 嘴风 环结 构 形式
・
煤 立 磨 喷嘴 风环 分 为静 环 和动环 。喷嘴静 环 和
动环原设计均 为筒形结构 , 零件 体积很大 , 加工运 输, 零件安装 , 都有很大的困难 , 其结构见图 l 。
图 3 分 体 式 动环
改造后煤磨 喷嘴静环为上下两层 , 静环下半部 分磨损轻微或几乎不磨损 , 安装在磨机里面永久不 动 。上半部分分成若 干段 , 机加工完成后把静环上 部分割成 6 ~ 1 2 件。这样零件体积变小 , 运输非常方 便, 安装时可从检修孔 吊人 , 节省人力物力。静环采 用上下双层材料生产 , 上层易磨损 , 采用合金结构材
水 淀工 程
一 5 7 —
2 改造 后 实际效 果
该 结 构 缺 点 是 喷 嘴 静 环 和 动环 为 整 体 筒 形 结 构, 零件体积很大 , 加 工 运输 和安 装 有 很大 的 困难 ;
且喷嘴静环和动环为易磨损件 , 必须整体拆卸更换 ห้องสมุดไป่ตู้ 更换较麻烦 , 造成检修时间长 , 维修成本高 , 降低设 备运 转 率 , 影 响生 产和 经济 效益 。 1 . 2 改造 后 煤立 磨 喷嘴 风环 结构 形式
分
Z G M型中速辊盘立式煤磨机具有 占地面积小 ,
原料立磨喷口环盖板改造

生产技术■任国:原料立磨喷口环盖板改造中图分类号:TQ172.6 文献标志码:(文章编号=1007-0389(2019)01-52-01 【D0I】10.13697/ki.32-14492u.2019.01.021原料立磨喷口环盖板改造任国(鲁南中联水泥有限公司山东滕州27753)0前言我公司原料立磨喷口环盖板安装在喷口环上,用以调整喷口环通风面积,进而调整磨机内风速,以 优化原料立磨的各项运行参数。
通常盖板与挡料圈之间的初装间隙为5~8 mm。
在生产过程中,根据原料立磨的工作原理可知盖板与挡料圈之间预留间隙中会进人小颗粒物料,对磨机运行产生较大影响。
主要表现在缩短挡料圈的使用寿命,磨机电流升高,增加生料电耗。
影响磨机运行系统的稳定性。
在生产运行和检修中,我们改进喷口环盖板的安装方法来解决上述存在的问题。
目前,我公司采用将喷口环盖板焊接在挡料圈上,用48件三角筋加固,磨机运行时随磨盘转动。
1磨机初装阶段(改造前)原料立磨改造前喷口环盖板安装方式见图1。
喷口环上装有盖板座,盖板焊接在盖板座上。
喷口环喷口环盖板与挡料圈间隙为5&mm。
磨机在运行3&个月后,盖板间隙超过20 mm,挡料圈靠近盖板处磨损量较大,超过5 mm。
出现系统内漏风,热风从盖板与挡料圈间的间隙通过,降低了喷口环处的风速,造成了吐渣量的增加;运行了 6 个月后,利用检修调整了挡料圈之间顺序,更换盖板或调整盖板与挡料圈间隙。
挡料圈的使用寿命约为一年。
2盖板安装在挡料圈阶段(改造后)目前我公司已实现了盖板自制化,节约备件费用。
通常米用820mm猛板制作盖板(盖板的内半径为R2805 mm,宽度为#0mm),将盖板焊接在挡料圈上。
盖板与原有盖板座之间的间隙为10 mm。
改造后,盖板将随磨盘一起转动,对盖板焊接在挡料圈上的牢固性要求较高。
因此在盖板安装后,焊接两盖板之间缝隙,并加焊共计48件三角筋已增加其牢固强度,盖板改造后安装示意图见图2。
磨煤机喷嘴环改造

600MW机组ZGM-113型中速磨煤机喷嘴环扩容改造摘要:褐煤内水分大,大量掺烧会导致磨煤机干燥出力不足,严重影响制粉系统的安全稳定运行。
通过对磨煤机喷嘴环进行改造,增大热一次风通流面积,不仅可以提高磨煤机干燥出力,同时磨煤机碾磨出力也明显增加,在满足锅炉大比例掺烧褐煤要求的同时还可降低制粉系统电耗,可为使用中速磨煤机掺烧褐煤的火电厂提供一定的借鉴。
关键词:ZGM113G型中速磨煤机;磨煤机出力;喷嘴环改造内蒙古京隆发电公司2×600MW亚临界直接空冷机组,采用中速磨煤机冷一次风正压直吹式制粉系统,磨煤机为北京电力设备总厂制造的ZGM113G中速辊式磨煤机,最大通风量为100.87 t/h,使用设计煤种标准出力为64.66 t/h =20% HGI=50,W Y=10%),每台炉配6台磨煤机,燃烧设计煤种时,5台运行,(R901台备用。
锅炉设计煤种为准格尔矿煤,校核煤种为晋北代表煤。
表1 设计和校核煤种的煤质及灰成分分析项目符号单位设计煤种校核煤种% 8.00 10.0全水分Mt% 1.32 1.68空气干燥基水分Mad收到基灰分A% 23.70 28.01ar% 19.56 15.04干燥无灰基挥发份Vdaf收到基碳C% 61.64 56.04ar% 2.97 2.65收到基氢Har% 0.99 0.90收到基氧Oar收到基氮N% 1.99 1.65ar% 0.71 0.75收到基全硫St.ar收到基低位发热量QMJ/kg 23.417 21.188net.ar变形温度DT ℃1280 1190软化温度ST ℃1400 1290流动温度FT ℃1450 1360哈氏可磨指数HGI 90 901概述ZGM113G磨煤机是一种中速辊盘式磨煤机,主要由减速机、筒体、磨盘、磨辊、分离器、液压加载装置、耐磨衬板等组成。
原煤从磨煤机落煤管落到磨盘上,在离心力作用下甩至碾磨滚道上,通过磨辊进行碾磨。
ZGM95型磨煤机喷嘴环堵塞原因分析及改造措施

ZGM95型磨煤机喷嘴环堵塞原因分析及改造措施杨伟;杨颖;李晓鹏【摘要】丰镇发电厂3号-6号锅炉ZGM95型磨煤机存在喷嘴环堵塞、渣量大、出力不够、推力瓦温度高等问题,其中最严重的喷嘴环堵塞.经分析认为喷嘴环堵塞主要原因为喷嘴环结构不合理、材质不合格及喷嘴口气流不均匀等.对喷嘴进行改造,将原来的固定喷口改为能够随磨盘旋转的喷嘴.改造后,降低了喷嘴堵塞的故障率,提高了磨煤机出力;同时每台磨煤机每个大修周期可节约费用132 986元,节约电能量537 250 kWh,取得了较好的经济效益.【期刊名称】《内蒙古电力技术》【年(卷),期】2013(031)001【总页数】3页(P93-95)【关键词】ZGM95型中速磨煤机;喷嘴环堵塞;固定喷嘴;旋转喷嘴【作者】杨伟;杨颖;李晓鹏【作者单位】内蒙古丰镇发电厂,内蒙古丰镇012100【正文语种】中文【中图分类】TM621.21 设备简介丰镇发电厂3号—6号锅炉4台磨煤机均为ZGM95型中速辊盘式磨煤机,机组额定负荷下3台运行、1台备用。
磨煤机碾磨部分由转动的磨盘和3个滚动的磨辊组成。
磨煤机装配集中控制液压站及液压系统,同时装配压力润滑油系统、密封风系统及蒸汽消防装置各1套。
磨煤机喷嘴采用固定式顺时针方向旋转,与磨盘构成动静配合,径向间隙5 mm,轴向间隙5~10 mm。
一次风经磨煤机喷嘴吹出,在磨煤机内形成逆时针切向风。
较大的石块和杂质经喷嘴落入渣室后排出。
磨煤机主要技术参数见表1。
表1 磨煤机主要技术参数[1]出力/th-1磨盘直径/mm磨辊直径/mm磨盘转速/rmin-1 36~501900150026.52 运行中存在的问题丰镇发电厂3号—6号锅炉磨煤机在运行中存在喷嘴环堵塞、磨煤机渣量大、出力不够及推力瓦温度高等问题。
而且由于喷嘴环为固定式,一次风口处的喷嘴吹刷严重,大大缩短了喷嘴的使用寿命(为6000 h左右),资源浪费较大,同时还严重威胁设备的安全稳定运行。
ZGM123型磨煤机喷咀环密封装置改造简介

ZGM123型磨煤机喷嘴环、密封装置改造简介一、目的:我公司两台锅炉配备磨煤机为北京电力设备厂生产的ZGM123型磨煤机,每台锅炉6台磨煤机,其喷嘴环型式为静止式。
制粉系统投运日期为2001年10月。
在制粉系统运行一段时间以后,通过几次磨煤机检查、大修,发现由于喷嘴环处于静止工作状态,造成靠一次风入口侧喷嘴磨损远远超过另一侧的磨损。
如果此时更换喷嘴环,势必会造成不必要的浪费。
磨煤机传动盘密封设计为磨煤机体内迷宫密封。
此制粉系统投运日期为2001年10月。
在制粉系统运行一段时间以后,由于迷宫密封内部石墨炭精环发生磨损,导致迷宫密封处漏风现象,严重影响制粉系统的运行和机组达标工作。
处理以上两个问题有一定的局限性,只有待磨煤机大修时将磨煤机上部分离器、内部压架、磨辊、传动盘、传动轭拆除后,才能进行更换喷嘴环或炭精环。
为解决以上问题,我公司通过对其它兄弟单位和设备生产厂家的调研和了解,认为解决此类问题解决此问题的有效办法是对喷嘴环工作方式进行改造,将静止型改为旋转型,即将旋转喷嘴环动环安装在磨盘托盘外侧并与托盘用螺栓把和紧固,静环固定在机壳上;对迷宫密封进行改造,将其磨煤机体内迷宫密封改为体外密封,这样,当石墨炭精环损坏时,不必等到磨煤机大修时即可在磨煤机停运时进行更换,极大的方便了设备的维护。
二、设备概述:1、设备简述本机组采用中速磨煤机正压直吹式制粉系统。
磨煤机为北京电力修造总厂生产的ZGM123型中速辊式磨煤机,由功率800KW电机驱动,通过三级减速器减速后输出转速23.2r/min。
磨盘上的三个磨辊是在磨盘和磨辊间煤粉摩擦阻力带动下绕自身轴线自转。
三个磨辊分别布置在间隔120度的位置上,碾磨由中央落煤管落到磨盘中的原煤,经碾磨的煤粉从磨盘上切向甩出,被一次风带至磨煤机顶部的分离器,经分离合格的的煤粉连同干燥介质形成风粉混合物经煤粉管道输送至燃烧器进入炉膛进行燃烧,不合格的煤粉返回磨煤机再次研磨。
磨煤机拆旧换新改造施工方案

目录1工程概况 (3)2依据的图纸、文件及标准 (3)3作业准备要求及条件 (3)4施工过程关键的质量控制点 (4)5作业程序内容 (4)6验收质量标准 (14)7安全管理、文明施工及环境保护措施 (15)发文范围:(共份)归档夹类:夹号:(N为电子分发)本版文件于2011年月日开始实施。
批准人:1 工程概况珠江发电厂#3、4燃煤发电机组的锅炉制煤系统设备原两炉共十二台RP-783型中速磨煤机,是由上海重型机器厂配套设计制造生产。
拟在2011年度#3、4机组锅炉大修期间,参照设计院系统设备的改造设计图纸,将#3、4机组锅炉旧的十二台制粉系统设备拆除及其十二台磨的土建基础开挖、清走。
根据改型的#3、4机组锅炉制粉系统设备改造图纸的要求,重新补浇十二台磨煤机新混凝土基础,再安装新型的北京电力设备总厂配套设计制造生产的ZGM80G-III型磨煤机。
同时将两台旧的离心式密封风机拆除,改换为新的配套的离心式密封风机。
2 依据的图纸、文件及标准1) 《电力建设施工及验收技术规范》(锅炉机组篇)DL/T-5047-952) 《火电施工质量检验及评定标准》(锅炉篇)3) 《电力建设安全工作规程》DL5009.1-20024) 《北京电力设备厂磨煤机安装说明书》。
5) 《北京电力设备厂磨煤机图纸》。
6) 《锅炉房辅助设备安装图》。
7) 广东电力设计研究院提供的设计安装图纸。
3 作业准备要求及条件3.1 作业准备:1) 制粉系统设备的改造应设有充足的拆、装场地。
2) 现场准备临时电源盘,供设备系统改造拆、装用,电厂提供总的电源干线。
3) 施工电源及照明电源已安装合格的漏电保安器。
4) 进入制粉系统设备改造拆、装要用36V以下的行灯照明。
5) 按制粉系统设备改造拆、装设备摆放图将改造拆装场地地面上先铺一层彩条布,再铺一层胶皮板用围栏封闭,并悬挂警告牌。
6) 应配置足够的消防器材,准备好足够的枕木等其它物品。
7) 改造拆、装用的备品、备件、材料要摆放整齐。
600 MW机组中速磨煤机喷嘴环改造

600 MW机组中速磨煤机喷嘴环改造
袁敏;王荣
【期刊名称】《电力学报》
【年(卷),期】2013(028)004
【摘要】褐煤内在水分大,大量掺烧会导致磨煤机干燥出力不足,严重影响制粉系统的安全稳定运行.通过对磨煤机喷嘴环进行改造,增大热一次风通流面积,不仅可以提高磨煤机干燥出力,同时磨煤机碾磨出力也明显增加,在满足锅炉大比例掺烧褐煤要求的同时还可降低制粉系统电耗,可为使用中速磨煤机掺烧褐煤的火电厂提供一定的借鉴.
【总页数】4页(P349-352)
【作者】袁敏;王荣
【作者单位】山西大学工程学院,太原030013;内蒙古京隆发电有限责任公司,内蒙古丰镇012100
【正文语种】中文
【中图分类】TK228
【相关文献】
1.上汽超临界600MW机组调节级喷嘴优化改造分析 [J], 邹晓辉;徐厚达;张刚;郭栋;王莉莉;
2.1000MW机组中速磨煤机风环改造分析 [J], 龚九洲;李涛;郭庆;吴运国
3.ZGM113G型中速磨煤机喷嘴环改造 [J], 王六虎;王彦刚;王荣;赵建刚
4.MPS-255中速磨煤机喷嘴环改造 [J], 肖永辉;高殿臣
5.MP2519型中速磨煤机喷嘴环部常见问题及其改造措施分析 [J], 王钦华
因版权原因,仅展示原文概要,查看原文内容请购买。
UM46.4CS立磨喷口环及选粉机密封改造

华 南某 水 泥 厂 矿 渣微 粉 生 产线 设 计 生 产能 力 为 年产 100万 t,分两 期建 设 。该生 产线 主机 采用从 日本 引进 的 UM46.4CS立磨 ,磨 盘 直径 4600mm,选 粉 机 为 UKS70Z,转 子 直 径 4780mm,在 比表 面 积 为 450 m2/kg时设 计 生 产 能 力 为 80t/h。一 期 生 产 线 于 20o5 年 4月顺 利地试 车并 转 入正 常生 产 。但 一段 时 间后 , 一 些 问题逐 渐 暴露 出来 ,我们对 其 进行 了分析 解决 。
加焊钢板 I,Ⅱ,Ⅲ 后含尘气体流 向
—
Hale Waihona Puke ——————
——
—
-
加 焊 钢 板 Ⅳ 后 含 尘 气 体 流 向
内循 环
[
辫旬三
图 1 选 粉机 迷 宫 密 封 结构 示意
+_ +_ +_ +_ +- +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_圣 +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_圣 +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_ +_
另外 ,喷 口环 风 速 原设 计 值 偏 低 ,一 方 面 引起 外 循环 料 过多 ,造 成 粉 料 多 而结 块 ,另 一 方 面导 致 磨 盘 物料 层 厚度 不 够 ,料层 不稳 ,使摇 臂 频 繁撞 击 机 械 限
位装 置 ,磨机 震 动大 。
3 初步解决措施
3.1 选 粉机 改造 如 图 1所示 ,在 选粉 机转 子上 的 密封风 叶内侧 焊
2005年 9月 ,立 磨 制造 厂 来人 对立 磨 检 查 ,发现 由于 制作安 装原 因 ,选 粉 机迷宫 密封 配合 尺 寸与设 计 值 误差 较大 ,如 图 l所 示 。
MPS-255中速磨煤机喷嘴环改造

次风通 过 4 。 向角 的喷 嘴通道后 , 5切 形成 高速旋
转 气流 , 然后该 高 速旋 转 气 流 携带 经 过 碾磨 的 煤粉 吹
向分离 器 , 到粒度要 求 的煤粉 经过分 离器后 , 过粉 达 通
风干燥并 顺 时针 螺 旋 上 升送 人 分 离器 , 分 离 后合 格 经
的煤粉送 人炉膛 。石 子煤经 喷嘴环 喉 口掉 人一 次热 风 室 并刮人 排渣箱 , 最后 经排 渣 门排 出 。 MP 2 5中速磨 煤机 设计 出力 7 . 3th 最 大 S一 5 1 6 / , 出力 7 . 4th 锅 炉 MC 时煤量 为 4 9 8th 投 入 8 9 / , R 2 . / ,
盘、 磨辊 、 内弹簧 加载装 置 、 磨 磨外 液压 加载装 置 、 分离
此外, 因石子煤 量 大 , 喷 嘴环 进 行 了 专项 检 查 , 对
发 现喷 嘴环存 在如 下问题 :
一
器及密封 风 系统组成 。原煤 从落煤 管落 人旋 转 的磨 盘
中心 , 离心力 的 作用 下 进 入磨 辊 与 磨 盘 的碾 磨轨 道 在 被 滚压碾 磨成煤 粉 , 粉 被从 喷 嘴环 处 喷人 的一次 热 煤
元 宝 山发 电有 限公 司 3号锅 炉配 备的 8台 MP S一
2 5中速磨 煤机 是 一 种 辊 盘 式 加 载 的磨 煤 机 , 5 主要 由
E磨煤 机磨 辊平均磨 损 7 7mm, 最严 重处 已经达 到 8 3
mm。F磨 煤机 磨辊平 均磨损 7 . 4 3mm, 最严重处 已经
E ma l 。 i: x a y n h i c c c c r io o g u@ p e. o n
维普资讯
动 。由于这种转 动对 一次 风经 喷嘴后 形成 高速 旋转气
喷煤原煤仓下料口的改造实践
1一
4
\
\ / /
\ 、 ’
.
萤
、
l I
I ;J o 0
图 2 改造后原煤仓下料 口
图 l 原煤仓下料 口
1原煤仓 ;・ . 2螺旋给料 机;- 3卸料口 1原煤仓 ;・ 曲线卸料斗;一 一 2双 3螺旋给料机 ;. 4 卸料 口
4 改造 后 成 效
ZHANG a — i g Xi o p n
( igin o n t l o ,t. J nx Pnx n 3 09,hn ) PnxagI nadSe . Ld , agi igi g37 1 C ia r eC i a
Ab ta t B a s r ai fedf ol o e jci rd -o istel or nes y f okrsr ue , up sr c : yt nf m t no e r a pw rn t ncu eca bn , bu t i re e cd e i. r o o f oc ie o l h a i n to w i d q
维普资讯
・
2 ・ O
江
西
冶
金
20 0 7年 1 0月
方法在仓壁上安装振动器, 试运行效果不理想 , 振动 后 原煤 在下料 口位 置 越振 越 紧 , 并且 因不 下 原煤 使
振动器 开启 时问过长 造成频 繁烧损 。
运行效果 良好 , 不论是洗精煤 , 还是其它水份高的湿 原煤, 煤仓下料 口都不存在堵塞现象。
给料机送至立式磨煤机。由于原煤仓下料 口设计安 装是 锥形 下料 口( 1 , 煤 稍 湿则 极 易 堵 塞下 料 图 )原 口, 生产时只能靠员工用钢钎去捅 , 劳动强度大 , 并
MPS磨煤机改造方案190

MPS中速磨煤机改造方案说明(旋转喷嘴与可拆卸炭精密封装置)山西电力设备厂2005年10月目录一.技术说明二.供货范围三.交货进度四.质量保证五.相关业绩表一.技术说明1.前言:中速辊式磨煤机(MPS型)作为燃煤机组锅炉的重要辅机,在火力发电厂运用已有二十多年的历史,以其制粉效率高、运行噪音低及占地面积小等诸多优点,深受广大用户的欢迎。
随着科学技术的不断进步,磨煤机的制造技术飞跃发展,技术上尤以德国B&W公司的MPS磨和美国B&W公司的MPS磨及F&W公司的MBF为代表,采用先进的液压变加载技术、旋转喷嘴技术和硬齿面行星减速机技术等。
这些技术的应用为MPS中速磨的使用带来了新的发展空间。
我厂多年来一直从事磨煤机备品配件的生产制造,并为国内第一家提供旋转喷嘴备件的厂家(为南通电厂制造)长期追踪并消化磨煤机的先进技术,拥有专业设计技术人员和丰富的设计经验,近年先后进行了部分电厂的中速磨的改造工作,全部获得用户的好评。
2002年我厂首次成功的为石景山电厂4#机的5台ZGM95G磨煤机进行了喷嘴环的改造,由于我公司提供的改造服务在产品质量、技术指导、售后服务等方面做的非常竭尽全力,赢得了电厂各方面的好评,今天,我厂再次为能向贵企业介绍我们的产品而感到非常的荣幸。
我们能够并拟在下述两个方面为电厂提供服务:(1)采用旋转喷嘴代替原有的静态喷嘴;(2)采用不解体磨煤机更换炭精密封环的密封装置.2.旋转喷嘴的改造喷嘴是中速磨煤机的重要组件,我厂早期通过备品配件的生产早已掌握了美国B&W公司MPS磨及F&W公司MBF磨,德国MPS磨旋转喷嘴设计与制造技术,为南通电厂、利港电厂生产的旋转喷嘴使用至今,效果良好。
通过总结,我们认为采用旋转喷嘴主要是改变流经喷口处的一次热风的空气动力场,改善了喷口流速。
主要优点如下:1.喷嘴磨损均匀,寿命比静止喷嘴提高2-3倍。
由于旋转,使叶片出气边缘气粉涡流区向上部推移,既降低了叶片出气边的磨损。
中速磨煤机喷嘴环部的作用与改进建议

中速磨煤机喷嘴环部的作用与改进建议摘要:燃煤机组锅炉在运行过程中的主要辅机便是中速磨煤机,已有二十余年的火力发电厂运用史,拥有占地面积较小、制粉效率较高以及运行噪音较低等许多优势之处,受到许多用户的欢迎。
随着我国社会经济的快速发展以及科学技术水平的不断进步,使得中速磨煤机中的各个组成部分也随之不断的进行创新与改变。
本文主要研究了中速磨煤机喷嘴环部的作用与改进建议。
关键词:磨煤机;喷嘴环部;改进火力发电厂在运行过程中包含出力较低、风环堵塞以及石子煤排放量较大等不足之处,可针对以上问题对现有的中速磨煤机进行改进工作。
可使用对中速磨煤机喷嘴环部进行创新改进的方式来确保其拥有科学合理的通流面积,对叶片的流线外形进行合理改进,并对喉口数量进行科学分配。
在对中速磨煤机喷嘴环部进行改进的过程中可将其设计为“喇叭”的样式,将其下部向外倾斜,从而达到将一次风进行拆分为两部分的情况,实现一次风在经过喷最后形成侧向吹扫以及喷嘴向上的情况。
与此同时,还可对中速磨煤机喷嘴环部的材质进行改变,使用具有较高耐磨性的高铬白口铸铁,从而减少喷嘴环部的磨损情况。
最后还可安装可控的挡板,减少中速磨煤机的损坏。
对中速磨煤机喷嘴环部进行改进后不仅可减少中速磨煤机在使用过程中的组件磨损情况,还可提升磨煤机处理,提高磨煤机碾磨能力,从而实现提高使用寿命的目的,进而降低发电成本。
1. 中速磨煤机工作原理以及内部构造中速磨煤机主要有分离器、减速箱、液压加载装置、磨辊以及磨盘等装置组成,三个自转并且沿磨盘滚动的磨辊与转动的磨盘组成了中速磨煤机的碾磨部分,在磨盘的滚道中均匀分布这三个磨辊。
煤在通过中央落煤管后会落至处于转动状态的磨盘,由于其处于旋转状态,因此煤会受到磨盘的离心作用力,被甩至磨盘的碾磨槽中,受到磨辊的碾磨。
与此同时,在煤被磨辊进行碾磨工作的过程中也同时开展着煤的烘干,一次风通过管道后再通过风环进入至磨盘的周边,并开始烘干受离心力以及碾磨后甩至周围的煤粉混合物,将其进行吹送至处于磨煤机顶部的分离器,开始进行对煤粉化合物的粗细粉分离工作。
ZGM113G型中速磨煤机喷嘴环改造
中 图分 类 号 : TK2 2 8 文献 标 志码 : A 文章编号 : 1 6 7 1 0 8 6 X( 2 0 1 3 ) 0 6 0 4 2 6 — 0 3
Re t r o f i t f o r No z z l e Ri n g s o f ZGM l l 3 G M e d i u m— s p e e d Co a l Mi l l
Wa n g Li u h u ,W a ng Ya n g a n g ,W a n g Ro ng ,Zha o J i a n g a n g 。
( 1 .I n n e r Mo n g o l i a J i n g l o n g E l e c t r i c P o we r Ge n e r a t i o n Co . ,Lt d . ,F e n g z h e n 0 1 2 1 0 0 ,Ch i n a 2 .I n n e r Mo n g o l i a J i n g n e n g Ka n g b a s h i Th e r ma l P o we r Co . ,L t d . ,E r d o s 0 1 7 0 0 0 ,Ch i n a )
第 2 7 卷 第 6期
2 0 1 3年 1 1月
发 也ห้องสมุดไป่ตู้没 各
P0W ER EQUI P M ENT
V0 I . 2 7. No. 6 NO V .2 O1 3
Z GM l l 3 G 型 中速 磨 煤 机 喷 嘴 环 改 造
王 六 虎 ,王 彦 刚 ,王 荣 ,赵 建 刚
为6 4 . 6 6 t / h( R。 。一 2 0 , HGI 一5 0 , W( M )一
300MW机组磨煤机齿轮喷淋油系统改造
300MW机组磨煤机齿轮喷淋油系统改造摘要详细介绍了SVEDALA公司双进双出磨煤机喷淋油系统工作原理,并以大唐湖南耒阳电厂实际运行故障为例,提出解决办法,通过小改小革降低齿轮喷淋油量,实现花小钱创大效益。
关键词SVEDALA 双进双出磨煤机齿轮喷淋中图分类号TN914 文献标识码 A 文章编号1673-9671-(2012)071-0159-010 引言大唐耒阳发电厂二期工程安装2台300MW燃煤发电机组。
锅炉为亚临界参数,单炉膛,自然循环,平衡通风汽包炉,一次中间再热,固态排渣,露天戴帽布置。
磨煤机为美国SVEDALA公司双进双出磨煤机,采用进口沥青基油脂作为润滑,磨煤机喷淋油系统使用的是威特魔力的单线制喷洒系统。
1 问题的产生、原因及分析1.1 问题的产生大唐湖南耒阳电厂300MW机组磨煤机自投产以来就存在喷淋油量大,喷淋系统故障多的问题,经过统计,#3机组每台磨煤机平均每月3桶油,#4机组每台磨煤机平均3.5桶油(61Kg每桶,价格为81.4元/Kg),按#3机组来计算,每台磨平均每天用油量达到6Kg,每年按每台磨机运行6000小时计算,两台机组年消耗油量为12000Kg,折合人民币97.68万元。
并且由于喷淋油系统故障率高,检修人员维护量大,齿轮也存在一定损伤。
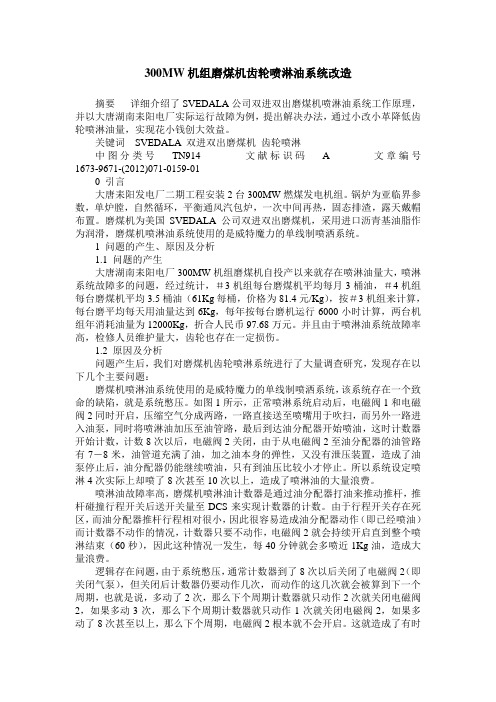
1.2 原因及分析问题产生后,我们对磨煤机齿轮喷淋系统进行了大量调查研究,发现存在以下几个主要问题:磨煤机喷淋油系统使用的是威特魔力的单线制喷洒系统,该系统存在一个致命的缺陷,就是系统憋压。
如图1所示,正常喷淋系统启动后,电磁阀1和电磁阀2同时开启,压缩空气分成两路,一路直接送至喷嘴用于吹扫,而另外一路进入油泵,同时将喷淋油加压至油管路,最后到达油分配器开始喷油,这时计数器开始计数,计数8次以后,电磁阀2关闭,由于从电磁阀2至油分配器的油管路有7-8米,油管道充满了油,加之油本身的弹性,又没有泄压装置,造成了油泵停止后,油分配器仍能继续喷油,只有到油压比较小才停止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤磨喷口环改造方
案
豫鹤同力水泥厂磨煤机喷嘴环技术革新
一、磨煤机静环结构及磨损情况分析
CLM2120 磨煤机的磨环及喷嘴环由旋转部分和静止部分组成, 旋转部分由旋转喷嘴(旋转叶轮)、传动盘、衬板、锥形罩等组成, 这些部件在传动盘的带动下转动, 旋转喷嘴采用螺栓固定在传动盘上; 喷嘴静环(叶轮外环)为静止部分, 焊接在机壳上。
旋转部分与静止部分有
4~8mm 间隙。
磨盘上的原煤经碾磨后沿切向被甩到磨盘外缘, 热风穿过喷嘴环到达磨
盘外缘, 与煤粉混合并进行热交换, 热风对煤粉进行快速干燥, 同时细粉被热风输送到分离器进行进一步分离。
热风和煤粉进行热交换的区域被称作”沸腾区” , 也就是喷嘴环上部的区域。
在沸腾区, 风粉混合物进行剧烈的热交换, 混合物运动复杂, 旋流、涡流较多。
风粉混合物及其旋流、涡流对静环和喷嘴环的冲涮严重, 静环中上部分甚至出现磨穿的现象, 严重影响了磨煤机的安全运行。
静环磨损后, 只能对静环进行焊补或整体更换。
更换时, 需要拆移选粉机进行、磨辊等部件, 检修比较麻烦。
二、原喷嘴环、静环的更换方式比较繁杂
CLM2120 喷嘴环及静环的更换方式为: 将选粉机整体拆除下来, 将三
角架、磨辊拆移到磨体外, 然后将喷嘴环和静环拆下, 吊到磨体外, 再回
装新的喷嘴环和静环。
因为选粉机的拆移比较麻烦, 同时还须将其上部的给煤机拆掉, 造成了检修工作量大、检修时间长、检修费用高, 给水泥厂造成较大的浪费。
三、喷嘴环、静环改进后检修更换变简单
经过对磨煤机喷嘴环和静环技术革新能够简化磨煤机的检修方式, 节省检修时间和检修费用。
如将喷嘴环制造成分段式结构, 则每段可从壳体的大门中搬运。
将静环做成分体式结构, 分为静环本体部分和耐磨衬板两部分, 静环本体与磨煤机壳体焊接而且在检修时不需要更换, 在静环本体上加装防磨衬板, 防磨衬板也为分段式结构, 检修时只需更换防磨衬板。
这样, 检修时不再需要再拆移选粉机, 各部件可经过壳体的检修大门搬
运。
四、针对豫鹤同力水泥厂的具体方案本次检修将采用不拆移选粉机的方式进行, 旧的旋转叶轮和外环在磨内用火焊切开, 分段取出。
新的旋转叶轮和外环都采用分段结构, 从壳体大门搬运。
1、旋转叶轮的改造: 豫鹤同力现场已经订购了 1 件整体式旋转叶轮(喷嘴环)并已到货, 为了使已到货的旋转叶轮满足改造方案的使用, 需要对此整体式旋转叶轮进行再加工。
再加工的具体方法为: 用线切割将旋转叶轮平均切成8 段, 然后将此8 段按尺寸组合到一起并点焊住, 上立车修整各装配尺寸, 达到原设计图纸要求, 再将各段分开。
2、叶轮外环(静环)的改造: 叶轮外环设计成2部分, 本体部分和分成
12 段的防磨衬板; 为了本次检修时不拆移选粉机, 叶轮外环本体部分制作
成3段式结构, 即铸造成3段, 组合成一体加工, 加工成活后拆开。
五、改造费用
改造费用包括原有旋转叶轮的再加工费用和新制造的叶轮外环及防磨衬板费用。
旋转叶轮再加工及运输费用约为 2.1 万元, 叶轮外环本体费用约为
7.3万元, 外环防磨衬板费用约为 3.2万元。