2019新版PFMEA标准表格 - 过程失效模式及影响分析(过程FMEA)
PFMEA过程失效模式及后果分析
下列可以帮助确定是否将现有的PFMEA纳入最终范围: 新开发的产品和过程; 操作条件的变化; 要求变化(法律/法规,标准规范,客户,最新状态) 制造经验、场内问题,或现场问题/保修; 可能导致危险的过程失效; 人体工程学; 持续改进。
过程FMEA步骤一:规划和准备
PFMEA定义范围的目的---清晰定义过程范围: 识别项目----哪些过程需要分析; 项目计划----培训团队成员、创建项目时间; 定义分析界限---包括什么,不包括什么; 确定能使用的相关经验教训和决策,例如:最佳实践、标准、防错等。
示例:“磨削滑动油封”过程的功能结构
工作坊:步骤三-功能分析(绿色+蓝色笔)
1.过程项目、过程步骤、作业要素具有何种功能和要求? 填入结构树中各项功能和要求: 功能 +要求=绿色字体+蓝色字体 将各项功能填写 在过程项目、过程步骤及作业要素的下面。 备注:“发生什么?”如何从左到右实现产品/过程要求-(过程项目-过程步骤-作业
过程FMEA步骤二:结构分析
结构树按层次排列系统元素,并通过结构连接说明关联关系。这个形象化的结 构考虑了过程项目、过程步骤和过程工作要素之间的关系,在后面,将对他们 分别添加功能模块和失效模块。
对于过程来,查验的最基础层次—变差来源(Sources of Variation),是传统的 “4M(人Man、机Machine、料Material、环Milieu)”,即设备、工装、夹具、 刀/模具的硬件基本参数、动态的控制参数、辅助系统的参数、环境特性、影 响本序的前工序的加工余量、定位点的尺寸及形位公差等。
过程FMEA步骤四:失效分析
PFMEA失效分析的目的是: 1.为过程项目、过程步骤和作业要素的每个功能建立失效(一个或多个失效); 2.识别可能发生的失效/原因,并分配给作业要素和过程步骤; 3.失效关系的可视化(影响-模式-原因,基于功能网的失效网络); 4.通过链接失效链中的失效来创建失效结构; 5.是FMEA表格中记录的失效的基础; 6.失效分析对过程中的每个元素/过程步骤进行了失效描述(结构分析/步骤2和 功能分析/步骤3) 可能的失效从功能/任务推断出来,如设备特定目标状态的不合格、不能充分 完成工作任务、非预期或不必要的活动等; 对失效的描述必须要清晰。不符合、不OK、失效、中断及诸如此类的描述并不 不足以帮助我们去找到失效。 通常,某一功能可以有多种失效。
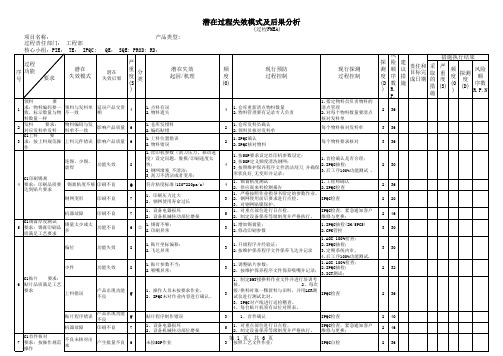
过程失效模式及后果分析(PFMEA)

XXX汽车技术股份有限公司潜在失效模式及影响分析 PFMEA螺纹孔内无铝屑,机加工面边缘毛刺清理干净;螺纹孔内有铝屑,机加工面边缘未清理干净影响客户装配,客户抱怨61.丝锥损坏2.夹具松动3.切削液未正确喷淋,铝屑未吹掉31.首检记录表2.巡检记录表354None5XΦ0.341±0.01深0.55(英制)尺寸超差 1.毛坯不合格或尺寸变化大4XΦ0.232±0.01深0.5(英制)尺寸超差 2.夹具松动;3.程序错误2XΦ0.232±0.01深0.5(英制)尺寸超差 4.装夹失误2X4.34±0.02(英制)尺寸超差 1.毛坯不合格或尺寸变化大27.19±0.02(英制)尺寸超差 2.夹具松动;3.程序错误2X7.05±0.02(英制)尺寸超差 4.装夹失误2X11.72±0.02(英制)尺寸超差1.毛坯不合格或尺寸变化大1.25±0.02(英制)尺寸超差2.夹具松动;3.程序错误2.38±0.02(英制)尺寸超差 4.装夹失误1.56±0.02(英制)尺寸超差 1.毛坯不合格或尺寸变化大2.44±0.02(英制)尺寸超差 2.夹具松动;3.程序错误8XΦ0.118±0.01(英制)尺寸超差 4.装夹失误尺寸超差1.毛坯不合格或尺寸变化大2X45°±0.5°尺寸超差2.夹具松动;None3影响装配和功能7631.首检记录表2.巡检记录表3★3影响装配和功能7★31.首检记录表2.巡检记录表363NoneNone63影响装配和功能7★31.首检记录表2.巡检记录表3影响装配和功能7★31.首检记录表2.巡检记录表None影响装配和功能7★31.首检记录表2.巡检记录表36363None。
2019新版PFMEA表格 --过程失效模式及影响分析(过程FMEA)-PFMEA软件视图

称: 平台:
PFMEA修订日期: 跨职能团队:
页 of PFMEA编号 :
过程负责人: 保密级别:
风险分析(步骤五)和PFMEA优化(步骤六)
失效起 因的发 生频度 (O)
当前的失效起因/ 失效模式的探测措
施(DC)
失效起 因/失 效模式 的探测 度(D)
PFM EA措 施优 先级 AP
特 殊 特 性
失效分析(步骤四)
PFMEA风险分析(步骤五)和
问 题 #
历史/变更 授权
(适用时)
1.失效影响(FE)
严重 度 (S)
2.关注要素的失效 模式(FM)
3.工作要素的失效 原因(FC)
失效起因的预防措 施(PC)
PFMEA当前的控制措施
PFMEA优化
规划和准备(步骤一)
称:
点:
项目: PFMEA开始日期:
筛选器 代码(可
选)
责任人
目标完 成日期
状态
采取基于证据 的措页 of 编号 :
责人: 别:
完成日期 备注
过程名称的功能系统子系统零件要素或过程的功能失效起因的发生频度o当前的失效起因失效模式的探测措施dc失效起因失效模式的探测度dpfmea措施优先级ap特殊特性筛选器代码可选责任人目标完成日期状态采取基于证据的措施规划和准备步骤一pfmea开始日期
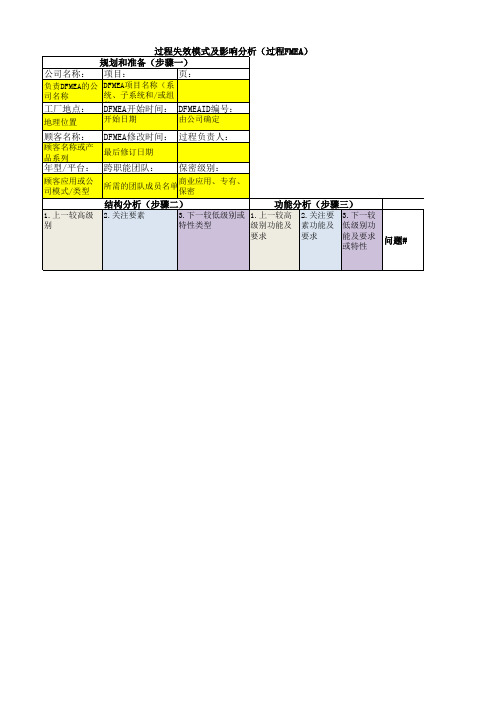
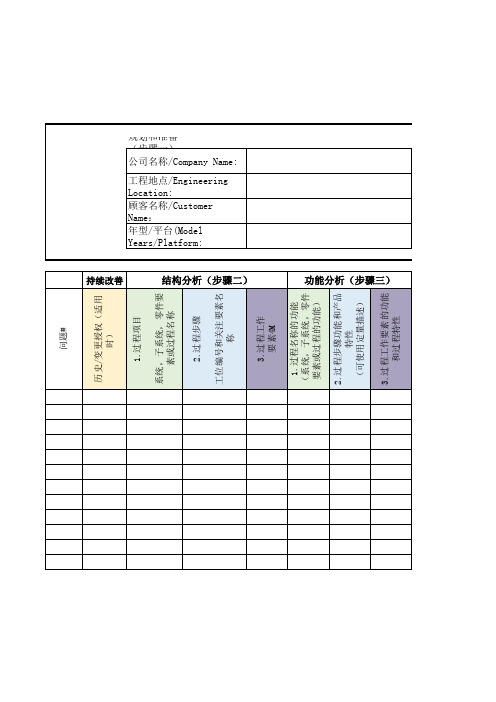
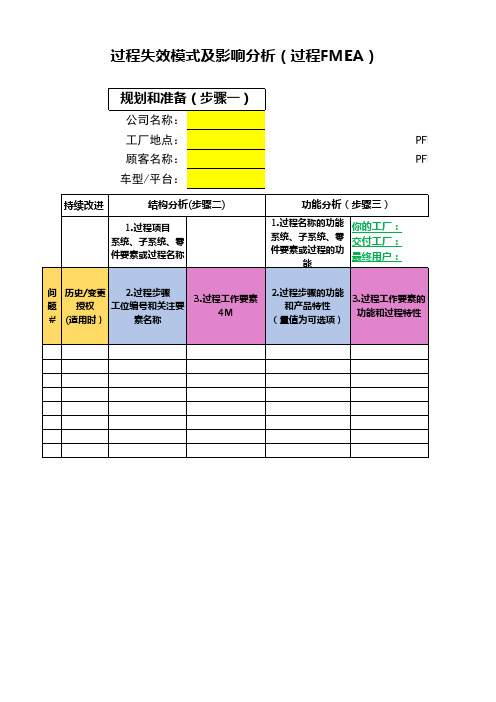
过程失效模式及影响分析(过程FMEA)
规划和准备(步骤
公司名称:
结构分析(步骤二)
工厂地点:
1.过程项目 系统、子系统、零件要
素或过程名称
2.过程步骤 工位编号和关注要
素名称
3.过程工作要素 4M
顾客名称:
功能分析(步骤三)
过程失效模式与影响分析PFMEA

6
如何使用PFMEA
反应的,关注问题
通常,尤其是针对传统流程,没有PFMEA使用历史 当出现了一个特殊问题,在涉及到的流程的特定方面建 立一个微型PFMEA很有帮助
7
过程失效模式与影响分析PFMEA
失效原因 流程失效 失效影响
流程FMEA是一个系统的方法,用于确定……
… 流程中可能发生的失效情况(观测到的和潜在的)
19
PFEMA检测评分指南
按照1到10分给每个失效或原因评出探测度分数 当评探测度分数时,考虑… a.失效或原因在何时,何地,怎样被检测出来 b.任何检测控制都有有效性 评分基于装置在达到客户之前被检测出来的可能性。
如果失效或原因有不止一个检测方法,把所有的都列出来。给
最好的(最低的)评D
20
PFEMA检测评分指南
9
基本功能损 失或降级 可能导致单元主要功能降级(单元可安全操作,但 是性能等级下降)。
8 7 6 5
可能导致产品次要功能完全丧失(产品可操作,但 次要/辅助功 是自动或便利功能不可操作)。 能损失或降 可能导致产品次要功能降级(产品可操作,但是自 级 动或便利的功能不是完全可操作)。 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被大多数客户注 意到(>75%)。 影响较小 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被较多客户注意 到(>50%)。 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被有识别能力的 客户注意到(>25%)。 无影响 在产品性能上没有可辨别的后果。客户不会注意 到。
发生率评分策略可以根据特定应用定制使用,确保将发生率
FMEA过程潜在失效模式及后果分析表

2
28 —— ——
3
每天检查
2
36
钳工修 模
——
2
项目 功能 潜在失效模式 模具失灵
潜在的失效后果
模具失灵,产品尺寸可能不合 格
严重 度 (S )
6
级别
潜在的失效起因/机 理
sc
设置错误
频度数 (O)
3
模具变形
产品变形,部份产品不合格, 顾客无法装配
8
设置错误
3
设备失灵
1
冲压方法不对,使模具使用寿
潜在的失效后果
严重
度 (S
级别
潜在的失效起因/机 理
)
频度数 (O)
设备失灵
1
产品尺寸超差
产品尺寸不标准,影响产品使 用性能
7
sc
设置错误
2
人为提前开模
2
设备失灵
3
模具失灵
模具失灵,产品尺寸可能不合 格
6
sc
设置错误
3
模具变形
产品变形,部份产品不合格, 顾客无法装配
8
设置错误
3
设备失灵
1
头部整 形
冲压方法
不放心
设置错误
2
人为拖延时间
1
现行过程控制
不易探 测度数 (D)
风险 顺序 数 RPN
建议的 措施
责任和 完成目
标
每班参数检查
2
28
——
处罚
5
35
——
设备失灵
1
产品尺寸超差
产品尺寸不标准,影响产品使 用性能
7
sc
设置错误
2
人为提前开模
2
2019年新版FMEA手册表格
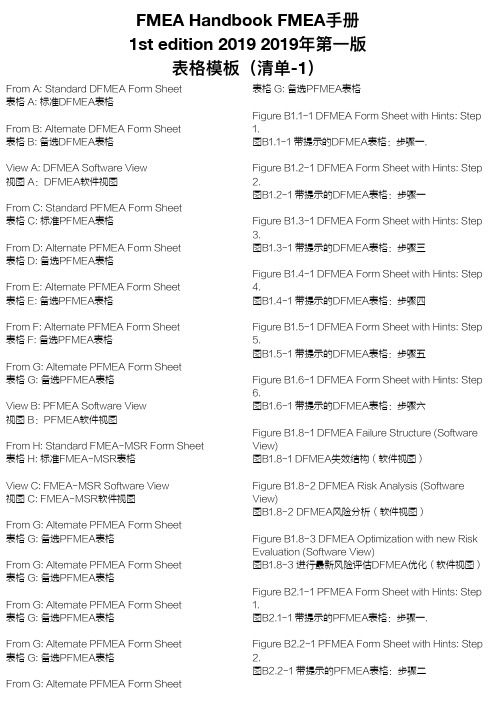
From A: Standard DFMEA Form Sheet表格 A: 标准DFMEA表格From B: Alternate DFMEA Form Sheet表格 B: 备选DFMEA表格View A: DFMEA Software View视图 A:DFMEA软件视图From C: Standard PFMEA Form Sheet表格 C: 标准PFMEA表格From D: Alternate PFMEA Form Sheet表格 D: 备选PFMEA表格From E: Alternate PFMEA Form Sheet表格 E: 备选PFMEA表格From F: Alternate PFMEA Form Sheet表格 F: 备选PFMEA表格From G: Alternate PFMEA Form Sheet表格 G: 备选PFMEA表格View B: PFMEA Software View视图 B:PFMEA软件视图From H: Standard FMEA-MSR Form Sheet 表格 H: 标准FMEA-MSR表格View C: FMEA-MSR Software View视图 C: FMEA-MSR软件视图From G: Alternate PFMEA Form Sheet表格 G: 备选PFMEA表格From G: Alternate PFMEA Form Sheet表格 G: 备选PFMEA表格From G: Alternate PFMEA Form Sheet表格 G: 备选PFMEA表格From G: Alternate PFMEA Form Sheet表格 G: 备选PFMEA表格From G: Alternate PFMEA Form Sheet 表格 G: 备选PFMEA表格Figure B1.1-1 DFMEA Form Sheet with Hints: Step 1.图B1.1-1 带提示的DFMEA表格:步骤一.Figure B1.2-1 DFMEA Form Sheet with Hints: Step 2.图B1.2-1 带提示的DFMEA表格:步骤一Figure B1.3-1 DFMEA Form Sheet with Hints: Step 3.图B1.3-1 带提示的DFMEA表格:步骤三Figure B1.4-1 DFMEA Form Sheet with Hints: Step 4.图B1.4-1 带提示的DFMEA表格:步骤四Figure B1.5-1 DFMEA Form Sheet with Hints: Step 5.图B1.5-1 带提示的DFMEA表格:步骤五Figure B1.6-1 DFMEA Form Sheet with Hints: Step 6.图B1.6-1 带提示的DFMEA表格:步骤六Figure B1.8-1 DFMEA Failure Structure (Software View)图B1.8-1 DFMEA失效结构(软件视图)Figure B1.8-2 DFMEA Risk Analysis (Software View)图B1.8-2 DFMEA风险分析(软件视图)Figure B1.8-3 DFMEA Optimization with new Risk Evaluation (Software View)图B1.8-3 进行最新风险评估DFMEA优化(软件视图) Figure B2.1-1 PFMEA Form Sheet with Hints: Step 1.图B2.1-1 带提示的PFMEA表格:步骤一.Figure B2.2-1 PFMEA Form Sheet with Hints: Step 2.图B2.2-1 带提示的PFMEA表格:步骤二Figure B2.3-1 PFMEA Form Sheet with Hints: Step 3. 图B2.3-1 带提示的PFMEA表格:步骤三 Figure B2.4-1 PFMEA Form Sheet with Hints: Step 4. 图B2.4-1 带提示的PFMEA表格:步骤四Figure B2.5-1 PFMEA Form Sheet with Hints: Step 5. 图B2.5-1 带提示的PFMEA表格:步骤五 Figure B2.6-1 PFMEA Form Sheet with Hints: Step 6. 图B2.6-1 带提示的PFMEA表格:步骤六 Figure B2.8-1 PFMEA Failure Structure (Software View)图B2.8-1 PFMEA失效结构(软件视图) Figure B2.8-2 PFMEA Risk Analysis (Software View) 图B2.8-2 PFMEA风险分析(软件视图) Figure B2.8-3 PFMEA Optimization with new Risk Evaluation (Software View) 图B2.8-3 进行最新风险评估PFMEA优化(软件视图) Figure B3.1-1 FMEA-MSR Form Sheet with Hints: Step 1.图B3.1-1 带提示的FMEA-MSR表格:步骤一. Figure B3.2-1 FMEA-MSR Form Sheet with Hints: Step 2.图B3.2-1 带提示的FMEA-MSR表格:步骤二 Figure B3.3-1 FMEA-MSR Form Sheet with Hints: Step 3.图B3.3-1 带提示的FMEA-MSR表格:步骤三 Figure B3.4-1 FMEA-MSR Form Sheet with Hints: Step 4.图B3.4-1 带提示的FMEA-MSR表格:步骤四 Figure B3.5-1 FMEA-MSR Form Sheet with Hints: Step 5.图B3.5-1 带提示的FMEA-MSR表格:步骤五 Figure B3.6-1 FMEA-MSR Form Sheet with Hints: Step 6.图B3.6-1 带提示的FMEA-MSR表格:步骤六Figure B3.8-1 FMEA-MSR Failure Structure(Software View)图B3.8-1 FMEA-MSR失效结构(软件视图) Figure B3.8-2 FMEA-MSR Risk Analysis (SoftwareView) 图B3.8-2 FMEA-MSR风险分析(软件视图) Figure B3.8-3 FMEA-MSR Optimization with new Risk Evaluation (Software View)图B3.8-3 进行最新风险评估FMEA-MSR优化(软件视图) Table C1-1 DFMEA SEVERITY (S).表C1-1 DFMEA 严垂度(S)Table C1-2 DFMEA OCCURRENCE (O)表C1-2 DFMEA 频度(O)Table C1.3.1 Alternative DFMEA Occurrence (O) 表C1.3.1 备选DFMEA频度(O) Table C1.3.2 Alternative DFMEA Occurrence (O) 表C1.3.2 备选DFMEA频度(O)Table C1.4 DFMEA DETECTION (D) 表C1.4 DFMEA探测度(D)Table C1.5 ACTION PRIORITY FOR DFMEA 表C1.5 DFMEA措施优先级Table C2.1 PFMEA SEVERITY (S) 表C2.1 PFMEA 严垂度(S)Table C2.2 PFMEA OCCURRENCE (O) 表C2.2 PFMEA 频度(O)Table C2.3.1 Alternative PFMEA Occurrence (O) 表C2.3.1 备选PFMEA频度(O)Table C2.3.1 Alternative PFMEA Occurrence (O) 表C2.3.1 备选PFMEA频度(O)Table C2.3.1 Alternative PFMEA Occurrence (O) 表C2.3.1 备选PFMEA频度(O)Table C2.4 PFMEA DETECTION (D) 表C2.4 PFMEA 探测度(D)Table C2.5 ACTION PRIORITY FOR PFMEA 表C2.5 PFMEA措施优先级Table C3.1 Supplemental FMEA-MSR SEVERITY (S) 表C3.1 补充FMEA-MSR严重度(S)表 Table C3.2 Supplemental FMEA-MSR FREQUENCY (F) 表C3.2 补充 FMEA-MSR 频率(F)表 Table C3.3 Supplemental FMEA-MSR MONITORING (M)表C3.3 补充 FMEA-MSR 监视(M)表Table C3.4 ACTION PRIORITY FOR FMEA-MSR 表C3.4 FMEA-MSR措施优先级Figure B2.8-1 PFMEA Failure Structure (Software View)图B2.8-1 PFMEA失效结构(软件视图)Figure B2.8-2 PFMEA Risk Analysis (Software View) 图B2.8-2 PFMEA风险分析(软件视图) Figure B2.8-3 PFMEA Optimization with new Risk Evaluation (Software View) 图B2.8-3 进行最新风险评估PFMEA优化(软件视图) Figure B3.1-1 FMEA-MSR Form Sheet with Hints: Step 1.图B3.1-1 带提示的FMEA-MSR表格:步骤一. Figure B3.2-1 FMEA-MSR Form Sheet with Hints: Step 2.图B3.2-1 带提示的FMEA-MSR表格:步骤二 Figure B3.3-1 FMEA-MSR Form Sheet with Hints: Step 3.图B3.3-1 带提示的FMEA-MSR表格:步骤三 Figure B3.4-1 FMEA-MSR Form Sheet with Hints: Step 4.图B3.4-1 带提示的FMEA-MSR表格:步骤四Figure B3.5-1 FMEA-MSR Form Sheet with Hints: Step 5.图B3.5-1 带提示的FMEA-MSR表格:步骤五Figure B3.6-1 FMEA-MSR Form Sheet with Hints:Step 6. 图B3.6-1 带提示的FMEA-MSR表格:步骤六 Figure B3.8-1 FMEA-MSR Failure Structure (Software View) 图B3.8-1 FMEA-MSR失效结构(软件视图) Figure B3.8-2 FMEA-MSR Risk Analysis (Software View)图B3.8-2 FMEA-MSR风险分析(软件视图) Figure B3.8-3 FMEA-MSR Optimization with new Risk Evaluation (Software View)图B3.8-3 进行最新风险评估FMEA-MSR优化(软件视图)Table C1-1 DFMEA SEVERITY (S). 表C1-1 DFMEA 严垂度(S)Table C1-2 DFMEA OCCURRENCE (O)表C1-2 DFMEA 频度(O)Table C1.3.1 Alternative DFMEA Occurrence (O) 表C1.3.1 备选DFMEA频度(O) Table C1.3.2 Alternative DFMEA Occurrence (O) 表C1.3.2 备选DFMEA频度(O)Table C1.4 DFMEA DETECTION (D) 表C1.4 DFMEA探测度(D)Table C1.5 ACTION PRIORITY FOR DFMEA 表C1.5 DFMEA措施优先级Table C2.1 PFMEA SEVERITY (S) 表C2.1 PFMEA 严垂度(S)Table C2.2 PFMEA OCCURRENCE (O) 表C2.2 PFMEA 频度(O)Table C2.3.1 Alternative PFMEA Occurrence (O)表C2.3.1 备选PFMEA频度(O) Table C2.3.1 Alternative PFMEA Occurrence (O)表C2.3.1 备选PFMEA频度(O) Table C2.3.1 Alternative PFMEA Occurrence (O)表C2.3.1 备选PFMEA频度(O) Table C2.4 PFMEA DETECTION (D)表C2.4 PFMEA 探测度(D) Table C2.5 ACTION PRIORITY FOR PFMEA表C2.5 PFMEA措施优先级 Table C3.1 Supplemental FMEA-MSR SEVERITY (S)表C3.1 补充FMEA-MSR严重度(S)表Table C3.2 Supplemental FMEA-MSR FREQUENCY (F)表C3.2 补充 FMEA-MSR 频率(F)表Table C3.3 Supplemental FMEA-MSR MONITORING (M)表C3.3 补充 FMEA-MSR 监视(M)表Table C3.4 ACTION PRIORITY FOR FMEA-MSR表C3.4 FMEA-MSR措施优先级。
新版FMEA第五版FMEA2019:过程PFMEA详解

新版FMEA第五版FMEA2019:过程PFMEA详解或查看更多。
FMEA七步法过程FMEA步骤⼀:策划与准备3.1.1 ⽬的过程策划与准备步骤旨在描述PFMEA项⽬评审中包含或不包含的产品/过程。
该过程考虑⼯⼚内所有过程均可通过PFMEA进⾏分析或重新分析。
它使得组织能够在⾼层⾯上评审所有过程,并最终决定需要分析哪些过程。
准备阶段的总体优势是将资源集中在优先级最⾼的过程上。
过程策划与准备步骤的主要⽬标是:·项⽬识别·项⽬计划:⽬的、时间安排、团队、任务、⼯具(5T)·分析边界:分析中包括什么、不包括什么·根据经验教训确定基准FMEA·结构分析步骤的基础3.1.2 PFMEA项⽬确定和边界PFMEA项⽬确定包括明确了解评估的内容。
这涉及到⼀个决策过程来确定顾客项⽬所需的PFMEA。
在分析中,不包括和包括的内容同样重要。
以下基本问题可帮助确认PFMEA项⽬:·顾客从我们这⾥购买什么?·是否有新的要求?·在传达要求/特性时,哪些特定过程/要素会导致风险?·顾客或公司是否要求PFMEA?·我们是否制造产品并拥有设计控制权?·我们是否购买产品且仍然拥有设计控制权?·我们是否购买产品且没有设计控制权?·谁负责接⼝设计?·我们是否需要系统、⼦系统、组件或其它层⾯的分析?对这些问题和公司定义的其他问题的回答,将帮助创建所需的PFMEA项⽬清单,从⽽确保了⽅向、承诺和⼯作重点的⼀致性。
以下内容可有助于团队确定PFMEA的边界,如下所⽰:·法律要求·技术要求·顾客需求/需要/期望(内部和外部顾客)·要求规范·图表(⽅块图/边界图/系统图)·⽰意图、图纸和/或3D模型·物料清单(BOM)、风险评估·类似产品以往的FMEA·防错要求、可制造性和可装配性设计(DFM/A)·QFD质量功能展开准备阶段需要在过程开始时就绪,以确保⼯作⽅向和关注点⼀致,即完整的⽣产线、过程名称/过程要素。
2019版新版FMEA全部表格和案例
规划和准备(步骤一)
公司名称: 项目:
页:
负责DFMEA的公 DFMEA项目名称(系
司名称
统、子系统和/或组
工厂地点: 件DFMEA开始时间: DFMEAID编号:
地理位置
开始日期
由公司确定
顾客名称:
顾客名称或产 品系列
年型/平台:
DFMEA修改时间: 过程负责人:
最后修订日期
跨职能团队: 保密级别:
顾客应用或公 司模式/类型
所需的团队成员名单商 保业 密应用、专有、
1.上一较高级 别
结构分析(步骤二)
功能分析(步骤三)
2.关注要素
3.下一较低级别或 1.上一较高 2.关注要 3.下一较
特性类型
级别功能及 素功能及 低级别功
要求
要求
能及要求
或特性
问题#
失效分析(步骤四)
度(D)
MEA风险分析(步骤五)和DFMEA优化(步骤六)
DFMEA 筛选器 负责人姓 目标完 状态
措施优 代码 名
成日期
先级 (可
选)
采取基于 完成时 备注 证据的措 间 施
1.对于上 失效影响 2.关注要 3.下一较
ቤተ መጻሕፍቲ ባይዱ
历史/变更 一较高级 的严重度
授权(适 用时)
别要素和/ (S) 或最终用 户的失效
素的失效 模式 (FM)
低级别要 素或特性 的失效起 因(FC)
影响
当前的对 失效起因 的预防措 施(PC)
失效起因 的频度 (O)
DFMEA风险分析(步骤五)和DF
当前失效起因/ 失效起因 失效模式的探 /失效模 测措施(DC) 式的探测
PFMEA分析标准表格模版

(过程PROCESS FMEA)
项目名称 Item: 主要参加人Core Team: 序号 NO. 过程功能要求 潜在的失效后果 潜在的失效模式 Process Function Potential Effect(S) of Potential Failure Mode Requirements Failure 严 级 重 别 度 Class Sev 潜在的失效原因/机理 Potential Cause(s)/ Mechanism(s) of Failure 频 现行过程预防控制 度 Current Process Controls 数 Prevention Occ 过程责任部门Process Responsibility: 关键日期Key Date:
准备人PrepareBiblioteka by审核Checked by
批准Approval by
1 of 1
工
现行过程检测控制 Current Process Controls Detection
措施结果Result 严 频 难 重 度 检 度 数 度 Sev Occ Det
风险 优先 指数 R.P.N.
out of 0.2 A spec.
偏小
版本 Rev. A0
变更内容Comment 新制/New
日期 Date
AND EFFECTS ANALYSIS
FMEA编号Number: 准备人Prepared By: FMEA日期Data(编制(orig): 责任及目标完 难 风险 建议的措施 成日期 检 优先 指数 Recommended Responsibility 度 Action(S) & Target Det R.P.N . Completion 页码Page:
PFMEA过程失效模式及后果分析
第 1 页,共 6 页
3 按照工艺文件作业;
IPQC检查,紧急通知客户 维修与更换;
IPQC自检
风
措施执行结果
探 测 度 (D )
险 顺 序 数 R. P.
建 议 措 施
责任和 采 目标完 取 成日期 的
措 施
严 重 度 (S)
频 度 (O )
探测 度 (D)
风险 顺 序数 R.P.N
2 36
3 36 3 36
领料
要
1
求:物料编码要一 领料与发料单 致,标示数量与物 不一致
延误产品交货 期
4
料数量一样
2
发料 要求: 对应发料单发料
物料编码与发 料单不一致
影响产品质量
6
C1上料 要
3 求:按上料规范操 上料元件错误 影响产品质量 6
作
连锡、少锡、 虚焊
功能失效
8
C1印刷锡膏
4 要求:印刷品质要 锡膏粘度不够 印刷不良
钢网变形
印刷不良
7
使用前未点检
1.接插件未防护; 2.作业操作失误;
1.摆放不按要求 2.重叠
1.上料位置错误 2.物料错误 1.丝印机参数(刮刀压力,移动速 度)设定问题,脱模/印刷速度太 快; 2,钢网堵塞,不清洁; 3,刮刀不清洁或者变形; 符合粘度标准(180-220pa/s)
1、印刷压力过大 2、钢网使用寿命过长
炉温设定错误
板未放到位 1、板与板叠放产生撞件 2、取放板时板跌落地面引起 3、PCB摆放错误 现场管理不到位 1、现场“5S”未做好 2.物品未标示 未执行工艺要求。 不良位置没有标识。
现场管理不到位 修理技术欠孰练 不按作业规范操作
PFMEA 潜在失效模式及后果分析表 电容器

4
3
84
定时加锡并自主检查
生产车间
4/1/02
加锡
Q02
涂装
涂装过薄
电容器拉力不够
涂装次数不够
首件检查记录表
6
3
2
36
涂装后起粉钉粉瘤
电容器外观不良
刮料不平
6
2
2
24
部分瓷片外露
电容器外观不良电性能差
涂装深度太浅
首件
6
2
2
24
涂装后有线肩粉脚
影响焊接质量
气压不稳涂装太深
首件
5
3
3
45
烤烘
固化程度不够
潜在失效模式及后果分析表(过程FMEA)
项目名称:电容器过程责任部门:MK生产线FMEA编号:00
品名:关键日期:页码:第页共页
过程
功能
要
求
潜在的失效模式
潜在的失效后果
级别
潜在的失效起因/机理
现行情况
建议的措施
责任及目标完成日期
措施结果
现行工艺控制
严重度数S
频度数
O
探测度数D
风险数
顺序RPN
采取的措施
易腐蚀客户不满意
烘烤炉温度失控
温度监控表
6
3
3
54
烘烤时间不够
时间继电器
6
2
3
36
Q03
上印
印字不清晰
外观不良/客户不易识别
上印机调整不当
首件
6
4
2
48
注:◇——公司重要特性符号。
严重度数S
频度数O
探测度数D
纠正后RPN
2019新版FMEA表格 DFMEA, PFMEA, FMEA-MSR(含附属全套EXCEL表)
(FC) 当前的对失效起因的预
防措施(PC) 失效起因/失效模式的频
度(O) 当前的失效起因/失效模
式的探测措施(DC) 当前的失效起因/失效模
式的探测度(D)
DFMEA 措施优先级 特殊特性
筛选器代码(可选) 预防措施 探测措施 负责人姓名
目标完成提起 状态
采取基于证据的措施
持续改善
规划和准备 (步骤一) 公司名称/Company Name:
工程地点/Engineering Location: 顾客名称/Customer Name: 年型/平台(Model Years/Platform:
结构分析(步骤二)
问题#
历史/变更授权(适用 时)
1.过程项目
系统,子系统,零件要 素或过程名称
(AP) 特殊特性
备注
影响分析(DFMEA)
Effects Analysis(DFMEA)
PFMEA ID编号/ID Number: 设计职责/Design Responsibility: 保密等级/Confidentiality Level: 风险分析(步骤五)
DFMEA 优化(步骤六)
FMEA 优化(步骤六)
完成日期 严重度(S) 频度(O) 探测度(D) PFMEA 措施优先级
项目/Subject: PFMEA开始日期/Start Date: PFMEA修改日期/Revision Date: 跨职能团队/Cross-Functional Team:
失效分析(步骤四)
DFMEA 风险分析(步骤五)
1.对上一个较高级别要 素和/或终端用户的失效
影响(FE) 失效影响的严重度(S) 2.关注要素的失效模式
过程失效模式及后果分析模板(PFMEA)

潜在失效模式
严
潜在失效后果
重 度
级 别
S
潜在失效原因机理
频 度 O
现行控制
探 测 度 D
R P N
建议采取的措施
责任人 完成日期
措施结果 验证 S O D RPN
长度超出上限 下限 报废
4
员工计算失误
4
员工计算失误
6 首件检验 2 首件检验
板材开裂
2
折弯
外型扭曲
报废 报废
4
周转/搬运碰到
XXX 2019/3/2 XXX 2019/3/2 XXX 2019/3/2 XXX 2019/3/2 XXX 2019/3/6 XXX 2019/3/6 XXX 2019/3/6 XXX 2019/3/6 XXX 2019/3/6 XXX 2019/3/7 XXX 2019/3/7 XXX 2019/3/9 XXX 2019/3/9 XXX 2019/3/9
4
周转/搬运碰到
4 巡检 1次/2hr 2 巡检 1次/2hr
孔径规格不符 影响装配
8
钻孔设备精度不够 2 巡检 1次/2hr
3
钻孔 尺寸超差
影响装配
7
钻头定位不准
2 首件检验
位置不对中心 影响装配
7
钻头定位不准
2 首件检验
焊渣飞溅
影响外观
设备调试不良
3 巡检 1次/2hr
3
毛刺未及时磨掉
4 巡检 1次/2hr
过程失效模式及后果分析(PFMEA)
Process Failure Modes and Effects Analysis
产品名称: XXXXXXXXXXXXXXX 小组成员: XXX(开发)、XXX(生产)、XX(品质)、XXX(技术)…
FMEA分析量化评定参照表(失效模式分析)
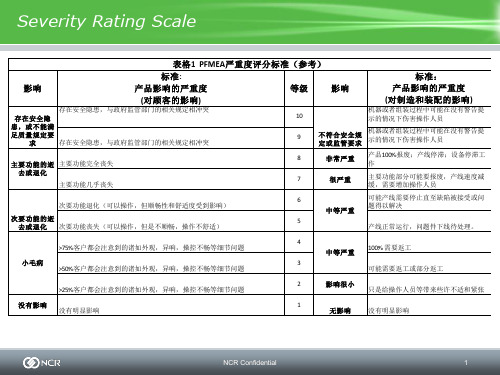
存在安全隐患,与政府监管部门的相关规定相冲突 存在安全隐 患,或不能满 足质量规定要 求 存在安全隐患,与政府监管部门的相关规定相冲突 主要功能的逝 主要功能完全丧失 去或退化 主要功能几乎丧失 次要功能退化(可以操作,但顺畅性和舒适度受到影响) 次要功能的逝 去或退化 次要功能丧失(可以操作,但是不顺畅,操作不舒适) >75%客户都会注意到的诸如外观,异响,操控不畅等细节问题 小毛病 >50%客户都会注意到的诸如外观,异响,操控不畅等细节问题 >25%客户都会注意到的诸如外观,异响,操控不畅等细节问题 没有影响 没有明显影响
5
中等水平
过程中监测
4
中等偏上
源头处监测
3
高
有部分防错手段
自动控制装置能自动检测到即将发生的失效并避免错误的发生
2
很高
有防错,不需要监测
夹具,机器或者产品设计本身具有放错功能,能够完全规避制作过程中可 能发生的失效
1
必然的(能被发 现)
NCR Confidential
3
Severity Rating Scale
表格 1 PFMEA 严重度评分标准(参考) 标准 : 产品影响的严重度 等级 影响 (对顾客的影响 )
10 9 8 7 6 中等严重 5 4 中等严重 3 2 1 影响很小
影响
标准: 产品影响的严重度 (对制造和装配的影响 )
机器或者组装过程中可能在没有警告提 示的情况下伤害操作人员
等级 10 9 8 7 6 5 4 3 2
1
NCR Confidential
2
Detection Rating Scale
可探测性表格
探测机会
没有机会探测到 任何阶段都好像不容 易探测到 问题探测总是滞后
2019最新版PFMEA表格 - 过程失效模式及影响分析(过程FMEA)
规划和准备(步骤一)
公司名称: 工厂地点: 顾客名称: 车型/平台:
PFMEA开始日期: PFMEA修订日期:
持续改进
结构分析(步骤二)
1.过程项目 系统、子系统、零 件要素或过程名称
功能分析(步骤三) 1.过程名称的功能 你的工厂: 系统、子系统、零 交付工厂: 件要素或过程的功 最终用户:
PFMEA风险分析(步骤
1.对于上一较高级 别要素和/或终端 用户的失效影响
(FE)
失效 影响 的严 重度 (S)
2.关注要素的失效 模式(FM)
3.工作要素的失效 原因(FC)
失效起 当前的对失效起因 因的发 的预防措施(PC) 生频度
(O)
PFMEA风险分析(步骤五)
PFMEA优化(步骤六
失效起
当前的失效起因/ 因/失效 PFMEA
失效模式的探测措 模式的 措施优先
施(DC)
探测度 级AP
(D)
特 殊 特 性
筛选 器代 码 (可 选)
预防措施
探测措施
责任人பைடு நூலகம்
目标完成 日期
PFMEA优化(步骤六)
状态
采取基于 证据的措
施
完成日期
严发探 重生测 度度度 (S) (O) (D)
AP
特 殊 特 性
能
问 题 #
历史/变更 2.过程步骤
授权 工位编号和关注要
(适用时)
素名称
3.过程工作要素 4M
2.过程步骤的功能 和产品特性
(量值为可选项)
3.过程工作要素的 功能和过程特性
项目: PFMEA开始日期: PFMEA修订日期:
失效模式及后果分析(FMEA)表

生产
曲线 不良
λ0偏长 λ0偏短 透过NG
分光检查
不良流出
无法镀膜 外观不良 外观不良 外观不良
性能不良 性能不良
外观擦拭
不良流出
外观不良
产品名称
产品规格
∮5.9*0.3
版本 A0 Page 1/3
审核
承认
XXX
阿志
严
发
重 等 潜在失效 生
度级
原因
度
S
O
现行预防 过程控制
7
1
7 10
来料不良
1 1
IQC来料检验
目视
4
PH值不适
2
6
4
6 6
仪器故障
4
人为造成
3
平板滤光片 擦拭作业 指导书
目视
4
1
4
操作不适
1
作业指导书
目视
8
3
8
机器、操作 不适
3
设备日常点检
分光仪
8
3
9
机器调整 不适
1
分光光度计作业指 导书
分光仪
生效日期
2020.05.12
难R
检 度 D
P 建议措施 N
17
17 4 40
无
2 24
4 48
4 48 无
6
2
6
抛光粉中有杂 质混入
2
抛光粉使用前的过 滤
6
长时间浸泡在 抛光液中
2
抛光作业 指导书
现行检 测过程
控制
卡尺 来料检查
目视
目视
6
抛光时受力不 均
2
抛光模与阻尼布的 使用
失效模式及后果分析程序 - 新版2019(PFMEA)

1.0目的根据客户的要求,通过对产品生产过程中的潜在失效模式及后果进行预见性的分析,将产品过程中存在的失效风险降至最低。
2.0范围适用于产品生产中的过程潜在失效模式及后果分析。
3.0职责3.1多方论证小组:负责制订PFMEA的各项内容及相关改进措施,建立纠正措施优先体系;当有新的失效模式出现时及时更改PFMEA。
3.2工程部:主导多方论证小组分析并制订所有潜在失效模式及后果。
3.3各部门:参与PFMEA的制订和评估,相关纠正和预防措施的执行。
4.0定义4.1PFMEA:(Process Failure Mode& Effects Analysis)过程失效模式及后果分析.4.2顾客:顾客对PFMEA而言通常指“终端顾客”,但顾客也可能是后续或下游制造或装配作业、服务操作或法规4.3MSA:Measurement System Analysis(测量系统分析)包括准确性、线性、重复性、再现性、稳定性。
5.0流程无6.0内容6.1PFMEA制订说明:6.1.1工程部主导成立多方论证小组(即APQP策划小组),并确定PFMEA的实施项目。
多方论证小组根据客户的要求和生产加工情况,在APQP总进度中明确PFMEA项目的实施进度要求。
6.1.2多方论证小组组织品质部、工程部、生产部等相关部门的人员对整个生产流程进行评定。
6.1.3工程部针对过程失效模式和后果分析,确定相关过程的“严重度(S)”、“频度(O)”、“探测度(D)”,并通过S、O、D值的排列组合“措施优先级(AP)”,进行改进,编制PFMEA。
6.2在针对措施优先级(AP)行动时,需考虑以下因素:6.2.1严重度数高的(≥ 9)必须实施;6.2.2措施优先级(AP)为高(H)的优先实施;6.2.3措施优先级(AP)为中(M),但是易于实施,成本投入少的,优先实施。
6.2.4客户,项目小组,或者公司高层,在文件化的时候,提出采取改进措施的,给予实施;6.3工程部针对新产品、新材料、新技术应提交相关PFMEA资料。
FMEA失效模式及影响分析 AIAGVDA -2019-1.0版

FMEA内容(第1.0版)
P61/30
FMEA内容(第五版)
P62/30
FMEA内容(第1.0版)
FMEA第1.0版案例分析1
根据以下提供的信息,分组讨论并完成电磁线圈的2-4步结构分析、功能分析、失 效分析:
FMEA内容(第1.0版)
FMEA内容(第1.0版)
P66/30
FMEA内容(第1.0版)
FMEA
失效模式及影响分析 Failure Mode and Effects Analysis
AIAG/VDA 2019年第1.0版
FMEA
失效模式及影响分析 Failure Mode and Effects Analysis
AIAG/VDA 2019年第1.0版
FMEA目录
u风险意识 uFMEA发展历史 uFMEA简介 uFMEA第1.0版最新变化 uFMEA七步法详解 uFMEA案例分析
系统 (项目)
系统要素/相 零部件要素(项目
关接口
/接口)
系统的功能,要求 及预期输出
系要统求要及素预的期功输能出,零要部求及件,特的预性功期能输出,
失效影响
严重度
失效模式
失效原因
风险分析 识别针对失效原因和失效模式的控制方法
现行预防控制
发生度
现行探测控制
探测度
AP(行动优先 级)
筛选符号
预防措施
优化 确认减少风险的必要措施
FMEA七步法(第1.0版)
FMEA七步法(第1.0版)
FMEA内容(第1.0版)
格式发生变化(七步法)
策划和准备
启动准备工作:项目计划,分析边界,经验教训,结构基础 ,分析步骤
结构分析
(过程)潜在失效模式及后果分析(FMEA)
怎样能 得到预 防和探 测?
该方法在探测 时有多好?
潜在失效模式及后果分析
FMEA
过程 FMEA ( PFMEA)
过程 FMEA ( PFMEA)
过程 FMEA
這种系統化的方法体現了一個工程師在任何创造策 划過程中正常經歷的思維過程﹐并使之規范化﹑文件化 过程 FMEA 是由负责制造/装配的工程师/小组主要采用 的一种分析技术,用以最大限度地保证各种潜在的失效 模式及其相关的起因/机理已得到充分的考虑和论述。 FMEA 以最严密的方式总结了开发一个过程时小组的思 想。 (其中包括根据以往经验可能会出现的一些项目的 分析)
得斯-制造部、J.福特-总装厂(Dalton, Fraser,Henley 总装厂)
嚴
重
頻
(8)
探 测R
过程 FMEA 的開發
7) FMEA 日期
填入編制 FMEA 原始稿的日期及最新修訂的日期﹒
FMEA 編號: 1234 (1)
頁碼:第 1 頁 共 22 頁
編制人: 泰特-X6412-车身工程师
為了便于將潛在的失效及其后果的分析形成文 件﹐已設計出專用表格。
下面介紹這种表格的具体應用﹐所述各項的序 號都相應標在表上對應的欄目內﹒完成的过程 FMEA 表格的示例見附表以及本部分中所見的表 格﹒
(局部示意图)
潛在失效模式及后果分析
过( 程 FMEA)
项目 左前门/H8H-000-A
(2)
潜在失效模式及后果分析
FMEA
时间性
FMEA 的特点(1)
FMEA 是一個 "事前的行為” , 而不是 " 事後的行為”
(是 "以前 - 那 - 事件 "行动 , 不 " 在 -- 之后那 - 事实"练习)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
规划和准备(步骤一)
公司名称: 工厂地点: 顾客名称: 车型/平台:
持续改进
结构分析(步骤二)
问 历史/变更 1.过程项目
2.过程步骤
题 授权 系统、子系统、零 工位编号和关注要
# 素 4M
1.过程名称的功能 系统、子系统、零 件要素或过程的功
能
项目: PFMEA开始日期: PFMEA修订日期:
跨职能团队:
功能分析(步骤三)
失效分析(
2.b产品特性
2.a过程步骤的功能
(适用时)
(量值为可选项)
3.a过程工作要素 的功能
3.b过程特性
(适用时)
1.失效影响(FE)
(量值为可选项)
PFMEA编号 : 过程负责人:
保密级别:
失效分析(步骤四)
施(DC) 探测度 级AP (D)
特 殊 特 性
筛选 器代 码 (可 选)
预防措施
探测措施
责任人
目标完成 日期
PFMEA优化(步骤六)
状态
采取基于 证据的措
施
完成日期
严发探 重生测 度度度 (S) (O) (D)
AP
特 殊 特 性
备注
PFMEA风险分析(步骤五)
失效 影响 的严 重度 (S)
2.关注要素的失效 模式(FM)
3.工作要素的失效 原因(FC)
失效起 当前的对失效起因 因的发 的预防措施(PC) 生频度
(O)
当前针对 失 效模式的探测
措施(DC)
FMEA风险分析(步骤五)
PFMEA优化(步骤六)
失效起 当前针对失效 因/失效 PFMEA 起因的探测措 模式的 措施优先