XK24系列龙门加工中心规格说明书
龙门系列机床的使用说明技术参数组装技术保养知识.doc

龙门系列机床的使用说明技术参数组装技术保养知识龙门铣床广泛运用在航空、汽车、精密模具与零件加工工业,提供可靠性高的机械系统与多样选择性、容易操作的软件界面,彻底实现高精度梦想。
◆机床床身、立柱、横梁、滑鞍、主轴箱采用树脂砂造型的高强度米汉纳铸铁以及合理的布筋结构,刚性好、稳定性强。
◆机床采用龙门定梁框架结构,具有良好的刚性和精度保持性。
◆最佳住轴配置,主轴中心线紧靠Z轴导轨,大幅度减少因热变形的影响及切削力矩所产生的弯曲变形,确保最佳精度。
◆Z轴进给设计采用双油缸配重平衡紧靠运动重心位置,驱动螺杆及主轴马达中心之最佳配置以排除不平衡力矩产生,滑鞍设有可调间隙压板,有利于提高定位精度。
◆主轴采用油冷机循环冷却保证了主轴的高精度。
◆采用定时定量自动润滑装置,磨耗小,适合长时间作业要求。
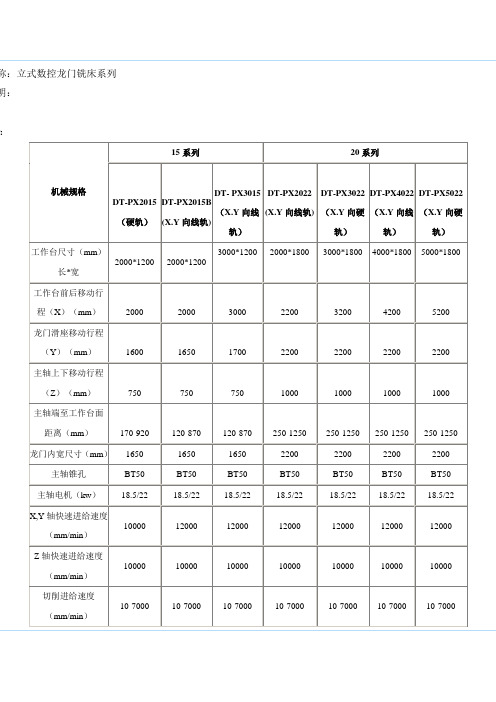
部位项目单位DMV-4000行程X轴行程mm4200Y轴行程mm2500Z轴行程mm800主轴鼻端到工作台距离mm200-1000门柱宽mm2600工作台工作台尺寸mm4000?2000工作台负荷Kg12000工作台T型槽(槽宽?槽数)24?8主轴主轴锥度BT50主轴转速RPM3000主轴最大输出扭矩Nm750进给X轴快移速度m/min10Y轴快移速度m/min10Z轴快移速度m/min10切削进给速度mm/min10000手动进给速度mm/min0-1260伺服马达主轴马达输出功率kw18.5/22X轴马达输出功率kw6Y轴马达输出功率kw4Z轴马达输出功率kw7定位精度?0.003mm/300mm重复定位精度?0.002mm部位项目单位DMV-4000油压单元油压马达输出kw3.7油压泵吐出量1/min26.6操作压力kg/cm250油压泵最大压力kg/cm285油压箱容量Liters63冷却单元冷却水马达输出kw0.56水泵吐出量m3/h5水泵最大压力kg/cm220水箱容量Liters300集中润滑单元润滑油泵马达W35润滑油泵输出量cc/min108润滑油泵压力kg/cm225油箱容量Liters10主轴冷却单元冷却能力Kcal/hr1765-2000冷却油箱容量Liters30其它项目空压需求Kg/cm26电力需求KVA60概略机械重量Kg38000机械外观尺寸(长)mm10500机械外观尺寸(宽)mm5800机械外观尺寸(高)mm5400标准附件:自动润滑装置主轴推拨清洁吹气工具箱切削冷却系统分离式手轮主轴冷却系统半封闭护罩工作灯地基水平垫块及调整螺栓RS-232传输装置电气箱热交换器推屑螺杆及铁屑输送机三色警示灯龙门铣床型号规格:工作台面宽≥2000mm(一)加工精度1、平面度(mm)<0.01 0.015 0.022、定位精度(mm/1000mm)0.0150.03>0.045 3、表面粗糙度Ra值(μm)0.8~1.61.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有无3、自动定量定程定时润滑有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~8283~84>85设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.02 2、定位精度(mm/1000mm)0.015 0.03 0.045>0.045 3、表面粗糙度Ra值(μm)0.8 0.8~1.6 1.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~82 83~84>85产地:河北泊头型号:各种规格应广大用户需求为方便用户,本厂生产落地式端面铣床`龙门铣床落`地镗床等机床裸机,对方出图均可生产。
X2020-4M龙门铣床技术参数及说明(龙潭重机)

X2020/4M龙门铣床技术参数及说明一、主要技术参数二、技术设计说明1.机床设计性能特点①.横梁及立铣头带有全自动机械压紧,液压放松功能。
自动化程度较高。
②.铣头设有内置飞轮,切削比较平稳。
③.立铣头在横梁上的移动、侧铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便。
④.工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损。
⑤.工作台采用丝杆传动,运动较平稳。
⑥.工作台丝杆采用浸油润滑,工作台导轨采用专用润滑泵润滑,铣头采用独立柱塞泵润滑,横梁立柱导轨及横梁立柱丝杆采用电动间隙泵润滑,侧滑座导轨采用手动泵润滑,整机具有良好的减磨润滑性能。
⑦.床身及横梁导轨采用了超音频淬火热处理,耐磨性能大大提高。
⑧.主要铸件均采用了粗加工前时效处理和粗加工后时效处理(二次时效),可大大降低铸造热应力变形,保证精度的稳定性。
2.铣头铣头是本机床的核心部件之一,本铣头的设计具有如下特点:①设置了内置飞轮,增强了切削平均性。
②设置了套筒防掉装置,套筒进刀均匀。
③铣头传动齿轮都采用20CrMnTi并进行了渗碳淬火磨齿处理。
④具有独立的润滑泵对齿轮进行润滑。
3.进给机构进给机构分工作台进给机构及立铣头进给机构和侧铣头进给机构。
①工作台进给机构:工作台进给机构设置在床身尾部,并分别用快慢速电机带动工作台作快慢速运动,工作台的慢速通过变频调速可获得连续无级速度,快慢速通过电磁离合器切换。
②立铣头进给机构:立铣头横向进给机构设置在横梁的右侧,铣头进给通过电机变频而获得连续无级速度,同时该装置还具有手动机构,以便工作调整之用。
③侧铣头进给机构:侧铣头进给机构设置在侧铣头下部,铣头的上下运动可通过变频器的调整而获得连续无级速度4.导轨床身及横梁导轨采用了淬火工艺,工作台导轨还采用了耐磨贴塑技术用以减少摩擦力、减少床身摩损及吸振等。
5.检测系统本机配置三坐标(工作台、立铣头横向移动及右侧铣头上下移动)数显。
龙门加工中心教材方案
山东威力重工
1 工作台 龙门加工中心的工作台基本上是长方形的。工作台、床身、立柱、横梁和滑枕等
大铸件采用米汉纳铸铁或者焊接件,铸件内腔系蜂巢式复合排列结构,设计先进, 均经时效及二次回火处理,消除残留内应力使材质稳定,确保工件加工精度的稳 定及机床寿命。 2 龙门 龙门由一个横梁和两个立柱构成。分为横梁固定、横梁靠定位块锁定分段升降和 横梁任意升降三种类型。 3 滑枕 滑枕从结构上可分为开式和闭式两种型式。开式结构的滑枕通过压板夹紧在主轴 箱上,滑枕的截面积大;闭式结构的滑枕被夹紧在主轴箱内,滑枕的截面积小。
与理想状态之间的偏差(简称误差)来表示,误差越小,则精度越高。
山东威力重工
山东威力重工
1.操作者应熟悉、掌握龙门加工中心机器的性能与特性。保证紧急 停止开关在紧急状况发生时,能快速有效的发挥作用,避免发生伤害 事故。
2.按规定穿戴好劳动防护用品,严禁戴手套操作。
3.设备工作时,切勿以潮湿的手接触电子开关,以免受电击。不准 用手触及任何运动部件。
4.不得将工具或非加工工件放置在龙门加工中心或移动物体上。
5.机器旁的电脑桌或工作桌必须坚固,不得将其放置在移动件上。
6.上下工件时,应先停止机器运转,并注意工件与刀具间保持适当 距离。机器运转中,请勿任意打开前门及左右护盖以免人员受伤。 7.刀具完成设定后,请先以DRY RUN试跑,以确定程式正确无误。 8.电源断电或紧急停止后在关机时,应使三轴恢复机械原位。 9.不得擅自拆除行程开关或任何保护开关的相关零件。 10.结束工作离开机器前,应关闭操作面板的控制电源开关、电器箱
山东威力重工
4 刀库 刀库的基本型式有转塔型、轮鼓型和链长型三种。 5行特殊
龙门铣床操作手册(新)

数控龙门铣床使用说明书最大加工长度3500 mm 最大加工宽度1100 mm 最大加工高度800 mm 制造时间:2011-10-31江苏九星机床制造有限公司龙门铣床使用说明书一.龙门铣床简介龙门铣床是具有门式框架结构和卧式长床身结构以及电路控制系统的刨铣床。
龙门铣床加工精度和生产率都比较高,适合在大批量生产中加工大型工件的平面和斜面。
龙门铣床由立柱和顶梁构成门式框架。
横梁可沿两立柱导轨作升降运动。
横梁上有1-2个带垂直主轴的铣头,可沿横梁导轨作横向运动。
两立柱上还可分别安装一个带有水平主轴的铣头,它可沿立柱导轨作升降运动。
这些铣头可同时加工几个表面。
每个铣头都具有单独的电动机(功率最大可达11千瓦)、变速机构、操纵机构和主轴部件等。
加工时,工件安装在工作台上并随之作纵向进给运动。
龙门铣镗床横梁上装有可铣可镗的铣镗头,其主轴(套筒或滑枕)能作轴向机动进给并有运动微调装置,微调速度可低至5毫米/分。
外形与龙门刨床相似,区别在于它的横梁和立柱上装的不光是刨刀刀架而是带有主轴箱的铣刀架,并且龙门铣床的纵向工作台的往复运动不是主运动,而是进给运动,而铣刀的旋转运动是主运动。
在龙门铣床上可以用多把铣刀同时加工表面,所以生产效率比较高,适用与成批和单件生产,用以加工中型和大型工件。
二、注意事项1.安装前注意事项为了确保安全的的操作本机床,安装时请注意下列事项;●不要接触变压器、电机、接线盒,以及其他有高压电接头的零件,以免被电击。
●不要用湿手接触开关●机床启动前应先检查电线电缆是否损坏,以免漏电●拖板快速移动时,注意碰撞或挂带。
1-1警告事项1.水和油能使地面变滑,为了防止发生意外,地面必须保持清洁干燥。
2.提供充分的工作空间以免危险发生。
3.熟记紧急停止按钮的位置,为在使用时才寻找。
4.切勿不经意的触摸开关。
5.操作任何开关前,必须先确认是否正确6.对机床的任何修理前必须先确认机床已经停止运转并且电源开关已经关闭。
数控龙门铣床加工中心技术参数
线性导轨;
不锈钢导轨防护、Y向帘式防护;
产Z向液压平衡站;
集中自动润滑系统;
M65数控系统,三菱交流伺服系统。
置:
闭防护罩;
速器;
式铣头,
第四轴;
循环恒温系统;
排屑系统;
液系统;
热交换器;
断电系统;
稳压器;
UC,西门子数控系统。
参数以三菱系统为标准,其它系统的具体参数以合同为主。
司对产品规格,设计特性均不断研究改进,上述参数若有更改,恕不另行通知.。
DT-P
9999999
面议
1.树脂砂铸件;
2.台湾产滚珠丝杆及精密锁紧螺母;
3.台湾产增压缸;
4.台湾产油漆;
5. 台湾产带轴及皮带;
6.进口轴承;
7.台湾产主轴;
8.进口联轴器
9.进口线性导轨;
10.X向不锈钢导轨防护、Y向帘式防护;
11.台湾产Z向液压平衡站;
12.中央集中自动润滑系统;
13.三菱M65数控系统,三菱交流伺服系统。
选择配置:
1.全封闭防护罩;
2.ZF减速器;
3.齿轮式铣头,
4.加装第四轴;
5. 主轴循环恒温系统;
6.自动排屑系统;
7.切削液系统;
8.电柜热交换器;
9.自动断电系统;
10.电源稳压器;
11.FANUC,西门子数控系统。
数控龙门铣床操作规程

数控龙门铣床操作规程一.一般规定1、操作人员必须具备一定的机械识图知识和机械加工工艺学基础知识,经过培训并考试合格后,方可持证上岗操作。
2、操作者必须了解所用设备的结构、性能、工作原理及维护保养知识。
3、上班前不准喝酒,工作时精力集中,不做与工作无关的事情。
二.操作前的准备4、严格按照设备用油要求进行加油,做到润滑的定时、定点、定量、定质、定人。
5、操作前,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
6、工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。
7、在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。
三.操作8、禁止两人或多人同时操作,严禁超负荷、超规范使用设备。
9、主轴变档必须在停车状态下进行,如果齿轮位置挂不上,可将电机点动一下,停机后,再进行换档,直到正确10、在调整对刀时,刀具距离加工面50mm内不得使用快速,应使用手动对刀。
当机床各运动轴距离极限位置100mm处,不得再使用快速移动。
11、严禁在切削过程中停止主电机。
停止主轴应先停自动走刀,退出刀具,降低转速,方能停车。
12、切削过程中绝不允许测量尺寸、对样板、手摸加工面或将头贴近主轴观察,避免发生人身安全事故。
13、在工作中应将主轴锥孔、刀具锥面、过度锥面、刀夹定位键清擦干净,避免研伤。
14、对动梁龙门铣应经常观察横梁平衡缸压力,一旦下降必须将横梁用千斤顶顶起,不得使丝杠和减速箱长期处于受力状态,以避免造成机床损坏。
15、滑枕铣头伸出最大行程位置的时候,不允许进行满功率切削。
16、更换刀具时,应停止转动主轴。
17、严禁在操作面板、机罩、工作台、导轨护板上堆放杂物,不允许踩踏机床护板。
18、除与编程有关的参数可由操作者自行修改外,其他机床参数禁止更改。
19、当MDI方式执行程序或手动移动各轴时,必须将倍率开关旋至最小位置,然后逐渐增大。
HAAS 龙门加工中心 操作手册附录
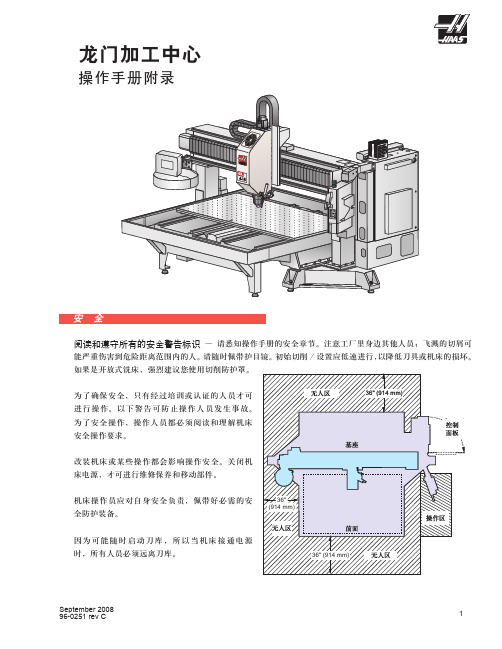
电源 哈斯断路器 如果电气柜离配电箱的距 离少于 100 英尺,使用: 如果电气柜离配电箱的距 离超过 100 英尺,使用:
拧动 A 组的三个校准螺丝(先从靠电控柜一边的二个螺丝开始),直到底座超出地面 2½" 到 3" 为止。按个调整, 使每个校准螺丝拧紧程度相同。现在使用相同方式,调整 B 组中的校准螺丝,和把锁紧螺母拧在 6 个校准螺栓上, 但不要一下子拧紧。
A
A
B
B
Le螺ve丝lin校g s准cr(ew为s (了ta更ble直re观m,ove略d 除for工cl作ar台ity))
改装机床或某些操作都会影响操作安全。关闭机 床电源,才可进行维修保养和移动部件。
机床操作员应对自身安全负责,佩带好必需的安 全防护装备。
因为可能随时启动刀库,所以当机床接通电源 时,所有人员必须远离刀库。
Say Clear Say Clear
36" (914 mm) 36" (914 mm)
Base Casting Base Casting
4. 手轮推动工作台到机床另一侧。如果气泡跑到水平仪右侧,表明机床前右端太高。相反,如果气泡偏左侧, 表明机床前左端高。按需进行调节。
September 2008
N9o6v-0e2m5b1errev20C05 96-0251 rev C
5
5. 按步骤,校准螺栓以小增量调节 — 1/4 转,1/8 转,和更小。同样校准机床时,应确保基座各角上的三 个螺丝受力均等。 重复这些步骤,直到机床校平。当校平完成,拧紧校准螺丝上的锁紧螺母。拧紧两个校准螺栓(在机床前脚上) 这样与基座贴合却无过大压力。检查所有螺栓与底脚是否紧密相连。建议安装后几天,检查校准螺栓。因为基 座平整影响到机床稳定性。
龙门式数控钻床设计说明书
毕业设计(论文)龙门式数控钻床机械结构设计The Mechanical Structural Design For Gantry CNC DrillingMachine长春工程学院摘要近些年来,国内外机床工业的发展十分迅速,以数控为特征的现代化机床在生产中广泛应用。
在工农业生产中,经常会碰到一些大型回转体类零件,其上需加工很多孔。
用普通机床对其加工往往会遗漏,而小型数控加工中心则难以对其进行加工。
本课题就是针对这一问题,设计一台龙门式数控钻床,专门适合对这一类零件进行钻削加工。
它不仅大大减轻了操作者的劳动强度,而且大大提高了劳动生产率。
本次设计包括了数控钻床的主要机械结构,其中包括:主轴箱中的主传动系装配;进给系统中的工作台装配和传动系统中的丝杠螺母等设计。
同时,将各项相关技术合理运用,以达到最优化设计的目的。
机械制造工业是国民经济的基础。
机床工业则是机械制造工业的基础,它在国民经济中起着至关重要的作用,但我国机床工业与发达国家相比还有较大差距,我们必须奋发图强,努力工作,以便早日赶上世界先进水平。
关键词数控钻床主轴箱工作台丝杠螺母AbstractIn recent years, domestic machine tool industry developed rapidly, to a modern CNC machine tool is characterized by widely used in the production. In the industrial and agricultural production, often encounter a number of large-scale rotating body parts, its a lot of holes to be processed. Ordinary machine tools are often left out of its processing, andsmall-scale CNC machining center is difficult to carry out its processing. The subject is a response to this problem, the design of a gantry CNC Drilling Machine, specifically suited for this type of drilling parts. It not only greatly reduces the operator's labor intensity and labor productivity increased significantly.The design includes a CNC drilling machine of the main mechanical structure, including: the main spindle box powertrain assembly; feeding system table in the assembly and the lead screw nut drive system design. At the same time, the related technology will be used in a reasonable manner, so as to achieve the purpose of optimum design.Machinery manufacturing industry is the foundation of the national economy. Machine tool industry is the basis of mechanical manufacturing industry, which in the national economy plays a vital role, but China's machine tool industry and still a wide gap between developed countries, we must work hard, work hard in order to catch up with the world at an early date advanced level.Keywords:CNC drilling machine headstock worktable leadscrew and nut.目录一绪论 (1)1.1 金属切削机床及其重要地位 (1)1.2 问题的提出 (1)1.3 国内外发展状况 (1)二方案论证 (2)2.1 总体布局方案论证 (2)2.1.1 数控立式钻床 (2)2.1.2 钻削中心 (2)2.1.3印刷线路板数控钻床 (3)2.1.4 其它大型数控钻床 (3)2.2 数控钻床功能组成及各部件方案论证 (3)2.2.1 数控系统总体方案确定 (3)2.2.2主机部分总体方案确定 (4)三横梁滚珠丝杠设计计算 (5)3.1 动载强度计算 (5)3.2 滚珠丝杠轴向负荷F的计算 (6)3.3 确定滚珠丝杠型号 (7)3.4 珠丝杠副的几何参数 (7)3.5 传动效率计算 (7)3.6 刚度检验 (8)四机械部分设计计算 (8)4.1 主传动系设计计算 (8)4.1.1 动设计计算 (8)4.2 主轴的设计与计算 (14)4.2.1 选择轴的材料 (14)4.2.2 估算轴的直径 (14)4.2.3 按弯扭轴上合成强度条件计算 (15)4.2.4按疲劳强度的安全系数校核计算 (16)4.3 轴承的选择与校核 (18)4.4 主轴上键的选择与校核 (20)4.4.1 挤压强度校核 (20)4.4.2 耐磨条件校核 (20)五工作台设计与计算 (21)5.1 工作台电机的选择 (21)5.1.1 确定脉冲当量 (21)5.1.3 等效力矩计算 (22)5.1.4 确定蜗轮蜗杆的传动比 (22)5.1.5 确定电机型号 (22)5.2 工作台蜗轮蜗杆的设计计算 (23)5.2.1 确定蜗轮蜗杆模数m (23)5.2.2 蜗杆轴的刚度验算 (24)5.2.3 蜗杆蜗轮几何尺寸计算 (24)5.2.4 蜗杆传动的效率和散热计算 (27)5.3 工作台弹簧的设计计算 (28)5.4 工作台滚动导轨设计计算 (28)5.4.1 滚动体的尺寸要求及确定 (29)5.4.2 滚动体数目确定 (29)5.4.3 保持架样式 (29)总结 (30)致谢 (31)参考文献 (32)一绪论1.1 金属切削机床及其重要地位金属切削机床(Metal cutting machine tools)是用切削的方法将金属毛坯加工成机械零件的机器。
龙门式数控钻床设计说明书
龙门式数控钻床设计说明书1. 引言本设计说明书旨在为龙门式数控钻床的设计与制造提供详细的技术要求和操作指南。
龙门式数控钻床是一种在金属加工行业广泛应用的设备,能够高效、精确地进行钻孔操作。
本文档将从设备的整体设计、机械结构、电气控制以及操作流程等多个方面进行说明。
2. 设备概述龙门式数控钻床是一种采用机械和电子技术相结合的高精度加工设备。
它由床身、龙门、工作台、主轴、进给系统和控制系统等部分组成。
其主要特点包括:•高精度:通过精密的机械结构和精确的数控控制,能够实现高精度的钻孔操作。
•大工件加工能力:具有较大的工作台面积和高承载能力,可用于加工大尺寸工件。
•高效能:数控钻床能够自动化地进行加工,提高生产效率。
•灵活性:通过数控编程,能够实现多种钻孔操作,适用于不同的加工需求。
3. 设计要求本文档中所描述的龙门式数控钻床的设计要求如下:•加工精度:钻孔直径精度应达到0.1mm以内,孔距精度应达到0.05mm以内。
•工件尺寸:能够加工不超过1000mm x 800mm的工件。
•动力系统:主轴转速范围应在100-5000rpm之间,能够满足不同材料的加工需求。
•进给系统:进给速度应可调,并能够实现快速定位和精确进给。
•控制系统:应采用先进的数控控制系统,具有良好的稳定性和可靠性。
•安全性:具备紧急停机、过载保护等安全功能,操作安全可靠。
4. 机械结构设计4.1 床身设计龙门式数控钻床的床身是整个设备的基础,需要具备良好的刚性和稳定性。
床身的结构应采用铸造件或焊接件,并进行适当的加强和支撑设计,以保证设备在加工过程中的稳定性。
4.2 龙门设计龙门是钻床的主要承载结构,其设计要求具备足够的刚性和稳定性,以保证钻孔过程中的精确度和稳定性。
龙门的结构通常采用铸铁或焊接结构,并依据实际工作需求进行适当的加固和加强。
4.3 工作台设计工作台是放置加工工件的部分,需要具备高承载能力和精确定位的能力。
工作台的设计应采用可调节高度和角度的结构,以适应不同加工需求。
龙门式加工中心

龙门式加工中心
定梁龙门式加工中心性能特点 02 I 03
专利技术 ● X轴行程4200-6200mm时,采用超长丝杠辅助支撑专利技术。 ● X轴行程大于4200mm时,采用多段床身对接专利技术。
龙门式加工中心
定梁龙门式加工中心性能特点
机床特色
● 主轴系统恒温强制油冷 ● 工作台宽度为3000mm时,X轴采用三条重载直线滚动导轨。
1-8000 15000 10000
0.018 0.016 0.013
0,016(闭环) 0.015(闭环) 0.013(闭环)
0.010 0.009 0.008 17400
0.014(闭环) 0.012(闭环) 0.011(闭环)
42000
手动铣头(选项)(XH24系列、HGMC系列配)
万能铣头
直角铣头
Z轴 mm/min
定位精度
执行标准GB/T20957.4-2007 X轴
mm
ห้องสมุดไป่ตู้Y轴
mm
Z轴
mm
重复定位精度
执行标准GB/T20957.4-2007 X轴
mm
Y轴
mm
Z轴
mm
机床重量
Kg
备注:工作台长度可选
17/22.5
22/30
32把 随机 400 Φ125
18
32把 随机 400 Φ125
18
1-8000 15000 15000
工作台最大承重
龙门有效宽度
加工范围
坐标行程
X轴
Y轴
Z轴
主轴端面至工作台面最小距离
主轴
锥孔
转速范围
输出扭矩
FANUC
SIEMENS
XH2420B-技术协议

技术资料产品名称XH2420B/6定梁龙门式加工中心汉川机床集团有限公司一、机床用途XH(K)2420B系列机床是横梁固定、工作台移动、龙门框架式加工中心,在继承传统龙门刚性强、稳定性好等特点的基础上,引进消化吸收先进的设计理念,利用有限元法进行力学分析,合理布筋,合理分布质量,使机床整体刚性强,静态精度和动态性能稳定可靠。
具有同类机床先进水平,是一种高效率、高精度、高可靠性的先进设备。
XH(K)2420B系列机床共有七种规格,工作台宽度为2000毫米,工作台长度分别为3000、4000、5000、6000、8000、10000、12000毫米,该系列产品模块化程度高,零部件通用性强,全闭环控制,性能优良。
可根据需要选配直角铣头,万能铣头,工件测量系统,刀具测量系统等功能,满足平面、曲面和孔的加工要求。
广泛适用于轧钢机械、机床、军工、工程机械、矿山机械、船用柴油机、汽轮机、机车车辆机体、印刷、轻纺、模具等制造行业。
二、机床特性◆机床床身、立柱、工作台、横梁、主轴箱等大件均采用优质树脂砂造型、优质铸铁铸造,使机床得到高刚性和长久稳定的精度。
◆X轴采用瑞士进口重载滚柱导轨,刚性强、动态性能佳。
进口滚珠丝杠(X轴行程大于等于8200毫米时,采用进口齿轮齿条传动),结构紧凑、运动平稳、精度高,组合成高刚性,高稳定性机械传动系统。
◆横梁采用阶梯式结构,横梁截面大,导轨跨距大,主轴中心到Z轴导轨面距离设计为最短,翻转力矩小,结构刚性好。
Y轴采用进口重载直线滚动导轨,进口滚珠丝杠传动,刚性强,运动平稳,精度高。
◆Z轴采用瑞士进口重载直线滚柱导轨,刚性强。
采用进口滚珠丝杠传动,两端固定预拉伸结构,运动平稳、精度高。
双缸液压平衡,实现Z轴高精度往复运动。
◆主轴伺服系统采用交流伺服电机和主轴直联结构,进口联轴节转动平稳,主轴轴承采用进口高精密轴承,并配置主轴恒温冷却系统,防止热变形,满足高精度加工要求。
◆主轴采用两点支撑,前端和后端采用六列高精度角接触球轴承形式,轴承内径为Φ90mm,主轴刚性好,回转精度高。
加工中心操作手册
02操作用户说明书总目录目录1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.2 1.2.1 1.2.2 1.2.3 1.2.4 2 2.1 2.1.1 2.1.2 2.2 2.3 2.4 3 3.1 3.1.1 3.1.2 3.1.3 3.2 3.3 3.4 3.4.1 3.4.2 3.5 3.6 3.6.1 3.6.2 3.6.3 3.7 3.8 3.8.1 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 5 5.1 5.2 5.3 5.4 5.5试车和操作安全事项 (4)安全总则 (4)人身安全注意事项 (5)解锁工作区防护门,以便紧急撤离工作区 (6)机床保护注意事项 (7)刀具操作注意事项 (8)安全措施 (8)安全总措施 (8)机床专用安全措施 (9)集成安全 (9)镁加工时用油或乳化液的消防安全(可选功能) (10)操作部件 (11)主操作面板 (11)NC上的机床专用操作面板 (13)机床控制面板(MCP)的专用功能键 (14)工件装载站操作面板 (18)刀库装载站操作面板 (20)手持单元(HHU) (22)基本操作 (24)开/关机 (24)开机并准备运行 (24)停止/启动 (25)关机 (26)X、Y、Z、B和ZP轴的进给速度/快速移动键(镗杆主轴-可选) (27)打开/关闭工作区门 (27)工作区门打开和关闭时的手持单元或使能键的操作 (28)模式2—调整模式 (28)模式3—扩展调整模式 (30)交换工件 (31)刀具装卸 (32)交换主轴上的刀 (32)刀库的装载 (34)换刀机械手 (35)托盘交换 (36)操作时与SINUMERIK840D操作说明书的相异之处 (37)程序段搜索 (37)机床制造商在数控系统中开发的扩展操作区域的说明 (39)参数(刀具管理) (39)刀具目录、刀具柜、刀具表 (39)刀具监测(使用次数、刀具寿命) (41)“刀具管理”子菜单(链式刀库) (43)“Heckert(海科特)”操作区域 (56)服务功能 (57)机床功能 (61)刀库 (77)选择功能 (87)工作区抽尘 (87)预热程序 (87)彩色信号灯 (87)液压装夹系统 (88)传感测头 (91)5.5.1 5.5.2 67在主轴上安装传感测头 (92)使用传感测头 (92)故障排除 (94)数据备份 (95)1.试车和操作时的安全在加工中心的试车期间,对用户来说,因为机床移动部件首次运动,所以会遇到危险。
XK24系列龙门加工中心规格说明书
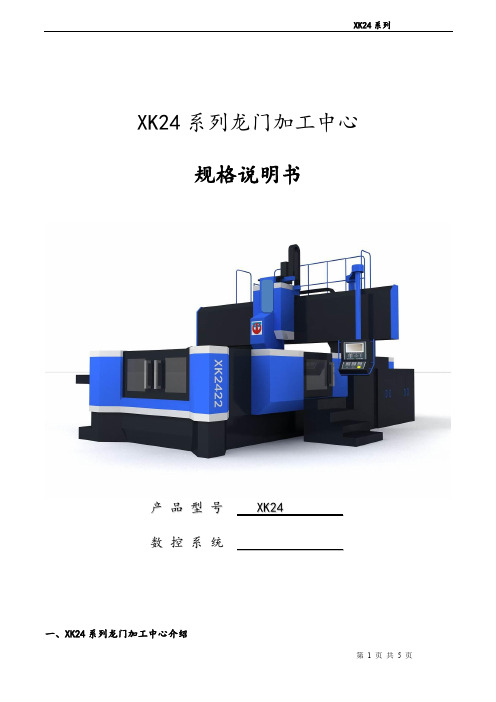
XK24系列龙门加工中心规格说明书产品型号X K24数控系统一、XK24系列龙门加工中心介绍本机床是由资深的技术团队自主研发,设计过程参考和吸收欧洲、日本、台湾等机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该机床具有很强的数控功能,能三轴同时联动,故可加工较大的各种复杂凹凸型腔模具的工件;此外还具有三坐标直线插补、圆弧插补、螺旋线插补,铣、镗、钻、扩、铰孔等多种功能;因此,本机床具有极高的性价比,广泛被用于汽车、模具、航空航天、军工、五金等各种领域,并使客户取得良好的经济效益。
(一)本机床主要特点:1、机床结构方面:该龙门机床的工作台承载导轨采用大跨距和大承载截面,使得机床具有超高强度,保证动态刚性和精度。
横梁采用大尺寸的截面设计与阶梯式导轨结构,缩短了主轴中心线到下方导轨的距离,大幅度减少切削力矩导致的弯曲变形及热变形的影响,确保机床的高精度。
工作台使用横行T型槽排布,更便于工件装夹和排屑、排水,并提高工作台承重刚性。
厚重的床身和工作台以及超大型立柱和横梁,所有铸件合理的布筋结构,构造出机床的高强度、高刚性。
另外三轴“油水独立”设计,床身导水槽整体加高铸出,利于润滑油、切削液易于回收。
2、机床制造方面:A、零件材质:机床床身、工作台等主要铸件均采用集团母公司优质的树脂砂造型的特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
B、零件加工和机床装配检测:本公司拥有多台大型精密加工设备,拥有较强的精密加工能力,机床的大型零件均由本公司自行加工生产,有效地控制了零件的加工精度。
另外,本公司有多名经验丰富的高级技师配合先进的工具与检测仪器,确保了机床精密装配水平,使机床的精度和及其保持性得到保证。
3、配件选用方面:A、导轨方面:标配三轴采用进口高刚性滚柱线轨,相对硬轨可提高移动速度20%至60%,并保证位置精度的稳定性;Z轴选用加大一级线轨,提高抗扭刚度一倍,更有利于强力切削的稳定性;选配三轴硬轨,为需要高刚性重切削的用户选择。
龙门加工中心铣床电控作业指导书

目錄修訂記錄 (01)目錄 (02)<1>目的 (03)<2>範圍 (03)<3>定義 (03)<4>權責 (03)<5>作業說明 (03)5-1電控領料 (03)5-2電控I/O板作業 (03)5-3電控電氣箱配線 (04)5-4電控機台配線 (05)5-5電控機台通電 (07)5-6電控自主檢驗 (09)5-7電控缺點改善 (09)5-8電控出貨資料準備 (09)<6>備註 (09)<7>附件 (09)7-1附件一:龍門加工中心電控作業流程圖 (10)7-2附件二:配電板佈置圖 (11)7-3附件三:電氣箱內部佈置圖 (12)7-4附件四:機台各個位置配線圖 (13)7-5附件五:自主檢查表 (19)7-6附件六:自主檢驗規範 (20)7-7附件七:TS-27R调试说明 (22)7-8附件八:以太网调试说明 (27)7-9附件九:光栅尺调试说明 (35)7-9附件十:侧铣头调试说明 (47)<1>目的為確保電控裝配作業的順暢並確保裝配品質,特訂定本裝配作業指導書。
<2>範圍友華公司生產之標準龍門加工中心之電控作業。
<3>定義3-1 I/O 板:即配電板,電氣箱內安置電子零件的板子,板子上配有 NC 控制器的信號及機台強電部份。
3-2 NC 單元:即基本單元,一種數值控制器,目前有 FANUC 等一種。
3-3 PCB 板:為印製電路,將部分電子零件集中在印製電路內所形成的板,可降低裝配的工時。
3-4 操作面板:即各種按鍵連同一面板所形成。
<4>權責4-1 電控組裝人員:負責機床電控部分之作業。
4-2 電控主管:負責電控工作安排,確保電控作業品質及電控日常性工作處理。
<5>作業說明:《電控作業流程見附件一》 5-1 電控領料5-1-1 電控人員依批次領料單確認倉庫所發之物料是否確實,並在批次領料單上簽名。
XK24251×80龙门镗铣床

XK2425/1×80龙门镗铣床
机械、电气使用说明书摘录:
机械部分(具体内容见使用说明书相关章节)
1.《使用说明书》前言第二条
2.《使用说明书》中《操作说明》之《安全操作规程》
3.《维修保养说明书》
3.1机床各部分采用的润滑剂或润滑脂
3.1.1机床润滑定期保养图表
3.2机床维修保养规程
3.2.1保养规程
3.2.2维修规程
3.2.3保养维护注意事项
3.2.4同步带的调整
3.2.5蓄能器填充气体
3.2.6各种型号铣头润滑说明
电气部分(具体内容见使用说明书相关章节)
1.《电气使用说明书》
1.1开机前准备工作
1.2 MCP及用户自定义键说明
1.3操作步骤
1.4机床电气控制系统的组成及功能简介
1.4.1西门子840D数控系统(内装PLC)
NCK:
OPO10:操作面板
MCP:机床控制面板
PCU50:
1.4.2西门子变频驱动系统SIMODRIVE611D
1.5润滑装置: XK2425/1×80机床集中润滑装置由PLC 进行控制,进行定时、定量润滑。
1.6维修:
1.6.1维修的一般注意事项
1.6.2机床故障排除
1.6.3机床报警(CNC、PLC两部分)
1.6.4报警信息显示及排除。
龙门铣、动梁龙门铣用途及操作规程

龙门铣床的用途及操作规程?龙门铣床是用途广泛的重型机床,主要用于钢铁、能源、化工、桥梁、铁路、汽车、军工、模具及机床行业的大中型零件的各种平面铣削,如水平面、垂直面、斜面、圆弧及各种平面组成的导轨面。
★立铣头配置TX400重型龙门铣头,双矩形导轨,刚性强;铣头装滚珠丝杠、气动拉刀装置、有伺服电机驱动;★侧铣头配置V5型龙门铣头,加装独立润滑装置,升降由普通减速机传动,变频调速;★普铣/数控铣一键式转换三轴数控系统,即可编程操作又能利用扩展面板手动操作,在实际机械加工过程中实现性极强;★床身进退、横梁上下、立铣头上下均配台湾滚珠丝杠,由伺服电机驱动;★配美国马丁公司同步带、同步轮;★手持式电子手轮单元,方便三轴对刀;★独特的横梁升降安全连锁装置,保证机床的重复定位精度;★台标摆线泵组连续润滑,故障率低;★按正规机床工艺制造,导轨面人工刮研。
龙门铣床铣工的操作规程?★工作物要用压板、螺钉或专用工具夹紧。
使用一般的扳手不准加套管,以免滑脱伤人。
★刀具一定要夹牢,否则不准开车工作。
★铣切各种工件,特别是粗铣时,开始应进行缓慢切削。
★移动工作台和刀架时,应先松开固定螺钉。
★工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。
★装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
★在切削中,不准变速和调整刀具,禁止用手摸或测量工件。
TXK24系列数控定梁龙门镗铣床的用途及操作规程?TXK24系列数控定梁龙门镗铣床和TXH24系列定梁龙门加工中心是我公司吸收国内外著名机床厂家的基础上自行开发研制的数控机床,主机结构为工作台移动、横梁固定式龙门框架结构。
它主要适用于汽车、航空航天、机车车辆、纺织机械、印刷机械、造纸机械、机床工具、模具等行业,可对各种板类、箱体类、机架类等精密零件进行数控加工,工件一次装夹后可进行铣、镗、钻、铰、攻丝等多种工序的加工。
具有加工精度高、质量好、效率高等优点。
两种系列产品可根据用户的特殊要求,对产品的结构和参数数据进行适当修改;并可根据不同加工零件的要求和类型,配置附件铣头,以及排屑装置、冷却装置等其它附属装置,以供用户自行选用。
XH2412龙门加工中心用途

技术参数
X轴行程
mm
2200
Y轴行程
mm
1600
Z轴行程
mm
700
工作台尺寸
mm
2000×1250
工作台最大承重
kg
5000
T型槽(槽数×宽度×间距)
mm
7×22×180
过龙门宽度
mm
1550
主轴鼻端至工作台面距离
mm
210-910
主轴孔锥度
BT50
主轴转速
r/min
50-3000或100-6000
XH2412龙门加工中心用途
本机床适用于大、中型机械零件加工及复杂模具制造,一次装夹可满足粗、半精及精加工要求,能完成铣、钻、攻、镗、铰等多种工序。
XH2412龙门加工中心主要结构特点
●龙门框架定梁式结构,基体及主要构件均为高强度铸铁,确保机床长期使用的稳定性。
●X、Y轴采用超重载滚动直线导轨;Z轴采用矩形淬火贴塑硬轨结构;既具有高精、高速的特点,又保持重切削高刚性的优点。
主轴功率
kw
18.5/22
快速移动(X/Y)
mm/min
15000
快速移动(Z)
mm/min
10000
刀库容量
把
16
刀库类型
伞型
换刀时间
sபைடு நூலகம்
11
最大刀具直径
mm
Φ130
刀具最大长度
mm
350
刀具最大重量
kg
15
机床重量
kg
20000
外形尺寸
mm
5800×4000 ×4000
●Z轴安装气液平衡系统,把主轴箱的自重有效平衡,搭配高速、高精度、高刚性主轴单元及浮动打刀结构,使主轴工作在最佳状态
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XK24系列龙门加工中心
规格说明书
产品型号X K24
数控系统
一、XK24系列龙门加工中心介绍
本机床是由资深的技术团队自主研发,设计过程参考和吸收欧洲、日本、台湾等机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该机床具有很强的数控功能,能三轴同时联动,故可加工较大的各种复杂凹凸型腔模具的工件;此外还具有三坐标直线插补、圆弧插补、螺旋线插补,铣、镗、钻、扩、铰孔等多种功能;因此,本机床具有极高的性价比,广泛被用于汽车、模具、航空航天、军工、五金等各种领域,并使客户取得良好的经济效益。
(一)本机床主要特点:
1、机床结构方面:
该龙门机床的工作台承载导轨采用大跨距和大承载截面,使得机床具有超高强度,保证动态刚性和精度。
横梁采用大尺寸的截面设计与阶梯式导轨结构,缩短了主轴中心线到下方导轨的距离,大幅度减少切削力矩导致的弯曲变形及热变形的影响,确保机床的高精度。
工作台使用横行T型槽排布,更便于工件装夹和排屑、排水,并提高工作台承重刚性。
厚重的床身和工作台以及超大型立柱和横梁,所有铸件合理的布筋结构,构造出机床的高强度、高刚性。
另外三轴“油水独立”设计,床身导水槽整体加高铸出,利于润滑油、切削液易于回收。
2、机床制造方面:
A、零件材质:机床床身、工作台等主要铸件均采用集团母公司优质的树脂砂造型的
特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
B、零件加工和机床装配检测:本公司拥有多台大型精密加工设备,拥有较强的精密
加工能力,机床的大型零件均由本公司自行加工生产,有效地控制了零件的加工精度。
另外,本公司有多名经验丰富的高级技师配合先进的工具与检测仪器,确保了机床精密装配水平,使机床的精度和及其保持性得到保证。
3、配件选用方面:
A、导轨方面:标配三轴采用进口高刚性滚柱线轨,相对硬轨可提高移动速度20%至
60%,并保证位置精度的稳定性;Z轴选用加大一级线轨,提高抗扭刚度一倍,更有利于强力切削的稳定性;选配三轴硬轨,为需要高刚性重切削的用户选择。
滑枕配置双配重油缸,悬吊式支撑,对称于主轴、丝杠及电机中心,避免不平衡力矩,保证微量运动的平稳性和准确性。
B、驱动轴方面:工作台拖动采用大惯量交流伺服电机,配置高品质进口滚珠丝杠,
经过设计优化拥有良好的定位精度和抗震能力,使机床工作更加平稳。
丝杠轴承采用NSK
丝杠专用轴承及专用油封,保证轴承的高承载和长寿命。
C、主轴及主传动方面:主轴采用台湾生产的精密主轴,由专用精密轴承经过预紧后
支撑,使主轴刚性和回转精度俱佳。
选配油冷机对主轴循环冷却,有效控制主轴温度变化,从而保证加工精度的稳定。
主轴采用加长型高刚性主轴,比正常主轴增加了50%的长度,加强了使用长刀具加工的刚性,提高了深孔加工的精度,另外,由于主轴加长,主电机安装位置的上移,避免了其他同类产品存在的一个侧面受主电机干涉无法加工的情况,拓宽了五面加工范围。
主轴可选配台湾立卧双输出五面头,C轴可自动分度,配合选配立卧刀库能实现五面自动加工。
主轴运动采用宽调速交流伺服主轴电机,标配皮带减速1:1.5,扭矩比同类产品提高50%,另外可选配意大利BF减速器,相同速度下力矩增大4倍,结合皮带减速比1:1.2的减速,使主轴在低速时得到比同类产品提高20%的扭矩输出,适合重切削,高转速时恒功率适合精加工。
4、功能的多样性:
本机床可选择多种选配功能,提高加工精度、工作效率和拓宽加工应用范围。
可选配采用发格光栅尺实现三轴全闭环控制,可选配32、40、64位链式刀库或24位圆盘刀库或
40、60、100位立卧换刀刀库,可选配各类加大功率手动铣头、正常功率手动铣头、各类
自动铣头五面体铣头、五轴联动摆头、第四轴转盘等等。
(二)机床主要机械件结构图:
二、机床规格及配置特性
1、机床参数表:
2、主要配置表(“●”为标配,“○”为选配,“—”为不配)
2012 年5月。