模切刀模表
模切工程师全面整理 激光刀模知识
模切工程师全面整理,激光刀模知识刀模是模切工作中的重要设备,传统的模切是在印刷品加工后进行的一道裁切工艺,使用刀模可以将印刷品或者其他纸制品按照刀模的形态进行裁切,这样印刷品的形状就可以不再局限于直边直角。
现代技术发展,可以利用激光的强能量对刀模进行切割,激光刀模的用途也就变得更加广泛,使用激光刀模冲压的产品形状更加精细,而且雕刻速度也更快。
激光刀模,是指刀模版上镶嵌模切刀所用的缝隙是用激光切割出来的,一般精度较高,可以加工非常复杂的图形(理论上只要人能画出来,激光就可以切出来)。
1、激光刀模和传统的刀模不一样,激光头不传动,材料转动,精度更高,操作更方便。
2、激光刀模和电动刀模相比,精度大幅度提高,满足精密度要求比较高的设备加工。
3、工作效率高,和一般的刀模相比,激光刀模设备工作效率大大提高。
4、采用激光切割,用电量小,具有节能绿色环保的特点。
5、刀模设备使用寿命长,大大节约投资成本。
6、操作简单,开机即可使用。
激光刀模材料详细激光刀模材料的规格描述:有厚度,高度,刃角,硬度,包装形式5方面。
1、厚度:一般使用单位mm,常用的刀料厚度为0.45mm,0.53mm,0.71mm,1.05mm。
另外,一个通用的单位是pt,1pt=0.35146mm。
以上厚度转化为pt单位后就是1.3pt,1.5pt,2pt,3pt。
2、高度:一般使用单位mm,高度的规格非常多,从8~100,根据自己选择即可。
3、刃角:使用角度单位。
一般有30°,42°,52°的规格。
4、硬度:使用洛氏硬度(HRC)和维氏硬度(HV)两种,刀身的硬度一般在50 HRC以下,刀刃的硬度一般在55 HRC以上。
5、包装形式:有条刀和盘刀两种。
长度一般为1m/条,100m/盘。
激光刀模材料的材质及处理介绍1、选用优质的钢材:钢分子结构紧密,刀身富有柔刃性,受弯后无太大的回弹,分子结构仍保持紧密的联结。
2、精湛的表面退碳处理:将较脆的碳分子从模切刀的表层退去,使刀片受弯时不致表面脆裂,而导致刀身断裂。
模切加工损耗表
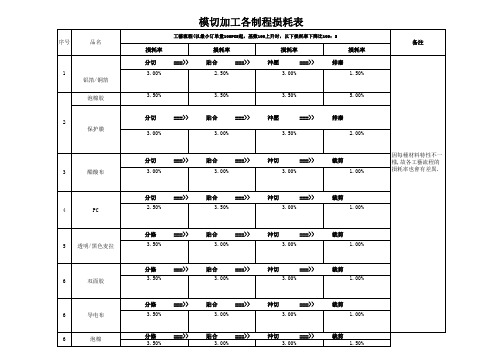
工藝流程(以最小订单量100PCS起,基数100上升时,以下损耗率下降比100:2
序号
品名 損耗率 分切 ===>> 損耗率 貼合 2.50% ===>> 沖壓 3.00% 損耗率 ===>> 排廢 1.50% 損耗率
备注
1 铝箔/铜箔 泡棉胶
3.00%
3.50%
3.50%
3.50%
5.00%
2 保护膜
分切 3.00%
===>>
貼合 3.00%
===>>
沖壓 3.50%
===>>
排廢 2.00%
分切 3 醋酸布 3.00%
===>>
貼合 3.00%
===>>
沖切 3.00%
===>>
裁剪 1.00%
因每種材料特性不一 樣,故各工藝流程的損 耗率也會有差異.
分切 4 PC 2.50%
===>>
貼合 3.00%
===>>
沖切 3.00%
===>&g50%
===>>
貼合 3.00%
===>>
沖切 3.00%
===>>
裁剪 1.50%
===>>
貼合 3.50%
===>>
沖切 3.00%
===>>
裁剪 1.00%
分條 5 透明/黑色麦拉 3.50%
===>>
貼合 3.00%
===>>
沖切 3.00%
===>>
模切与压痕技术

2015-5-13
模压版的制作:压痕模(底模)
压痕模是用于模切压痕的底模,固定在压板之上。
底模的类型
牛皮纸压痕模:牛皮纸质软,容易手工划槽,但不耐压,压痕压
得不透。
绝缘纸压痕模:绝缘合成纤维板、硬化纸板、酚醛塑料胶纸板等。
2015-5-13
模压版的制作:压痕模(底模)
压痕模是用于模切压痕的底模,固定在压板之上。
可进行复杂图形的切割,切割时可按设计在同一版上
开出不同宽度切缝,满足制版要求;
切割速度快,效率高; 已形成计算机图形设计、数据输出、激光切割、自动
化弯刀、装刀的自动控制程序。
2015-5-13
模压版的制作:模切压痕版的分类及特点
按制版时采用不同的衬空材料分:
金属类衬空材料 铅类衬空材料模压版 包括各种规格的空铅、衬铅和铅条等,其规格与活字排版的衬空 材料相同;其特点是排版操作简单方便,改版灵活性好,重复使用 率高,成本低。 钢类衬空材料模压版 如钢型刻版、钢板刻版等,制版时需经机械加工,因而工艺复杂, 难度较高,成本高,周期长;但坚固耐用,重复使用率高,比较适 用于大批量或定型产品的模切。 铝类衬空材料模压版 特点是质地轻,加工方便;但改版困难,底版只能一次性使用, 因而成本也较高。 非金属类衬空材料模压版 所用衬空材料包括各类木板、锌木合钉板、胶合板等,这类衬 空材料制版精度高、加工方便、成本低。 2015-5-13
模压版的制作:模切压痕版的分类及特点
按模压版的组装方式分 :
整体式模压版 在整块衬空材料上按图样开出沟缝,在沟缝中嵌入钢刀或钢线加以 固紧而形成的模压版。其特点是造价较高,但牢靠耐用,易于安装及 调整,贮存备用方便,且在圆压圆模压机上只能采用整体式模压版。
《刀模种类介绍》课件

铜材
铜材具有较好的韧性和延展性, 常用于制作一些需要弯曲或变形
的刀模。
铜材具有一定的防锈性能,但易 受环境影响,长时间使用可能会
氧化变色。
常见的铜材有黄铜、紫铜等,可 根据刀模的具体用途选择合适的
铜材。
铝材
铝材相对较轻,具有良好的导热性和延展性,适合用于制作轻巧的刀模 。
铝材的硬度相对较低,耐磨性较差,因此不适合用于需要频繁使用或高 强度切割的刀模。
3
随着各行业的不断发展,刀模的应用也越来越广 泛,未来有望成为各行业不可或缺的加工工具之 一。
04
刀模的制造工艺
切割工艺
激光切割
利用高能激光束照射在刀模材料上,通过光能转换为热能,使材料熔化、汽化 ,从而实现切割。激光切割精度高,适用于各种复杂形状的刀模切割。
机械切割
利用金刚石刀片等工具进行高速切割,适用于硬质材料。机械切割精度较高, 但加工效率相对较低。
在刀模表面电镀一层金属,以提高刀 模的硬度和耐腐蚀性。常用的电镀金 属有镍、铬等。
其他制造工艺
热处理
对刀模进行加热、保温和冷却处理,以改变其内部组织结构 ,提高刀模的硬度和耐磨性。
表面处理
对刀模表面进行喷涂、喷焊等处理,以提高其耐腐蚀性和耐 磨性。
05
刀模的选择与保养
如何选择合适的刀模
根据用途选择
常见的铝材有纯铝、铝合金等,可根据实际需求进行选择。
其他特殊材质
一些特殊的刀模材料如陶瓷、塑料等, 具有各自独特的特点和用途。
陶瓷刀模具有高硬度、高耐磨性和化学 稳定性好的优点,但易碎且价格较高。
塑料刀模则具有轻便、不易生锈和价格 实惠的优点,但强度和耐用性相对较低
。
03
鞋厂裁断斩刀层数明细表

ቤተ መጻሕፍቲ ባይዱ
制表日期: 年 月 标准层数 序号 8 4 6 6 6 6 8 8 8 8 6 6 10 6 8 6 材料名称 标准层数 8 4 1 1 10 6 6 2 2 5 2 2 6 6 6 47 佳积布 48 松紧带 49 单胶松紧带+牛皮 50 双胶松紧带+牛皮 51 白\黑纸板 52 瓦楞纸 53 2-6MM泡棉 54 8-10MM泡棉 55 15MM泡棉 56 5MM珍珠棉 57 10MM珍珠棉 58 15MM珍珠棉 59 长纤 60 防皮绒+18P布 61 硬衬 62 制表:
部门主管:
裁断各材料标准斩刀层数明细表
制表单位:冲裁部 序号 01 真皮类 02 斩刀上有冲孔冲花 03 山东绸、莱克布 加14P布\加16P布\加18P布 面料、PU、PVC、布、 04 加汗衣布\加8安帆布 05 山东绸+汉衣布 06 莱克布+泡棉+10P布 07 6安帆布 08 8安帆布 09 14P布、16P布、18P布 10 天鹅绒+泡棉+10P布 11 配花进口花布 12 不配花进口花布 13 1.5MM\1.25MM\1.75MM中底板 14 摩术毛 \ 厂区主管: 摩术勾 4 6 10 8 10 6 1 4 2 2 技术部主管: 4 20 21 22 23 24 25 26 27 28 29 30 材料名称 标准层数 序号 1 1 6 15 16 17 18 19 材料名称 V35\3115\302港宝 403\3000港宝 404白软港宝 C04白软港宝 TC布 起毛布 无防布 不织布 汗衣布 莱克布 水洗布 真丝布 绒布 废纸 废PU 三合板 审核: 标准层数 序号 8 6 6 8 10 10 10 8 8 8 6 6 6 10 8 1 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 材料名称 针扎棉 3-4MM乳胶发泡 1.5-2MM乳胶发泡 山东绸上胶+PE纸 弹力进口PU 弹力PU 内里羊纹PU 内里61纹PU 内里针孔纹PU 内里牛纹PU EVA 三明治网布 纸衬 条形布 内里防皮绒
刀模种类介绍

八 熱壓模(MT)
熱壓模:產品有凸位,長槽凸形,都需要熱壓模在
熱壓機上加工,熱壓模結构簡單,但是加工復雜,需在
數控機床加工產品凸位及產品形狀.
底板厚度: 6mm
角度范圍: R0.2↑ (含)
最小間隙: 0.5mm(材料0.1以下)
(1)鋼板經過熱處理之後經過CNC雕刻出來的.精確度高,
耐用車數達50萬車左右.
(2)最小圓孔直徑0.5mm.
六 鋼 刀(PH)
鋼模是由公母模組成.它主要又分為復合模和沖孔模. 1,復合模:復合模能在沖壓機一次行程中完成軋型,沖孔等數道
刀鋒深度: 5.6mm/3.6mm
刀片型號: DH80(日本硬刀)
(1)雷射切板+機器折刀/手工折刀、精準度普通、耐用車數
0.254↓約10萬車 0.254↑~0.375約5萬車
四 蝕刻刀(F)
常用刀材及制刀標準: 鋼板類型: 1.2mm 刀鋒高度: 0.8mm 底板厚度: 0.2mm 公差精準度:+-0.05mm(10條) 建議公差: +-0.1mm(20條) 角度范圍: R0.2↑ (含)
工序,在完成這些過程中,村料不需要再移動.
2,沖孔模:只開內孔,先把產品內部的孔沖掉,然後再軋外形.
鋼模的特點: 產品尺寸穩定精度高,變化小,模具耐磨損,不易損 壞,壽命長可達100万次以上.
七 折彎模(MT)
折彎模分為常溫彎曲和低溫彎曲兩種.
常溫彎曲:不需要增加溫度就能把產品角度彎曲達到圖面要求.
十一种模切材料详解:迄今为止最专业的模切材料大全!

十一种模切材料详解:迄今为止最专业的模切材料大全!本文详细介绍十一种模切材料的名称、分类、尺寸计算、性能及常见问题,堪称迄今为止最全面最专业的模切材料大全。
● 表面涂层:表面涂层(喷墨)、热转印涂层、点阵涂层、激光调色成像涂层、高亮涂层、亚光涂层;● 面材:纸、醋酸纤维、聚酯、聚烯烃、聚乙烯、聚丙烯、聚酰亚胺、丙烯酸酯、铝膜、反光膜粘合剂;● 离型涂层:略;● 离型纸:高密度牛皮纸、PE 涂布牛皮纸、粘土涂布牛皮纸、薄膜离型纸。
材料长度计算该公式的推演是等体积法,从大家所熟悉的圆柱体积计算公式得到:(1)圆柱的体积 V=底面积S×高 H(2)底面积S=π×R²材料的体积=大圆柱体积-小圆柱体积=π×R²×H-π×r²×材料宽度H=3.14(外径半径平方R²-内径半径平方r²) ×材料宽度 H同时,材料的体积=材料宽度H×材料长度L×材料厚度 C因此,3.14(外径半径平方R²-内径半径平方r²)×材料宽度 H =材料宽度H×材料长度L×材料厚度 C所以,材料长度 L=3.14(外径半径平方R²-内径半径平方r²)÷材料厚度 C模切原材料举例高温绝缘类:聚酰亚胺(PI)胶带(膜)、聚脂(PET)胶带(膜)、玻璃纤维胶带、特氟龙(PTFE)胶带(膜)、聚醚醚酮(PEEK)胶带(膜)、PP 胶片、阻燃快巴纸、青(红)壳纸、PB 纸、NOMEX 纸、云母纸、硬软质云母片材、聚芳砜织维纸-聚酰亚胺薄膜复合材料(SHS)、聚芳织维纸 -聚酰亚胺薄膜复合材料(NHN )、聚胺脂泡棉阻燃(难燃)等。
缓冲吸收类:PORON 泡棉、INOA C 泡棉、ServteK 泡棉、PE、IXPE、EPE、CR、EPDM、吸音棉、PE 泡棉等。
刀模(送检)验收记录表

验收标准
验收记录(生技人员填写)
判定
OK
NG
1
外观检验
2
特性(过切)
3
4
生技人员依据验收标准执行验收作业,验收过后将生技判定结果记录在该栏内
录(品管人员填写)
量测仪器
S/N
量测标准
量测记录
判定
第一模
第二模
第三模
第四模
第五模
第六模
OK
NG
1
2
3
4
5
6
7
8
9
10
11
xxxx光电科技有限公司
刀模(送检)验收记录表
供应厂商
刀模名称
规格
入厂日期
送货数量
送检人员
送检注意事项:
1)刀模有过多过切或六模有三模过切,不必送检。
2)检验项目中的外观检验及特性(过切),由生技执行验收。
3)生技在执行验收过程中如有NG状况,生技有权直接判退,验收合格后方可交由品管进行尺寸量测。
S/N
12
备注:
品管判定
OK
NG
单位主管
检验员
最终判定
允收
批退
特采
核准(管理代表)
采购
表单编号:xx-xxx-x-x-006A
刀模使用寿命记录表

刀模使用寿命记录表刀模使用寿命记录表——提升生产效率的利器引言:近年来,随着工业化进程的加速,刀模的应用越来越广泛,无论是在制造业还是日常生活中,刀模都扮演着重要角色。
然而,随着使用时间的累积,刀模的使用寿命逐渐缩短,给生产和生活带来一定的困扰。
为了更好地管理和维护刀模,记录刀模的使用寿命是非常重要的。
在本文中,将介绍一种刀模使用寿命记录表的设计和应用,以帮助提升生产效率和延长刀模的使用寿命。
一、刀模使用寿命记录表的设计1. 表格结构刀模使用寿命记录表主要包含以下列:序号、日期、使用次数、加工材料、加工效果、刀模状况、维护情况、刀模寿命预计等。
通过这些列的设计,可以全面、系统地记录和分析刀模的使用情况。
2. 数据记录和分析在每次使用刀模后,及时将相关数据填写到记录表中。
其中,日期和使用次数是必填项,可根据需要添加其他项。
每个刀模使用的加工材料和加工效果也需要记录。
通过累积和分析这些数据,可以更好地了解刀模的磨损状况,及时进行维护和更换,以延长其使用寿命。
二、刀模使用寿命记录表的应用1. 生产管理通过刀模使用寿命记录表的应用,生产部门可以清楚地了解每个刀模的使用情况,包括使用次数、加工效果等。
基于这些数据,生产部门可以进行生产计划的合理安排,避免因刀模寿命过短而导致的生产停滞。
及时维护和更换刀模也可以减少生产线的故障率,提高生产效率。
2. 维护管理通过进行定期的刀模使用情况回顾和分析,可以及时发现刀模的磨损和破损情况,采取相应的维护措施。
维护措施可以包括清洁、磨削、涂敷保护剂等,以延长刀模的使用寿命。
还可以根据刀模使用寿命预计情况,提前准备备用刀模,避免因刀模临时损坏而影响生产进度。
三、个人观点和理解刀模使用寿命记录表的应用对于提升生产效率和延长刀模的使用寿命非常重要。
通过记录和分析数据,可以更好地了解刀模的使用情况,及时进行维护和更换,从而减少生产停滞和故障率。
刀模使用寿命记录表还可以帮助生产部门进行生产计划的合理安排,提高生产效率。
鞋模鞋面概述

有原点和材料的缩水率,根据3D模型的具体形状,刀具 档编好程序转NC.
五. NC木模,铜极 把程式定好的材料和原点,在CNC机器上定好位,将程
式编好顺序的刀具以及基准点进行切削木模.
六. 木模,铜极的确认: 依据工程图纸取出的纸板(包括材料的缩水)、模口板、
3D CAD 曲面
3D CAD Digitizing
利用Rhino軟体用2D工程 圖來建構立體模型,先將工 程圖由IGS格式轉到Rhino, 將工程圖的底花,側牆,龍 骨,各部分剖面組成一個龍 骨架,在這個龍骨架的基礎 上鋪面,將細節部分建構出 來,再轉*.IGS送編程.
3D 編程
3D CAM program
设计比较简单以及边墙不高的鞋型才做传统加工。
八. 刨床: 模具上下分模,内仁剖沟,模具外观加工,依照相
应的形状、弧度取出缩水板进行加工。
九. 仿床,铣床: 主要加工内仁、上盖、中框、中板、内仁龙骨、内仁
填物、内仁补强、钻孔、打气孔。
十. 放电 EDM: 主要是用石墨、铜极。 石墨相对比较硬,损耗较小,合适于一些有棱角的。 铜极相对比较软,损耗较大,合适于一些稍有弧度、
3. 楦长
※ 楦长要用卡尺不测量. ※ 楦长: 后跟中心到鞋头中心的距离. ※ 楦头应水平放置测量.
4. 围度测量
※ 围度通常有三个凸点标记(内、中、外). ※ 围度是由这三个凸点来测量的,这三个凸点是楦头厂商
标记上去的,它是由PFI测量机测量出来的.
注意:测量尺应围在三凸点前端测量.
5. 鞋头翘度
7. 充许误差
楦底板
鞋头卡板 后跟卡板 楦头长度 围度 鞋头翘度 后锥高度
彩盒价格核算基本知识.doc
彩盒价格核算基本知识目录1、生产工艺2、材料知识3、价格核算4、案例说明5、资讯渠道【1】生产工艺生产流程大致为:纸盒结构设计——→绘制印刷轮廓图——→装潢图案设计——→制版(出菲林/晒网)——→印刷——→表面处理(上光、压光/磨光、覆膜)——→裱坑——→模切(即啤盒)——→粘盒(折叠、打钉)——→外观检查——→包装此外,平行进行的工作有:绘制背衬加工图——→雕刻背衬版;绘制模切排料图——→锯切模切版——→装夹压刀、切刀——→模切板主要设备:网房、印刷机、过油机/磨光机、(自动裱坑机)、模切机、(自动粘盒/打钉机),其中对价格影响较大的是印刷机(设备分摊费用)。
工艺重点说明:1、出菲林:分色制作,每色出一张2、印刷:包括平印/胶印、凹印、凸印/柔印、丝网印刷等,一般采用张页平版印刷,根据设计要求分单色、双色、三色、四色及多色3、表面处理:①上光:指在印刷品表面涂或喷、印上一层无色透明涂料,经流平、干燥压光后在印刷品表面形成薄而匀的透明光亮层,增加表面光泽与立体感,令其更精致美观并有效保护印刷图文。
常用涂料有水性上光油、溶剂性上光油、UV上光油等方式。
②压光/磨光:指在印品表面涂一层磨光油,然后经过高温钢板压光。
磨光产品要用晾纸架,待产品完全冷却后才能使用。
③覆膜:在印品上施用了一层PV A胶膜,改善表面光泽度,使色彩牢靠。
缺点是纸品不能回收利用,易造成白色污染。
4、裱坑:裱贴芯纸和内纸。
5、模切(即啤盒):用刀模模切压痕与纸盒成型6、粘盒:无线胶粘或打钉【2】材料知识彩盒原材料包括面纸、内纸和芯纸:1、面纸多是采用厚度在0.4-.08mm,定重为220-400g/m2的纸板。
纸板按尺寸分为正度、大度、特度等,参考价格为(单位:元/令):注:纸板报价单位一般为令,500张全张纸为一令,每令纸的重量即令重计算可用简便公式:A=K·W。
计算结果取一位小数,折算每吨令数则取三位小数,如:52g 787×1092mm纸张令重A=K·W=0.4297×52=22.3(kg/令)附;常用纸张标准令重、每吨令数换算表(一)2、内纸一般采用:A、B、C,参考价格为(单位:元/千平方英寸):3、芯纸一般采用:E坑、、高坑、普坑,根据设计要求(强度、抗冲击性等)选用,普通彩盒【3】价格核算价格组成因素:材料费用(一般占报价的70%,含三种材料:面纸、芯纸、内纸,价格比较透明可以从材料行情上获得)、加工费用已含利润按实施的工序收取(具体见下表)、附加费用包括菲林费用(分颜色,每色一张,按面积计算价格,一般为100元/1000寸张)及刀模费用(一般为300—500元)(当订单连续且数量达到一定额,一般不计附加费用)。
印刷机械-模切辊的设计
湖南农业大学东方科技学院全日制普通本科生毕业设计模切辊的设计DESIGN OF CUTTING ROLLER学生姓名:学号:年级专业及班级:指导老师及职称:湖南·长沙提交日期:2013年 5月湖南农业大学东方科技学院全日制普通本科生毕业设计诚信声明本人郑重声明:所呈交的本科毕业设计是本人在指导老师的指导下,进行研究工作所取得的成果,成果不存在知识产权争议。
除文中已经注明引用的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体在文中均作了明确的说明并表示了谢意。
本人完全意识到本声明的法律结果由本人承担。
毕业设计作者签名:年月日目录摘要 (1)关键字 (1)1 前言 (2)1.1 选择本课题的背景和意义 (2)1.2 模切辊的发展概况 (2)2 模切辊的研究内容 (3)2.1 设计方案的拟定 (3)2.2 模切刀模装置设计 (3)2.3 模切刀辊的主要技术参数设计 (3)3 模切装置的结构设计计算 (4)3.1 机器的设计计算 (4)3.2 模切轴的设计计算及强度校核 (5)3.2.1 刀轴的设计计算 (5)3.2.2 刀轴的强度校核 (7)3.2.3 刀轴的制造工艺 (15)3.3 刀轴辅助零件设计 (16)3.3.1 齿轮的设计 (16)3.3.2 轴承的选择 (16)3.3.3 刀轴小零件设计 (16)3.4 螺栓组结构的设计 (17)3.4.1 螺栓受力分析 (17)3.4.2 确定螺栓直径 (17)3.4.3 螺栓组校核计算 (18)4 模切装置的安装设计 (19)5 模切材料及其应用领域简介 (19)5.1 模切材料 (19)5.2 应用领域简介 (20)5.2.1 汽车应用 (20)5.2.2 包装应用 (20)5.2.3 电脑应用 (21)5.2.4 手机应用 (21)6总结 (21)参考文献 (22)致谢 (23)模切辊的设计学生:指导老师:(湖南农业大学东方科技学院,长沙 410128)摘要:论文从模切辊的轴体基本尺寸的确定,材料的选定及受力情况,弯曲强度进行分析,重点设计刀轴工艺结构和辅助结构零件,对工作零件,定位零件,紧固件及其他零件外形大小尺寸等的计算与确定,设计出整套模切刀装置的结构。
冲压模具尺寸设计标准系数表

冲压模具尺寸设计标准系数表冲压模具尺寸设计标准系数表是用于指导冲压模具设计的一种参考工具。
在进行冲压模具设计时,需要考虑到材料的性能、工艺要求、产品要求等因素,而尺寸设计则是其中非常重要的一部分。
尺寸设计的好坏直接影响到模具的使用寿命、生产效率和产品质量。
冲压模具尺寸设计标准系数表是根据冲压工艺的特点和经验总结出来的一种标准化方法。
通过将冲压模具的尺寸与零件的尺寸进行比较,分析模具所承受的载荷、应力分布和变形等情况,选择合适的材料和尺寸,以满足产品的要求。
冲压模具尺寸设计标准系数表通常包括以下几个方面的内容:1. 冲裁模尺寸设计标准系数表:主要包括冲裁模的根数、直径、间距、半径和高度等尺寸。
这些尺寸的选取要根据冲裁工艺的要求和产品的尺寸来确定,以保证冲裁的准确性和稳定性。
2. 下模尺寸设计标准系数表:主要包括下模的高度、宽度、长度和支撑结构等尺寸。
这些尺寸的选取要考虑到模具的牢固性和稳定性,以确保冲压过程中模具不会发生变形或破裂。
3. 凸模尺寸设计标准系数表:主要包括凸模的高度、直径、半径和间距等尺寸。
这些尺寸的选取要考虑到材料的强度和变形情况,以确保凸模能够正常工作并满足产品的要求。
4. 弹簧尺寸设计标准系数表:主要包括弹簧的直径、长度和弹性系数等尺寸。
这些尺寸的选取要考虑到弹簧的载荷和变形情况,以确保弹簧能够提供足够的压力并保持稳定的工作状态。
冲压模具尺寸设计标准系数表的制定需要根据具体的冲压工艺和产品要求来确定,不同的产品和工艺可能会有不同的尺寸设计要求。
因此,在进行模具设计时,设计人员需要根据实际情况选择合适的系数表,并对其中的尺寸进行相应的调整和优化,以满足产品的要求。
同时,模具设计人员还需要具备一定的经验和专业知识,以对尺寸设计进行合理的把握和调整。