模切行业雕刻刀模的编程与制作
模切行业雕刻刀模的编程与制作
一磨刀在我用的数控雕刻机是泰州三星机床厂2006.04生产的SKDK4030型的。
常用的刀具一般Φ0.4到Φ4的铣刀,这些刀都是四刃的,又叫四棱刀;还有30°到90°的三刃刀,这些刀都是经常需要磨的。
刀具一般是硬质合金刀,还有金刚石。
磨刀的砂轮一般是金刚石的,有粗细之分,粗磨的时候用粗砂轮,离需要的尺寸差不多时,就用细砂轮来磨。
每次进给小一点。
四刃刀:磨四刃刀,刻度就为0,每90°旋转一次,不段的反复,直到磨到需要的尺寸。
四棱刀不宜过长,刀刃的长度一般为6mm左右,一般要磨的有Φ1.5、1.2、1.0、0.8、0.6、0.5、0.4;Φ4、3、2一般为四刃的,都是四齿的,磨四齿就可以了,一般这种刀比较难磨。
对角磨出两个齿,对角为刀直径。
一般用来铣花料。
一般情况下从0.4到0.8的刀用过一次或两次就需要磨,因为刀越小越容易断,主轴转速也高。
一般为15000转,最低转速为6000转。
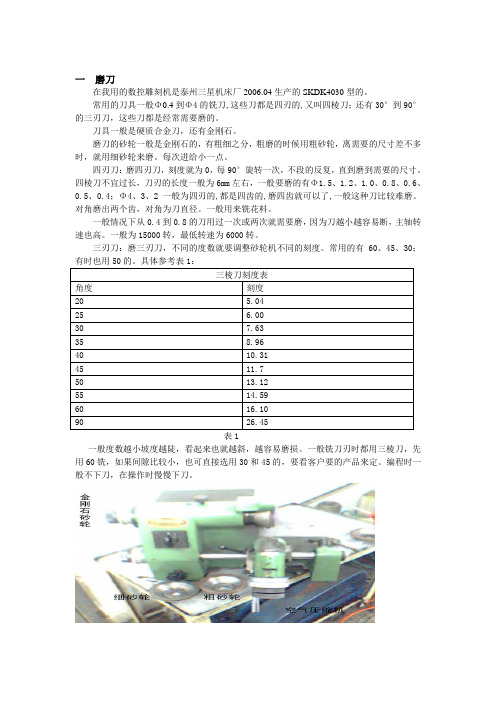
三刃刀:磨三刃刀,不同的度数就要调整砂轮机不同的刻度。
常用的有60、45、30;有时也用50的。
具体参考表1:三棱刀刻度表角度刻度20 5.0425 6.0030 7.6335 8.9640 10.3145 11.750 13.1255 14.5960 16.1090 26.45表1一般度数越小坡度越陡,看起来也就越斜,越容易磨损。
一般铣刀刃时都用三棱刀,先用60铣,如果间隙比较小,也可直接选用30和45的,要看客户要的产品来定。
编程时一般不下刀,在操作时慢慢下刀。
二装夹和对刀我们用的钢板主要是洛12的,比较硬,用来加工的钢板要经过很多的工序:要表面淬火、磨平、抛光等最后才用来加工。
装工件之前应该先把工作台清理干净,用静布擦一下,保持表面很平整,没有铁屑。
然后把找好中心的工件装上去,这样也就粗略的把X和Y轴对好了,只要再对一下Z轴就可以了。
工件装时一般用垫片把工件的四周都垫起来,避免加工时碰到导轨。
模切刀模设计[001]
![模切刀模设计[001]](https://img.taocdn.com/s3/m/2304846d182e453610661ed9ad51f01dc2815723.png)
模切刀模设计一、概述模切刀模设计是指根据产品需要,设计制作切割模具,将材料切割成特定形状的工艺过程。
模切刀模设计对于各种材料的切割,如纸板、皮革、布料等具有重要的应用价值。
本文将以模切刀模设计为主题,介绍模切刀模设计的基本原理和流程。
二、模切刀模设计的基本原理模切刀模设计的基本原理是通过模切刀模具的刀刃与材料接触,施加力量将材料切割成所需形状。
根据切割的要求,可以设计不同形状的模切刀模具,如直线切割、曲线切割、椭圆形切割等。
模切刀模设计的关键在于确定切割的路径和形状,以及选择合适的切割工艺参数。
三、模切刀模设计的流程模切刀模设计的流程主要包括以下几个步骤:1. 确定切割需求和材料特性在进行模切刀模设计之前,首先要明确产品的切割需求和材料的特性。
根据产品的形状和尺寸要求,确定所需切割的路径和形状。
同时,了解材料的硬度、厚度等特性,以便根据材料的特性进行模切刀模设计。
2. 设计模切刀模具根据切割需求和材料特性,设计模切刀模具。
根据切割的路径和形状,设计刀刃的形状和数量。
同时,考虑到模切刀模具的结构和可制造性,进行模切刀模具的细节设计。
3. 制造模切刀模具根据模切刀模具的设计图纸,进行模切刀模具的制造。
根据所需切割的材料和材料特性,选择合适的材料进行制造。
通过数控加工、电火花加工等工艺,将模切刀模具制造成型。
4. 制作切割工艺参数根据模切刀模具的设计和材料特性,制作切割工艺参数。
根据切割的路径和形状,确定切割的速度、压力等工艺参数。
5. 进行模切刀模设计和试验根据设计的模切刀模具和切割工艺参数,进行模切刀模设计和试验。
通过试验,调整切割工艺参数,优化模切刀模具的设计,以获得最佳的切割效果。
6. 评估和改进根据试验结果和实际应用情况,评估模切刀模设计的效果。
根据评估结果,进行改进,优化模切刀模设计。
四、模切刀模设计的应用领域模切刀模设计广泛应用于各个行业。
以下是一些常见的应用领域:•包装行业:用于纸盒、纸袋等包装制品的切割。
大型模具厂CNC编程工作流程项
一、编程前的准备工作:1.收到实体后应先了解模具结构。
2.产品中心与模具中心是否重合或偏移,多型腔是否对称。
3.了解产品的配合关系,在配合位处(如止口、孔)要预留余量。
4.定加工坐标系,一般模具中心或模具的基准角即为加工坐标系,模仁最高面底面或分型面为Z零面,要注意模架面与分型面的高差。
5.编程前一定要进行光顺“FAIR”,以提高曲面质量及加工质量。
6.确定好快速定位抬刀高度。
二、确定加工工艺(以提高效率和加工质量为原则)1.数控加工工序一般分为:开粗,二粗,粗清角,半精,半精清角,精光,精清角加工。
2.尽量用大刀开粗,小刀清角。
粗加工的刀径要比清角刀径大。
3.大面积平台,一律用平底刀铣,禁止为方便用球刀整体加工。
4.加工步距要灵活变通,一般上模要光滑点,下模可粗糙点。
5.粗加工时每层的吃刀深度约—,粗加工后的加工余量为—。
6.加工步距:型腔精加工步距为,型蕊,分型面—,粗电极,精电极。
(加工步距可以根据刀具直径大小适当调整)三、编程过程中应注意的问题:1.尽量使用圆角刀开粗,降低刀粒损耗。
2.充分考虑刀具刚性,尽量控制长径比小于5在使用加长刀具加工时,可用尖角刀,以减少铣削接触面,避免弹刀。
3.一般情况下,碰擦穿面要碰模余量;大面积封胶位,可留封胶,其余铣避空。
四、常用刀路介绍:1.环绕等高加工(WCUT)选定边界封闭线框中所要加工的曲面,进行逐层等高铣削。
适用于高效开粗及半精,在参数设定选用“素材STOCK”加工方式。
也可以设定只做外形加工平等高精加工曲面,但对较陡曲面加工效果良好,对平缓曲面加工效果差,用于局部清角。
*做电极时,用WCUT开粗顶部曲面;再设定做2D外形加工来铣削避空部份,以达到高效加工。
2.环绕投影加工加工所选定封闭区域曲面,也可以有岛屿回避。
走刀方式有三种:A、平行走刀(可设定在某角度)B、环绕加工:由内向外或由外向内加工。
C、辐射加工:适用于两环之间的区域加工。
注:1)SRFPKT一般使用球刀,对于平缓曲面效果好,而对较陡曲面效果差。
模具零件数控自动编程
模具零件数控自动编程模具制造是工业生产中非常重要的一环。
模具零件通常由许多复杂的孔、凸台和嵌入物组成。
传统上,编写模具零件的数控程序是一项繁琐的任务,需要手动编程和处理大量的代码。
然而,随着现代技术的发展,计算机辅助设计(CAD)和计算机辅助制造(CAM)的使用越来越普及,使得模具零件数控自动编程成为可能。
数控编程简介数控编程是在计算机上生成控制机床运动的代码的过程。
数控编程可以通过手动编写源代码来完成,或者可以使用CAD/CAM软件自动生成代码。
自动生成的代码通常更加准确且具有更高的效率。
数控编程通常包括以下几个步骤:1.设计模具零件:首先,使用CAD软件设计模具零件。
CAD 软件提供了一个友好的界面,可以轻松地创建和修改模具零件的几何形状。
2.编写加工策略:接下来,需要决定如何将零件加工。
这包括选择切削工具、确定切削路径和定义切削参数等。
3.生成数控代码:一旦设计和制定了加工策略,就可以使用CAM软件自动生成数控代码。
CAM软件根据模具零件的几何数据和加工策略生成适当的数控指令。
4.优化和修正代码:生成的数控代码通常需要优化和修正,以确保其与机床的控制系统兼容。
这包括解决潜在的碰撞问题、调整切削路径和参数,以及确保代码的正确性。
5.加载代码到机床:最后,将优化和修正后的数控代码加载到机床的控制器中。
控制器将按照代码中指定的加工策略来控制机床运动,并加工模具零件。
模具零件数控自动编程的优势模具零件数控自动编程具有许多优势,这些优势使得它成为模具制造领域的重要技术。
1.准确性:自动编程可以确保生成准确的数控代码,减少人为错误的出现。
这样可以降低零件加工的失败率,提高生产效率。
2.效率:自动编程可以大大提高编写数控代码的效率。
相比于人工编程,自动编程可以在很短的时间内生成大量的代码,从而节省了大量的人力资源。
3.灵活性:自动编程可以根据不同的模具零件和加工要求,灵活地调整加工策略和切削参数。
这使得模具制造商能够更好地满足客户的需求,提供定制化的产品。
教你如何制作UG数控编程的刀具与加工程序模板
教你如何制作UG数控编程的刀具与加工程序模板
一、制作刀具
1、选择合适的刀具:在UG数控编程中,要先选择合适的刀具,可以
根据加工工件的形状及所需切削效果等,来决定用什么样的刀具比较合适,以达到更好的加工效果。
一般来说,刀片头部有四种形状,如头部圆弧形,头部半圆形,头部方形和头部梯形,常用的刀具有立铣刀、螺旋刀、立柱刀、曲面刀等。
2、根据加工要求,选定刀片的规格:根据加工工件的形状及所需切
削效果等,来确定刀片的规格,一般来说,根据犁面厚度、刀具轴承和切
削深度等,来确定刀片的尺寸,以保证加工精度。
3、选择刀具的刃尖位置:刃尖位置即刀具尖端与刀杆的端部的相对
位置,一般有前刃尖、后刃尖、外刃尖、内刃尖、平刃尖等,根据加工要求,进行合理的选择。
1、了解编程语言:在编写UG数控编程的加工程序模板之前,首先要
了解UG使用的编程语言,了解UG的数控编程的基本语法,这样才能更好
的编写程序模板。
2、根据加工要求,编写G代码:在编写程序模板时,首先要根据加
工要求,编写不同的G代码,G代码一般由G00、G01、G02、G03和G04
等字符组成,其中G00代表定长定时加工,G01代表线性连续加工,G02
代表圆弧连续加工。
木工雕刻机编程操作流程

木工雕刻机编程操作流程在木工雕刻机领域,编程操作是非常关键的一环。
它不仅决定了雕刻机的运行效果,还直接影响到成品的质量和精度。
本文将介绍木工雕刻机的编程操作流程,帮助读者更好地掌握这一技能。
一、前期准备在进行木工雕刻机编程操作之前,我们首先需要进行一些前期准备工作。
具体步骤如下:1. 材料选择:根据需求选择适合的木材材料,并进行切割和修整,确保木材平整无瑕疵。
2. 设计图纸:根据雕刻要求,使用计算机辅助设计软件(如AutoCAD)绘制出相应的设计图纸。
在设计过程中,需要考虑雕刻机的工作范围和限制,以及刀具的使用规格等。
3. 选择刀具:依据设计图纸和雕刻要求,选择适当的刀具进行雕刻。
刀具的选择需考虑到材料的硬度、雕刻的深度和精度等因素。
二、导入程序完成前期准备后,就可以开始进行编程操作了。
以下是木工雕刻机编程操作的具体流程:1. 打开软件:启动木工雕刻机的控制软件,并将设计图纸导入软件中。
通常,雕刻机的控制软件会有自带的文件导入功能,可以支持常见的文件格式(如.dxf)。
2. 设定雕刻参数:在导入图纸后,需要根据具体材料和需求,设定雕刻的参数。
常见的参数包括刀具的转速、进给速度、切削深度等。
3. 程序调整:根据设计图纸的要求,对编程程序进行调整。
这其中包括刀具路径、刀具的起始位置、各轴移动速度等。
4. 预览模拟:在进行实际雕刻之前,可以使用软件进行预览模拟,以检查设计图纸是否符合要求,以及避免后续操作中的错误。
5. 保存程序:完成程序调整和预览模拟后,需要将编程程序进行保存,以备后续使用。
三、操作步骤完成编程程序后,我们需要将程序加载到木工雕刻机上,并进行操作。
以下是具体的操作步骤:1. 定位工件:将待雕刻的木材工件放置在雕刻机的工作台上,并将其固定好,确保工件的稳定。
2. 加载程序:在雕刻机的控制面板上选择加载程序的选项,并将之前保存的编程程序进行加载。
3. 程序检查:在加载程序后,需要再次检查程序的正确性。
精雕模具编程教学教案模板
课程目标:1. 使学生了解精雕模具编程的基本概念和流程。
2. 掌握常用的模具编程软件操作,如MasterCAM、ArtCAM等。
3. 学会设计简单的模具模型,并能够进行刀具路径的设置和加工模拟。
4. 培养学生解决实际模具编程问题的能力。
课时安排:共4课时第一课时:精雕模具编程概述一、教学目标1. 了解精雕模具编程的定义和重要性。
2. 掌握模具编程的基本流程。
二、教学内容1. 精雕模具编程的定义和作用。
2. 模具编程的基本流程:设计模型、选择加工策略、设定刀具路径、模拟加工过程、生成加工代码。
三、教学过程1. 引入:介绍精雕模具编程的概念,让学生了解其在模具制造行业中的重要性。
2. 讲解:详细讲解模具编程的基本流程,结合实际案例进行说明。
3. 演示:展示常用的模具编程软件,如MasterCAM、ArtCAM等,让学生初步了解软件界面和功能。
4. 总结:对本节课的内容进行总结,布置课后作业。
第二课时:模具设计模型创建一、教学目标1. 学会使用CAD软件创建模具模型。
2. 掌握基本的三维建模技巧。
1. CAD软件的基本操作。
2. 三维建模的基本技巧。
三、教学过程1. 引入:讲解模具设计模型创建的重要性。
2. 讲解:介绍CAD软件的基本操作,如线条、曲面、实体等。
3. 演示:展示如何使用CAD软件创建模具模型。
4. 练习:让学生动手实践,创建简单的模具模型。
5. 总结:对本节课的内容进行总结,布置课后作业。
第三课时:刀具路径设置与加工模拟一、教学目标1. 学会设置刀具路径。
2. 掌握加工模拟的方法。
二、教学内容1. 刀具路径设置的方法。
2. 加工模拟的方法。
三、教学过程1. 引入:讲解刀具路径设置和加工模拟的重要性。
2. 讲解:介绍刀具路径设置的方法,如刀具选择、起始位置、运动轨迹等。
3. 演示:展示如何设置刀具路径和进行加工模拟。
4. 练习:让学生动手实践,设置刀具路径并进行加工模拟。
5. 总结:对本节课的内容进行总结,布置课后作业。
CAD软件在模切刀具设计中的高效使用技巧与案例

CAD软件在模切刀具设计中的高效使用技巧与案例CAD软件是一种功能强大的工具,在各种设计领域有着广泛的应用。
在模切刀具设计方面,CAD软件也扮演着重要的角色。
本文将介绍一些CAD软件在模切刀具设计中的高效使用技巧,并通过实际案例来进行说明。
首先,CAD软件可以帮助设计师快速创建刀模的形状。
在模切刀具设计中,刀模的形状通常是复杂多变的,传统的手工设计方式往往耗时且误差较大。
而CAD软件可以通过绘制曲线、创建曲面等工具,简化设计过程,快速创建复杂的刀模形状。
例如,可以使用CAD软件的绘制曲线工具,绘制出刀模的轮廓,然后通过曲面细分工具进行平滑处理,最终得到精确的刀模形状。
其次,CAD软件可以进行三维模型的可视化展示。
设计师可以将刀模的三维模型导入到CAD软件中,通过对模型进行旋转、缩放等操作,全方位地观察刀模的形状和结构。
这对于检查刀模的设计是否符合要求、是否存在错误或冲突非常有帮助。
此外,CAD软件还可以通过添加材质和光线效果,使刀模在可视化展示中更加真实、生动。
例如,设计师可以在CAD软件中为刀模添加金属材质,并设置光源的位置和强度,以达到逼真的效果。
另外,CAD软件还可以进行刀具路径的规划和优化。
在模切刀具设计中,刀具路径的规划对于刀模效果和生产效率有着重要影响。
CAD软件可以通过导入模具工件的三维模型,根据切削原理和刀具特点自动生成合理的刀具路径。
设计师可以通过调整刀具路径的参数,如切削速度、进给速度等,来优化刀具的切削效果和加工效率。
例如,设计师可以在CAD软件中调整切削速度和进给速度的值,以达到既能保证刀具切削质量,又能节约加工时间的效果。
最后,通过实际案例来说明CAD软件在模切刀具设计中的高效使用技巧。
例如,某家模切刀具制造厂家接到了一批复杂的模具工件订单,需要设计制作相应的刀模。
设计师首先使用CAD软件创建了刀模的形状,通过细分曲面工具对刀模进行了平滑处理,确保刀模的形状精确。
然后,设计师将刀模的三维模型导入到CAD软件中,对模型进行旋转、缩放等操作,全面检查刀模的设计是否符合要求。
雕刻刀模制作方法

雕刻刀模制作方法
1. 雕刻刀模制作主要包括设计和加工两个步骤。
设计是根据雕刻刀的用途和要求,
绘制出刀模的形状和尺寸。
加工则是根据设计图纸进行切割、打磨和组装等工艺步骤来制
作刀模。
2. 在设计阶段,首先需要确定雕刻刀的用途,例如雕刻木材、橡胶还是金属等材料。
根据用途的不同,刀模的形状和尺寸也会有所差异。
3. 设计阶段还需要考虑雕刻刀的刃角和刃部的形状。
刃角的大小和形状会影响刀模
的切割效果和使用寿命。
4. 设计完成后,需要将设计图纸转化为实际的刀模材料。
常用的刀模材料有高速钢、硬质合金等。
5. 在刀模材料上绘制出设计的外形,并按照所需的尺寸和形状进行切割。
切割可以
使用剪切机械或者手工工具进行。
6. 切割完成后,使用砂纸或砂轮进行打磨,使刀模的表面光滑。
打磨不仅可以提高
外观质量,还可以减少刀模在使用过程中对材料的损坏。
7. 在刀模的刃部进行刃磨,使其变得锋利。
刃磨可以使用磨刀石或者研磨机械进行,需要一定的技巧和经验。
8. 完成刃磨后,需要进行装配。
根据设计的要求,将刀模的不同部分进行组合,通
常使用焊接或者螺栓固定。
9. 在刀模制作完成后,需要进行初步测试。
将刀模装入雕刻机或手动操作进行试切,观察切割效果和使用的适应性。
10. 最后一步是刀模的维护和保养。
定期清洁刀模表面的污垢,并进行刃磨和打磨的
维护,以延长刀模的使用寿命。
刀柄模型的工艺设计与编程加工毕业设计说明书

加工方案: 根据零件的形状和加工要求,选用数控车床 CK6140S 加工该零件。 加工路线。选择原则为: 先粗后精,可以提高生产效率并保证零件的精加工质量。 先近后远,缩短刀具的移动距离,减少刀具的空行程时间,有利于保持毛坯 的刚性,改善切削条件。 走刀路线最短,在保证粗、精加工的前提时,使该程序具有最短的加工路线, 不仅可以节省加工时间,还可以减小刀具的磨损。 车削:加工轴右端时,夹持图纸左端∅ 46 部分,对零件右端逐一试切,达 到图纸端面要求为止,加工右端,进行粗加工,按照图纸依次由右往左加工,留 0.5mm 的余量。当粗加工完成时,进行精加工(需将数控车床主轴转速提至 803r/min),去除 0.5mm 的余量。轴右端如图 3-2 所示。
三、零件加工工艺过程分析........................................................................................6 (一)工艺设计..................................................................................................... 6 1.确定装夹方案,定位基准,编程原点,加工起点,换刀点.................. 6 2.制定加工方案及加工路线,刀具选用...................................................... 7 3.确定切削用量............................................................................................ 10 4.制定加工工艺,填写加工工艺卡............................................................ 11
【模切】模切加工中刀模知识介绍!

【模切】模切加工中刀模知识介绍!在模切加工过程中有很多因素影响模切产品的品质与工艺的效果,在其它的方面不做太多阐述,主要是讲讲模切模具的一些个人认知,并从模切加工中使用较多的雕刻刀模详细展开,希望能和模切行业的朋友一起共同探讨和学习。
模切加工采用的模具主要有木板模、胶板模、铝板模、铁板模、蚀刻模、雕刻模、五金模、QDC模。
我在这里主要说说雕刻模具。
雕刻模具的制作流程线切割(主要有外形的线切割与落料孔的加工):这个加工所用的时间较多,一般最少要2个小时左右(没有落料孔的刀模),落料孔多的刀模要更长的时间。
CNC粗加工(有些刀模厂家是在一台机上面完成):主要使刀模板粗加工的效果能达到蚀刻刀模的腐蚀加工一样,只是加工效果更好,可以加工到刀线宽为0 . 5mm,使后面精加工的刀锋的锋利度与刀锋侧面的光洁度更好。
这道粗加工的工序也使模具加工设备得到最大化利用和保护。
CNC精加工:主要对模具进行最后的刀锋成型加工,使刀模的刀锋锋利、表面光洁。
模具组立:雕刻刀模一般会配一块铝板,以达到模具的总高23.8mm来满足模切加工企业的模切机装模高度的要求。
有些特殊结构的模具要很多配件组装而成(比如内退料雕刻刀模、顶料雕刻刀模、吹气雕刻刀模、吸气雕刻刀模)。
检验:将组立好的模具成品进行检验。
如:模具总高,模具是否与图纸一致、刀锋是否锋利、是否有假刀锋、光洁度、毛刺、批锋、高低差、刀高、刀锋角度、品名、料号等。
以上就是雕刻刀模的制作流程。
也许模切工程人员不需要太了解这个,但如果你了解了,你就会在模切工艺设计过程中,明白模具是否能达到你的产品加工的要求、模具制作过程中的难点在哪里、所要用的时间是多少、你的模具供应商能不能做到你想要的结果。
在模具设计制作工艺的过程中,最核心的部分是如何设计刀锋角度,找到最合适的刀锋角度才能把刀模的价值最大化。
切什么的材料、用什么样的刀锋角度、达到什么样的效果很重要,刀锋角度越小、刀锋越锋利越容易钝。
雕刻刀模加工工艺流程

雕刻刀模加工工艺流程英文回答:Carving knife mold processing involves several steps to create a high-quality and detailed mold. The process typically includes design, material selection, rough carving, fine carving, polishing, and finishing.Firstly, the design stage is crucial for creating a successful mold. This involves planning the shape, size, and details of the knife mold. It may require sketching or using computer-aided design (CAD) software to create a 3D model.After the design is finalized, the next step is material selection. The choice of material depends on the intended use and durability of the knife mold. Common materials used for carving knife molds include wood, metal, and stone.Once the material is selected, the rough carving process begins. This involves removing excess material and shaping the basic form of the knife mold. It can be done using various tools such as chisels, gouges, and saws. The rough carving stage is where the overall shape andstructure of the mold are established.After the rough carving is complete, the fine carving stage begins. This is where the intricate details and textures are added to the mold. It requires more precision and attention to detail. Carving knives, micro chisels, and other specialized tools are used to achieve the desired level of detail.Once the carving is finished, the mold goes through the polishing stage. This involves smoothing the surface and removing any imperfections. Sandpaper, polishing compounds, and buffing wheels are commonly used to achieve a smooth and shiny finish.Finally, the mold undergoes the finishing stage. This includes any additional touches or enhancements to make themold stand out. It may involve adding decorative elements, applying a protective coating, or staining the mold to enhance its appearance.Overall, the process of carving knife mold involves careful planning, skilled craftsmanship, and attention to detail. It requires a combination of technical knowledgeand artistic ability to create a mold that is bothfunctional and visually appealing.中文回答:雕刻刀模加工工艺流程包括几个步骤,以创建一个高质量和精细的模具。
刀模工艺流程及注意事项
刀模工艺流程及注意事项
刀模是制造模具的重要工艺之一,其具有结构复杂、加工难度大、制作周期长等特点。
下面是刀模工艺的流程及注意事项:
一、工艺流程
1. 刀模设计:根据模具所需形状,制定刀模结构设计方案。
2. 切割板材:根据刀模设计方案,选择合适的板材,进行切割。
3. 雕刻模型:将刀模设计方案转化为三维模型,并进行雕刻。
4. 制作刀具:根据雕刻出的三维模型制作刀具,用于制造刀模。
5. 刀模制造:根据刀模设计方案,使用刀具进行刀模制造。
6. 热处理:对刀模进行高温热处理,提高其硬度和耐磨性。
7. 组装测试:将刀模各部分进行组装,进行测试,确保其质量和使用性能。
8. 出厂验收:进行出厂验收,确保刀模符合生产要求。
二、注意事项
1. 材料选用:刀模所用材料应选用质量好、强度高、耐磨性好的材料,以保证刀模的使用寿命。
2. 刀具制作:刀具应具有高精度、良好的刚性和耐磨性,以保证刀模的制作精度和质量。
3. 利用现代化技术:如数控加工、激光切割等,以提高刀模的制作效率和质量。
4. 热处理技术:热处理应严格控制温度、时间等因素,以确保刀模硬度和耐磨性达到要求。
5. 维护保养:在使用过程中,及时进行维护保养,保持刀模的清洁和润滑,以延长其使用寿命。
6. 安全生产:刀模制造过程中,应加强安全意识,注意防护措施,以防止意外事故的发生。
刀模工艺是模具制造的重要环节,其制作质量直接影响到模具的使用寿命和成品质量。
因此,在刀模制造过程中,必须遵循上述工艺流程和注意事项,从而保证刀模的制作精度和质量。
雕刻机程序编程实例自学

雕刻机程序编程实例自学雕刻机程序编程是一个相对复杂的任务,涉及到许多不同的技术元素。
以下是一个简单的雕刻机程序编程实例,帮助你入门。
首先,你需要了解一些基本概念:G代码:G代码是用于数控机床的一种编程语言,也适用于雕刻机。
工具路径:工具路径描述了雕刻工具在材料上移动的轨迹。
加工参数:加工参数包括速度、深度、进给速率等。
以下是一个简单的G代码编程实例,用于在木头上雕刻一个字母"A":```gcode(Start of the program)G21 (Set units to mm)G90 (Set to absolute positioning)G28 (Home all axes)(Start of the tool path for the letter A)G0 X0 Y0 (Move to the start point)G1 F100 (Start carving by removing material)G1 X10 Y0 (Move to the top right corner of the A)G1 Z-1 F200 (Carve the right side of the A)G1 X10 Y10 (Move to the top of the A)G1 F100 (Carve the top of the A)G1 X0 Y10 (Move to the top left corner of the A)G1 Z-1 F200 (Carve the left side of the A)G1 X0 Y0 (Move back to the start point)(End of the tool path for the letter A)G28 (Home all axes)M30 (End of the program)```这只是一个简单的例子,实际的雕刻程序可能需要更复杂的工具路径和加工参数。
雕刻刀模加工工艺流程
雕刻刀模加工工艺流程Carving knife mold processing is a delicate and intricate craft that requires meticulous attention to detail and precision. 雕刻刀模加工是一门精细而复杂的工艺,需要对细节和精准度进行认真的关注。
From designing the initial concept to the final product, every step in the process plays a significant role in creating a high-quality end result. 从设计最初的概念到最终的成品,加工过程中的每一个步骤都在创造高质量的最终结果中扮演着重要的角色。
The craftsmanship involved in carving knife mold processing is a true blend of artistry and technical skill. 雕刻刀模加工涉及的制作技艺是艺术和技术技能的真正融合。
It is a labor of love that requires patience, dedication, and a keen eye for detail. 这是一项需要耐心、执着和对细节敏锐的工作。
The first step in the carving knife mold processing begins with the design phase. 雕刻刀模加工的第一步是设计阶段。
This is where the initial concept is put on paper or digitally created to serve as a blueprint for the final product. 这是将最初的概念记录在纸上或通过数字方式创建,作为最终产品的蓝图。
刀模定制流程
.
刀模简单的几点定制流程
刀模是怎么一个定制流程呢?很多客户找到我们就发个图纸或图片过来问多少钱!!!!!我想说我也不知道
啊!那么定制一个刀模的具体流程有几点呢?下面我就说说基本的几点吧!
1.提供CAD图纸,也不一定一定要CAD只要图纸带尺寸我们就有办法把它弄成CAD,为什么我们一定要CAD呢?因为整个行业基本是用CAD图纸来加工模具,算价格也是用CAD来算,绘图师傅也是用CAD画刀模图,是要我们是一定要有CAD图纸才能做刀模的。
2.提供冲切的产品名字和产品的厚度!刀模是属于个人定制产品要是我们没有了解你的产品属性粤百翔是不敢轻易给你开刀模的,市面上的冲切材料实在太多了就算是粤百翔做了十几年的老工程也有很多不知道的材料,一般我们是要求客户寄材料过来给工程评测了才能确定的报价开模,当然你嫌麻烦我们也可以直接给你开模,但是冲切时没达到你的要效果我们是不负责的哦。
3.提供产品的实物图片或成品图片,这样工程看了大部分都知道是怎么回事,这样就会省去很多沟通的时间,大家都很忙的。
4.要达到的什么效果,不能出现什么问题,这样我们工程就会快速的评估能不能做了,当然上面的几个条件你都提供了,我们会有相关的工作人员电话联系你,确定了你的情况我们就会安排报价了。
最后就是不要什么数据都没有提供给我们就要求要报价我们还不知道能不能做要怎么做,也是希望大家
一起配合用嘴少的时间给你报价开模,
如有侵权请联系告知删除,感谢你们的配合!
精品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一磨刀在我用的数控雕刻机是泰州三星机床厂2006.04生产的SKDK4030型的。
常用的刀具一般Φ0.4到Φ4的铣刀,这些刀都是四刃的,又叫四棱刀;还有30°到90°的三刃刀,这些刀都是经常需要磨的。
刀具一般是硬质合金刀,还有金刚石。
磨刀的砂轮一般是金刚石的,有粗细之分,粗磨的时候用粗砂轮,离需要的尺寸差不多时,就用细砂轮来磨。
每次进给小一点。
四刃刀:磨四刃刀,刻度就为0,每90°旋转一次,不段的反复,直到磨到需要的尺寸。
四棱刀不宜过长,刀刃的长度一般为6mm左右,一般要磨的有Φ1.5、1.2、1.0、0.8、0.6、0.5、0.4;Φ4、3、2一般为四刃的,都是四齿的,磨四齿就可以了,一般这种刀比较难磨。
对角磨出两个齿,对角为刀直径。
一般用来铣花料。
一般情况下从0.4到0.8的刀用过一次或两次就需要磨,因为刀越小越容易断,主轴转速也高。
一般为15000转,最低转速为6000转。
三刃刀:磨三刃刀,不同的度数就要调整砂轮机不同的刻度。
常用的有60、45、30;有时也用50的。
具体参考表1:三棱刀刻度表角度刻度20 5.0425 6.0030 7.6335 8.9640 10.3145 11.750 13.1255 14.5960 16.1090 26.45表1一般度数越小坡度越陡,看起来也就越斜,越容易磨损。
一般铣刀刃时都用三棱刀,先用60铣,如果间隙比较小,也可直接选用30和45的,要看客户要的产品来定。
编程时一般不下刀,在操作时慢慢下刀。
二装夹和对刀我们用的钢板主要是洛12的,比较硬,用来加工的钢板要经过很多的工序:要表面淬火、磨平、抛光等最后才用来加工。
装工件之前应该先把工作台清理干净,用静布擦一下,保持表面很平整,没有铁屑。
然后把找好中心的工件装上去,这样也就粗略的把X和Y轴对好了,只要再对一下Z轴就可以了。
工件装时一般用垫片把工件的四周都垫起来,避免加工时碰到导轨。
用东西敲紧,再敲敲工件听听各处的声音,看是否装夹平稳,然后在锁紧下面的吸盘。
下面就可以对刀了。
我们用的雕刻机机器上没有显示面板,有专门的控制系统。
如图1:图1打开控制系统,打在手动方式上,用手轮移动刀具靠近工件,要接近的时候慢点,进给率打在K1上面。
靠近中心时,用手边转动主轴,边Z轴慢慢下刀。
对好后,把控制面板上工件坐标系X、Y、Z坐标都清零,然后点固定对刀→第一次对刀,对刀仪自动测出中心点的坐标并输到机床的工件坐标系中,记住对刀时一定要把工件坐标系清零。
加工的时候,要把切削液打开,喷在刀头上,保持冷却,降温,也能减少刀具的磨损。
换刀后,点固定对刀→换刀后对刀,自动测出原点的位置,如图1-1。
图1-1三数控编程与加工图形一般是从CAD中读取的,如果简单点的也可以从MasterCAM画出再进行编程加工。
一般客户给的图纸不能直接用,要专门的绘图人员重新画出,根据公司的工艺步骤,一步步加工。
画的图不能修改标注尺寸,那样不是实际尺寸的图,不能用。
还要重新画,读取也主要是节省时间。
一般一块刀板用一张图纸,以免混淆。
图纸有刀背图和刀刃图,刀背图需要镜像过后才读取过来,而刀刃图直接可以用。
MasterCAM一般直接读取DXF格式的CAD图形。
读过来的图,一般不需要带标注尺寸,标题栏等,那些都删去再用,因为刀板是不需要把尺寸都标出来的。
一定要确保各尺寸没有错误,然后再读取。
我们用的是MasterCAM8.0,9.0也可以直接读取DXF文件。
模板常用的有五种:①内孔②外形③内孔+外形④其它下面介绍第1类:内孔刀详细介绍:如图2图2内孔刀其实也就是带有圆刀孔的,小孔标注上面有圆刀的,加工时要偏。
在CAD中把多余的标注、标题栏、技术要求等都删去,然后镜像一下,把原图也删去。
加工后如图3:图3然后另存为DXF格式的文件如图4:图4然后用MasterCAM读取具体步骤为1)File→Converters→DXF→Read file 找到存储的DXF文件路径,点OK就可以了全屏显示。
读入如图5:图5 图5-1把各轮廓的颜色变成红色,以便加工时区别点Color改为红色,Screen→Change Colors→Window(窗选所有的轮廓) 所有的轮廓线都变成了红色再把颜色改为绿色如图5-1。
2)按轮廓的大小选择钢板,要看多大的,再看看库存的,一般常用的规格有100*100,100*80,30*80,80*80等,要看有没有这样的钢板,也要考虑经济性,要节省钢板。
钢板也不能太小,还要刻字在上面,也要保持美观。
这里我们选用100*80的。
如图5-2。
图5-2 图6用一点法绘矩形,中心点取原点,把原轮廓图找到中心位置好放在钢板的中间。
这样既美观也省材。
如图画一条垂直辅助线,然后把整个图转到圆心点。
方法为:Xform→Translate→Window(窗选所有的轮廓)→Done→Between pts(两点间)→点画的线的中心点,再点Origin(原点)→Move 1→OK 全屏显示清除颜色Screen→Clear Colors如图6。
3)删除辅助线,轮廓线左右各偏移0.25mm,根据具体情况,有时间隙大的也偏0.3mm。
一般用串接偏移,这里我们用串接偏移后窗选Xform→Ofs ctour→Window(窗选所有的轮廓,不包括矩形)再在轮廓线上任一处点一下→Done偏移0.25右偏如图7。
图7 图8再点Last→左偏也是0.25→Done 清楚颜色(有快捷键)如图8。
再串接偏移外轮廓沿着刀具运动的方向Chain右偏4mm,为一个刀具直径的长度。
如图9 :图9 图10Corners为None→OK全屏显示清除颜色,隐藏原轮廓线 Screen→Blank→Chain(原轮廓线) →Done如图10。
4)先把颜色改为蓝色,便于区别其他的线形,如图10-1。
开始加工,先挖槽,用Φ4的铣刀图10-1 图11挖,Toolpaths→Pocket→Area选中轮廓外的空白区域→Done→选择刀具Φ4的刀。
进给率设定为200,退刀为300,下刀为20主轴转速随便给,不要为0,要不然输在机床中不转。
如图11。
R平面5,进给面1,下刀深度为-1,如图11-1。
每次最大切削为0.2,如图11-2。
粗加工时不要用精加工和螺旋下到,如图11-3,确定。
图11-1 图11-2图11-3 图12按Alt+O打开操作管理,设定参数,把下到深度改为0,不要粗铣,用精铣这样节省加工的时间。
保存路径,运行后,关闭。
按保存下来的路径铣外轮廓。
修改后点重新生成,当前颜色为蓝色,点查看刀具路径,Display→Save as Geometr→Run →Display→Save as Geometr去掉,如图12。
删除多余的线条,Delete→All→Color→黄色→Backup→Chain→最外轮廓的生成的蓝色路径。
5)串接生成的外轮廓线,用4mm的刀轮廓铣,Contour→Chain蓝色轮廓,下刀到要求的深度-1。
如图13:图13去掉补偿。
返回主菜单,隐藏蓝色。
把第一个下刀还改为-1,粗加工。
重新生成。
Alt+O打开操作管理Select All→Backplot快速查看刀具路径→Run,如图14。
6)将没有加工到的地方用任意线框出,偏移选择小的刀具。
记住能用大刀不用小刀。
先把空白处各偏1.5,修剪后变为蓝色。
串接加工。
如图15:图14 图157)通过转移使对称的都能加工到。
再偏移1,转移后如图15-1:再选用Φ1的刀轮廓加工。
图15-1效果图为如图16:中间被铣完。
图16 图16-1 图16-28) 再用3的刀挖圆刀槽,直接用精加工,不要粗铣。
9)将还没有加工到的用蓝线画出,再看间距有多大,选择适合的刀具。
选0.8的把图16-1间隔铣光。
量得槽宽为1,如图16-1。
我们选用Φ0.99的刀来挖,加工时选1的刀来加工,如图16-2所示。
10)下面就开始铣刀刃,一般用60度的刀来铣,选刀直径用0.4的,如图1-1:0.25 0.20.779930图1-2图1-1 图1-3如图下刀0.7799理论上就能铣尖了。
一般铣刀刃的时候在程序里面不下刀,在加工时每次加深,这样铣的精确点。
其实对刀时刀尖和对刀仪碰撞,再加上磨刀时的磨损,下刀根本就达不到理论值,一般去掉0.1~0.2mm。
用60°刀铣刀刃时第一刀第一次一般先加深0.4,依次0.1、0.05、0.01就差不多尖了。
铣刀刃时串接方向要注意,一般如图1-2串接方向和刀具的运动方向一致的,里面相反,为右偏即G42。
铣刀刃时一定要注意方向。
如果是一条直线,偏移后要延伸两偏移线,用线接起来组成封闭的线,也要用右偏。
如图1-3。
本题串接方向如图16-3所示。
图16-3 图16-4铣圆也是一样,外轮廓是右偏,里面相反,如图16-4。
有直线(又叫断刀)的先直线后圆、圆弧等。
铣刀刃一般达到0.53~0.662mm就铣尖了。
不同的材料有时你铣了0.6还会亏了。
11)基本上轮廓已经加工好了,下面就是刻字,有直角铣不到的地方要用type3清角。
刻上MN20C-131-01防尘网HL 2007.03.29 DB-0518(刀板名称公司名缩写日期刀板号)这是我们公司惯用的做法,如图16-5。
图16-5Create→Next menu→Letters→True Type(变一下文字类型,要不然默认的文字打不上去)Arial Narrow选这种形式确定→Enter→文字高度3→Horizontal(水平放置)间距默认的就可以→放在适当的位置(适中、美观、在原轮廓内)如图16-6。
图16-6显示原最外轮廓线Screen→Blank→UnBlank→Chain(原轮廓线)→Done看一下字是否在适当位置Contour(如果刀具路径线太复杂,按Alt+T隐藏路径)→Window所以的字,再点一下字的开头就选中了→Done→选0.4的刀→OK 刻字就做好了。
还剩最后一步,如果都是圆角没直角的话,程式就编好了。
全部加工图如图17。
图1712)隐藏所有的颜色蓝色和绿色,还有三个小孔。
如果外面也有角要清的话,可以用带圆角的矩形框出加工图。
这个图不需要,如图17-1。
图17-1 图17-2读出DXF文件。
File→Converters→DXF→Write file→放在目标的地方,如图17-2。
打开type3,图标为用快捷键输入保存的文件。
如图18图18 图18-1 图18-2 图18-3点图层2,如图18-1。
窗选图形,如图18-2。
用上面的放大镜放大,如图18-3。
再点集合,如图19。
放大后总图为如图19-1。
图19 图19-1 图19-2再点节点编辑,如图19-2。
窗选图形,自动连接,选取,CAM模块从刀具路径里面选择三维精雕如图20:图20双击,确定如图。