机4-11-3汽缸中分面螺栓紧固(上海汽轮机厂300MW机组)
300MW汽轮机技术参数

意大利GIE公司 TCDF-328.5 亚临界 一次中间再热 单轴 双缸双排气 冲动凝汽式 328.5 334.6 16.67/3.28 538/538 1025 0.0049 290.5 8 1+9/6/2*6=28 851 7874 18.79
哈尔滨汽轮机厂 N600-16.7/537/537 亚临界 一次中间再热 单轴 四缸四排气 反动凝汽式 600 648 16.67/3.29 537/537 1815.3 0.00539 20 272.5 8 1+10/2*9/4*7=57 869 8005.5 32
上海汽轮机厂 N300-16.2/550/550 亚临界 一次中间再热 单轴 四缸四排气 冲动凝汽式 300 16.2/3.12 550/550 945 0.0051 20 263 8 1+8/11/4*6=44 700 8331 23.828
上海汽轮机厂 N300-16.7/537/537 亚临界 一次中间再热 单轴 双缸双排气 反动凝汽式 300 326 16.7/3.29 537/537 922.3 0.0054 20 273 8 1+10/9/2*7=34 869 8080 17.629
法国CEM公司 D3YTT2*54 亚临界 一次中间再热 单轴 三缸双排气 反动凝汽式 313
日本三菱公司 日本东芝公司 2F-33.5 TC4F
美国GE公司 AD-5
亚临界 亚临界 亚临界 一次中间再热 一次中间再热 一次中间再热 单轴 单轴 单轴 双缸双排气 三缸双排气 双缸双排气 冲动凝汽式 冲动凝汽式 冲动凝汽式 350 350 352 364.3 364 17.76/3.85 16.6/3.49 16.6/3.53 17.5/3.11 540/540 538/538 538/538 537.8/537.8 921 1061.9 1085 0.00558 0.0049 0.0058 0.0049 20 20.5 20 28.86 258 274.7 274 282 7 7 8 8 1+17/14/2*5=42 1+11/10/2*6=34 1+7/6/4*6=38 1+8/7/2*5=26 867 851 660.4 851 7938 7884 7754 7980 16.79 16.31 24.732
国产300MW机组汽缸进水防范与应对措施

一
、
停机 过程
2 1 年O 月3 日2 :2 某N 0 M 机组停 机 ,停 0 1 1 0 1 3 30 W
# 、# 高压 导汽,# 、# 、# 高压导汽管疏水阀,缸 3 5 2 4 6 温不 见有 回升 ( 见图1 l 5 ~1 :9 间多次 开启 :1 :5 l 5 之
各 门)。
机时主蒸汽压力6 8 M a . 4 P 、温度4 4C,再热蒸汽 压力 5 ̄ 0 1M a . 8 P 、温度4 5C。到 1 1 l 3 ,各主要 参数 5 ̄ 月3 日l :0
如下 :
4 2 0 ,第一级 内下缸温 降到2 9 ( 、下 .1 :3 O℃ 上 缸温差 15 2 ℃),盘车 电流从2 A 5 开始出现 向上波 动趋
名称
至 兰
高 低 前 后
30 .
鳖
左
28 3
势。
5 2 1 ,第一级 内下缸温 降到I 5 ( 、下 .1 : l 7℃ 上
水”进入后屏过热器 ,在汽包压力升高或汽机侧 阀门
不严时 ,蒸汽 带着后 屏内 “ 冷水 ”流 向末级过热器 , 后屏管温很快 回升 ,而末级过热器 温度 下降后 未出现
回升 现 象 。
二 、汽 缸 进 水 原 因分 析
1 .本 次停机是春节 期 间调度 调停 ,主要工作是
更换磨损和破裂的磨煤机磨辊套。3 日9 2 ,运 行接 1 :0 “ 号炉尾部检查清 灰 ”3 6 0 工 作票,锅炉执行快 3 631 速 冷却操作 。 2 .停炉后 两 台送风机 动叶 自动 全开 ,引风机 静 叶全关 ,各挡板关 闭,未进 行 自然通风 ,9 3 开 启A :9 侧 引、送 风机进行锅炉快冷。 3 .从D S C 历史参数显示:左侧主汽 门前蒸汽温度 在 1 :3 7 ℃开 始下降 ,7 3 从2 8 1 分钟 后左侧高压主汽 门
300MW机组进汽插管断裂的判断
300MW机组进汽插管断裂的判断、分析及处理范煜晟聂丹文(太仓港协鑫发电有限公司江苏省太仓市 215433)摘要:文章针对300MW机组运行中高中压缸出现异音、振动的异常现象,通过调门顺序的切换试验及热力性能试验判断为高压缸进汽插管断裂导致,从进汽插管的结构及钟罩密封原理分析断裂原因,并编制详尽的插管对中安装、焊接、热处理方案,将问题彻底解决。
关键词:进汽插管断裂异音对中焊接1 概述某公司4号机是上海汽轮机厂生产,亚临界、中间再热、高中压和缸、单轴、双缸双排汽、抽汽供热式。
型号是C300-16.67/0.981/538/538,产品编号是A155,高中压部分为H156型。
汽轮机高中压缸双层缸结构,高压缸1+11级、中压缸9级。
两个主汽门,6个高调门、高压缸进汽插管采用钟罩式密封结构。
机组在2011年11月开缸检修投用运行后,高压缸靠1号主汽门处发出较大异音(呈高频较尖锐啸叫声) ,而且机组负荷变化时异音随之变化,1号主汽门阀体振动超了0.06mm,因缸体振动运行多次出现润滑油压低、机组真空低、AST油压低等遮断保护信号报警现象,严重影响了机组安全运行,决定对机组的异音、振动问题进行全面的排查和分析,通过热力试验最终确定为高压进汽插管断裂,遂进行揭高中压外缸进行更换处理,问题得到圆满解决。
插管断裂的判断2.1阀序切换试验1)将顺序阀控制顺序由现在的3+6---5---4---2---1;改为1+2---4----5---6---3,;切换时间为2分钟。
听异音变化情况,并检测机组振动。
2)调整机组负荷将1、2、4号调门全开,3、5、6号调门全关,听异音变化情况(判断喷嘴影响因素),并检测机组振动。
3)调整机组负荷再逐次单独将1、3、5号调门全关,听异音变化情况(判断各调门运行影响因素),并检测机组振动。
4)调整负荷在75%以下,单侧全关1、3、5调门,听异音变化情况(判断1号主汽门运行影响因素),并检测机组振动。
引进型300MW汽轮机高温螺栓断裂问题探讨

引进 型 3 0MW 机 组 高温 螺 栓原 采 用 R 2 0 一 6镍
钴 铁 基 高温 合 金 。R 2 一 6合 金具 有 很 高 的蠕 变 和持 久 强 度 , 松驰 和抗 氧 化 能 力 强 , 于 高 中压 内缸 抗 用 螺栓 , 可使 内缸 法 兰 尺 寸缩 小 , 动 热 应 力 低 和保 启
S Q螺栓 断裂 的机 组进 行 断裂 统计 调查 , 断裂 螺栓 总
数为 10根 , 7 断裂 螺栓数 量 占总螺 栓数 的 1.%。各 21
类高 温螺 栓断 裂数 量 占其 总安装 数 的 比例 见 表 1 。
表 1 断 裂 螺 栓 的 比例 %
()高温 螺 栓材 料 采用 R 2 1 一 6合 金
持 内缸 汽 密 时 间长 等优 点 。但 是 R 2 一 6合金 材 料 昂 贵 , 国 又 稀 缺 钴 元 素 , 且 引进 型 3 0MW 机 组 我 而 0
别 于 19 年 1 91 2月 和 19 9 2年 1 1投 产 。 第 一 次大 至 修 , 1 机 高 压 静 叶持 环 双 头螺 栓 断 裂 3根 ,2号 1号 1
汽 轮 机组 。
中采取 了 以下措 施 : 大 高 压 静 叶持 环 中分 面螺 栓 加 直 径 (0根 双 头螺 栓 从 M5 1 2增 大 至 M7 , 定 位 2 2根 螺 栓 从 M5 2增 大 至 M6 )螺 栓 材 料 改 用 G 4 4 / 0, H 15 S Q镍 基 合 金 和加 大 螺 栓 安装 预 装 力 ,改 进 后 的机
命更 短 ,造成 被 迫 停机 。对 2 2台 已发 生 G 4 4 / H 15
300MW汽轮机技术协议

附件一山东里能集团煤炭地下气化示范工程2×300M W机组汽轮机技术协议(编号:销技2003/040)供方:上海汽轮机有限公司需方:山东里能集团有限责任公司设计方:华北电力设计院二零零三年五月二十九日目录1.技术协议书依据及有关文件2.厂址条件及设备使用条件3.汽轮机主要技术规范及性能4.本体结构设计要求及参数5.汽封、本体疏水、排汽缸喷水和润滑油系统的设计要求和技术规范6.汽机调节及保安系统7.性能保证值8.性能试验及其他协议9.机组的启动及运行要求10.供货及设计分工11.规程、标准、工厂检查和试验见证及产品质量保证12.资料交换13. 售后服务14.设计联络会15. 附加说明附页供货范围山东里能集团有限责任公司2×300MW汽轮机技术协议书1.协议书依据及有关文件1.1 协议书依据本协议是订货合同的组成部分,与合同同时生效,具有同等效力。
2.厂址条件及设备使用条件2.1 厂址条件2.1.1 设备安装地点:山东省济宁市以西10km。
2.1.2 电厂海拔高度:39.8m(黄海基准)2.1.3 电厂气温:年平均13.9℃2.14年平均气压101310Pa(待定)2.15 多年平均风速 2.9m/s(待定)2.16 30年最大10分钟平均风速 24.4m/s(待定)2.1.7年平均相对湿度:69%2.1.8 历年极端最高气温:41.6℃2.1.9 历年极端最低气温:-19.4℃2.1.7 地震烈度:7度(按7度设防)2.2 设备使用条件2.2.1 机组运行方式:定压或变压运行。
变压运行负荷范围为18~85%额定功率。
2.2.2 机组布置方式;汽轮发电机组室内纵向布置,从机头向发电机方向看,润滑油管道布置待定。
2.2.3 负荷性质:带基本负荷并可调峰运行,调峰范围为40%~100%额定负荷,满足两班制运行的要求。
2.2.4 机组安装检修条件:机组运转层标高为12.6m;最大起吊高度要求主钩距运转层11m(包括横担高度3m);最大起吊重量,低压外缸下部92.6t。
吴泾热电厂引进300MW汽轮机热力性能试验数据分析
吴泾热电厂引进300MW汽轮机热力性能试验数据分析
吴定一
【期刊名称】《上海汽轮机》
【年(卷),期】1992(000)004
【摘要】1 概述上海吴泾热电厂~#11机的建设资金是世界银行的贷款,该项目由上海电气联合公司集团成套供应和承建,其中的汽轮机是上海汽轮机厂生产的引进型300MW一次中间再热凝汽式机组。
该机自1992年2月24日试投运以来,运行情况很好,1992年上半年度已发电6.4亿千瓦小时,对缓解上海电力供应紧张情况,发挥了一定的作用。
按照合同规定,机组投运后应即进行热力性能的各保证项目试验。
汽轮机的热力性能保证项目有三项:
【总页数】5页(P1-5)
【作者】吴定一
【作者单位】无
【正文语种】中文
【中图分类】TM621
【相关文献】
1.吴泾热电厂1025t/h锅炉的性能试验 [J], 葛友康
2.吴泾600MW汽轮机热力性能试验分析 [J], 阳虹;陈学文;王兴平;傅昶
3.引进型300MW汽轮机组热力性能试验分析 [J], 王兴平
4.国产引进型300MW汽轮机组热力性能试验结果与实际运行经济性的比较分析[J], 郑建涛;宋文希
5.上海汽轮机有限公司引进型300MW汽轮机组热力性能试验汇总及分析 [J], 张行政
因版权原因,仅展示原文概要,查看原文内容请购买。
300MW汽轮机高排温度偏高原因分析及处理
300MW汽轮机高排温度偏高原因分析及处理沈永流;严春豪;韩静娴【摘要】针对某发电厂一台国产引进型300MW汽轮机高压缸排汽温度偏高的情况,进行了全面的分析,通过对高中压缸揭缸检查找到了高压缸排汽温度偏高的原因,提出了处理方案,方案实施后,汽轮机高排温度明显下降,同比下降了15℃左右,有效提高了汽轮机缸率.【期刊名称】《江西电力》【年(卷),期】2012(036)006【总页数】5页(P87-91)【关键词】汽轮机;高压缸;排汽温度;分析;处理【作者】沈永流;严春豪;韩静娴【作者单位】国电丰城发电有限公司,江西丰城331100;国电丰城发电有限公司,江西丰城331100;国电丰城发电有限公司,江西丰城331100【正文语种】中文【中图分类】TM269.+60 前言汽轮机高压缸排汽温度是表征高压缸效率的主要指标之一,是影响汽轮机经济运行的主要因素之一。
高压缸排汽温度(以下简称高排温度)上升不仅会造成汽轮机高压缸有效焓降减小,缸效降低,热耗上升,同时因高排温度升高,造成再热蒸汽温度上升,再热器减温水量增大,锅炉安全性受到威胁,机组经济性下降。
运行经验表明:高排温度每上升2℃,高压缸效率将降低1%,汽轮机热耗将增加0.2%左右,煤耗将上升0.5 g/(kWh)。
因此,机组运行中如高排温度偏离设计值较多时,应引起足够的重视。
某发电厂一台国产引进型300 MW汽轮机在高中压缸通流部分改造后,高排温度较设计值偏高20℃,直接影响汽轮机效率和锅炉再热器安全。
针对高排温度偏高的情况,电厂技术人员进行了认真的分析,在机组C级检修期间安排了高中压缸揭缸检查,通过对高中压内部套及通流部分的全面检查,发现了引起高排温度升高的原因,对发现的情况及时进行处理后,机组投入运行高排温度明显下降,汽轮机效率得了显著的提高。
1 机组设计规范及运行现状1.1 国产引进型300 MW汽轮机简介某发电厂4×300MW机组汽轮机是上海汽轮机厂生产的亚临界、中间再热、双缸双排汽、单轴、反动式凝汽式机组,是上汽生产的H156改进优化型(西屋改进优化型)300MW机组,型号为N300-16.7/538/538。
工业汽轮机汽缸螺栓的紧固
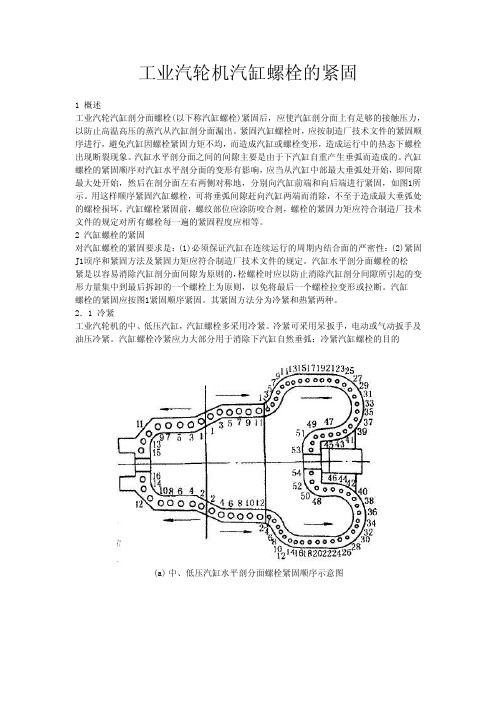
工业汽轮机汽缸螺栓的紧固1 概述工业汽轮汽缸剖分面螺栓(以下称汽缸螺栓)紧固后,应使汽缸剖分面上有足够的接触压力,以防止高温高压的蒸汽从汽缸剖分面漏出。
紧固汽缸螺栓时,应按制造厂技术文件的紧固顺序进行,避免汽缸因螺栓紧固力矩不均,而造成汽缸或螺栓变形,造成运行中的热态下螺栓出现断裂现象。
汽缸水平剖分面之间的间隙主要是由于下汽缸自重产生垂弧而造成的。
汽缸螺栓的紧固顺序对汽缸水平剖分面的变形有影响,应当从汽缸中部最大垂弧处开始,即间隙最大处开始,然后在剖分面左右两侧对称地,分别向汽缸前端和向后端进行紧固,如图1所示。
用这样顺序紧固汽缸螺栓,可将垂弧间隙赶向汽缸两端而消除,不至于造成最大垂弧处的螺栓损坏。
汽缸螺栓紧固前,螺纹部位应涂防咬合剂,螺栓的紧固力矩应符合制造厂技术文件的规定对所有螺栓每一遍的紧固程度应相等。
2 汽缸螺栓的紧固对汽缸螺栓的紧固要求是:(1)必须保证汽缸在连续运行的周期内结合面的严密性:(2)紧固J1顷序和紧固方法及紧固力矩应符合制造厂技术文件的规定。
汽缸水平剖分面螺栓的松紧是以容易消除汽缸剖分面间隙为原则的,松螺栓时应以防止消除汽缸剖分间隙所引起的变形力量集中到最后拆卸的一个螺栓上为原则,以免将最后一个螺栓拉变形或拉断。
汽缸螺栓的紧固应按图1紧固顺序紧固。
其紧固方法分为冷紧和热紧两种。
2.1 冷紧工业汽轮机的中、低压汽缸,汽缸螺栓多采用冷紧。
冷紧可采用呆扳手,电动或气动扳手及油压冷紧。
汽缸螺栓冷紧应力大部分用于消除下汽缸自然垂弧:冷紧汽缸螺栓的目的(a)中、低压汽缸水平剖分面螺栓紧固顺序示意图(b)高压汽缸螺栓紧固顺序示意图图1工业汽轮机汽缸螺栓紧固示意图主要是消除下汽缸自重引起的汽缸剖分面间隙。
对冷紧汽缸螺栓的要求如下:(1)冷紧一般用于螺栓直径小于M52的螺栓,冷紧力矩一般为80—1 20kgf.m,一般可达到螺栓设计的初紧力。
(2)汽缸螺栓冷紧时,应先用50%一60%的规定力矩对汽缸螺栓左右对称进行预紧,然后再用100%的规定力矩进行紧固。
300MW机组联合试运转方案

赵楼综合利用电厂一期工程1×300MW机组#1机组联合试运转方案目录1工程概况 (1)1.1建设项目生产系统规模及生产流程 (1)1.2主要生产设备配置 (2)1.3建设过程及完成情况简述。
(4)2启动试运方案的编制依据与原则 (5)2.1编制依据 (5)2.2整套启动原则 (7)3 启动试运的目的和应达到的标准 (7)3.1启动试运的目的 (7)3.2整套启动调试质量目标 (7)4 组织机构及分工 (8)4.1启动验收委员会; (8)4.2试运指挥部; (11)4.3分部调试组; (11)4.4整套试运组; (12)4.5验收检查组; (13)4.6生产准备组; (14)4.7综合组; (14)4.8试生产组 (15)5 参与启动试运有关单位的工作职责 (15)5.1 赵楼综合利用电厂 (15)5.2山东电建一公司、兖矿东华建安公司、兖矿东华三十七处 (16)5.3山东中实易通集团公司 (17)5.4国核电力规划设计研究院 (18)5.5设备制造厂家 (18)5.6电网调度部门 (18)5.7质监部门 (18)5.8山西省电力勘测设计院 (18)5.9各专业组 (19)6分部试运 (19)6.1 分部试运调试一般要求 (19)6.2单机试运项目及方案 (19)6.3分系统试运项目及方案。
(21)7整套启动试运 (25)7.1整套启动试运具备的条件 (25)7.2空负荷调试阶段(约需5天时间) (30)7.3带负荷调试项目及方案(约需30天时间) (30)7.4满负荷168h试运方案 (约需15天时间) (31)8试生产 (32)8.1 试生产应具备的条件 (32)8.2 试生产主要任务 (32)8.3 机组的各项性能试验项目和技术经济考核指标考核 (34)8.4 试生产中问题处理原则 (35)8.5 试生产工作总结及评价报告编写要求 (35)9 安全技术措施 (35)10 危险、危害、环境因素辩识及其控制措施 (35)11 应急预案 (37)12 劳动安全、工业卫生、环境保护设施,消防设施及工程挡案 (37)13 其他需要说明和解决的问题 (38)14 附件 (39)1 总平面图 (39)2 分部试运阶段工作分工及时间安排表(或网络图) (40)3 整套启动试运阶段工作分工及时间安排表 (42)4 试生产阶段工作分工及时间安排表(或网络图) (46)5 分部试运、整套启动试运、试生产必须的工器具一览表 (47)6 燃料、药品、材料等物料储量表 (51)7 需编制专项安全技术措施的项目及责任单位一览表 (53)8 传达学习方案措施的人员及其应掌握的内容一览表 (56)1工程概况1.1建设项目生产系统规模及生产流程赵楼综合利用电厂一期工程新建1台300MW汽轮发电机组,汽轮机采用上海电气集团股份有限公司生产的一次中间再热、单轴、双缸双排汽、凝汽式汽轮机,型号为N300MW-16.7/538/538;发电机为上海汽轮发电机有限公司生产的QFSN-300-2型300MW水氢氢汽轮发电机,即定子绕组水内冷,转子绕组氢内冷,及其他构件氢冷,配套ABB自并励静止励磁系统,发电机额定电压为20kV,额定功率因数0.85。
上海汽轮机厂早期引进型300MW机组真空泵系统完善改造

泵 的 使 用 和 改造 进行 调研 , 江 电厂 旧泵 使 用 的真 空 泵 与 本 厂 珠 型号完全一致 , 同样因运行 多年 后泵组故 障率高 、 性能下 降等
量设计 , 因机 组投产年 限久, 际运行也 不能满足原计 设的 但 实 用 一 备 要 求 , 期双 泵 并 列运 行 , 但 大 幅 增 加 厂 用 电耗 , 长 不 而
概 述
某 厂 Ⅱ期 为 2台上 汽 早 期 引进 型 3 0 W 机 组 ,汽 轮 配 2台武 汉 水 泵 厂 出产 的 30 1. 3/ 8 / 5 2 E15 — B 3 3 0型水 环 式 真 空 泵 , 定 流 量 :l 3 n 极 限真 空 度 : 额 5 m/ , mi 3 k a转 速 :9 r n 额 定 功 率 :6 k 。单 台泵 组 出力 按 全 容 3P , 5 0/ , mi 10W
一
且影响泵组使用寿命 , 维护 工作量大, 设备检修成本高 , 降低 了
机 组 安 全性 和 经 济 性 。
另外 , 由于泵进 口抽气母管 设计为 向下布 置 , 口管系长 进
期 积 水 形成 U型 水 封 , 在 运 行 中抽 汽 管 道 不 畅 的 情 况 , 大 存 大 影 响 抽 气 效 果 , 成 凝 结器 真 空 下 降 。 为 了提 高机 组 运 行 的 安 造 全 可 靠 性 , 应 国 家 以及 厂 的 节 能 降耗 要 求 , 须 对 其 进 行 彻 响 必 底 改造 。
22 改造 思路 .
国 内 30 W 机 组在役 电厂 大部分 均选 用与 我厂相 同 的 0M 2 E15 — B 3 3 0型平 板式水环 式真 空泵 , 其技改后 同样首选该型 号 的改进型产 品; 目前广东 的大部分新建 、 而 在建 电厂均选用平 板式水环真空泵, 目前平板式真空泵在 国内的制造技术非常成 熟, 故本厂选 型时, 选择成熟可靠的产品, 是保证本次改造成 功
汽轮机汽缸螺栓咬死现象分析

化钼在399º左右分解,效果较差,后来改用片状石 墨,石墨的高温性能良好,在400º以上作润滑剂是 恰当的。在螺杆上涂抹涂料时,应均匀、适当,并用压 缩空气吹去多余的粉末
,以防止涂料堆积在螺纹内造成卡涩。发表论文。经过 上述分析及措施的落实,在近几次检修中没有出现螺栓 咬死现象,收到了一定的经济效益。参考文献:[1]徐奇 焕.汽缸螺栓热紧弧长简易速算图尺.电
不好,螺栓未能有效伸长。 4)螺栓长期在高温下工作, 表面易产生高温氧化物,若润滑涂料性能不良,在挤压 作用下使螺纹间的氧化物聚结一起形成坚硬的氧化膜, 松卸螺帽时,氧化物一旦拉破,产生毛刺
,导致螺纹咬住。 50螺栓质量加工不良,螺纹光洁度差, 配合间隙小,引起螺栓咬死。2.防止汽缸螺栓咬死的措施 2.1确定适当的拧紧力矩既要保证汽轮机的汽缸法兰在整 个工作期间的严密性,又不致
残余应力低于设计要求的最小密封力时密封性能就降低, 产生松弛现象,松弛现象与初应力大小有关,初应力过 大会加速材料的松弛,并不是把螺栓与螺帽拧得越紧越 好,对初应力的大小要有所控制,对力矩作
出规定。 2)组装工艺不好,螺纹内有毛刺、伤痕、杂物; 热紧时间过长,螺纹部分温度过高都能使螺栓胀死。 3) 拆卸螺栓时的温度掌握 不好,在汽缸尚未冷透时就拆卸 螺栓或者加热时间及 温度掌握
杆将螺帽旋转到预先标定的弧长,如果加热时间及温度 掌握不好,伸长量不够,使大力矩硬板或大锤敲打,这 时螺帽就会在温度较高、螺纹硬度较低,以接触应力较 大的现象。2.3选择良好的润滑涂料 以前我 们采用二硫化钼粉作为螺栓涂料,在一定程度上可以减 少螺纹间氧化物的聚结和减小摩擦系数,减轻螺纹咬扣, 当在成分分析及使用效果发现:二硫
大小要有所控制,对力矩作出规定。关键词:汽轮机, 汽缸螺栓,初应力,拆装工艺0.概述黑化集团热电厂两台 机组B6-35和CC12-35/10/5型汽轮机分别有南京汽轮机厂 和上海汽轮机厂生产
300MW汽轮机本体结构及运行

第一篇汽轮机本体结构及运行第一章汽轮机本体结构第一节本体结构概述我公司300MW机组汽轮机是上海汽轮机有限公司生产的引进型、亚临界、一次中间再热、单轴、双缸双排汽、高、中压合缸、抽汽凝汽式汽轮机。
该汽轮机本体由转动和静止两大部分构成。
转动部分包括动叶栅、叶轮、主轴、联轴器及紧固件,静止部分包括汽缸、喷嘴室、隔板套(静叶持环)、汽封、轴承、轴承座、滑销系统机座及有关紧固件。
本机通流部分由高、中、低三部分组成,高压汽缸内有一个部分进汽调节的冲动级和11个反动式压力级,中压汽缸内有9个反动式压力级,低压部分分为两分流式,每一分流由7个反动式压力级组成,全机共35级。
高压蒸汽经主汽阀、调节汽阀,然后由高压上缸三个和下缸三个进汽套管连接到高压缸的喷嘴室,蒸汽在高压缸内做完功,通过高压外下缸的一个排汽口流到锅炉再热器,从再热器通过两个再热主汽阀、调节汽阀从中压缸下部进入中压缸的进汽室,蒸汽流经中压叶片,通过连通管到低压缸,再由低压叶片通道的中央,分别流向两端的排汽口。
本机高、中、低压缸均设有抽汽口,共有8级,抽汽口的分布见下表。
对本机的各动、静部件,将在本章中分别介绍。
抽汽号级后抽汽抽汽口数抽汽口尺寸(mm)1(高压缸)71φ219×1972(高压缸)111φ219×2073(中压缸)161φ327×3064(中压缸)201φ511×4895(低压缸)221φ510×4906(低压缸)241φ510×4907(低压缸)252φ510×4908(低压缸)264φ510×490第二节技术规范及主要性能一、技术规范型号:C300-16.67/0.8/538/538型式:亚临界,一次中间再热,单轴,双缸双排汽,高、中压合缸,抽汽凝汽式额定功率:300MW额定转速:3000r/min额定蒸汽流量:907t/h主蒸汽额定压力:16.67Mpa主蒸汽额定温度:538℃再热蒸汽额定压力: 3.137Mpa再热蒸汽额定温度:538℃额定排汽压力:0.00539Mpa额定给水温度:273℃额定冷却水温度:20℃回热级数:3级高压加热+1级除氧加热+4级低压加热给水泵驱动方式:小汽轮机驱动低压末级叶片长:905mm净热耗率:7892kj/kw.h(额定工况下)临界转速:高中压转子一阶:1732r/min;二阶:>4000r/min低压转子一阶:1583r/min;二阶:>4000r/min 振动值:工作转速下轴颈振动值≤0.075mm;过临界时轴颈振动最大允许值0.2mm。
汽轮机本体检修初级工笔试试题库

汽轮机本体检修初级工笔试试题库判断题1.300MW机组在转子结构上采用平衡活塞汽封,主要目的是减小轴向推力。
( )答案:√2.30万KW机组汽缸死点位于低缸进汽中心,即低压缸之纵向和横向定位锚固板中心线之交点。
( ) 答案:√3.3可倾瓦的特点是,可避免油膜振荡,运转中具有良好的稳定性。
( )答案:√4.300MW机组高中压转子以"K"值定位,K=11.2-0. 25MM。
( )答案:√5.300MW机组型式:亚临界中间再热、双缸双排汽,单轴冷凝式。
( )答案:√6.汽轮机下轴瓦垫铁的刮研:应先刮研两侧垫铁,待基本合格后再重点刮研底部垫铁。
( )答案:√7.转子推力盘的瓢偏度允许值为≯0.02mm,刚性、半刚性联轴器的瓢偏度允许值≯0.03mm。
( )答案:√8.揭吊汽缸大盖时,在大盖的四角、导杆和两侧大螺栓处应派专人监护。
( )答案:√9.在正常运行时,转子之轴向推力方向一般朝向调阀端。
( )答案:×10.转子的相对死点是位于推力轴承工作面处。
( )答案:√11.分解联轴器时,螺栓及相应的螺帽、垫圈以及螺孔都要打上同一字头,以免回装时装错。
( )答案:√12.轴瓦钨金的厚度一般为1.5MM左右,其值应小于汽轮机通流部分的动、静之间最小轴向间隙。
( ) 答案:√13.转子的不平衡离心力其大小与转速平方成正比,产生的振动波是与转速相当的正弦波,波幅与不平衡重量大小成正比。
( )答案:√14.中低压连通管的作用是在最小的压损之下将蒸汽从中压缸排汽口引入低压缸。
( )答案:√15.300MW机组高中压外缸采用下缸猫爪中分面支承,可以保证汽缸温度变化时,动静部分对中不受影响。
( )答案:√16.300MW机组高中压转子叶片经铣制或锻造而成,根部高压动叶采用倒T型叶根,中压部分采用纵树型叶根。
( )答案:√17.300MW机组推力轴承定位机构,用以调整推力轴承的轴向位置,使汽轮机转子在汽缸内得到正确位置。
300MW火力发电厂汽机定岗试卷答案
合川项目运行部主机定岗考试试卷 (第一次汽机部分) 成绩 一、 填空题:(总分100分每空0.5分) 1、我厂汽轮机为东方汽轮机厂生产的N300—16.7/537/537—8型(合缸),亚临界 、中间一次再热 、双缸双排汽 、高中压合缸 、凝汽式汽轮机 。
2、辅机大、小修或电机拆线后的第一次试转,应检查电机转向是否正确 。
3、汽轮机支持轴承中,#1、#2支持轴承为可倾瓦轴承 ,#3、#4为椭圆轴承 。
4、盘车装置采用蜗轮蜗杆减速机构和摆动齿轮离合机构 形式,具有 电操纵液压投入机构 ,用润滑油压驱动,本装置设在低压后轴承箱盖上 ,转速为4.1rp m 。
5、汽轮机配汽采用阀门管理方法 ,能实现全周进汽 和部分进汽 ,并能实现节流调节与喷嘴调节的无扰切换 。
6、滑动轴承正常运行中轴承温度≤65℃ , 最高允许≤80℃ 。
7、额定转速在1000~2000 rpm 的辅机,振动小于40μm 为优、60μm 为良、80μm 为及格。
8、凝结水过冷度1~2℃ ,凝汽器端差不大于7℃ ,循环水进、出水温升应在8~10℃之内 。
(25) 9、机组正常运行中,各轴承回油温度应小于65℃ 。
当润滑油压降至0.049MPa 时报警,交流润滑油泵联启;当润滑油压降至0.0392MPa 时,汽轮机跳闸,直流润滑油泵联启,当润滑油压降至0.0294MPa 时,盘车自动停止。
当润滑油箱油位下降至-400mm ,应紧急停机。
(30) 10、停机过程中,当转速下降至1200rpm 时,联启顶轴油泵,当转速下降至≤1.5rpm 时,应投入盘车装置运行。
11、正常运行中,抗燃油压低于11.2±0.2MPa 时,抗燃油压低报警,并联动备用泵。
当系统油压低于7.8±0.2MPa 时,机组禁止启动或在运行中遮断停机。
12、正常运行时:密封油压高于机内氢压0.056±0.02MPa ;密封瓦进油温度25~50℃ ;密封瓦回油温度≤70℃ ;当母管压力下降至0.54 MPa :时,联动备用交流密封油泵。
50MW汽轮机缸效率的影响因素分析及对策

滑油乳化。后轴封漏气会使不凝结空气漏入,导 致真空度下降,影响凝汽器的正常工作。隔板汽 封用来阻止蒸汽绕过喷嘴而造成能量损失,并使 汽轮机轴向推力增大,这些都会使缸效率降低。
通过以上分 析 可 知,4号 机 组 缸 效 率 低 的 主 要原因是通流部分的动静间隙偏大,安装制造加 工与设计存在偏差及轴封漏汽量大。 3 改进措施 31 调整通流部分间隙
A
B
A
B
内 297 150 150 235
外 368 215 190 255
阻 150 265 235 190
内 275 200 175 245
外 374 230 190 260
阻 165 170 255 235
内 290 160 175 220
现代火力发电厂汽轮机汽封一般采用迷宫式 汽封,迷宫式汽封的密封原理是齿与转子间形成 一系列节流间隙与膨胀空腔,使通过的工作蒸汽 产生节流与热力学效应从而达到密封效果。汽封 按其安装位置不同可分为 3类:轴端汽封,隔板汽 封和通流部分汽封。对于隔板汽封,由于在汽轮 机的高压端,缸内蒸汽压力高,为减少蒸汽的泄漏 量,一般采用高低齿汽封。在低压端,常采用平齿 汽封以适应转子和汽缸较大差胀需要。
由于人民大众环保意识的增强,全国上下都 加强了节能减排工作,新安全环保法和各项法律 法规中,均对节能环保工作做了要求。新环保法 强化了企业防治污染的主体责任,加大了对环境 违法行为的法律制裁。电厂作为燃料消耗大户, 是节能减排的重点单位,汽轮机作为发电及供热 系统中重要环节,其缸效率的高低,直接影响着电 厂的发电成本,因此提高汽轮机的缸效率对企业 的经济性具有重要意义。
汽缸上下汽缸保温的温差比较大,下缸保温 失效,针对这些情况,对下汽缸保温进行更换。减 少散热损失,同时也改善了以往开机时上下缸温
300MW机组汽轮机本体A级检修方案

300MW机组汽轮机本体A级检修方案专业:热能动力设备与应用班级:热动1335班组号:第4组编写:、指导老师:二0 一五年十一月前言为认真贯彻执行《发电企业设备检修导则》,落实"预防为主,计划检修"的方针,强化检修过程控制,实现检修作业标准化、规范化、程序化、高效化的要求,以全面提升检修管理水平,特制定本汽轮机A级检修方案。
1.编制目的:(1)有利于检修项目管理,规范检修作业行为,便于检修管理全过程控制,确保汽轮修后符合质量要求;(2)有利于检修方案的执行,并为检修工作提供完善、标准、规范的检修作业程序;(3)有利于检修资料归档。
?2. 编制说明:本检修方案包括了"设备情况、A级检修组织机构、网络图、工作票、作业指导书"等内容,为检修实现全过程规范化管理提供支持材料;并适用于300MW汽轮机本体A级检修及类似于A级检修性质的抢修;消耗材料计划根据《发电设备标准A级检修材料消耗》并结合设备修前状态诊断编制;危险点分析以及防范措施根据《电业安全工作规程》、《现场安全规程》、《火力发电厂危险点分析及预控措施》,并结合现场实际情况编制而成。
本检修方案设备情况由第4组成员宋琪编写;A级检修组织机构由第4组成员石健宇编写;网络图由第4组成员王志锦绘制;工作票由第4组成员王昭暄填写;作业指导书汽缸检修部分由第4组成员邰顺编写;作业指导书汽封部分由第4组成员王志敏编写;作业指导书转子部分由第4组成员王一辰编写;作业指导书盘车部分由第4组成员王扬编写。
全篇由王一辰统稿。
目录一、设备情况: 5二、A级检修组织机构: 6三、网络图:10四、工作票:11五、作业指导书:141. 汽缸检修:142. 汽封检修:283. 转子检修:374. 盘车检修:44一、设备情况:某电厂300MW机组汽轮机系东方汽轮机厂生产制造的亚临界、一次中间再热、两缸、两排汽凝汽式汽轮机,其型号为:N300-16.7/537/537-4型。
汽轮机中压缸结合面螺丝漏汽原因分析及对策
汽轮机中压缸结合面螺丝漏汽原因分析及对策胡伟【摘要】某发电厂汽轮机为进口高中压缸合缸型200MW抽汽凝汽式供热汽轮机,#1机组大修后发生中压外缸法兰处螺栓漏汽的问题,分析查找了漏汽发生的原因,在#2机组大修中采取了有效的措施,避免了发生同样的问题。
【期刊名称】《黑龙江科技信息》【年(卷),期】2011(000)036【总页数】1页(P32-32)【关键词】汽轮机;法兰螺栓;漏汽;预紧力【作者】胡伟【作者单位】神华国华北京热电分公司,北京100025【正文语种】中文【中图分类】TK2621 设备简介神华国华北京热电分公司机组为2×200 MW DKEH-1ND31型双缸双排汽抽汽凝汽式汽轮发电机组,汽轮机无再热系统,带抽汽和采暖负荷,采用高中压缸合缸结构,有四个高压调速汽门,三个中压调速汽门和一个低压蝶阀。
在供热负荷集中运行时期,中压调速汽门和低压蝶阀参与调节以保证供热负荷。
2 渗漏发生#1机组首次大修后1个月发现,汽缸右侧中压调门下部在靠近汽缸中法兰处,汽缸保温表面颜色变深,用手摸表面温度比周围其它保温温度略高。
用测温仪检测后,确定这一点的温度值比正常值高30℃,仔细检查保温有湿汽感,确认发生泄漏。
3 漏点的查找确认泄漏后,采用红外线成像仪对汽缸有可能出现渗漏的部位进行逐步检查排除。
首先对中压缸中法兰进行全面细致的检查,检查结果证明中压缸中法兰具有良好的严密性,不存直接从结合面外漏的现象,汽缸中分面漏汽被排除;又拆除附近压力表、接管座保温,仔细检查管接座焊口及保温内压力表管,均未发现有蒸汽外漏;检查汽缸上部中压调节门阀座结合面,未发现泄漏;拆除保温层下部第24、25号中压缸螺栓螺母的保温,经过一段时间的观察,发现从24号螺栓与螺母丝扣处有间断的余汽外漏。
这证明汽缸内密封面严密性下降,有一定量的蒸汽从内密封面泄露至法兰螺栓孔,进入上汽缸螺栓孔后,沿罗纹这条通道向缸体外流。
4 汽缸结合面外漏的原因分析4.1 汽缸结构特点分析如图1,高中压汽缸紧固螺栓从第1-33条布置在内外缸法兰中央,高压缸一侧是内外两道密封面,而中压缸是内外整体一道密封面。
燃气轮机气缸中分面螺栓把紧方法

燃气轮机气缸中分面螺栓把紧方法
张修寰
【期刊名称】《通用机械》
【年(卷),期】2008(000)005
【摘要】介绍了燃气轮机气缸中分面螺栓把紧的方法,螺栓拉伸装置的结构特点、工作原理及操作过程,及在生产实践中的应用效果.
【总页数】2页(P92-93)
【作者】张修寰
【作者单位】哈尔滨汽轮机厂有限责任公司,黑龙江,150046
【正文语种】中文
【中图分类】TK4
【相关文献】
1.汽轮机中分面螺栓失效形式及紧固方法 [J], 来庆秀;罗海滨
2.G324A燃兼压气缸中分面螺栓冷拉安装及应力计算 [J], 陈萍;胡开吉;白德斌;羊小军;白哲
3.汽轮机汽缸中分面螺栓伸长量测量方法及应用 [J], 赵立海;来庆秀
4.汽轮机高压缸中分面螺栓机械冷紧拉伸实践 [J], 贾凯利;原帅
5.汽缸中分面螺栓热紧方法分析 [J], 刘茂东;熊玉;杨魁军
因版权原因,仅展示原文概要,查看原文内容请购买。
汽轮机中分面螺栓失效形式及紧固方法
(1)采用加热方式使螺栓伸长的方法。在螺栓的加热方法上,通常使用的石英管加热器,由于其价格便宜,启动速度快,辐射率高而被广泛应用。但是也存在过电压、过电流时被烧毁缺点。烧毁的同时在被加热的螺栓内孔表面留下灼伤。此灼伤对于高温合金螺栓往往是致命的,会大大缩短该螺栓的抗疲劳强度进而影响使用寿命。现有一种电感应式加热螺栓的方法,则会完全避免此种现象的发生。电感应加热是利用交流磁场来产生热量,通过金属部件中的分子的高频运动来产生热量,磁场直接作用在螺栓上,螺栓受热后伸长,而磁感应棒本身却不产生热量。图4 是美国Mannings 公司生产的专门用于螺栓加热的电感应加热装置,具有加热快,效率高,安全可靠的特点。其基本原理是通过高频电流产生电流涡流使螺栓发热线性膨胀伸长达到预期效果。使用上述设备一根螺栓从加热到达到要求只需几分钟的时间即可完成。
2 材料选用
汽轮机高压缸中分面螺栓,因其所处位置的关系,在材料的选用上一般原则为:对于蒸汽参数为540℃的汽轮机螺栓,广泛采用强化的ωc1=12%的型热强钢和CrMoVTi(Nb)B 低合金贝氏体钢。前者具有优异的淬透性和高的持久塑性,制造工艺稳定;后者具有更高的持久强度和抗松驰性能,缺口敏感性也较小,使用温度可达570℃,但淬透性稍低。而对于蒸汽参数高的超临界、超超临界和燃气轮机的螺栓选用镍基合金GH4145 和钴镍基合金等具有很高热强性的高温合金材料,此类材料最高可用至650℃~700℃,根据机组的运行条件也有用于540℃的,可使汽缸法兰螺栓结构设计更为紧凑。随着科学技术的不断进步,越来越多的高温合金材料应用于不同形式的机组中。
【总页数】2页(P62-63)
【关键词】高压缸;中分面螺栓;失效形式;紧固方法
【作 者】来庆秀;罗海滨
【作者单位】哈尔滨汽轮机厂有限责任公司,哈尔滨,150046;哈尔滨汽轮机厂有限责任公司,哈尔滨,150046
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M90×3×550
140
M72×3×320
97
M72×3×395
115
注:☆表示在具体工程中,应以制造厂规定的数据为准。
工
序
检验指标
性
质
单
位
质量标准
质量检验记录
单项
评定
合格
优良
计量器具
本栏空白
分段工程质量评定
本分段工程共检验____个指标。其中:
检验“主要”指标____个,合格____个,合格率________%,
优良____个,优良率________%;
检验“一般”指标____个,合格____个,合格率________%,
优良____个,优良率________%。
质量等级
监理单位:施工承包商:工地:班组:
GHZN:年月日填
130
M72×3×390
110
定位
双头
热紧
转角
M90(Φ95)×3×490
150
注:☆表示在具体工程中,应以制造厂规定的数据为准。
工
序
检验指标
性
质
单
位
质量标准
质量检验记录
单项
评定
合格
优良
汽缸中分面螺栓紧固(上汽厂300MW机组)☆
高
中
压
外
缸
冷
紧
力
矩
M72×3
N.m
780
M90×3
970
M110×3
1180
工
序
检验指标
性
质
单
位
质量标准
质量检验记录
单项
评定
合格
优良
汽缸中分面螺栓紧固(上汽厂300MW机组)☆
高
压
内
缸
冷紧
力矩
M85×3
N.m
900
M95×3
1050
双头
螺栓
热紧
转角
M85×3×825
主要
(゜)
258
M85×3×840
263
定位
双头
螺栓
热紧
转角
M95(Φ100)×3×920
289
M95(Φ100)×3×920
定位双头螺栓热紧转角
Φ95×1155
主要
(゜)
303
Φ78×1370
335
Φ115×1560
410
Φ95×570
165
双
头
螺
栓
热
紧
转
角
M72×3×875
235
M72×3×775
210
M72×3×1195
315
M90×3×1290
325
M110×3×1525
405
M90×3×1360
335
M72×3×510
299
中
压
内
缸
冷紧
力矩
M60×3
N.m
650
M45×3
490
定位
双头
螺栓
热紧
转角
M60(Φ65)×3×720
主要
(゜)
207
M60(Φ65)×3×600
178
双头
螺栓
热紧
转角
M45×3×630
188
﹟1
低
压
内
缸
冷紧
力矩
M90×3
N.m
9பைடு நூலகம்0
M72×3
980
双头
螺栓
热紧
转角
M90×3×430
主要
(゜)