电烤箱组装生产工艺流程图
精编-厨房设备生产施工工艺详解流程

厨具设备生产安装施工工艺流程(一)生产流程表:(二)安装施工工艺流程墙、地面基层处理→安装产品检验→安装吊柜→安装底柜→接通调试给、排水→安装配套电器→测试调整→清理。
(三)安装施工要领厨房设备安装前的检验。
吊柜的安装应根据不同的墙体采用不同的固定方法。
底柜安装应先调整水平旋钮,保证各柜体台面、前脸均在一个水平面上,两柜连接使用木螺丝钉,后背板通管线、表、阀门等应在背板划线打孔。
安装洗物柜底板下水孔处要加塑料圆垫,下水管连接处应保证不漏水、不渗水,不得使用各类胶粘剂连接接口部分。
安装不锈钢水槽时,保证水槽与台面连接缝隙均匀,不渗水。
安装水龙头,要求安装牢固,上水连接不能出现渗水现象。
抽油烟机的安装,注意吊柜与抽油烟机罩的尺寸配合,应达到协调统一。
安装灶台,不得出现漏气现象,安装后用肥皂沫检验是否安装完好室内煤气管道的安装原则室内煤气管道应以明敷为主。
煤气管道应沿非燃材料墙面敷设,当与其他管道相遇时,应符合下列要求:(1)水平平行敷设时,净距不宜小于150;(2)竖向平行敷设时,净距不宜小于100,并应位于其他管道的外侧;(3)交叉敷设时,净距不宜小于50。
气管道与电线、电气设备的间距,应符合下表规定。
煤气管道与电线、电气设备的间距()电线或电气设备名称最小间距煤气管道电线明敷(无保护管)100电线(有保护管)50熔丝盒、电插座、电源开关150电表、配电器300电线交叉20特殊情况室内煤气管道必需穿越浴室、厕所、吊平顶(垂直穿)和客厅时,管道应无接口。
室内煤气管不宜穿越水斗下方。
当必需穿越时,应加设套管,套管管径应比煤气管管径大二档,煤气管与套管均应无接口,管套两端应伸出水斗侧边20~20。
煤气管道安装完成后应作严密性试验,试验压力为300水柱,3分钟内压力不下降为合格。
燃具与电表、电器设备应错位设置,其水平净距不得小于500。
当无法错位时,应有隔热防护措施。
燃具设置部位的墙面,为木质或其他易燃材料时,必须采取防火措施。
儿童烤箱工艺流程图(Y0967)

1PCS 1PCS
电源线组件 后盖 TOY001-006 电源线扣固定片 开关
大身上工序组件 后盖组件 硅胶管 8×35 剪开10mm
1PCS 1PCS 1PCS 1PCS
1PCS 1PCS 2PCS
上工序组件
1PCS
奶嘴(HWC-4)TOY003-011 2PCS
大身上工序组件 后盖组件 PB3×12 三角槽自攻螺丝
1
16 装线扣夹具
后盖装电源线、开关 1
25
电热管插线
1
17
连接电源线打奶嘴
1
25 气动奶嘴钳
大身装后盖
1
17
电批 装后盖夹具
制造
日期:2019-4-11 物料
备注
大身上工序组件 铁盒组件 PB3×12 三角槽自攻螺丝
1PCS 1PCS 2PCS
前盖 TOY001-007 按键 TOY001-012 按键底座 TOY001-013 上旋钮 TOY001-014 下旋钮 TOY001-015 TB3×8 十字自攻螺丝 前盖上工序组件 电源灯罩 TOY001-016 装饰条 TOY001-010 TB3×8 十字自攻螺丝
2
28 尖嘴钳、手套
压铁盒上罩出口门
1
12 压出口门夹具
铁盒上罩 TOY001-025A 1PCS铁 盒入口门 TOY001-026 1PCS
扭簧 TOY001-032
1PCS
铁盒出口门 TOY001-027 1PCS
铁盒上罩组件 出口门组件
铁盒上罩组件 出口门组件
1PCS 1PCS
1PCS 1PCS
铁盒上工序组件 发热管组(120V/80W) 温控保险丝组件 TA3.5x9 十字自攻螺丝
烘焙类生产工艺流程及技术要点

烘焙类生产工艺流程及技术
要点(总1页)
本页仅作为文档封面,使用时可以删除
This document is for reference only-rar21year.March
烘培类生产工艺流程图
1、工艺流程
2、技术要点
1、领料---.面包专用粉、黄奶油、奶粉、鸡蛋、酵母。
2、配料---按比例配置。
3、和面---面粉和酵母混合、加水打筋约5分钟、加入奶油再打约5分钟、面粒形如薄纸,边缘齐。
4、分块---经分块机按成品规格分块约为30g、70g。
5、制作---按成品规格揉块、成型、摆盘。
6、温度39℃-41℃ .湿度79%-82%、时间100分钟、温度120℃、体积增加3倍、根据产品要求装饰。
7、烘烤---温度170℃-180℃、时间20分钟、表面呈橘黄色。
8、冷却---.自然冷却,温度25℃以下。
9、包装、入库储存。
详细锂离子电池生产工艺流程含图片

极片烘烤 烘烤箱 刷粉台 刷粉
相应图片 (2)
卷绕-放入正极片 卷绕-放入负极片 卷绕-放入正极片 卷绕-卷绕体
相 应 图 片(3)
捏扁的电芯 压扁 贴上胶纸 贴侧胶纸
相应图片 (4)
贴底胶纸 套壳 套壳后全测内阻 焊连接片
相 应 图 片(5)
缠胶纸 已缠好胶纸 点焊负极 极耳整形
相应图片 (6)
单击此处添加副标题
锂离子电池生 产工艺流程
正极拉浆流程图
双面拉浆
开 始
正 极 配
料
正
正
极
极
搅
拉
拌
浆
量 确 认
厚 度 、 重
正 极 拉 浆 检
查
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
1
表示生产对象在工作地有计划地存放;
负极拉浆流程图
双面拉浆
开 始
负 极 配
料
负
负
极
极
正
负
极
片
烘
卷
烤
绕
正负极刷粉
卷 绕 检 查
捍
压
贴
扁
扁
上
胶
纸
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
•
表示生产对象在工作地有计划地存放;
4
表示生产对象在工作地附近的临时存放。
钢壳电池装配工艺流程图2
钢壳
盖板
贴
贴贴
套
电
测套
焊
上
侧底
壳
池
内壳
连
胶
HB78GB590W电烤箱 安装说明

*9000752915*9000752915901028÷ 安装说明Ú Installation Instructions准备橱柜 — 图 1■只有根据本安装说明的专业标准进行安装,才能确保本电器安全工作。
由于安装不当导致的任何损坏都由安装人员负责。
■安装橱柜必须能够承受高达 90 °C 的温度,相邻橱柜的面板能够承受高达 70 °C 的温度。
■橱柜和厨柜操作面的切割操作应在安装电器前进行。
清除刨花,否则电气部件的功能会受影响。
■安装过程中要小心。
在安装过程中碰得到的部件可能具有锋利的边缘。
戴上防护手套以防割伤。
■电器的电源插座必须位于阴影线区域 B 内,或远离安装空间。
■电器和周围橱柜面板之间需要有 5 mm 的间距。
■使用标准支架 C 将独立的橱柜固定至墙壁。
将电器安装在工作台下 —图 1必须在改型的橱柜底板中央开通风口。
将厨柜操作面固定到所安装的橱柜上。
如果要将烤箱嵌入安装到电灶下方,注意电灶安装说明。
将电器安装在高柜中 — 图 2+4也可以将电器安装到高柜中。
中间底板和安装壁之间必须至少有大约 20 mm 的间距,以便为烤箱通风。
只能将电器安装在不会因为取用烤盘而引起问题的高度。
转角处的安装 — 图 3在转角处安装时,为了确保电器门可以打开,考虑尺寸 D。
尺寸 E 取决于手柄下方的橱柜面板的厚度。
将电器连接至电源本电器属于 I 类防护,使用时需要配备保护性接地连接。
进行安装操作时,电器必须从电源断开。
只能使用随电器提供的电源线连接电器。
将电源电缆连接至电器后部 (注意听咔哒声!)。
更长的电缆可以从售后服务部门获得。
只能用原制造商提供的电缆更换电源电缆,可以通过售后服务部门获得。
安装方式必须确保良好的触点保护。
插头带接地触点的电源线只能将电器连接至安装正确的带保护触点的插座中。
安装后,如果插头使用不便,则必须在安装侧安装一个全电极隔离开关,触点间隙至少为 3 mm。
烤箱内胆焊接系统及焊接方法与制作流程

本技术公开了一种烤箱内胆焊接系统,包括焊接防护罩和设于焊接防护罩内部的焊接机器人;还包括呈“品”字形分布的均为长方体结构的三个伺服交换平台,三个所述伺服交换平台的一端面分别与所述底座的三个侧面对应,并靠向所述底座的侧面设置,所述焊接防护罩的侧壁上分别设有供三个所述伺服交换平台穿过的开门,三个所述伺服交换平台的远离所述底座的一端位于所述焊接防护罩的外部;三个所述伺服交换平台上分别设有可沿其长度方向往复滑动的第一夹具安装板,各所述第一夹具安装板上分别设有焊接夹具。
本技术的焊接系统,通过一套焊接机器人在三个焊接单元间的依次循环焊接,有效的节约了上下料的时间,提高了烤箱内胆的焊接效率。
权利要求书1.一种烤箱内胆焊接系统,其特征在于,包括焊接防护罩和设于焊接防护罩内部的方形底座,所述底座上设有焊接机器人;还包括呈“品”字形分布的均为长方体结构的三个伺服交换平台,三个所述伺服交换平台的一端面分别与所述底座的三个侧面对应,并靠向所述底座的侧面设置,所述焊接防护罩的侧壁上分别设有供三个所述伺服交换平台穿过的开门,三个所述伺服交换平台的远离所述底座的一端位于所述焊接防护罩的外部;三个所述伺服交换平台上分别设有可沿其长度方向往复滑动的第一夹具安装板,各所述第一夹具安装板上分别设有焊接夹具;三个所述伺服交换平台中的其中一个伺服交换平台为回转伺服交换平台,另外两个均为水平伺服交换平台。
2.根据权利要求1所述的烤箱内胆焊接系统,其特征在于,所述水平伺服交换平台包括呈矩形框架结构的机身,所述机身的顶部两侧沿其长度方向分别设有滑轨,所述第一夹具安装板的底部通过滑块与所述滑轨可滑动连接;所述机身的内部设有驱动机构,该驱动机构包括设于机身内部一侧的伺服电机和沿机身的长度方向设置的丝杆,所述伺服电机的输出端与所述丝杆的一端连接,所述丝杆上设有丝母,该丝母与所述第一夹具安装板的底部连接;所述伺服电机的两侧分别设有顶升机构,所述顶升机构包括设于所述机身内底部的顶升气缸,所述顶升气缸的活塞端竖直向上设置并连接有沿所述机身的长度方向设置的长条状的顶升台,所述第一夹具安装板上设有供所述顶升台通过的矩形的第一通槽。
SMT工艺流程PPT课件

之邦定部份
2024/10/14
编制:Boter
1
准备夹具、测试架 技术资料核对
机器配置准备
设备参数调试 N
设备故障修理 Y
交生产线继续使用
邦定工艺流程图
邦定
生产线安排生产
物料上机 N
核对物料 Y
点胶、贴芯片
PMC
下达生产计划
领料员发放物料
邦定测试过镜修理 封胶
烤箱固化
炉后检查
产品装箱
2024/10/14
邦定技术服务商
配件、维修和技 术支持
2
研发中心
拟发工程更改单 拟发新工程料单
2024/10/14
邦定工艺控制流程图
邦定
ME按料单制 作生产程序和上料卡
ME工艺组更改工程料 单、生产程序及上料卡
备份保存
按工艺要求制作邦定工艺指 导卡
相关部门
拟发工程更改单
品管 审核
Y
贴 胶 纸 工 艺 卡
Y
线长 N
是否停拉 Y 停拉
品管
N
Y 是否停拉
N
抽检机 芯品质 是否良
好Y
入库、出货
•ME有责任
对生产线提 出的工艺问 题进行调试、 确认。
•对模组进行检 查,发现不良 现象及时调试。 •调试不了的请 ME调试。
2024/10/14
•对机芯进行全 检,对不良机 芯进行纠正, 并及时反映给 操作工。保证 机芯100%合格。
邦定转机流程图
接上级生产安排 按工艺指导卡领PCB及IC
N
IPQC核对物料
Y
邦机程序调试
各生产环节生产参数确认 首件生产及确认
正常生产
烘烤流程图之欧阳法创编

烘烤类糕点(面包)工艺流程图
下火140180℃;时间512
分钟
※
1醒发(面包发酵箱柜):温度:为37~39℃ 湿度:80~90% 时间:150~180分钟
※
2烘焙(烤炉):温度(上火温度220℃、下火温度180℃);时间(根据产品要求1030分钟)
技术要点
1、 领料.面包专用粉、黄奶油、奶粉、鸡蛋、酵母。
2、 配料按比例配置。
3、 和面面粉和酵母混合、加水打筋约5分钟、加入
奶油再打约5分钟、面粒形如薄纸,边沿齐。
4、分块经分块机按制品规格分块约为30g、70g。
5、制作按制品规格揉块、成型、摆盘。
6、温度39℃41℃ .湿度79%82%、时间100分钟、温度120℃、体积增加3倍、根据产品要求装饰。
7、烘烤温度170℃180℃、时间20分钟、概略呈橘黄色。
8、冷却.自然冷却,温度25℃以下。
9、包装、入库贮存。
烘箱的安装要求和操作流程介绍

一、安装要求
1、安置地点:
1)地面须平稳;
2)通风须良好,落尘量较少;
3)请勿安置在潮湿地方;
4)请勿曝露在易燃或腐蚀性气体下(特殊烤箱除外、安置间隔:
1)机身前后距墙应有一公尺左右,以利机台正常操作运行;
2)机身与机身应隔一公尺,以利空气流通;
5、设定控温表温度及计时器时间设定(控温表,温度设定按附加控温表说明书操作,设定温度,计时器,即按计时器上按扭设定,即烘烤时间);
6、设定超温控制器,温度范围为高于主温控10~20度之间,例如主温控设定为120度,那超温应该设定为130~140之间;
7、打开加热开关,烘箱开始加热;
8、烘箱内温度到达设定温度时,计时器开始计时,(计时分两种,A自动计时:烘箱内温度达到设定温度后,开始计时;B手动计时:开机后,打开计时开关即开始计时);
3)特殊安全型防爆烤箱必须置于独立操作的安全隔间内。
3、电源安装:
1)请依电器铭板上所定的规格来供应电源;
2)电压变动率必须控制在额定值±10V;
3)避免电击意外发生,机身绝对须装接地线,依电工法规第三条接地法实施即可(100Ω以下);
4)不可将接地线接至瓦斯管或水管上;
5)不可将装有漏电断路器烤箱与此装置烤箱共接用零线,否则引发漏电开关跳闸,机器不能正常工作。
9、计时时间到,即自动切断加热电源,且风机继续工作,温度表照常显示;
10、物件冷却到一定温度后,即可取出物品,按“ON—OFF”中的“OFF”关机;
二、烘箱操作流程
1、请按说明书中“三安装要求”及厂牌上电源相数安装好电源,在确认电源安装无误的状况下,可按以下方式开机:
2、打开电源总开关;
3、打开控制箱门盖,确认箱内断相保护器绿灯亮,(红灯亮时开不了机,若红灯亮时可随意调换三相电源之中的两相,220VAC可不必此功能);
烤箱制作流程

烤箱制作流程设计过程如下:创建骨架模型——创建装配——由装配创建侧面板——由装配创建左右支架——由装配创建内部的反射板——由装配创建外部面板——组装玻璃门组合——组装小型外部零件。
操作步骤:1.骨架模型的建立1.1新建文件文件-新建,选取零件选项,在名称中输入“ref-cur-1”,确定1.2创建前控制面板的骨架1.2.1单击草绘按钮,选基准面FRONT为绘图平面,选TOP基准面,底部,在属性选项卡中输入名称“outer-ctl-panel”,单击草绘1.2.2选右边的直线按钮,绘制如图1.1所示的草图,单击对勾。
1.3建立承物网的基准面做新的绘图基准面,选基准面TOP,在平移组合中输入“78”,在属性选项卡中名称“NET-TOP”,确定。
1.4创建承物盘的位置曲线1.4.1单击草绘按钮,选基准面FRONT为绘图平面,选TOP基准面,底部,在属性选项卡中输入名称“OUTER-TRAY”,单击草绘.1.4.2选RIGHT基准面及NET-TOP基准面为参考基准,选右边的矩形按钮,绘制如图1.2所示的草图,单击对勾。
1.5创建发热管的位置曲线1.5.1单击草绘按钮,选基准面FRONT为绘图平面,选TOP基准面,底部,在属性选项卡中输入名称“CEN-HEATER”,单击草绘1.5.2选RIGHT基准面及NET-TOP基准面为参考基准,选右边的圆按钮,绘制如图1.3所示的草图,单击对勾。
1.6创建顶反射板的位置曲线1.6.1单击草绘按钮,选基准面FRONT为绘图平面,选TOP基准面,底部,在属性选项卡中输入名称“TOP-REFLECT-PANEL”,单击草绘1.6.2选右边的直线按钮,绘制如图1.4所示的草图,单击对勾。
1.7创建玻璃门的位置曲线1.7.1单击草绘按钮,选基准面FRONT为绘图平面,选TOP基准面,底部,在属性选项卡中输入名称“GLASS-DOOR”,单击草绘1.7.2选右边的矩形按钮,绘制如图1.5所示的草图,单击对勾。
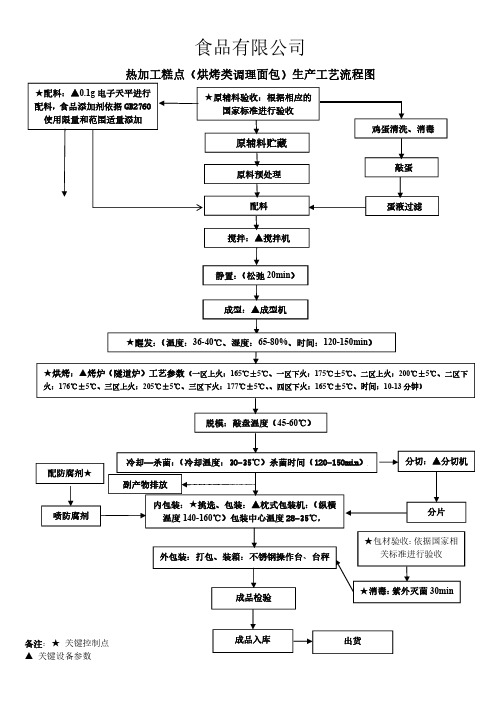
热加工糕点(烘烤类调理面包)生产工艺流程图
食品有限公司
热加工糕点(烘烤类调理面包)生产工艺流程图
★原辅料验收:根据相应的国家标准进行验收 ★配料:▲0.1g 电子天平进行配料,食品添加剂依据GB2760使用限量和范围适量添加 原辅料贮藏 原料预处理 配料 鸡蛋清洗、消毒 敲蛋 蛋液过滤 搅拌:▲搅拌机 成型:▲成型机 脱模:敲盘温度(45-60℃) 冷却—杀菌:(冷却温度:30-35℃)杀菌时间(120-150min) ★烘烤:▲烤炉(隧道炉)工艺参数(一区上火:165℃±5℃、一区下火:175℃±5℃、二区上火:200℃±5℃、二区下火:176℃±5℃、三区上火:205℃±5℃、三区下火:177℃±5℃、、四区下火:165℃±5℃、时间:10-13分钟) ★醒发:(温度:36-40℃、湿度:65-80%、时间:120-150min ) 内包装:★挑选、包装:▲枕式包装机:(纵横温度140-160℃)包装中心温度28-35℃, ★包材验收:依据国家相关标准进行验收 ★消毒:紫外灭菌30min 外包装:打包、装箱:不锈钢操作台、台秤 成品入库 成品检验 备注:★ 关键控制点
▲ 关键设备参数 出货 副产物排放 配防腐剂★ 喷防腐剂 分切:▲分切机 分片 静置:(松弛20min )。
方太电烤箱安装标准作业指导书-20150520

图1图2图3图401电烤箱安装作业指导书工序名称安装环境整体判断测量工序号作 业 示 意 图作 业 内 容 和 标 准注意事项:1、平放在通风干燥,无腐蚀性的环境中,远离高温及蒸汽;2、整机远离热源、酒精、煤气等易燃品;3、电烤箱及电源插座不得安装在可能受潮或易被水淋湿的地方;4、放置电烤箱的橱柜底板必须坚固且能承受60Kg以上的重量且橱柜材料(木材、粘合剂)必须耐温120℃以上;<01> 确认橱柜开孔尺寸是否符合用户购买的产品安装要求(如图1~3),为保持通风,后部、预留大于45mm的空隙;<02> 需单独布2.5平方以上的电线,插座规格需16A,以确保安全;<03> 用相位检测仪判定电源是否正常 (图4);<04> 进入下一工序;图1图2图3图4电烤箱安装作业指导书工序号02作 业 内 容 和 标 准工序名称开箱验机<01> 找一块干净的地面或者准备一张纸片平铺在地上(图1);<02> 从包装箱背面用螺丝刀划开封箱胶带(图2);<03> 取出机器(图3);<04> 取出附件放置在干净的物体上;<05> 把空置的包装箱放置在用户指定的区域或房屋的角落;<06> 进入下一工序;注意事项:1、检查信息:机器型号/编码是否与外包装箱一致;2、检查外观:外观是否有损坏a、箱体有无受撞击,重压迹象;b、门体是否平整,开关是否顺畅灵活;3、检查附件:机器附件是否完整,并将附件取出;作 业 示 意 图图1图2图3作 业 示 意 图作 业 内 容 和 标 准<01> 检查电烤箱插座是否带电并切断电源;<02> 将电烤箱放置在离安装孔较近的地方,并插上电源(图1);<03> 两手抓住电烤箱挖手处,轻轻地将其推向橱柜内部,并推到底(图2);<04> 将电烤箱的前端搁在橱柜底板上,左右两侧需用螺钉可靠固定(图3);<05> 进入下一工序;注意事项:1、橱柜要有良好的通风环境,使形成一个循环系统,确保电烤箱能正常散热;2、搬运放置时应从拉手孔或底部抬起,轻搬轻放,切不可通过拖拉门体或把手来移动烤箱。
电烤箱工作原理以及构造

电烤箱工作原理以及构造【家电英才网提供】电烤箱构造电烤箱由箱体、箱门、电热元件、控温与定时装置组成。
①箱体多用薄钢板制成,一般为双层,其间为空气夹层或充填绝热材料。
②箱门上装有耐高温玻璃,以便观察食物烤制情况。
③电热元件常用外表涂敷远红外辐射材料的金属管式。
一般电烤箱都有上下两只电热元件,有的还在箱侧加装一、二只。
④控温元件主要采用双金属片式。
80年代以后,电子式控温元件也已逐步推广。
⑤定时装置常用发条式和电动式,前者定时范围在1小时以内,后者可达数小时。
有的电烤箱中还设一食物托盘,由微电机驱动,低速旋转,使食物烤制更为均匀。
20世纪80年代初出现电脑电烤箱,采用温度传感器、重量传感器、湿度传感器和微处理机,可以根据预先输入的烤制程序,自动选取最佳烤制模式,使烤制过程最优化和自动化。
电烤箱的工作原理电烤箱是利用电热元件所发出的辐射热来烘烤食品的电热器具,利用它我们可以制作烤鸡、烤鸭、烘烤面包、糕点等。
根据烘烤食品的不同需要,电烤箱的温度一般可在50-250℃范围内调节。
电烤箱主要由箱体、电热元件、调温器、定时器和功率调节开关等构成。
其箱体主要由外壳、中隔层、内胆组成三层结构,在内胆的前后边上形成卷边,以隔断腔体空气;在外层腔体中充填绝缘的膨胀珍珠岩制品,使外壳温度大大减低;同时在门的下面安装弹簧结构,使门始终压紧在门框上,使之有较好的密封性。
电烤箱的加热方式可分为面火(上加热器加热)、底火(下加热器加热)和上下同时加热三种。
电烤箱的分类按所用电热元件分为普通型和远红外型;按有无自净功能(能自动将箱内汤汁污垢变为可以方便拭去的轻灰的功能)分为自净型和非自净型。
电烤箱所用的发热元件大致可分为三类:一类是选用一根远红外管和一根石英加热管的电烤箱,它是所有的电烤箱中档次较低的类型。
不过,基本的电烤功能还是能实现的,只是烤的速度相对会慢一点。
因此,它比较适合经济状况一般,但却需要买电烤箱的家庭以及单身一族。
电烤箱的结构、原理及维修。

电烤箱的结构、原理及维修。
电烤箱的特点是结构筒单,使用方便,维修容易。
由于具有自动恒温、自动定时及选择上下加热控制装置,所以烘烤质量好而稳定,烤出的食物色香味俱佳。
它清洁卫生,不污染环境,比以煤、煤气或液化石油气为徽料的烤炉优越得多。
一、电烤箱的结构和原理烤箱有非自动控制普通型、恒温型、电子自动控制型、远红外线电烤炉和多士炉等。
电烤箱由箱体(外壳、内腔、炉门)、加热器、控制装置〔调温器、定时器、转换开关等〕、电气接线和炉具附件(烤盘、烤网、柄叉)等部分构成。
(1)箱体由图10-9可见电烤箱的箱体由外壳、内腔及炉门组成。
外壳与内腔之间一般为空气夹层,这是为了提高保温效果。
也有些是中间填充硅酸铝纤维毡或其他保温材料以得到更好的保温效果。
在电烤箱侧设有可拆卸的活动盖板。
盖板内是安装电气控制元件的控制室。
这样,卸下盖板可方便维修电气元件和控制器。
电烤箱内腔经镀铬处理.镀层反射率高,可将加热器的一部分热辐射到被烤食物和烤盘上。
烤炉内腔两侧设有烘烤架,是搁置烤盘或烤网用的,烘烤架有3-4层,各层具有不同的烘烤效果。
电烤箱的炉门内设有拉簧结构,能自如地开闭。
炉门上装有耐热钢化的玻璃窗,透过玻璃可以随时观察箱内食物的烘烤火候。
炉门与炉体之间留有适当的缝隙,烘烤过程中蒸发出的水份能及时地通过缝隙排出炉外。
(2)加热器电烤箱的加热器一般分为两部分。
一部分安装在内腔的上部.称为上加热器;另一部分安装在内腔的下部,称为下加热器。
加热器由管状电热元件或乳白石英玻璃加热管构成。
管状电热元件的管壳一般由不锈钢制成,管内装有螺旋状电热丝。
管壳与电热丝填充具有良好导热性能但不导电的氧化镁粉。
管壳表面有远红外线涂层,涂层可使电烤炉提高烘烤效率20一30%。
石英玻璃加热管是在乳白石英玻璃管内装进带支架的螺旋状电热丝制成。
加热器一般有两根石英玻璃管。
其两端有陶瓷管座支承,两管一端相连,另一端分别做成电源接线端,石英玻璃加热管具有热容量小、升温快、热效率较高的优点。