三轴全自动点胶机设备操作说明书
三轴点胶机控制器(差分)-手持版说明书V8.2
三轴智能点胶机控制系统QZ-NC03(手持版)V8.2说明书东莞全职数控科技有限公司目录1.产品介绍 (3)1.1产品概述 (3)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 系统连接示意图 (5)2.2 安装尺寸.......................................................................................................... (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (9)4.1开机画面介绍 (9)4.2主菜单功能介绍 (12)4.3新增功能操作 (15)4.4插入指令操作 (24)4.5删除指令操作 (24)4.6复制指令操作 (24)4.7阵列复制操作 (25)4.8偏移操作 (25)4.9批量修改 (26)4.10自动圆角 (26)4.11类型批量修改 (26)4.12系统 (26)4.13执行方式操作 (28)4.14复位方式操作 (29)4.15产量设定 (29)4.16默认参数 (30)4.17拉丝工艺 (30)4.18停机位置 (31)4.19空移速度 (31)4.20定滴功能 (32)4.21对针操作 (32)4.22 MARK点对针操作 (32)5.注意事项 (33)5.1装机事项 (33)5.2常见问题说明与故障排除 (33)1.产品介绍1.1产品概述QZ-NC03是由本公司专业数控团队为点胶机行业量身定做的低成本、高浓缩、高集成度的智能点胶机控制系统。
1.2功能简介1、手持盒采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、具有画点、直线、多段线、三维圆弧(空间圆弧)、圆、跑道、矩形、涂布、自动圆角、不规则三维样条曲线等图形元素;丰富的手工教导功能及图形预览功能。
三轴点胶机控制系统说明书

输入 驱动器
胶枪1 胶枪2 胶枪3 胶枪4
输 出1 输 出2 输 出3 输 出4
:接 至 枪 通 道 控 制1 ,低 电 平 输 出 方 式 :接 至 枪 通 道 控 制2 ,低 电 平 输 出 方 式 :接 至 枪 通 道 控 制3 ,低 电 平 输 出 方 式 :接 至 枪 通 道 控 制4 ,低 电 平 输 出 方 式
:外 部 输 入2 :外 部 输 入3 :外 部 输 入4
脉 冲1 方 向1 脉 冲2 方 向2 脉 冲3 脉 冲3
:接 至X轴 驱 动 器 脉 冲-端, +端 接+ 5V :接 至X轴 驱 动 器 方 向-端, +端 接+ 5V :接 至Y轴 驱 动 器 脉 冲-端, +端 接+ 5V :接 至Y轴 驱 动 器 方 向-端, +端 接+ 5V :接 至Z轴 驱 动 器 脉 冲-端, +端 接+ 5V :接 至Z轴 驱 动 器 脉 冲-端, +端 接+ 5V
43
GND
4 4 +5V输出
第 5 页 共 37 页
2.2 控制器接线说明
接线说明
输 入1 输 入2 输 入3 输 入4 输 入5 输 入6 输 入7 输 入8 输 入9 输 入1 0 输 入1 1 输 入1 2
:接 至X轴 原 点 传 感 器 :接 至Y轴 原 点 传 感 器 :接 至Z轴 原 点 传 感 器 :保 留 使 用 :保 留 使 用 :接 至"启 动/暂 停"按 钮 :接 至"暂 停"按 钮 :接 至"复 位/急 停"按 钮 :外 部 输 入1
第 2 页 共 37 页
1.产品介绍
QZ-NC0903点胶机说明书

QZ-NC0903(手持版)说明书三轴智能点胶机控制系统目录1.产品介绍 (3)产品概述 (3)功能简介 (3)功能特性 (3)产品列表 (4)2.接线说明图 (5)控制器接线引脚定义 (5)控制器接线说明....... . (6)系统连接示意图 (7)转接板接线说明 (8)转接板接线示意图............................................................................................ . (9)安装尺寸.......................................................................................................... (10)3.按键说明 (11)手持盒按键图 (11)手持盒按键说明 (11)4.手持盒操作说明 (13)开机画面介绍 (13)主菜单功能介绍 (15)新增功能操作 (19)插入指令操作 (28)删除指令操作 (28)复制指令操作 (28)阵列复制操作 (29)偏移操作 (29)批量修改 (30)自动圆角 (30)类型批量修改 (30)系统 (31)执行方式操作 (33)复位方式操作 (33)产量设定 (34)默认参数 (34)拉丝工艺 (35)停机位置 (35)空移速度 (36)定滴功能 (36)对针操作 (36)M A R K点对针操作 (36)拨码开关说明 (37)5.注意事项 (37)装机事项 (37)常见问题说明与故障排除 (37)1.产品介绍产品概述QZ-NC0903是由本公司专业数控团队为点胶机行业量身定做的低成本、高浓缩、高集成度的智能点胶机控制系统。
功能简介1、手持盒采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、具有画点、直线、多段线、三维圆弧(空间圆弧)、圆、跑道、矩形、涂布、自动圆角、不规则三维样条曲线等图形元素;丰富的手工教导功能及图形预览功能。
Y&D简易操作说明

Y&D三轴桌面机械手简易操作说明(1)设备接通电源(AC110-220V)后,将面板上的开关打到编程模式 根据面板上的显示按“START”键返回原点。
注:开关打在上边为自动模式开关打在下边为编程模式(2)按F12,设定Z轴高度、X、Y、Z速度。
注:Z轴提高设定,进入设定画面后选择“2”相对位置相对距离一般可设在0-40mm之间(3)按F12,设定加速度,进入设定画面后可对加速度进行设定,设定的值不宜太小。
注:加速度是在各轴运行速度过快,设备产生晃动时用以改善这一状态,重而使运行相对平滑。
(4)清扫位置设定。
(待清扫位置)注:1、通过键盘上的相应按键将X、Y、Z移动到合适的位置。
按F1保存。
2、保持X、Y不变调整Z轴的高度(针头插入的长度)。
按F1保存。
3、通过“-”、“+”翻页,翻到“待清扫位置”点,按键盘上的“M”运行该点再次通过“-”、“+”翻页,翻到步骤3,按F1保存。
(5)按F7,进行点胶时间初始化设定。
注:初始化设定均设为“0”。
(6)按F7,进行点胶时间设定。
注:点胶时间需根据产品胶量的需求进行设定。
(7)按F12,点胶结束设定。
注:H下降速度可设在60-80之间。
L上升速度(点胶完成后针头提起速度),30以下。
L针头抬起的高度,必须大于产品的高度。
(8)按F12,设定Z轴高度。
注:同步骤(2)这里的Z轴高度为每次点胶完Z轴上移的距离。
(9)设定点胶点。
注:通过键盘上的相应按键移动各轴的位置,做为点胶点,按F1保存。
设定多个点同理。
(10)按F7,进行关闭点胶机设定注:同(5)(11)同(4)-3操作一样,将点胶的最后一个点保存到步骤(11),修改Z轴 轴的位置,使它完全避开产品,按F1保存。
(12)将“待清扫位置”再次保存。
(13)按F12设定程序原点,设定完成不会产生点座标(系统已默认)(14)将面板上的开关打到自动模式。
(15)根据屏幕提示,再次按下“START”,回完原点后,即可自动运行。
桌面点胶机设备三轴安全操作及保养规程

桌面点胶机设备三轴安全操作及保养规程1. 引言桌面点胶机设备是一种广泛应用于工业生产中的自动化设备。
为了确保设备的安全运行以及减少故障的发生,本文将介绍桌面点胶机设备的三轴安全操作规程和保养规程。
2. 三轴安全操作规程三轴是桌面点胶机设备的重要组成部分,包括X轴、Y轴和Z轴。
在操作桌面点胶机设备时,应严格按照以下规程操作:2.1 X轴操作规程•在使用桌面点胶机设备前,确保X轴处于初始位置,并且没有障碍物阻挡。
可以通过手动推动X轴来确认其运动是否正常。
•不要在设备运行过程中随意移动X轴,以免引起意外伤害或设备故障。
•当设备发生异常情况时,如X轴卡住或无法正常运动时,应立即停止使用,并联系专业维修人员进行检修。
2.2 Y轴操作规程•在使用桌面点胶机设备前,确保Y轴处于初始位置,并且没有障碍物阻挡。
可以通过手动推动Y轴来确认其运动是否正常。
•不要在设备运行过程中随意移动Y轴,以免引起意外伤害或设备故障。
•当需要调整点胶位置时,在停止设备运行后,谨慎操作Y 轴,避免过度力量造成设备损坏。
2.3 Z轴操作规程•在使用桌面点胶机设备前,确保Z轴处于初始位置,并且没有障碍物阻碍其正常运动。
•不要在设备运行过程中随意移动Z轴,以免引起意外伤害或设备故障。
•当需要调整点胶厚度时,在停止设备运行后,谨慎操作Z 轴上下移动,避免过度力量造成设备损坏。
3. 设备保养规程为了保证桌面点胶机设备的正常运行和延长其使用寿命,需要进行定期的保养。
以下是设备保养规程:3.1 清洁•定期清洁设备的表面和外壳,使用干净的软布擦拭,不得使用腐蚀性溶剂或刺激性化学品。
•清理设备内部的灰尘和杂物,定期检查风扇是否正常工作,如有异常应及时处理。
3.2 润滑•定期对设备的传动部件进行润滑,使用适当的润滑剂,并按照设备使用手册中的说明进行操作。
3.3 紧固•定期检查设备的螺丝连接部分是否松动,如发现松动应及时紧固,避免影响设备的正常运行。
4. 总结本文介绍了桌面点胶机设备的三轴安全操作规程和保养规程。
三轴点胶机说明书(完整资料).doc

三轴点胶机说明书(完整资料).doc 【最新整理,下载后即可编辑】⽬录第⼀章概述 (3)1.1硬件 (3)1.2 软件 (4)1.3 配件 (4)1.4 主板尺⼨(单位:mm) (4)1.5 ⼿持编程器尺⼨(单位:mm) (4)第⼆章主界⾯及按键说明 (4)2.1 主界⾯说明 (4)2.2 ⼿持编程器按键说明 (4)2.3 程序选择及对针按键说明 (4)第三章编程的基本⽅法说明 (4)3.1 单位符号解释 (4)3.2 点胶程序结束的约定 (4)3.3 点胶程序运⾏⽅式 (4)3.4 点胶的基本路径组成 (4)第四章菜单1 (4)4.1 第1页1.⽂件名编辑 (4)4.2 第1页2.⽣成默认点胶参数 (4)4.3 第1页3.编辑多个编程点 (4)4.4 第1页4.设置标号 (4)4.5 第1页5.阵列点胶 (4)4.6 第1页6.阵列展开操作 (4)4.7 第1页7.调⽤⼦程序 (4)4.8 第1页8.调⽤⽂件 (4)4.9 第1页9.程序跳转 (4)4.10 第2页1.有限次数循环 (4)4.11 第2页2.程序结束或返回 (4)4.12 第2页3.延时 (4)4.13 第2页4.暂停 (4)4.14 第2页5.输⼊信号编程 (4)4.15 第2页6.输出信号编程 (4)4.16 第2页7.⽅形涂胶 (4)4.18 第2页9.点胶信号开/关 (4)4.19 第3页1.⼯件计数器 (4)4.20 第3页2.回空闲停留位置 (4)4.21 第3页3.回原点 (4)第五章菜单2 (4)5.1 第1页1.对针点设置 (4)5.2 第1页2.校准对针点 (4)5.3 第1页3.胶枪下移限制值设置 (4) 5.4 第1页4.空闲停留点坐标设置 (4) 5.5 第1页5.胶枪提起⾼度设置 (4)5.6 第1页6.空移速度设置 (4)5.7 第1页7.提前出胶时间设置 (4)5.8 第1页8.线段点胶速度设置 (4)5.9 第1页9.线段点胶拉丝参数设置 (4) 5.10 第2页1.线段点胶时间参数设置 (4) 5.11 第2页2.单点点胶参数设置 (4) 5.12 第2页3.急停时输出信号设置 (4) 5.13 第2页4.输出信号初始化设置 (4) 5.14 第2页5.空闲滴胶时间设置 (4) 5.15 第2页6.匀速调试速度设置 (4) 5.16 第2页7.⼯件计数器设置 (4)第六章菜单3 (4)6.1 第1页1.针头移动到指定坐标 (4) 6.2 第1页2.⽂件复制 (4)6.3 第1页3.DXF⽂件转换 (4)6.4 第1页4.对当前⽂件锁定/解锁 (4) 6.5 第1页5.对机器⾼级锁定/解锁 (4) 6.6 第1页6.当前⽂件锁定密码设置 (4) 6.7 第1页7.机器⾼级锁定密码设置 (4) 6.8 第1页8.输⼊⼝名称编程 (4)6.9 第1页9.输出⼝名称编程 (4)6.10 第2页1.按键声⾳设置 (4)6.11 第2页2.速度优先等级设置 (4) 6.12 第2页3.⼩键盘锁定/解锁 (4)第⼀章概述概述……ARM,DSP,FPGA,彩屏1.1硬件2.电机轴输出:5轴输出,分别为XYZ三维坐标轴,A轴旋转轴,实现双Y轴功能的Y2扩展轴,可实现带旋转轴的双Y轴点胶机台控制。
三轴点胶机说明书(完整资料).doc
【最新整理,下载后即可编辑】目录第一章概述 (4)1.1 硬件 (4)1.2 软件 (5)1.3 配件 .......................................................................... 错误!未定义书签。
1.4 主板尺寸(单位:mm)................................... 错误!未定义书签。
1.5 手持编程器尺寸(单位:mm)..................... 错误!未定义书签。
第二章主界面及按键说明 (6)2.1 主界面说明 (6)2.2 手持编程器按键说明 (8)2.3 程序选择及对针按键说明................................. 错误!未定义书签。
第三章编程的基本方法说明 .. (11)3.1 单位符号解释 (11)3.2 点胶程序结束的约定 (12)3.3 点胶程序运行方式 (12)3.4 点胶的基本路径组成 (12)第四章菜单1 (15)4.1 第1页1.文件名编辑 (16)4.2 第1页2.生成默认点胶参数 (16)4.3 第1页3.编辑多个编程点 (17)4.4 第1页4.设置标号 (21)4.5 第1页5.阵列点胶 (21)4.6 第1页6.阵列展开操作 (22)4.7 第1页7.调用子程序 (22)4.8 第1页8.调用文件 (23)4.9 第1页9.程序跳转 (23)4.10 第2页1.有限次数循环 (24)4.11 第2页2.程序结束或返回 (24)4.12 第2页3.延时 (24)4.13 第2页4.暂停 (25)4.14 第2页5.输入信号编程 (25)4.15 第2页6.输出信号编程 (25)4.16 第2页7.方形涂胶 (25)4.17 第2页8.圆形涂胶 (26)4.18 第2页9.点胶信号开/关 (26)4.19 第3页1.工件计数器 (26)4.20 第3页2.回空闲停留位置 (26)4.21 第3页3.回原点 (27)第五章菜单2 (27)5.1 第1页1.对针点设置 (27)5.2 第1页2.校准对针点 (27)5.3 第1页3.胶枪下移限制值设置 (28)5.4 第1页4.空闲停留点坐标设置 (28)5.5 第1页5.胶枪提起高度设置 (28)5.6 第1页6.空移速度设置 (28)5.7 第1页7.提前出胶时间设置 (29)5.8 第1页8.线段点胶速度设置 (29)5.9 第1页9.线段点胶拉丝参数设置 (29)5.10 第2页1.线段点胶时间参数设置 (30)5.11 第2页2.单点点胶参数设置 (31)5.12 第2页3.急停时输出信号设置 (31)5.13 第2页4.输出信号初始化设置 (31)5.14 第2页5.空闲滴胶时间设置 (31)5.15 第2页6.匀速调试速度设置 (32)5.16 第2页7.工件计数器设置 (32)第六章菜单3 (32)6.1 第1页1.针头移动到指定坐标 (32)6.2 第1页2.文件复制 (33)6.3 第1页3.DXF文件转换 (34)6.4 第1页4.对当前文件锁定/解锁 (34)6.5 第1页5.对机器高级锁定/解锁 (34)6.6 第1页6.当前文件锁定密码设置 (34)6.7 第1页7.机器高级锁定密码设置 (34)6.8 第1页8.输入口名称编程 (34)6.9 第1页9.输出口名称编程 (35)6.10 第2页1.按键声音设置 (35)6.11 第2页2.速度优先等级设置 (35)6.12 第2页3.小键盘锁定/解锁 ............................ 错误!未定义书签。
点胶机使用说明

一、点胶机手持编程器说1.4 坐标轴控制区二、各程序代码所示含义:在手持编程器的功能键区(如图1.3所示),存在5个键,各个键所代表的含义为:MODE:模式转换键CH:选择频道键OBJ:命令选择键EDIT:编辑键AUX:辅助参数设置键三、编程过程:1、选择工作模式:自动点胶机操作使用说明需要编写程序时,首先打开点胶机的电源,然后利用点胶机手持编程器进行1.1 手持编程器 1.2 手持编程器按键控制区 在手持编程器的功能键区,利用MODE键进行模式的转换,每次按下MODE后,就会使现在的模式状态进行转变,转变为下一个模式。
在按下MODE键不同次数时,在编程屏幕显示区可以得到下面图片所示的几个功能模式:1.3 功能键区编程屏幕显示区2、选择所需编写的新程序的存储位置(即频道的选择):当我们想要进行新的程序编写的时候,我们应该连续按下手持编程器的功能按键区的“MODE”键,使手持编程器的编程屏幕显示区出现如图3.4的界面。
此时,机器处于编程模式,再按下手持编程器功能按键区的“CH”键,将会出现如下图3.5所示的界面:图3.4所示的工作模式,在此工作模式下,可以将点胶动作通过手持编程器进行写入,所以,当我们开始一个新的程序编写的时候,应该连续按下功能键MODE,使编程屏幕显示区内显示如图3.4所示界面,在此界面下继续进行下一步。
3.1 测试模式:此模式下,编辑好的程序通过手持编程器上的按键可以单步运行。
3.2 自动模式:此模式下,编辑好的程序通过手持编程器按键可自动运行3.3 外部模式:此模式下,即可通过外部按键和手持控制器上的按键进行操作。
3.4 编程模式:在此模式下,可以将点胶动作通过手持编程器进行写入程序。
3、程序的编辑:在命令选择键“OBJ”目录下各命令的含义如下:3.5 编程模式界面按下CH键后出现的界面 3.6 利用手持编程器数字键键入55后 在图3.5所示界面下,我们可以输入要编写的新程序的存储地址即程序存储的频道。
三轴点胶机说明指导书

三轴点胶机说明指导书目录第一章概述 (4)硬件 (4)软件 (6)配件.................................................... 错误!未定义书签。
主板尺寸(单位:mm) .................................... 错误!未定义书签。
手持编程器尺寸(单位:mm)............................... 错误!未定义书签。
第二章主界面及按键说明 (7)主界面说明 (7)手持编程器按键说明 (9)程序选择及对针按键说明 .................................. 错误!未定义书签。
第三章编程的基本方法说明. (13)单位符号解释 (13)点胶程序结束的约定 (14)点胶程序运行方式 (14)点胶的基本路径组成 (15)第四章菜单1 (18) (18) (18) (19) (23) (23) (25) (25) (26) (26) (27) (27) (28) (28) (29) (29) (29) (30) (30) (30) (30)第五章菜单2 (31) (31) (31) (32) (32) (32) (33) (33) (34) (34) (35) (35) (36) (36) (36) (36) (37)第六章菜单3 (37) (37) (38) (39) (39) (40) (40) (40) (40) (40) (40)........................................................ 错误!未定义书签。
........................................................ 错误!未定义书签。
第一章概述概述……ARM,DSP,FPGA,彩屏1.1硬件2.电机轴输出:5轴输出,分别为XYZ三维坐标轴,A轴旋转轴,实现双Y轴功能的Y2扩展轴,可实现带旋转轴的双Y轴点胶机台控制。
三轴点胶机控制器(差分)~手持版使用说明书V8.2
三轴智能点胶机控制系统QZ-NC03(手持版)V8.2说明书东莞全职数控科技有限公司目录1.产品介绍 (3)1.1产品概述 (3)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 系统连接示意图 (5)2.2 安装尺寸.......................................................................................................... (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (9)4.1开机画面介绍 (9)4.2主菜单功能介绍 (12)4.3新增功能操作 (15)4.4插入指令操作 (24)4.5删除指令操作 (24)4.6复制指令操作 (24)4.7阵列复制操作 (25)4.8偏移操作 (25)4.9批量修改 (26)4.10自动圆角 (26)4.11类型批量修改 (26)4.12系统 (26)4.13执行方式操作 (28)4.14复位方式操作 (29)4.15产量设定 (29)4.16默认参数 (30)4.17拉丝工艺 (30)4.18停机位置 (31)4.19空移速度 (31)4.20定滴功能 (32)4.21对针操作 (32)4.22 MARK点对针操作 (32)5.注意事项 (33)5.1装机事项 (33)5.2常见问题说明与故障排除 (33)1.产品介绍1.1产品概述QZ-NC03是由本公司专业数控团队为点胶机行业量身定做的低成本、高浓缩、高集成度的智能点胶机控制系统。
1.2功能简介1、手持盒采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、具有画点、直线、多段线、三维圆弧(空间圆弧)、圆、跑道、矩形、涂布、自动圆角、不规则三维样条曲线等图形元素;丰富的手工教导功能及图形预览功能。
自动点胶机设备操作说明书

一﹑面板介紹﹕1、堆疊下料機構 5、急停開關2、點膠工位 6、電源停止開關3、收料夾具 7、電源啟動開關4、觸摸屏二﹑操作說明﹕1、膠桶換膠:1.1先關掉‘1’號進氣閥門,然後打開‘2’號氣閥排除儲膠罐氣壓。
如圖:125 61 2 4731.2將儲膠罐蓋板上三顆螺絲松開﹐取下儲膠罐蓋板。
在把凡立水倒到膠桶里,膠量為整個儲膠罐的 3/4左右。
1.3儲膠罐加入定量的凡立水后﹐將儲膠罐放入真空機內進行抽真空,防止膠內有氣泡﹐影響點膠品質。
如圖:1.4將抽真空后的儲膠罐與蓋板對好并將三顆螺絲固定牢固。
如1.1所示圖片﹐先將“2”排氣閥門關閉﹐再將“1”進氣閥門打開。
2、點膠頭排膠:2.1、按下“電源啟動開關”觸摸屏顯示“主界面”如下圖。
2.2用手指肚輕觸“手動畫面”按鍵﹐屏幕顯示如下圖里2.3用手指肚輕觸“排膠停止”鍵﹐點膠閥自動移到排膠位置如下圖:2.4點膠閥到排膠位置后,交替按“排膠停止”鍵,機器即進行排膠和關膠動作。
排膠完成后,按“排膠停止”鍵關膠后,點膠頭無膠流出為OK。
2.5若按下“排膠停止”鍵﹐停止排膠后﹐點膠頭扔有膠外排。
說明管道內有空氣﹐要用“倒立式”排膠。
如下圖:2.6倒立式排膠操作動作如2.4操作(點膠頭需用干淨的布條包住﹐點膠頭不可對向面部﹐以防止造成人身事故﹔注﹕排胶完成后,点胶阀开闭时胶水没有延时滴胶及气泡现象!)﹐排膠完成后﹐將點膠閥安裝回原位。
點膠頭向上2.7將待作業產品放入點膠位﹐用手動將點膠頭下移﹐使之與產品點膠位置對稱﹐若點膠頭與產品位置孌化時﹐可移動點膠頭X﹑Y軸進行移動﹐直至對稱完成點膠頭安裝。
3、設定點膠條件:3.1、總氣壓:根據膠量流動性進行設備置(如0.6MPA)3.2、膠桶氣壓:根據膠量太小進行設置(0.1MPA)3.3、點膠閥刻度(如下圖):根據膠量太小進行設置(348-352)3.4、參數畫面:如下圖: 機器工作位置(30400)﹑工作速度(28000)﹑下行程數(7900)﹑上行程數(7900)﹑點膠時間(0.5)可根據點膠效果進行修正。
全自动点胶机器人用户手册说明书
全自动点胶机器人用户手册版权说明本手册未经本公司书面许可,任何人或组织不得翻印、翻译和抄袭。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,本公司保留对本资料的最终解释权,内容如有更改,恕不另行通知。
调试设备要注意安全!用户必须在设备中设计有效的安全保护装置,否则所造成的损失,本公司没有义务或责任负责。
目录概述 (3)一.欢迎界面 (3)二.主界面 (3)三.手动操作 (9)四.I/O调测 (10)五.参数设置 (12)5.1速度设置 (13)5.2限位设置 (14)5.3零点设置 (15)5.4其它设置 (16)5.5当量设置 (17)5.6密码设置 (18)5.7复位设置 (19)5.8工艺设置 (20)六.档案管理 (21)七.档案编程 (23)7.1空移 (24)7.2点胶 (25)7.3轨迹起点 (26)7.4拖胶 (27)7.5轨迹中点 (28)7.6弧线终点 (29)7.7整圆终点 (30)7.8等待输入 (31)7.9输出 (32)7.10暂停 (33)7.11延时 (34)7.12循环 (35)7.13条件跳转 (36)7.14输出等待 (37)7.15矩阵 (38)7.16档案调用 (39)7.17程序结束 (40)八.报警 (41)九.其它注意事项 (44)概述本点胶机器人支持点胶、拖胶和圆弧运动,运用相关参数可使胶体流动与运动可高度匹配,实现均匀、平滑的加工效果。
相对于按键式手持操作器,人机界面友好,操作简单,容易上手。
本机器人扩展性好,IO以及系统功能可根据客户要求平滑升级,是低噪声、高精度、高效率点胶的最佳选择。
一.欢迎界面见图1.1。
点击可以进入主界面。
图1.1二.主界面点击进入到主界面,见图2.1。
主界面用于自动加工时的界面显示以及待机模式下档案操作和设备调试。
图2.11,格式为:当前档案号/总档案数,当前档案号表示正在执行的档案,总档案数表示系统中存在的总档案个数。
CCD三轴点胶机使用说明书V1_0_(1)
CCD定位台式三轴点胶机使用说明书2010 V1.00一、工作原理CCD定位点胶机的工作原理是首先利用机器视觉的模板学习功能,学习所有产品的共同特征,然后利用机器视觉的自动识别功能,精确定位每一个产品的位置,然后再控制三轴进行精确点胶。
二、机器介绍1 急停按扭按该按扭,机器会马上停止所有动作。
2 启动/停止按扭复位时候,先按急停按扭,再拔起急停按扭,然后按下启动/停止按扭,机器会回一次原点,再回到工作位置。
准备就绪。
工作的时候,放好产品,按启动/停止按扭,机器会做一次工作。
3 对针按扭按该按扭,机器会移动到对针平台上4 通信接口机器和电脑连接的接口,用于软件通信用。
5 手动出胶按扭按住该按扭,机器会出胶水6 精密调压阀可调节点胶的气压。
7 压力显示表该表显示点胶气压8 回吸阀调整该阀,机器点胶完成后,会有一个回吸气压,防止滴胶。
9 状态显示灯红灯闪烁,表示机器在停止状态绿灯闪烁,表示机器在运行状态红绿交叉闪烁,表示机器在就绪状态10 胶筒和胶针换胶时,取下该部分,装满胶,重新安装上去,并锁紧即可。
11 CCD和镜头该部分为机器视觉装置,是机器的眼睛。
12 光源用来照亮产品,使得机器视觉可以看到产品。
13 出气口要用适配器连接出气口和胶筒,这样机器出的气压可加到胶筒中,给点胶提供动力14 适配器胶筒和出气口的连接装置15 工作平台产品放置的平台三、软件介绍登陆界面:软件开始界面,角色分操作员和管理员。
数据加载界面:主界面:1和2为菜单和工具拦,通过他们可以进入系统各个常用功能界面。
3为系统点胶数据表格右键单击可弹出菜单,包含对该表当前数据的增加,插入,修改,删除等功能。
点胶数据格式如下:编号 点类型 x y z 速度 时间 针高 编号表示该点是所有点中的第几个点 点类型分别有普通点,直线起点,直线终点,圆起点,圆中点,圆终点,圆弧起点,圆弧中点,圆弧终点, 拍照点。
分别用来做普通点胶、画直线、画圆和画圆弧用。
三轴点胶机控制器 差分 手持版说明书V

三轴智能点胶机控制系统QZ-NC03(手持版)V8.2说明书东莞全职数控科技有限公司目录1.产品介绍 (3)1.1产品概述 (3)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 系统连接示意图 (5)2.2 安装尺寸.......................................................................................................... (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (9)4.1开机画面介绍 (9)4.2主菜单功能介绍 (12)4.3新增功能操作 (15)4.4插入指令操作 (24)4.5删除指令操作 (24)4.6复制指令操作 (24)4.7阵列复制操作 (25)4.8偏移操作 (25)4.9批量修改 (26)4.10自动圆角 (26)4.11类型批量修改 (26)4.12系统 (26)4.13执行方式操作 (28)4.14复位方式操作 (29)4.15产量设定 (29)4.16默认参数 (30)4.17拉丝工艺 (30)4.18停机位置 (31)4.19空移速度 (31)4.20定滴功能 (32)4.21对针操作 (32)4.22 MARK点对针操作 (32)5.注意事项 (33)5.1装机事项 (33)5.2常见问题说明与故障排除 (33)1.产品介绍1.1产品概述QZ-NC03是由本公司专业数控团队为点胶机行业量身定做的低成本、高浓缩、高集成度的智能点胶机控制系统。
1.2功能简介1、手持盒采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、具有画点、直线、多段线、三维圆弧(空间圆弧)、圆、跑道、矩形、涂布、自动圆角、不规则三维样条曲线等图形元素;丰富的手工教导功能及图形预览功能。
自动点胶机操作说明书

.設備名稱 自動點膠機 設備功能 點膠 文件編號設備型號QD-100廠 商版 本一﹑機構介紹﹕`1﹑儲膠箱﹕用于儲存凡立水﹐并自動出凡立水。
2﹑點膠機﹕用于點凡立水膠。
二﹑儲膠箱的使用方法﹕1﹑面板介紹﹕`① 節流閥﹕一共6個﹐用于調節凡立水的流量﹐節流閥順序從左至右為1-6。
② 自動/手動轉換開關﹕用于自動/手動轉換。
③ 吸膠開關﹕點擊后機器將自動吸膠。
④ 出膠開關﹕用于向點膠機供應凡立水。
⑤ 停止開關﹕用于停止一切正在運作的動作。
⑥ 吸膠指示燈﹕指示機器正在吸膠中。
⑦ 出膠指示燈﹕指示機器正在出膠中。
⑧ 上限位指示燈﹕用于指示膠已吸滿。
⑨ 下限位指示燈﹕用于指示膠已用完。
2﹑手動操作方法﹕接通電源后﹐將“自動/手動”轉換開關到手動 按“吸膠”鍵 吸膠指示燈亮 當上限位指示燈亮后 按下“出膠”鍵 此時出膠指示燈亮 待下限位指示燈亮后 按下“停止鍵機器停止運作﹐手動操作完成。
需再次吸膠時請點擊“吸膠”鍵。
1 1 111 1 62 3457 89 圖一設備型號QD-100廠 商版 本3﹑自動操作方法﹕將“自動/手動”轉換開關到自動 按“吸膠”鍵 吸膠指示燈亮 當上限位指示燈亮后 機器自動出膠 出膠指示燈亮 下限位燈亮后 機器將再次自動吸膠﹐就這樣循環﹐如需停止時﹐請點擊“停止”鍵。
自動操作完成。
三﹑點膠機操作﹕1.面板介紹﹕① 調速器﹕用于調節傳送帶的速度。
② 電源開關﹕控制點膠機的電源。
③ 氣壓表﹕用于顯示氣壓值。
④ 氣壓調節閥﹕用于調節氣壓。
⑤ 緊急停止開關﹕緊急情況時切斷電源。
⑥ 啟動開關﹕起動點膠機﹐進行點膠。
⑦ 復位開關﹕讓點膠機復位。
⑧ 夜晶顯示器﹕用于顯示畫頁。
⑨ 點膠頭﹕一共6個﹐用于點膠。
⑩ 點膠頭總開關﹕用于控制所有點膠頭的開和關。
⑪ 傳輸帶﹕用于傳輸產品。
⑫ 搖控器﹕用于控制X ﹑Y ﹑Z 軸的調節。
核准審核製作日期圖 二5728114 9316120 2.主畫面介紹﹕1 廠商名稱。
三轴点胶机控制器-手持版说明书V7.3

三轴智能点胶机控制系统QZ-NC0903(手持版)V7.3说明书东莞全职数控科技有限公司目录1.产品介绍 (3)1.1产品概述 (3)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 控制器接线引脚定义 (5)2.2 控制器接线说明....... . (6)2.3 系统连接示意图 (7)2.4 转接板接线说明 (8)2.5 转接板接线示意图............................................................................................ . (9)2.6 安装尺寸.......................................................................................................... (10)3.按键说明 (11)3.1手持盒按键图 (11)3.2手持盒按键说明 (11)4.手持盒操作说明 (13)4.1开机画面介绍 (13)4.2主菜单功能介绍 (15)4.3新增功能操作 (19)4.4插入指令操作 (28)4.5删除指令操作 (28)4.6复制指令操作 (28)4.7阵列复制操作 (29)4.8偏移操作 (29)4.9批量修改 (30)4.10自动圆角 (30)4.11类型批量修改 (30)4.12系统 (31)4.13执行方式操作 (33)4.14复位方式操作 (33)4.15产量设定 (34)4.16默认参数 (34)4.17拉丝工艺 (35)4.18停机位置 (35)4.19空移速度 (36)4.20定滴功能 (36)4.21对针操作 (36)4.22 MARK点对针操作 (36)4.23 拨码开关说明 (37)5.注意事项 (37)5.1装机事项 (37)5.2常见问题说明与故障排除 (37)1.产品介绍1.1产品概述QZ-NC0903是由本公司专业数控团队为点胶机行业量身定做的低成本、高浓缩、高集成度的智能点胶机控制系统。
三轴自动点胶机操作方法

三轴自动点胶机操作方法
三轴自动点胶机操作方法如下:
1. 首先将需要点胶的工件放置在点胶机的工作台上,并调整好工件的位置和角度。
2. 打开点胶机的电源开关,并确保其它相关的设备,如气源等也已打开。
3. 打开点胶机的控制系统,进入操作界面。
4. 在操作界面上选择需要的点胶程序或创建新的点胶程序。
点胶程序包括点胶路径、点胶速度、点胶时间等参数。
5. 配置好点胶机的参数,如点胶压力、点胶精度、点胶阀的开度等。
6. 将点胶阀连接到点胶机的控制系统,并确保连接牢固。
7. 开始点胶操作前,先进行试点胶。
操作者可以选择手动控制点胶机进行试点胶,根据试点胶的效果调整点胶参数。
8. 调整好点胶参数后,即可开始自动点胶作业。
在控制系统上点击“开始”按钮,点胶机将按照预设的程序进行点胶作业。
9. 点胶完成后,关闭点胶机的电源开关。
10. 清洗点胶机和点胶阀,确保其它余胶不会堵塞设备。
以上是一般三轴自动点胶机的操作方法,具体操作方法可能会因不同的点胶机品牌和型号而有所差异,请按照具体的使用说明书进行操作。
三轴台式点胶机设备特性说明书
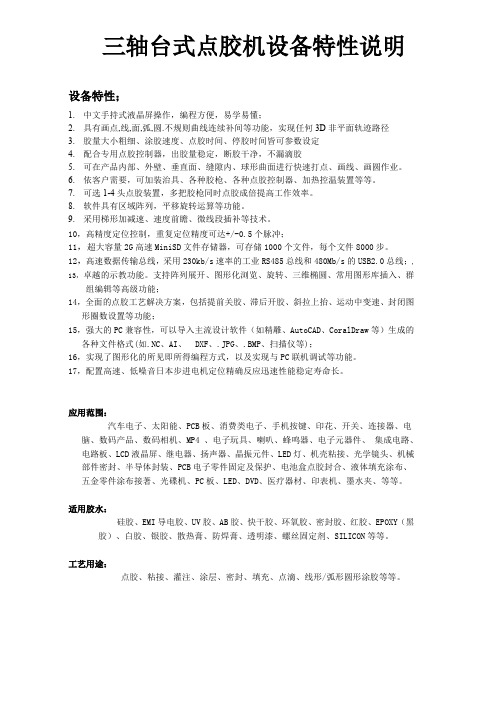
三轴台式点胶机设备特性说明设备特性;1.中文手持式液晶屏操作,编程方便,易学易懂;2.具有画点,线,面,弧,圆.不规则曲线连续补间等功能,实现任何3D非平面轨迹路径3.胶量大小粗细、涂胶速度、点胶时间、停胶时间皆可参数设定4.配合专用点胶控制器,出胶量稳定,断胶干净,不漏滴胶5.可在产品内部、外壁、垂直面、缝隙内、球形曲面进行快速打点、画线、画圆作业。
6.依客户需要,可加装治具、各种胶枪、各种点胶控制器、加热控温装置等等。
7.可选1-4头点胶装置,多把胶枪同时点胶成倍提高工作效率。
8.软件具有区域阵列,平移旋转运算等功能。
9.采用梯形加减速、速度前瞻、微线段插补等技术。
10,高精度定位控制,重复定位精度可达+/-0.5个脉冲;11,超大容量2G高速MiniSD文件存储器,可存储1000个文件,每个文件8000步。
12,高速数据传输总线,采用230kb/s速率的工业RS485总线和480Mb/s的USB2.0总线;, 13,卓越的示教功能。
支持阵列展开、图形化浏览、旋转、三维椭圆、常用图形库插入、群组编辑等高级功能;14,全面的点胶工艺解决方案,包括提前关胶、滞后开胶、斜拉上抬、运动中变速、封闭图形圈数设置等功能;15,强大的PC兼容性,可以导入主流设计软件(如精雕、AutoCAD、CoralDraw等)生成的各种文件格式(如.NC、AI、DXF、.JPG、.BMP、扫描仪等);16,实现了图形化的所见即所得编程方式,以及实现与PC联机调试等功能。
17,配置高速、低噪音日本步进电机定位精确反应迅速性能稳定寿命长。
应用范围:汽车电子、太阳能、PCB板、消费类电子、手机按键、印花、开关、连接器、电脑、数码产品、数码相机、MP4、电子玩具、喇叭、蜂鸣器、电子元器件、集成电路、电路板、LCD液晶屏、继电器、扬声器、晶振元件、LED灯、机壳粘接、光学镜头、机械部件密封、半导体封装、PCB电子零件固定及保护、电池盒点胶封合、液体填充涂布、五金零件涂布接著、光碟机、PC板、LED、DVD、医疗器材、印表机、墨水夹、等等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一﹑面版說明﹕
4
18
1
2
3
10
9
11 17
16 12
13 15
14 1﹑放產品的夾具﹕用于擺放產品。
2﹑USB1﹑USB2接口﹕用來拷貝數據等。
3﹑鍵盤﹕用于操作和輸入參數。
4﹑鍵盤接口﹕用于連接鍵盤。
5﹑滑鼠接口﹕用于連接鼠標。
6﹑排膠按鈕﹕用于作業前排膠。
7﹑點/連動按鈕﹕當燈亮時是ON 狀態自動點膠﹐當不亮時是OFF 狀態是手動點膠。
8﹑開始鍵﹕”是在手動狀態下﹐可用此按鍵啟動一次點膠作業。
9﹑急停按鈕﹕作業中若有緊急情況﹐可按下此鍵停機。
10﹑方向搖杆﹕用于移動夾具的前后左右移動。
11﹑電源開關﹕接通﹑斷開電源。
12﹑電源線
13﹑排氣扇﹕用于機器散熱﹐防止溫度過高造成機器故障。
14﹑OB2﹑OB4
15﹑熒屏接口﹕用于連接顯示器。
16﹑裝膠罐﹕用于存放膠料。
17﹑氣源處理器﹕用于調節氣壓的大小。
18﹑電腦顯示屏﹕顯示作業畫面。
5
6 7
8
二﹑操作步鄹﹕
2.1﹑打開“電源開關” (指示燈亮)進入開機界面如下圖﹕
2.2﹑如上按下鍵盤”ENTER”鍵2次﹐進入F2資料輸入界面如下圖﹕
2.3﹑說明﹕1﹑工作檔案索取(.WK3)用于讀取已儲存檔案。
3﹑工作檔X-Y座標教導輸入﹐按電腦顯示屏下方﹕”1”來進入設置參數。
2.4﹑選擇3工作檔X-Y座標教導輸入﹐進入參數設置如下圖﹕
2.5﹑用鍵盤”↑↓”鍵選擇”Y”座標﹑”←→”鍵選擇”X”座標﹑”PAGE UP”和”PAGE DOWN”來選擇”Z”座標或用搖杆方向鍵來調整產品第一點座標﹐再按”ENTER”鍵2次。
(注意﹕第一點要在第一個產品鐵心的正中點)如下圖﹕
2.6﹑在用鍵盤”↑↓”鍵選擇”Y”座標的第二點(第二點要在第一個產品的最后一個鐵心的正中點)。
選擇第二點。
第一﹑第二點座標的調試如下圖﹕
說明﹕搖杆速度﹕高速鍵盤速度﹕100 調整點膠位置時﹐若點膠頭移動速度過快﹐用”-“來調整速度的大小如下圖﹕
2.7﹑第一﹑二點確認后﹐按F1線段如下圖﹕
按”END”鍵儲存﹐輸入工作檔名稱如下圖﹕
輸入名稱如”321”(最多可輸入9個字符)﹐然后再按”ENTER”自動到編輯界面如下圖﹕
2.8﹑按F4到運轉界面如下圖:
2.9﹑再按”ENTER”鍵如下圖(模擬檢查點膠位置)﹕
2.10﹑按字母”Y”入下圖﹕
2.11﹑先按”SHIFT”鍵﹐再按”+”鍵進入參數設置界面如下圖﹕
2.12﹑注意﹕設定COPY起始是:”1”,始點是”0”﹐設定S形路徑是”1”﹐Y/X路徑是”1”﹐Y 間距是負值。
其它數值根據需要參數來設定。
在運行時按”Y”鍵直接參數編輯\考貝。
輸入第一個參數后按”ENTER”鍵自動轉到下一行參數設定。
如果輸入有誤可用”↑↓”來修改參數。
2.13﹑設置之后如下圖﹕
2.14﹑按鍵盤”ESC”鍵退出后﹐出現如下界面﹕
2.15﹑再用手按”END”鍵儲存輸入名稱如﹕321再按”ENTER”鍵后如下界面﹕
2.16﹑電腦顯示屏下方會出現”檔案已存在﹐請問是否要覆蓋檔案?(Y/N)”此時點”Y”。
然后再按”Y”進入如下界面﹕
2.17﹑按F7修改參數界面如下圖﹕
2.18﹑注意﹕根據需要數據來設定參數。
設定完參數之后按”ESC”鍵輸入名稱如﹕321界面如下圖﹕
2.19﹑然后再按”ENTER”鍵進入如下界面﹕
2.20﹑若相同則覆蓋﹐若不同則不覆蓋。
然后按”Y”進入F4運轉狀態如下圖﹕
2.21﹑用”INSERT”來切換運轉作業和模擬作業。
運轉作業是正常點膠﹐模擬作業是運轉不點膠。
2.22﹑按鍵盤F5進入如下圖﹕
2.23選擇”3”馬達進行操作﹐按”ENTER”進入如下圖:
2.24﹑此界面是修改”X”和”Y”的座標。
注意﹕用鍵盤上的”←→”鍵來修改”X”座標。
用鍵盤上的
“↑↓”鍵來修改”Y”座標。
2.25﹑修改完后按”ESC”離開后按F4進入如下圖﹕
2.26然后再按”ENTER”鍵進入如下界面﹕
2.27﹑設置完儲存后﹐按鍵盤INSERT鍵選擇光標在”運轉作業”即設備進入待點膠作業。
2.28將擺好產品之點膠夾具放入移動平台﹐按下鍵盤“ENTER”鍵﹐設備即自動點膠作業﹐作業完成后自動返回。
2.29若作業中需突然停止﹐需按下鍵盤空格鍵﹐設備即停止。
若檢查正常后﹐可按下鍵盤“ENTER”繼續點膠作業。
三﹑鍵盤功能鍵說明﹕
3.1﹑”F1”是線段設置。
3.2﹑”F2”是資料輸入。
3.3﹑”F3”是運轉參數設定。
3.4﹑”F4”是運轉功能書面操作。
3.5﹑”F5”是元件控制檢測。
3.6﹑”F7”是修改參數。
3.7﹑”ESC”是退出鍵。
3.8﹑”ENTER”鍵是確認鍵。
3.9﹑”空格鍵”是在運行作業時按一下該鍵暫停作業。
3.10﹑”↑↓”是上下選擇和修改參數。
3.11﹑”←→”是左右選擇和修改參數。
3.12﹑”PAGE UP”,”PAGE DOWN”是選擇移動”Z”座標。
3.13﹑”INSERT”是進行運轉作業/摸擬作業的切換。
設備操作說明書。