模具项目工作流程图
模具加工规范及规范流程图

模具加工工艺及流程图一.拉延模1.OP10下模座-凸模一.模座毛坯铸件的龙铣数控加工方法. 1. 吊上毛坯铸件先光正合模用的安全平面,作为加工底面的基准.翻转模座加工底面,模具中心刻度线拉平取中按百位线加工底面,精加工底面时夹紧工件的压板,放松到轻微夹紧的状态精加工底面,保证底面加工精度, 精加工底面完成后打表测量底面四个角,检查底面平面度. 同时按图铣出十字键槽.铣基准边并打上钢印,并记录在案. 2. 模座毛坯铸件码槽已铸好的,按图检查码槽,不合尺寸的重新加工.如果码槽未铸出的在铣底面时一次加工到位.(注意一旦底面所有尺寸一次加工到位以后,不管正面够不够加工只能以底面基准为准,不能再偏中心,如果偏中心底面铣好的一些尺寸将全部报废.)3. 铣正面时按底面铣好的基准取中, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
验证正确后在数控上完成凸模2D 轮廓分模线, 安全平面,到底限位块安装面, 与压边圈配合的Y 向导板,与压边圈配合的X 向导板,按图纸尺寸加工. 导板高度方向铣穿不留台阶.精加工完成后按图纸坐标尺寸钻出3销基准孔,打上钢印,并记录在案.。
4. 压边圈加工好与下模座组立3D 成型面.因下模压边圈与下模座组立后, 3销基准孔会被挡住,为方便组立后取基准加工,可以在安全平面凸台上多钻两个对称的基准孔.2.OP10压边圈与压边圈配合的Y 向内导板 合模用的安全平面凸台压边圈安装的到底限位块凸模2D 轮廓分模线安全螺杆安装孔起重吊装用的起重棒共压型时合模机的顶杆过孔底面加工余量百位线加工好到百位线为100装模快速定位用的十槽,也控加工快速定位模具装定位,常用于冲压另件流水线装夹用固定模座的码槽,及装压板的压板面 凸模成型面模具的送料方向上下模连接板安装面 模座底面与压边圈配合的X 向内导板 3销基准孔与下模座配合的Y 向外导板安装面与上模座配合的Y 向外导板平衡块安装面与凸模2D 配合的压边圈2D 分模线压料用的拉延荊1. 压边圈按以上提到的铣底面的方法加工底面,同时把与与下模座配合的X 向导板安装面, Y 向导板安装面按图纸尺寸加工, 耐磨板安装背托不能铣掉.同时铣X 向,Y 向基准边,打上钢印并记录.2. 按底面基准边取中心加工正面与凸模2D 配合的压边圈2D 分模线, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
《冲压模具制造项目教程》项目二(流程图)
凹模3 下模座2
等高垫块
下模组件 3-2
螺钉-螺母 销钉连接
上凸模插入下凹模孔内
卸料板6
拆
凹模3
开
下模座2
螺
钉、 下模 销 主体 钉
连 接
车间有一般通用设备 和线切割机床
凸模和凹模配合精度 要求高 冲裁间隙≤0.132
(使用加工方法)
刨削、车削、淬火热处理、磨削、 线切割、研磨、黏结多凸模
凸模和凹模采用配合加工
统一基准线切割凹模和凸模 型孔和挡(导)料销
将各凸模黏结在固定板上
(顺序或基准)
刨削→钻穿丝孔→淬火热处理 →磨削→线切割→研磨→黏结
根据俯视图剖 切处在其他视 图找相应剖视
图
(1)固定板9和垫板10是用螺钉 -销钉安装在上模座11上 (2)落料凸模1和冲孔凸模20是 黏结在固定板9的孔中。 (3)导正销5是压入落料凸模1 的孔中 (4)橡胶8和卸料板6是用卸料 螺钉7浮动安装在上模
(1)凹模3和导料板17是用螺钉 -销钉安装在下模座2上 (2)固定挡料销4是压入凹模3 孔内 (3)始用挡料销机构21-22-2324设置在前导料板槽内
侧面往左推进
(2)条料刚冲出方孔 右边抵住固定挡料销4
(初始定位)
上模下行
卸料板6 受压向上 压缩橡胶
落料凸模1插入凹模孔 (1)导正销5插入条料已冲出 两孔(精终定位)。 (2)冲裁出制件,留在凹模孔 中,最后从下模底孔排出。 (3)条料套在落料凸模上。
冲孔凸模20插入凹模孔 (1)条料被冲出 两圆孔, 冲孔废料留在凹模孔中,最 后从下模座底孔排出 (2)条料套在冲孔凸模上
模具制作流程图
3.2 工程部负责模具制作进度跟进、试模和维修。 3.3 生产部负责模具的使用与保管。 3.4 工程部、品质部、生产部共同负责模具的验收。 3.5 模具组管理员负责建立模具台帐,做好模具出入库登记、统计模具的使用寿命,并负 责模具房内模具的整理与保管。 3.5 总经理负责批准模具的开发制作、报废模具的申请。 4. 程序: 4.1 模具的制作申请: 销售部当接到新产品图纸或样品时,由工程部进行评估,评估结果填写在【样品需求申 请单】上,判定是否需要制作模具,假设需要制作那么由工程部填写【模具制作申请单】并 设计模具图纸,假设公司内部不能制作那么需要外发加工。 【模具制作申请单】及模具图纸经总经理批准后,下到达采购部。 模具配件采购时工程部须先评估需求量及申购的必要性,再提出【模具制作申请单】。 假设工程部评估内部可以完成模具/配件的制作,由工程部或需求单位提出【模具制作申 请单】,部门主管/经理审核,总经理批准后下到达工程部,安排车工完成模具的制作。 4.2 模具的加工与制作: 4.2.1 采购部接到【模具制作申请单】联系外协厂商,并由工程部与外协厂商确认模具制 作具体技术要求,并签定协议。 4.2.2 工程部负责随时跟进模具制作进度,并随时解决外协厂商的技术疑问,确保模具按 时完成,并符合图纸要求。
可编辑
深圳市鼎固电器有限公司
模具管理控制程序
可编辑
文件编码: 生效日期:
精品资料
版 本:
页 3/4 号:
4.3 模具的验收: 外协厂商制作好模具送回我司时,仓库及时通知工程部、品质部、生产部、进行结构尺 寸验收,具体检查内容参照【模具验收报告】,假设不符合要求退回外协厂商修改,直至到 达要求。 模具结构确认 OK 后开具【试模申请单】给生产部,生产部安排时间和设备进行试模, 试模参与部门有生产部、工程部、品质部,试模过程中假设模具所制作出产品无法到达要求, 那么找出不符合点,通知外加工厂商进行处理,直至到达要求。 试模的首件现由生产部人员自检、主管确认 OK 后,交与品质部进行全面品质检查,品 质部根据图纸、和客户要求,检查外观,量测每个尺寸,并将量测数据记录在【模具验收报 告】上。 品质部首件确认 OK 后,调机员继续生产 50PCS 产品,品质部记录每个产品的全尺寸, 分析模具的稳定性和重复性。 模具验收成功后,完成【模具验收报告】,并交予总经理批准,分发给财务、仓库,存档。 工程部依据模具编号原那么编号,品质部做好记录,并持续跟踪模具使用状况。 4.4 模具入库: 验收 OK 模具入库时,需附模具验收报告,仓库作好登记,并填写【模具履历表】。 模具每次入库出库均需开单,模具库管理员做好出入库登记,并每次入库时生产部提供 模具在产线上生产产品数量,仓库做好记录。 生产部在不使用完模具后,品质部做好【末件检查记录】,在入库时生产部需提供品质部 做的【末件检查记录】,目的是确认模具状态,以便及时维修和保养。 每套模具入库后先行保养再放到指定位置。 4.5 模具维修: 生产部发现模具异常,生产出产品不能符合要求时应立即停止生产,开具【模具维修通 知单】给工程部。 工程确认内部是否可以维修,假设自行维修 OK 后那么执行,假设有更换配件那么执行 4.3.3 和 4.4.4,并将维修内容记录于维修履历里,假设确认内部不能维修,那么由工程部联系 外协厂商协助处理,维修回厂后重新验收,执行 4.3.3 和 4.4.4,确保产品质量达标。 假设模具根据产品标准的改变需要修改时,由工程部先修改模具图纸,并填写【工程变 更通知单】会签生产部、品质部、由总经理核准后,方可更改模具。
模具制造工程流程图_塑胶模

塑胶射出
业
务
(1) (2)
接单
决定模具编号 完成模咬具花规图格安书排
雕刻安排
管 (3) (4)决定自制、外包
与客-户1讨论 -2 -3
(5) Layout、检讨
理
(6)月别模具别日程表
大日程计划
月别生产计
(7)
划 模具别、自制
外包的区分现场备用
订货
模座 材料 (13)请购件加安工排分配讨论
加工工时 估算 (14) 完成
材料入库
(15) -1
中日程计划 交 零期 件管 管理 理表 卡 图面安排
-2
(16) 外包
自制
生产管理
设
计
制
(8) 设计计划
(17) 课别生产计划
(9) 与客户讨论
(1~6)
零件
(10)
(11)
设计
图面检查 (12)
CNC EDM 钻床
图面 零件清单 安排
搪床
车床
外包 铣
NC
雕刻 (19) 检查
咬花
钻孔 (20) 抛光
淬火
放电 (21) 零件Hale Waihona Puke 齐线切割(22) 装配
模具开发流程图
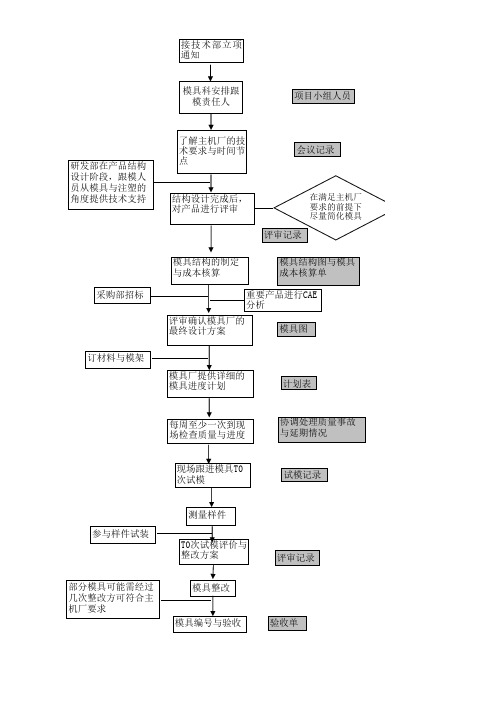
验收单
重要产品进行CAE 分析
评审确认模具厂的 最终设计方案
模具图
模具厂提供详细的 模具进度计划
计划表
每周至少一次到现 场检查质量与进度
现场跟进模具T0 次试模
协调处理质量事故 与延期情况
试模记录
参与样件试装
测量样件
T0次试模评价与 整改方案
评审记录
部分模具可能需经过 几次整改方可符合主 机厂要求
模具整改 模具编号与验收
接技术部立项 通组人员
研发部在产品结构 设计阶段,跟模人 员从模具与注塑的 角度提供技术支持
采购部招标
订材料与模架
了解主机厂的技 术要求与时间节 点
会议记录
结构设计完成后, 对产品进行评审
在满足主机厂 要求的前提下 尽量简化模具
评审记录
模具结构的制定 与成本核算
模具结构图与模具 成本核算单
模具制造部生产流程图A

7.跟模工程师确认以上资料齐全,电子档案转文控制做光盘,提交部长审批后;转交报关员; 8.制模组对模具进行包装装箱主管确认待报关员通知后封箱;模具出货时由报关员办理出货手续,并
5.跟模工程师确认以上资料齐全,电子档案转文控制做光盘,提交部长审批后;转交文控管理;
对运输车辆拍照且存档到模具出货记录中.
6.工模部跟模工程师将第2项资料移交致注塑部生管.
《加工异常报告》
OK
《返工单》
制模组长
品管 省模
EDW
1. 加工申请单 2.《零件图》 3.《加工工艺卡》
填写: 《铜公点检 表》
NG OK
1.生产课长 C编程师 3.制模组长
不合格 处理办
法
NG
制模组长
外发组填写
外
《委外加工
《模具尺寸点检表》
发
单》生产课 长确认部长
EDM EDW
《加工异常报告》
品管
1.跟模工程师
NG 2.IE工程师
NG
3.设计课课长
OK
4.编程师
5.制模组长
特采
部长审批
1.部长
2.生产课长
NG
3.设计课课长
4.IE工程师
品管根据《模具组立点检表》进行
1.品管提供《产品受控尺寸模具点检表》和《模 具组立点检表》,生产课长及制模组长确认,主管 审批; 2.跟模工程师填写《试模申请单》,转交注塑部生
OK 装配
OK FIT模
OK 组装
品管 OK
1.跟模工程师现场取样检测; 2.跟模工程师提供试模过程的录像; 3.跟模工程师提取样品和《试模报告》; 4.跟模工程师提取四大板样品供修改模具. 5.项目工程师参与试模现场,协同解决试
模具开发流程图
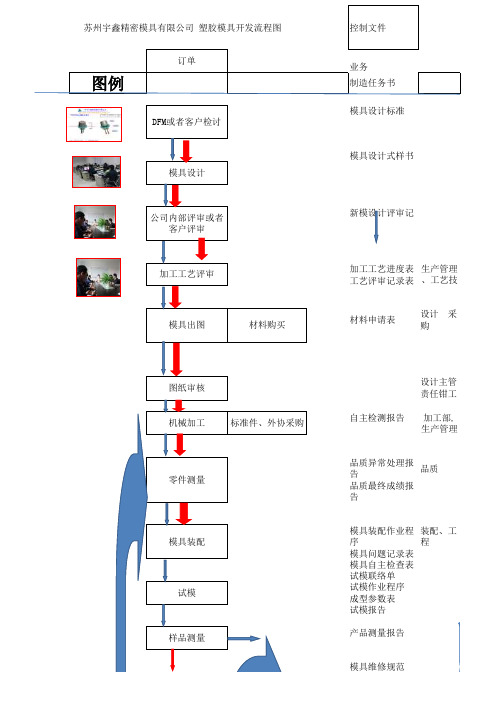
产品测量报告
加工、生 产管理
模具出货检测表 送货单
Ⅰ
ⅠⅡⅢⅣ ⅤⅥⅦ 采购
Ⅱ
Ⅲ
苏州宇鑫精密模具有限公司 塑胶模具开发流具设计
公司内部评审或者 客户评审
加工工艺评审
模具出图
材料购买
控制文件
业务 制造任务书 模具设计标准
模具设计式样书
新模设计评审记
加工工艺进度表 生产管理 工艺评审记录表 、工艺技
材料申请表
设计 采 购
图纸审核
机械加工
标准件、外协采购
零件测量
模具装配 试模
样品测量
设计主管 责任钳工
自主检测报告 加工部, 生产管理
品质异常处理报 告
品质
品质最终成绩报
告
模具装配作业程 装配、工
序
程
模具问题记录表
模具自主检查表
试模联络单
试模作业程序
成型参数表
试模报告
产品测量报告
模具维修规范
模具维修检讨 样品送客户确认
模具出货
试模、装 模具维修报告 配、工程
模具项目(跟模)流程图Project_guide
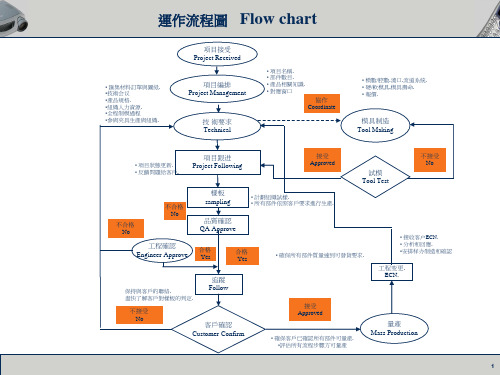
• 匯集材料訂單與圖紙. •技術会议 •產品規格. •組織人力資源. •全程制模過程 •參與夾具生產與組織.
项目接受 Project Received
項目編排 Project Management
技 術要求 Technical
• 項目名稱. • 部件數目. • 產品相關知識. • 對應窗口
正再試作樣板重新送樣. 3. 所有部件確認狀態.
十.量產:Mass Production
1.量產前評估所有流程步驟是否達到要求. 2.量產中定時對模具進行確認.確保生產狀況正常.
4
樣板 sampling
品質確認 QA Approve
• 計劃組織試樣. • 所有部件依照客戶要求進行生產.
合格 Yes
合格 持與客戶的聯絡. 盡快了解客戶對樣板的判定.
追蹤 Follow
不接受 No
客戶確認 Customer Confirm
接受 Approved
四.項目追蹤(相關部門):Project Follow(All Department)
4.相關圖紙的提供與發放(包括產品圖.模具結構圖.打合圖.噴油區域圖.絲印圖.裝配圖). 5.模具制作過程中相關問題及時反饋聯絡客戶.了解客戶最新要求. 五.初步樣板:Pilot Run 1.組織人員試作樣板.由模具部實施樣板的制作. 2.模具試作過程中.對模具的結構.部品成形及周期進行確認.依照客戶要求進行生產. 3.對初步樣板進行全面確認其結構.外觀.尺寸.裝配等是否達到客戶要求. 六.品質確認:QA Approve 1. 將制好的樣板交於品質部.品質部根據客戶提供的圖紙及相關要求進行檢測確認. 經
3
项目指引 Project Guiding
模具生产工艺流程图

打磨、抛光
计
计
划
计
划
划
实
实
际
实
际
际
总装、试模
计 划
实 际
生产准备检 查
镶件加工
生产准备检 查
材 料
图 纸
划线,加工吊 环孔
计 划
实 际
凸台、镶件槽 CNC 加工
计 划
实 际
E材DM 清角 料
计 划钻水孔、螺孔
计
实计
划图
际划
纸
实
实
际扩司筒、顶针孔 际铰司筒、顶针孔
配镶件
钻镶件槽螺孔
计
计
划
划
实
实
C际NC 加 工 成 型 际EDM 加工
实 际
生产准备检查 材料 图纸
深孔钻加工水 CNC 加工 孔
计
计
划
划
实
实
际
际
实 际 摇臂钻钻孔
EDM 加工
计
计
划
划
实
实
际
际
配镶件
计 划
实 际
配镶件
计 划
EDM 加工
计 划
铜公加工
镶 计件 划
抛光
实 际计
划
生产准备检 查
材 料
图 纸
镶件加工 实 际
计 划
生产准备检查
实
实
际
际
材料
实 配际滑块、配模
图纸
钻斜导柱孔, 钻攻抽芯螺孔
面
装镶件,配模 芯、模板
计 划
实配模 际
钻司筒、顶针孔
计 划
实 际抛光
计 划
计划生查 产 准 备 检
模具项目管理流程图

成型科
项目科 成型科 项目科 成型科 项目科 项目科
OK送检
模具、模品 …………………………………………………………
测数报告
………………………………………………… ………
项目需要的《钢数报告》 《FAI报告》
模具品管科 模具品管科
市场、项目 ………………………………………………………… FAI报告交客人
试模通知单
小批量转产记录 模具修改通知书 项目总结报告
项目科
成型科
模具制造科 项目科 项目科 项目科
项目、模具 、成型、塑
NG 转产
OK
产品加工作业指导书 检验作业指导书 QC工程图 CPK
制程关键控制流程图 BOM表
环保资料 成形基准条件表
转产报告
塑品科 塑品科 塑品科 塑品科 塑品科 项目科 采购科 成型科 项目科
《模具计划进度表》
《项目计划表》
按项目计划时间执行
……………………… ………………………
3D/2D结构 《设计评审表》 《项目评审会议记录》
跟进客户确认情况
市场部 项目科 模具制造科 项目科 设计科 设计科 设计科 项目科 项目科
项目、设计 、模具
……………………
OK 召开投产会议
……………………… ………………………
项目、模具 、成型
…………………………………模具移交
…………………………………
项目完成
《项目交接检验标准》 项目总结报告
《模具安装要求表》
项目科 项目科
项目科
制定:
确认:
审核:
……………………… ………………………
BOM表 样品承认书 模具履历表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试模工艺卡、送货单
内部联、修改模记录、试模记录、
项目工作流程图
反馈客户信息与修改通知
按客户要求交付模具
按合同规定收取货款
项目总结
商务部
项目部
商务部
项目部
商务部
项目部
商务部
总经理
项目部
项目部
项目部
项目部
项目部
项目部
客户资料登记表
内部联络单
OA或邮件
预报价单
合同评审表
正式报价单
项目计划进度表
合同书
任务书
设计制造总体计划
项目计划进度表
项目进度表、照片
材料申购单
合同或项目更改单
流程图
工作要点
责任部门
应用表单
一、 项目 流程
客户信息输入与传递
资料调研与分析
客户产品报价分析
市场部牵头各部门审核
技术、标准、材料、交期、品质、成本等
市场部签署合同评审意见报总经理审批
客户合同确认
依据任务书下达项目计划
每周进度督查与报告
试模材料准备
根据合同变更单(已审核)跟踪与确认实施进度
按计划时间交付样品