板材玻璃下料问题
板材下料优化方案

板材下料优化方案在木材加工行业中,如何最大程度地提高板材利用率和降低浪费是一个非常重要的问题。
传统的板材下料方式往往存在很大的浪费,而采用优化的板材下料方案可以有效地减少浪费,并提高生产效率。
本文将介绍一种常用的板材下料优化方案,通过优化下料方案来实现降低浪费,提高板材利用率。
一、了解板材规格和尺寸在制定下料优化方案之前,我们首先需要详细了解所使用的板材的规格和尺寸。
包括板材种类、厚度、长度、宽度等。
只有了解了板材的规格和尺寸,才能更好地制定下料方案,减少浪费。
二、利用计算软件进行优化可以借助计算机软件来进行板材下料的优化计算。
通过输入板材规格和需要裁剪的零件尺寸,计算软件可以自动生成最优的下料方案。
这些软件使用了高效的算法,可以快速且精准地进行优化计算。
例如,常用的下料软件有OptiCut、CutList Plus等。
三、合理设计零件尺寸在进行板材下料时,合理设计零件的尺寸也是非常重要的。
尽量避免设计过大或过小的零件,这样既可以减少浪费,又可以提高板材利用率。
同时,还可以考虑设计一些通用型的零件,以减少特定尺寸零件的数量,进一步降低浪费。
四、考虑边缘利用率和余料利用在进行板材下料时,除了面积利用率外,还要考虑板材的边缘利用率和余料利用。
通过合理规划下料方案,将板材边缘利用到最大化,并且合理利用余料,可以有效地减少浪费,提高板材利用率。
五、避免过多的切割在进行板材下料时,可以尽量避免过多的切割。
过多的切割不仅会增加加工的难度,还会增加浪费的可能性。
因此,在制定下料方案时,要避免过多的切割,尽量保持零件的形状和数量的简单性。
六、考虑批量生产的需求在制定板材下料方案时,还要考虑到批量生产的需求。
如果需要批量生产同样的零件,可以通过合理的下料方案来提高生产效率和板材利用率。
例如,可以将相同尺寸的零件集中进行下料切割,避免浪费和重复工作,提高生产效率。
七、严格控制切割误差和损耗在进行板材下料过程中,切割误差和材料损耗是无法完全避免的。
钢化玻璃出现问题及解决方案

总结词
光学畸变是由于玻璃的透光性能不均匀造成的,需要进 行改善。
详细描述
可以使用物理或化学方法改善光学畸变。物理方法是通 过改变加热和冷却制度,使玻璃在热处理过程中受热和 冷却更加均匀,从而改善透光性能。化学方法则是使用 相应的化学药剂对玻璃表面进行腐蚀或抛光处理,使透 光性能更加均匀。
04
预防措施
安装问题
总结词
安装问题通常是由于安装过程中对玻 璃的扭曲、切割不当或安装后固定不 牢固等原因引起的。
详细描述
在安装钢化玻璃时,如果操作不当, 如扭曲、切割不当或固定不牢固,可 能会导致玻璃受力不均,从而在使用 过程中出现开裂、变形等问题。
使用环境影响
总结词
使用环境影响主要包括温度变化、紫 外线照射和化学物质侵蚀等因素,这 些因素可能加速钢化玻璃的老化,导 致其性能下降。
ቤተ መጻሕፍቲ ባይዱ
运输与存储不当
总结词
运输与存储不当可能导致钢化玻璃在运输或存储过程中受到撞击、挤压或振动等外力作用,从而引发 开裂、破损等问题。
详细描述
在运输或存储钢化玻璃时,如果操作不当,使其受到撞击、挤压或振动等外力作用,可能会导致玻璃 内部产生应力,从而在使用过程中出现开裂、破损等问题。
03
解决方案
破裂问题解决方案
要点二
详细描述
可以使用高温处理、化学处理等方法消除气泡。高温处理 是将玻璃加热到高温,使气体在玻璃中充分溶解,然后进 行缓慢冷却,使气体在冷却过程中从玻璃中析出,最后进 行抛光处理。化学处理则是使用相应的化学药剂对玻璃进 行浸泡或涂覆,使气体在玻璃中溶解度降低,从而达到消 除气泡的效果。
光学畸变问题解决方案
钢化玻璃出现问题及 解决方案
板材下料的工艺文件有哪些
板材下料的工艺文件有哪些板材下料的工艺文件包括以下几个方面:1. 下料图纸:下料图纸是板材下料的基础,它包括了板材的尺寸、形状、数量、位置等信息。
下料图纸通常由设计师绘制,用于指导下料工的操作。
2. 下料清单:下料清单是明确规定所需板材的种类、规格、数量等信息的清单。
根据下料清单,可以准确地采购所需板材,并确保下料不会出现材料不足或浪费的情况。
3. 下料程序:下料程序是指下料工的操作流程和步骤。
它包括了如何准确测量板材尺寸、如何使用下料设备切割板材、如何处理切割好的板材等内容。
下料程序的目的是确保下料工作的安全和高效。
4. 下料规范:下料规范是指下料工作中所需遵守的标准和要求。
例如,板材的尺寸允许偏差范围、切割的直线度和平整度要求等。
下料规范的目的是保证下料的质量和精度。
5. 下料工艺控制单:下料工艺控制单是用于记录和追踪下料工序中的各项操作和参数的表格。
例如,板材的长度、宽度、厚度、切割角度等。
下料工艺控制单的目的是确保下料的一致性和可追溯性。
6. 下料记录表:下料记录表是用于记录下料过程中的各种数据和信息的表格。
例如,板材的材料编号、批次号、下料工的姓名、切割时间等。
下料记录表的目的是帮助追踪和排查下料过程中可能出现的问题。
7. 下料检验报告:下料检验报告是指对下料后板材的尺寸、形状、质量等进行检验和评估的报告。
下料检验报告的目的是确保下料符合设计要求和质量标准。
总结起来,板材下料的工艺文件主要包括下料图纸、下料清单、下料程序、下料规范、下料工艺控制单、下料记录表和下料检验报告等,它们共同指导和记录板材下料工作的各个方面,确保下料工作的准确性、高效性和质量。
下料问题(含代码程序)

实用下料问题优化模型摘要关键字:整数规划模型多目标决策优化NP问题下料方案分支定界法1.问题的重述“下料问题(cutting stock problem)”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题,此类问题在工程技术和工业生产中有着重要和广泛的应用. 这里的“实用下料问题”则是在某企业的实际条件限制下的单一材料的下料问题。
现考虑单一原材料下料问题. 设这种原材料呈长方形,长度为L ,宽度为W ,现在需要将一批这种长方形原料分割成m 种规格的零件, 所有零件的厚度均与原材料一致,但长度和宽度分别为),(,),,(11m m w l w l ,其中w i <m i W w L l i i ,,1,, =<<.m 种零件的需求量分别为m n n ,,1 .下料时,零件的边必须分别和原材料的边平行。
这类问题在工程上通常简称为二维下料问题。
特别当所有零件的宽度均与原材料相等,即m i W w i ,,1, ==,则问题称为一维下料问题。
一个好的下料方案首先应该使原材料的利用率最大,从而减少损失,降低成本,提高经济效益。
其次要求所采用的不同的下料方式尽可能少,即希望用最少的下料方式来完成任务。
因为在生产中转换下料方式需要费用和时间,既提高成本,又降低效率。
此外,每种零件有各自的交货时间,每天下料的数量受到企业生产能力的限制。
因此实用下料问题的目标是在生产能力容许的条件下,以最少数量的原材料,尽可能按时完成需求任务, 同时下料方式数也尽量地小.就某企业考虑下面两个问题:1. 建立一维单一原材料实用下料问题的数学模型, 并用此模型求解下列问题,制定出在生产能力容许的条件下满足需求的下料方案, 同时求出等额完成任务所需的原材料数,所采用的下料方式数和废料总长度. 单一原材料的长度为 3000mm, 需要完成一项有53种不同长度零件的下料任务. 具体数据见表一,其中 i l 为需求零件的长度,i n 为需求零件的数量. 此外,在每个切割点处由于锯缝所产生的损耗为5mm. 据估计,该企业每天最大下料能力是100块 ,要求在4天内完成的零件标号(i )为: 5,7,9,12,15,18,20,25, 28,36,48;要求不迟于6天完成的零件标号(i )为:4,11,24, 29,32,38,40,46,50. (提示:可分层建模。
关于板材优化下料方案研究
板材优化下料方案研究下料问题(Cutting Stock Problem)是一个应用范围很广的热门研究问题,它的特殊情况是装箱问题。
人造板材下料方案影响着产品生产成本、报价和和材料采购。
特别对于同规格、大批量的产品来说,企业总要花大量人力核算下料方案,微小的调整就有可能节约可观的原材料费用。
无论是人工经验排料,还是计算机辅助排料都难以达到一个最优的程度,小批量生产中需要多种规格家具混合计算,加之下料存在的主要问题是计算时间和空间呈指数增长,并且假定供排料的矩形件总数是无限的,这使市场上现有行业软件也黯然失色。
如何结合板式家具的结构和加工工艺,通过计算机辅助得到更优解呢?本文针对这个展开论述。
1 板式家具的结构分析下料中难度最大的为实心压板部件和覆面空心结构板等异形部件,对于骨料、尺寸过小的部件在下料时往往要经过尺寸上的合并处理。
下面按实际生产中各种因素进一步细分,讨论家具结构对下料方案的影响。
1.1 板材分类排料方案所需数据是根据板材的规格分批处理的,不能将不同材料的零件放在一起排序,每个零件必须标明所用材料规格。
排料前首先要对不同品种、不同规格的板材进行分类,然后按各个不同类别单独计算用量。
中密度纤维板常用作骨架材料,由于其没有方向性,细小板条都可以用来做骨架,故中纤板的利用率极高。
有纹理的胶合板和二次加工板价格较贵,用于外表显著的部位,其利用率相对较低,这是板材下料中需要重点解决的问题。
对于没有纹理的加工板,常用于隐蔽的零部件。
由于大多二次加工板表面有光滑的保丽纸或者华丽纸,其在厚度方面上是不能用来压板的,一般情况下,用作骨架的中纤板允许存在一定偏差,饰面板和普夹板则视其加工工艺而定。
1.2 纹理定向指有纹理的板材在排料时需要考虑零件的方向性,分为定向和非定向两种。
定向要求纹理与零件某一长度方向一致。
一般情况下,家具高度方向上为顺纹理,具体到各个部件也不尽相同。
如大班台的侧板高度方向为顺纹理;抽屉面板同样如此,但对于抽屉面板本身来说,自身长度方向是与顺纹理方向垂直的;抽屉底板在深度方向纹理要与面板纹理相呼应。
玻璃下料速率波动的原因分析及处理
玻璃下料速率波动的原因分析及处理摘要:玻璃下料作为玻璃固化技术路线核心工艺流程中的一环,在调试试验过程中,下料速率剧烈波动,影响工艺人员的判断及后续操作,无法保证熔炉系统稳定运行。
本文针对速率波动的问题从信号回路稳定性、信号干扰以及下料装置力学状态检查等角度进行分析,并从调整算法系数、增加DCS滤波程序以及调整限位挡板位置释放Z向自由度三个方面进行处理,在后续下料试验中速率信号稳定在约v'kg/h,保障了整个熔炉系统在联动试验期间安全、连续、稳定运行。
本文可为通过净重信号计算速率类似的控制系统的相关问题分析处理提供一些参考,为后续项目提供调试经验。
关键词:下料速率波动;信号干扰;自由度;信号滤波Analysis and treatment of the fluctuation of glass feeding rateJin Jun,Zhang Weichao(East China Branch of China Nuclear Power EngineeringCo.LTD.Jiaxing,Zhejiang Province, 314300,China,)Abstract:As a part of the core process of glass vatrification technical route,glass feeding rate fluctuates drastically during the commissioning process,which affects right judgment of the operator、the subsequent operations, even the stable operation of the melter system.For this problem,analyse from the signal loop、signal interference and mechanical state of bottom drain device,and deal with position-adjustment of limit baffle to release Z-axis freedom、coefficient-adjustment of rate algorithm、adding filteringprogram.Finally,the fluctuation of the feeding rate is reduced and the signal trend is stable.This article can provide some references forthe analysis and processing of related problems of control systemswith similar calculation rates through net weight signals, and provide commissioning experience for subsequent projects.Keywords: Fluctuation of feeding rate; signal interference; degrees of freedom; signal filtering0..引言国内某玻璃固化工程,采取焦耳加热陶瓷电熔炉技术,其中玻璃下料是工艺环节中极其重要的一步流程,涉及到熔炉、产品容器升降小车、中频系统等核心设备。
板材玻璃下料问题

板材玻璃下料问题摘要本文针对板材下料问题的特点,尽可能的提高板材的利用率,减少资源浪费,建立了模型,其合理性和实用性都比较好。
针对问题一:我们根据一原二维下料问题建立了3个模型模型一:穷举法计算所有可能的Xij,将剩下所有可能的下料方法全部列出,然后参考背包问题列出优化模型,利用matlab的函数linprog()进行求解。
但由于题目所给的板材样式过多,计算机容量和速度决定此方法不可行。
模型二:用动态规划的方法进行求解,从成品料的面积大的开始遍历尽可能多的重复使用最优的一种方法进行下料,利用matlab求解,其中只考虑面积大的开始遍历,而没有过多考虑利用率问题。
模型三:但是在遍历时是从成品料1开始,根据成品料的利用率选择能使原材料的利用率最大的成品料,这种方案是利用率提高,效果很好。
针对问题二:此问题是多原二维下料问题,我们在第一问基础上,用动态规划和“一刀切”思想,将原来那些能在新的成品料实现的方案,在新的成品料下实现,来实现张数最小,其提高利用率,由matlab求的结果基本符合实际。
最后,总结了问题的意义,并考虑问题的拓展。
关键字:下料问题,MATLAB求解,背包问题,动态规划问题重述情况分析:建筑工程中,需要大量使用玻璃材料,如门窗。
再作材料预算时,需要求原材料的张数。
已知板材玻璃原材料和下料后的成品料均为矩形。
由于玻璃材料的特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或停顿,即每切一刀将玻璃一分为二。
切割次序和方法不同,各种规格搭配(即下料决策)不同,材料的消耗不同。
相关信息:附件1:成品料规格及所需快数解决的问题:(1)在原材料只有一种规格的情况下(例如长为2100cm,宽为1650cm),给出最优情况下的决策,时所需要材料的张数最少。
(2)在原材料为两种规格的情况下(例如2100cm*1650cm和2000cm*1500cm),给出最优下料决策,使所需要材料张数最少,且利用率(实际使用总面积与原材料总面积只比)尽量高。
板玻璃
板材玻璃下料问题在大型建筑工程中,需要大量使用玻璃材料,如门窗等。
在作材料预算时,需要求出原材料的张数。
已知板材玻璃原材料和下料后的成品均为矩形。
由于玻璃材料的特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或者停顿,即每切一刀均将玻璃板一分为二。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
工程实际需要解决如下问题,在给定一组材料规格尺寸后:(1)在原材料只有一种规格的情况下(例如长为2100cm,宽为1650㎝),给出最优下料策略,此时所需要材料张数最小。
(2)在原材料为两种规格的情况下(例如2100cm*1650cm和2000cm×1500cm),给出最优下料策略,使所需材料的张数最小,且利用率(实际使用总面积与原材料总面积之比)尽量高。
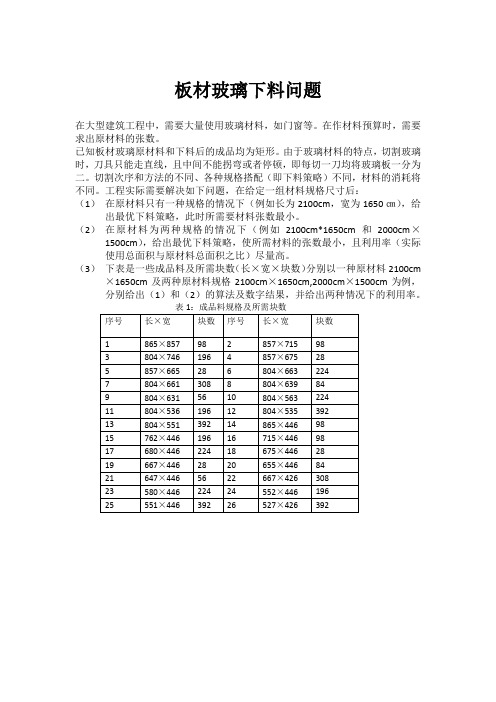
(3)下表是一些成品料及所需块数(长×宽×块数)分别以一种原材料2100cm ×1650cm及两种原材料规格2100cm×1650cm,2000cm×1500cm为例,分别给出(1)和(2)的算法及数字结果,并给出两种情况下的利用率。
表1:成品料规格及所需块数承诺书我们仔细阅读了中国大学生数学建模竞赛的竞赛规则.我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛规则的, 如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们郑重承诺,严格遵守竞赛规则,以保证竞赛的公正、公平性。
如有违反竞赛规则的行为,我们将受到严肃处理。
我们参赛选择的题号是(从A/B/C/D中选择一项填写):我们的参赛报名号为(如果赛区设置报名号的话):所属学校(请填写完整的全名):西安理工大学参赛队员(打印并签名) :1.张力凡2.武莉3.指导教师或指导教师组负责人(打印并签名):日期: 2010年 7月 6 日赛区评阅编号(由赛区组委会评阅前进行编号):编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):。
玻璃与铝框施工时可能出现的问题及解决措施
玻璃及铝框
1. 出现的问题:下料、加工后的零件几何尺寸出现偏大或偏小,达不到设计规定尺寸要求,超出国家行业标准的尺寸规定。
2. 产生原因
2.1.原材料质量不符合要求;
2.2.设备和量具达不到加工精度;
2.3.下料、加工前未进行设备和量具校正调整;
2.4.下料、加工过程中,各道工序没有做好自检工作。
3.解决方法:
3.1.严格执行原材料质量检验标准,禁用不合格的材料;3.2 必须使用能满足加工精度要求的设备和量具,且要定期进行检查、维护及计量认证;
3.3 确保开工前设备和量具校正调整合格,杜绝误差超标;
3.4 按图纸要求下料、加工。
每道工序都必须进行自检。
【专业知识】玻璃幕墙型材加工不合格原因及治理措施
【专业知识】玻璃幕墙型材加工不合格原因及治理措施玻璃幕墙型材加工不合格原因及治理措施:1、现象(1)金属型材材质不符合设计要求。
(2)金属型材力学性能不符合标准要求。
(3)金属型材壁厚不符合规范要求,几何尺寸超差,型材有弯曲、扭曲现象。
(4)表面氧化膜不符合标准要求,表面有划伤、磨伤现象。
2、原因分析(1)承包商片面追求利润,偷工减料,选用不合格材料。
(2)材料运输、存放保管不当,造成材料弯曲,表面划伤。
(3)材料加工过程中,工作台、运输车不清洁,搬运不当造成表面划伤。
3、治理措施(1)按照《玻璃幕墙工程技术规范》的规定,玻璃幕墙适用于设防烈度6-8度、建筑高度不大于150m的民用建筑工程。
幕墙工程应按规范要求进行建筑、结构设计并附计算书,其计算结果应经原设计单位审查确认。
有节能要求的,应采用断热型材。
幕墙工程施工前,应按要求编制专项施工方案,超过一定规模的,应按《危险性较大的分部分项工程安全管理办法》(建质[2009]87号)规定的程序组织专家论证。
(2)进场的金属型材,必须查验其规格、型号、出厂合格证及产地证明,核对其是否符合设计要求;检查化学成分和力学性能测试报告,验证其是否符合国家标准要求。
钢构件:当幕墙高度超过40m时,宜采用高耐候结构钢,表面涂刷防腐涂料;采用冷弯薄壁型钢时,其壁厚不得小于3.5mm.铝合金型材:应符合《铝合金建筑型材》GB/T5237。
1中有关高精级的规定,表面阳极氧化膜厚度不得低于现行国家标准中规定的AA15级。
(3)型材下料前,应认真核对图纸,并对建筑物进行复测,按实际尺寸对型材下料尺寸进行调整。
(4)严格工艺管理,保持工作环境清洁有序。
半成品交接要坚持工序检验制度,及时剔除不合格品;幕墙构件必须经验收合格后方可进入组装、安装工序,严禁不合格的产品使用到工程上。
(5)型材加工的截料尺寸精度、槽(豁、榫)加工精度、装配精度等应符合相关标准的规定。
(6)型材装配应牢固,各连接缝隙要进行可靠的密封处理。
建筑玻璃生产维护质量问题分析

建筑玻璃生产维护质量问题分析建筑玻璃是现代建筑中常用的一种材料,它具有透明、美观、耐候性好等特点。
然而,在建筑玻璃的生产和维护过程中,常常会出现一些质量问题。
本文将对建筑玻璃生产和维护中可能存在的质量问题进行分析,并提出相应的解决方案。
一、建筑玻璃生产中的质量问题1.1 玻璃材料选用不当在建筑玻璃的生产过程中,材料的选择至关重要。
如果选用的原材料质量不好,可能会导致制成的玻璃存在气泡、雾霾、太阳斑等缺陷。
此外,如果原材料的成分不合理或掺杂有杂质,也会导致建筑玻璃的质量问题。
解决方案:建议建筑玻璃生产企业在选材时严格把关,优先考虑优质原材料,提高原材料筛选的标准。
同时,对原材料的成分和质量进行严格检测,确保其符合相关标准。
1.2 生产工艺不规范建筑玻璃的生产需要经过多道工艺,包括玻璃熔化、成形、退火等环节。
如果这些工艺操作不规范或者设备出现故障,都可能导致建筑玻璃出现开裂、变形等质量问题。
解决方案:建议企业加强对生产工艺的标准化管理,对每个环节进行严格的操作规程和质量控制。
对设备进行定期检验和维护,确保其正常运行。
1.3 玻璃加工不当建筑玻璃生产完成后,还需要进行加工、切割、钻孔等环节。
如果这些加工操作不当,可能会导致玻璃边角破损、划痕等问题,影响其美观和使用寿命。
解决方案:建议加强对加工环节的控制和培训,确保操作人员具备一定的技能和经验。
对加工设备进行定期检验和维护,确保其正常运行。
二、建筑玻璃维护中的质量问题2.1 玻璃清洁不彻底建筑玻璃在使用过程中,会受到大气污染、水垢、尘土等的侵蚀,如果清洗不彻底,会导致玻璃表面产生污渍,影响其光洁度和透明度。
解决方案:建议定期对建筑玻璃进行清洁,使用专业的清洁剂和工具,确保清洁的彻底性。
对于高层建筑的玻璃清洁,应由专业的清洁公司进行操作。
2.2 玻璃密封不严建筑玻璃需要在安装后进行密封,以确保其具备隔音、保温等功能。
如果密封不严,可能会导致玻璃与框架之间的空隙,影响其保温效果。
案例1玻璃下料问题
案例一:玻璃下料问题已知玻璃尺寸有:2×1.5 m2;2.2×1.5 m2;2.2×1.65 m2;2.1×1.65 m2需要切割尺寸及数量:1×0.75 m2 (20块);1.05×0.90 m2 (15块);0.8×0.85 m2 (30块);1.10×0.85 m2 (35块);1.5×1.20 m2 (50块);0.95×1.25 m2 (45块);1.3×0.75 m2 (100块)问:如何切割用料最省?minz=0.225x2+0.625x3+0.3125x4+0.375x6+0.3125x7+0.26x8+0.25x9+0.32x10+0.27x11 +0.305x12+0.28+x13+0.42x14+0.5925x15+0.075x16s.t.4x1+2x4+2x5+2x8+2x9+3x11+3x13+x14+x15+2x16=202x10+2x12+2x14=30x2+x5+x7+x12=50x2+3x6+2x10=100x9+x11+2x16=152x8+x9+x13+x14+x15=352x3+x4+x7+x15=45x1,x2,x3,x4,x5,x6>=0,且为整数引入人工变量x17,x18,x19,x20,x21,x22,x23用两阶段法计算下列问题:第一阶段:计算minZ1=x17+x18+x19+x20+x21+x22+x23s.t.4x1+ 2x4+2x5 +2x8+2x9 +3x11 +3x13+x14+x15+2x16+x17=202x10 +2x12 +2x14 +x18 =30 x2 +x5 +x7 +x12 +x19=50 x2 +3x6 +2x10 +x20 =100x9 +x11 +2x16 +x21 =152x8+x9 +x13 +x14 +x15 +x22 =35 2x3+x4 +x7 +x15 +x23 =45 xj>=0,j=1,2,…,23根据上面的表达式可得计算表如下:注:θi=bi/aik | aik>0;-Z=∑cibi,I=1,2,…,m;σj=cj-∑ciaij,I=1,2,…,m; j=1,2,…,n *为下一次迭代主元所在的行。
玻璃下料安全操作规程

玻璃下料安全操作规程玻璃下料是制作玻璃制品的关键环节之一,与其他工序相比较,玻璃下料的安全风险较大。
因此,制定一套科学、合理的玻璃下料安全操作规程是非常必要的。
本文将就此为大家详细介绍一下左右的玻璃下料安全操作规程。
一、准备工作1.检查玻璃下料机的运转状态,确保各种零部件良好无损、运转灵活。
2.检查玻璃下料机的电气设备和保险丝,确保电器设备及线路安全可靠。
3.检查工作场地和地面平整没有障碍物,并且清洁干燥。
玻璃下料操作人员必须身着适宜的劳保用品,必要时还需佩戴防护眼镜、手套、口罩等防护用品。
4.在玻璃下料机的工作区域内设立警示标志,对工人、外来人员作出提示,切勿进入到禁止停留的区域。
二、玻璃下料前操作规程1.检查要下料的玻璃板是否符合标准要求,如有不合格的,必须予以淘汰。
2.将要下料的玻璃板放于操作区域内,必要时采取支撑措施确保稳定不倾斜。
3.调整下料机的切条位置和规格,确保和之前制定的任务单所记录的要求一致。
4.调整好下料机的速率和压力,根据玻璃板的物理特征和下料的要求选择适合的速率和压力。
三、操作规程1.操作人员要严格遵守下料刀刀口厚度、下料速率及压力等各项技术规范。
2.操作人员必须时刻关注玻璃下料机的运行情况,如果出现任何异常,应立即停机检查并处理故障。
3.玻璃下料操作时,必须保持手部清洁干燥,并将玻璃板推至所设的下料线位置,切勿出现手指和下料刀不正常接触的情况发生。
需要用手操作的地方,操作人员必须戴上手套,避免玻璃板磨伤手部皮肤。
4.下料时,玻璃板须放置于密合表面上,切勿出现松散的情况,否则会导致轻微细微的划痕。
5.操作人员必须慎重选择玻璃下料的方向,避免强引弓下料而破碎玻璃板。
6.下料操作完成后,仔细检查下料线的逐一检查,确保没有超出要求制定的下料线位置。
检查完毕后,将下料机开关关闭并且拔掉电源插头。
四、玻璃下料后操作规程1.清理操作区域,在操作区域内的废物、碎片都必须清理干净。
2.及时清洁下料刀刀口和压力器,避免下料刀刀口变钝,影响下次下料的质量。
玻璃的各种缺陷以及解决办法
观察 温度、地点、时间和电流给定都不合适,砂子没 有熔化 配合料没有充分的熔化
尺寸太大或太小的颗粒都不易溶解 配合料的熔化速度不是太快就是太慢 对流能力太差,没有完全熔化的配合料到达流液 洞 碎玻璃内含杂质
质量(6)
措施 熔化池的大小决定了滞留时间 从炉底排渣 冲洗料道 可能的根源就是二氧化硅的杂质(混合在熔解的 玻璃液里)
偏低的炉温 炉子超载(出料量大) 配合料中材料的颗粒尺寸超出规 定的范围 配合料的组分突然改变
小块白色石头,邻近碹砖的配合料 料毯太厚
成堆
被污染的碎玻璃
故障
观察
第一部分:料液质量(6)
原因
有明显边界的条纹 大片的细条纹,只有很短的范围
主要是明矾石(含铝)溶解在玻 璃里导致的 主要是二氧化硅溶解在玻璃里导 致的 硅酸条纹的生成主要是硼硅酸盐 玻璃中三氧化二硼挥发导致的结 果
第一部分:炉子的运行(4)
观察 厂区无电源
瓦斯报警
油温度报警 接地错误
部分:炉子的运行(6)
观察 在同样的电压下,电极电流偏低
在同样的电压下,电极电流偏低 流水量低或不流等故障多半发生在水从出水管进 入集水箱这一段。建议的7升/分钟的水流速度是 依据电极冷却水套的类型设计的 温度表的显示开路或 是有波动 没有报警 很长一段时间温度增长缓慢。 料液与冷却水套前沿接触 冷却水漏出来了
玻璃的各种缺陷以及解决办法
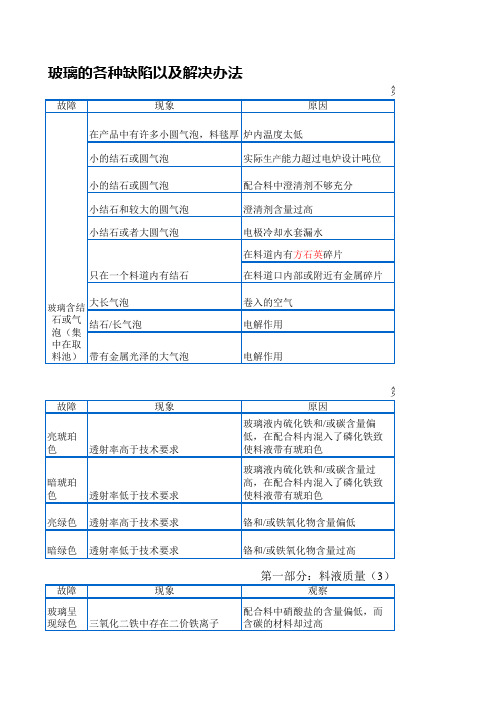
第一部分:料液质量(
故障
现象
原因
在产品中有许多小圆气泡,料毯厚 炉内温度太低
小的结石或圆气泡
实际生产能力超过电炉设计吨位
小的结石或圆气泡 小结石和较大的圆气泡 小结石或者大圆气泡
只在一个料道内有结石
一种板材下料问题的优化求解方法
一种板材下料问题的优化求解方法
张鹏程;茹江燕;王春艳
【期刊名称】《河北工程技术高等专科学校学报》
【年(卷),期】2018(000)002
【摘要】针对单一板材下料问题,以传统的人工下料方法为基础,结合现实的切割方法和切割工艺特点,利用计算机辅助实现了下料方案的计算与选优.该方法处理过程无需编程和复杂的数学计算,而且,自然满足成品料下料时,原材料在横竖两个方向的“一刀切”,使整个加工过程方便、快捷和高效.
【总页数】5页(P57-61)
【作者】张鹏程;茹江燕;王春艳
【作者单位】河北水利电力学院电力工程系,河北省沧州市重庆路1号 061001;华北工业学校,河北省沧州市长芦北大道12号 061000;华北工业学校,河北省沧州市长芦北大道12号 061000
【正文语种】中文
【中图分类】TP391.7
【相关文献】
1.求解约束优化问题的一种新方法--基于量子粒子群优化算法
2.一种可变规格板材下料的优化方法
3.求解通信优化问题的一种微粒群优化方法
4.产品下料问题的一种求解方法
5.一种板材下料问题的优化求解方法
因版权原因,仅展示原文概要,查看原文内容请购买。
玻璃饰面质量通病的防治措施

玻璃饰面质量通病的防治措施玻璃饰面是一种常见且受欢迎的装饰材料,其美观、透明、亮丽的外观使其广泛应用于建筑、家具和室内设计等领域。
然而,由于不当的使用和维护,玻璃饰面常常会出现一些质量问题,如开裂、粘胶不牢固等。
因此,为了确保玻璃饰面的质量和使用寿命,我们需要采取一些防治措施。
首先,要选择高质量的玻璃饰面材料。
在购买玻璃饰面材料时,应选择有信誉和正规的厂家和供应商,确保其产品符合相关标准和质量要求。
同时,还应检查玻璃饰面材料的外观质量,包括表面是否平整无瑕疵、透明度是否达标、边缘是否光滑等。
其次,要正确安装玻璃饰面。
玻璃饰面的安装是一个关键的环节,需要由专业施工人员进行。
在安装过程中,要确保基面平整、洁净,并采取合适的粘接材料和粘接方式,避免出现开裂、脱落等问题。
此外,在安装过程中,还应注意操作规范,避免对玻璃饰面产生不必要的损伤。
第三,要加强玻璃饰面的维护和保养。
正确的维护和保养是延长玻璃饰面使用寿命的关键。
首先,要定期清洁玻璃饰面表面,避免灰尘和污垢的积累。
清洁时可使用软布和中性洗涤剂,避免使用含有酸碱成分的清洁剂,以免对玻璃饰面产生腐蚀和损伤。
其次,要注意避免重物碰撞和划伤玻璃饰面,避免引起开裂和破损。
另外,还可以定期检查和修补玻璃饰面的胶水粘接情况,及时修复粘接不牢固的部分。
最后,要加强人员培训和管理。
玻璃饰面的施工和维护需要技术和经验,因此,建议企业加强人员培训,提高施工人员的专业水平。
同时,还应建立完善的管理制度,确保施工和维护过程的规范和标准化,减少人为操作失误的可能性。
综上所述,玻璃饰面是一种具有很高装饰性和可塑性的装饰材料,但在使用过程中常常会出现质量问题。
为了防止和治理这些质量问题,我们需选择高质量的玻璃饰面材料,正确安装和维护玻璃饰面,并加强人员培训和管理。
只有做到这些,才能确保玻璃饰面的质量和使用寿命,满足人们对美观和安全的需求。
板材玻璃下料问题
板材玻璃下料问题摘要排样下料问题在很多工业领域中都有广泛的应用,解决好排样问题,可以提高材料的利用率。
本文解决的是玻璃板材的最优化下料策略,不同的下料策略形成不同的线性规划模型。
在充分理解题意的基础上,以使用原材料张数最少为目标,采用逐级优化的方法,进行下料方案的筛选。
在第一题中,首先选用单一下料两个方向排料优选的下料策略,成品料的长在原材料的长和宽两个方向上分别排列,求出最优解;其次采用单一下料中成品料的长和宽在原材料的长、宽两个方向套裁排料优选,算出所需原材料的块数和利用率;最后按照零件需求量,进行几种零件配套优选,用新易优化板材切割软件求出最优的板材切割方法,列以原材料消耗总张数最少为目标函数的数学模型,用LINGO软件编程,求出最佳下料方案。
按照原材料的利用率,筛选出最佳的下料方案为按照零件需求量,进行几种零件的配套优选下料方案,所求需要原材料的块数为548,利用率为95.03%。
第二题的求解以第一题相似,当有两种规格的原材料时,在第一题的基础上,用玻璃板材切割软件排出两种原材料的最佳切割方法,建立数学模型,用LINGO软件编程,算出最佳的下料方案。
求得需要规格为2100cm×1650cm的原材料532块,需要规格为2000cm×1500cm的原材料16块,共计548块,利用率为95.40%。
此模型可以推广到更多板材排样下料领域的应用,通过逐级优化和组合原理,确定各种切割方式,然后再进行线性规格问题的求解。
关键词:优化排样板材下料最优化线性规划一·问题重述在大型建筑工程中,需要大量使用玻璃材料,如门窗等。
在作材料预算时,需要求出原材料的张数。
已知板材玻璃原材料和下料后的成品料均为矩形。
由于玻璃材料特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或停顿,即每切一刀均将玻璃板一分为二。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
工程实际需要解决如下问题,在给定一组材料规格尺寸后:(1)在原材料只有一种规格的情况下(例如长为2100cm,宽1650cm),给出最优下料策略,时所需要材料张数最少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板材玻璃下料问题摘要排样下料问题在很多工业领域中都有广泛的应用,解决好排样问题,可以提高材料的利用率。
本文解决的是玻璃板材的最优化下料策略,不同的下料策略形成不同的线性规划模型。
在充分理解题意的基础上,以使用原材料张数最少为目标,采用逐级优化的方法,进行下料方案的筛选。
在第一题中,首先选用单一下料两个方向排料优选的下料策略,成品料的长在原材料的长和宽两个方向上分别排列,求出最优解;其次采用单一下料中成品料的长和宽在原材料的长、宽两个方向套裁排料优选,算出所需原材料的块数和利用率;最后按照零件需求量,进行几种零件配套优选,用新易优化板材切割软件求出最优的板材切割方法,列以原材料消耗总张数最少为目标函数的数学模型,用LINGO软件编程,求出最佳下料方案。
按照原材料的利用率,筛选出最佳的下料方案为按照零件需求量,进行几种零件的配套优选下料方案,所求需要原材料的块数为548,利用率为95.03%。
第二题的求解以第一题相似,当有两种规格的原材料时,在第一题的基础上,用玻璃板材切割软件排出两种原材料的最佳切割方法,建立数学模型,用LINGO软件编程,算出最佳的下料方案。
求得需要规格为2100cm×1650cm的原材料532块,需要规格为2000cm×1500cm的原材料16块,共计548块,利用率为95.40%。
此模型可以推广到更多板材排样下料领域的应用,通过逐级优化和组合原理,确定各种切割方式,然后再进行线性规格问题的求解。
关键词:优化排样板材下料最优化线性规划一·问题重述在大型建筑工程中,需要大量使用玻璃材料,如门窗等。
在作材料预算时,需要求出原材料的张数。
已知板材玻璃原材料和下料后的成品料均为矩形。
由于玻璃材料特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或停顿,即每切一刀均将玻璃板一分为二。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
工程实际需要解决如下问题,在给定一组材料规格尺寸后:(1)在原材料只有一种规格的情况下(例如长为2100cm,宽1650cm),给出最优下料策略,时所需要材料张数最少。
(2)在原材料为两种规格的情况下(例如2100cm×1650cm和2000cm×1500cm),给出最优下料策略,使所需要材料张数最少,且利用率(实际使用总面积与原材料总面积之比)尽量高。
(3)下表是一些成品料及所需块数(长×宽×块数),分别以一种原材料2100cm ×1650cm及两种原材料规格2100cm×1650cm、2000cm×1500cm为例,分别给出(1)和(2)的算法及数字结果,并给出两种情况下的利用率。
二·模型假设1、假设不考虑在切割板材玻璃的过程中的损耗;2、假设不考虑人为的损耗;3、假设不考虑切割工艺的不同;4、假设不考虑玻璃厚度的影响;5、假设不考虑刀片的厚度;6、假设切割玻璃的刀片可旋转;7、假设不考虑两种原材料的优先级及成本,只考虑原材料的利用率;四·问题分析板材玻璃下料问题属于线性规划中的二维下料(板材下料),玻璃最优化切割中,原材料有两个方向(长和宽),在只有一种原材料的时候,令原材料的长为L ,宽为W ,零件的长为i x ,宽为i y ,i=1,2,……,26。
从操作方便的角度考虑,一张板材上不宜下过多的零件,但一般来说,参加套裁的零件种类越多,材料的利用率越高,在实际玻璃切割中要兼顾这两方面的情况,既要考虑操作的方便,又要考虑材料的利用率,一般我们讨论零件种数最多为3种或4种的情况。
而且由于玻璃材料特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或停顿,即每切一刀均将玻璃板一分为二,是一种典型的Guillotine 切割,国内外对Guillotine 下料问题的研究非常活跃,已取得了不少的研究结论。
对剪切下料一般的处理方法有:使用背包算法以保证能实现一刀切的剪切工艺;在一张板材上只排一种规格的零件的单一下料法或只排少数几种的综合套裁法。
考虑到本题的实际情况,我们使用第二种方法。
当然,在保证利用率不减的情况下,所下的零件数越少越好。
既然原材料有长和宽两个方向,零件也有长和宽两个方向,则每个零件的长可在原材料的长和宽方向上排列,宽也可在原材料的长和宽的方向上排列,这就够成了二维下料方式的多样性,当所需下料的零件种类较多时,下料方式也就相应的比较多,这又为二维下料增加了困难,为了克服这个困难,并考虑到采取组成最优化方案的切割方式的材料利用率都不应太低,因此采取逐级优化的方法,进行优化切割方案的筛选。
对于第一题中有一种原材料的时候,有以下三种切割方案: (1) 单一下料两个方向排料优选;(2) 单一下料在长、宽两个方向套裁排料优选;(3) 按照零件需求量,进行几种成品料配套优选,选出最佳下料方案。
对于第二题中有两种原材料的时候,在只考虑原材料利用率的情况下,我们选用与第一题中只有一种原材料时的第三种切割方案,即按照零件需求量,进行几种零件配套优选,选出最佳下料方案。
最后,根据所求的(1)题和(2)题中原材料的数量,算出每种切割方案的利用率,选出最佳切割方案。
五·模型的建立与求解下料问题模型主要有密切相关的两部分组成。
第一部分为初始切割方式下的优化选取模型,第二部分为下料方案的优化模型。
其中,后者是一种大型线性规划模型。
5.1 问题一模型的建立与求解 5.1.1单一下料两个方向排料优选对于一张原材料上仅裁一种零件(即单一下料)的切割方式,每一种零件可以排出两种单一切割方式。
第一种,成品料的长在原材料长的方向上排列的下料方式;第二种,成品料的长在原材料宽的方向上排列的下料方式。
(1)、单一下料两个方向排料优选数学模型如下:)/(x 11i i x L INT L =,i=1,2,......,26; )/(y 11i i y L INT L =,i=1,2,......,26; )/(x 11i i x W INT W =,i=1,2,......,26; )/(y 11i i y W INT W =,i=1,2, (26)1111W L S ⨯=;%100112611⨯⨯⨯=∑=nS n Si iiη;如第一种零件1x 在1L 方向上能排)/(x 1111x L INT L ==2,1y 在1W 方向上仅能排1次,另一方面,1x 在1W 方向上排1次,1y 在1L 方向上能排2次,所以整块玻璃能容纳下以一种零件的总数是1×2=2(个),如图5.2。
两个方向切割的零件数相等,可任选一种切割方式。
若切割第二个零件,情况就有所不同了,2x 在1L 方向能排2次,2y 在1W 方向上也能排2次,因此能切下第二种零件的总数是2×2=4(个)另一方面,2x 在1W 方向能排1次,2y 在1L 方向上也能排2次,因此能切下第二种零件的总数是1×2=2(个)综上可以看出,图5.3的切割方式比图5.4的切割方式的利用率要高,所以单一下料也存在比较优选的问题,称作单一下料的初级优化。
同理,用Excle 对26种材料做单一下料的初级优化后,得到如下的数据:通过上述计算求得利用率为:%70.72%100112611=⨯⨯⨯=∑=nS n Si iiη(2)、单一下料两个方向排料优选结果如下:通过计算解得,在原材料只有一种规格2100cm ×1650cm 的情况下,用单一下料两个方向排料优选的方法需要原材料729块,原材料的利用率为72.70%。
5.1.2单一下料在长、宽两个方向套裁排料优选成品料在原材料1L 和1W 方向上套裁下料,i x 和i y 可以套裁。
但这时应注意,在切割玻璃时,每切一刀将玻璃板一分为二。
数学模型与单一下料两个方向排料选优一样,用Excle 对26种材料做单一下料的在长、宽两个方向套裁排料优化后,得到如下的数据:通过上述计算求得利用率为:%87.78%100112611=⨯⨯⨯=∑=nS nS i ii η单一下料在长、宽两个方向套裁排料优选结果如下: 通过计算解得,在原材料只有一种规格2100cm ×1650cm 的情况下,用单一下料在长、宽两个方向套裁排料优选的方法需要原材料670块,原材料的利用率为78.87%。
5.1.3按照零件需求量,进行几种成品料配套优选按照零件需求量,进行玻璃套裁下料方式的数学模型表示为:⎪⎭⎫⎝⎛+-=∑∑=+=-121,,i mm k m k j k i j i j y d x b L δ;(1)0≥j δ;(2)i j x <δ且m k j y -<δ,i=1,2,……,m ;k=m+1,m+2,……,2m ;(3)k-m i ≠如果0,>j i b 则0,=+j i m b ;如果0,=j i b 则0,>+j i m b ;(4)m k j k m k i j i j i x W d a y W b a --⨯=⨯=1,1,,,;(5)i mi i j i j y x a W L S ⨯⨯-⨯=∆∑=1,11;(6)j nj J S N S ∆=∑=1min ;(7)i j nj ji D N a=∑=1,;(8)0≥j N 且为整数;(9)上述9个方程组成了玻璃下料问题的数学模型。
我们的目的是要求出满足上述9个方程的各种切割方式的张数j N 。
通过“新易优化板材切割”软件,排出玻璃板材的最优切割方法,共有72种切割方案,每一种切割方案如附录中表1.0所示。
建立线性规划方程组:∑==nj j j x N 1min()()⎪⎩⎪⎨⎧=≥=≥∑=整数,,,2,10,,2,1..1,n j x m i b x a t s j nj i i j i求得的利用率为:%03.95%100112611=⨯⨯⨯=∑=nS nS i ii η按照零件需求量,进行几种成品料配套优选结果如下:通过用LINGO 软件,对上述27个线性方程进行编程求解,求得在原材料只有一种规格2100cm ×1650cm 的情况下,用按照零件需求量,进行几种成品料配套优选的方法需要原材料548块,原材料的利用率为95.03%。
所以,通过逐级优化,筛选优化切割方案比较得出,按照零件需求量,进行几种成品料配套优选的下料策略原材料的利用率最高,为95.03%,故应采取这种下料策略,所需要原材料张数最少,为548张。
5.2 问题二模型的建立与求解(1)、有两种原材料的最优下料策略的数学模型:在有两种原材料的情况下,采用与5.1.3中按照零件需求量,进行几种成品料配套优选方法同样的数学模型,只是在玻璃板材的切割方案中,增加一种原材料,用“新易优化板材切割”软件,排出两种玻璃板材的最优切割方法,建立线性规划方程组,求出所需要原材料的最少张数,根据求得的张数,求出有两种规格原材料的利用率。