bmk-12w译文螺柱焊机说明书
bmk-12w译文螺柱焊机说明书
800A
1-1000 毫秒
0.2-2 秒 M3-M12;Φ2-11mm
0.2-2 秒 M3-M10;Φ2-10mm
1-200 毫秒 M3-M10;Φ2-10mm 15-30 颗螺柱/分钟,焊 M3;Φ2mm 5%ED=3 颗螺柱/分钟,焊 M12。 CEE32A-6std.(3 相加接地端) 3×230V~/50Hz/60Hz* 3×400V~/50Hz/60Hz*(标准配置) 3×440V~/50Hz/60Hz* 3×500V~/50Hz/60Hz* *)为其它电源电压进行的改装须有经验的电子技 师执行! 0.3A/相
2 螺柱焊的介绍
2.1 短周期电弧式螺柱焊技术
Fig1
Soyer 公司 BMK-12W 短周期电弧式螺柱焊机根据电弧加压焊接的原理进行焊接。 以下为详细介绍: ○ DIN 1910,表 2 ○ DVS Leaflet 0902,第一部分,“螺柱焊质量控制” 焊接时,将螺柱置于工件上,螺柱从工件上提起的同时预通引弧电流,引燃电弧后施以焊接电流,在螺柱 和工件间依靠电弧能熔化金属形成熔池,再快速将螺柱插入熔池直至熔池凝固形成焊缝。
D-82237 Wǒ rthsee
电话08153-885-0 传真 08153-8030 电报挂号 5270295heso d
产品型号 BMK-12W 螺柱焊机
产地
德国
1.4
铭牌
1
1.5 1.5.1
2
铭牌一般在焊机的后面。它包含了以下信息
○ 生产厂家的名称和地址 ○ 产地 ○ 产品型号 ○ 焊接方式 ○ 生产日期 ○ 产品序列号 ○ 技术参数
3.3
在不遵照安全守则情况下可能遇到的危险
不遵守安全守则不仅会给人员带来危险而且会给环境和焊接系统带来危险。并 且,这会导致要求损失赔偿的问题。 不遵守此说明者,可能会导致以下的危险:
焊接机说明书资料
点焊逆变电源使用说明书目录1. 使用注意事项 (2)1.1 安全注意事项 (3)1.2 使用前注意事项 (5)2. 概述 (5)2.1 机器的原理 (5)2.2 机器的特点 (5)2.3 技术参数 (6)3. 连接说明 (6)3.1 电源控制箱连接说明 (6)3.2 变压器箱连接说明 (7)4. 操作说明 (8)4.1 操作面板组成及其说明 (8)4.2 LCD显示屏 (8)4.2.1 显示屏及显示切换 (8)4.2.2 显示屏上的状态设定按钮 (10)4.2.3 焊接参数及其显示 (11)4.2.4 功能参数及其显示 (11)4.2.5 显示屏上的其它内容 (12)4.3 参数设定范围 (12)4.4 参数设定方法 (12)4.4.1 参数组设定 (12)4.4.2 参数值设定 (13)4.5 焊接操作 (13)5. 特别应用 (13)5.1 使用不同焊接参数 (13)5.2 双机头应用........................................................................................错误!未定义书签。
5.3 自动化应用 (13)6. 安装调试 (14)7. 一般故障处理 (15)1. 使用注意事项(1)安全上的注意使用前请熟读此「安全上的注意」,正 确使用本装置。
■为了安全使用,防止对使用者及他人造 成危害和损伤,请务必仔细阅读这些与 安全有关的注意事项。
由于任何一个都和安全都有重要关系, 因此请务必仔细阅读。
■ 各安全警示分危险、警告、注意。
警示标志的含义如下:请不要随意触摸装置的内部由于装置内部有高电压存在,随意触摸装置的内部是非常危险的。
供电电源连接插座带有高压,请不要触摸插座的连接端子。
除了我公司技术服务人员以外请不要随意触摸。
请绝对不要自行拆装、修理、改造本装置 会有触电、起火的危险。
需要检、修理时,请与经销商或本公司联系。
泰勒螺柱焊接系统V-1B 1 i12拉弧控制器操作说明书

泰勒螺柱焊接系统有限公司i12拉弧控制器操作说明书(1C版)目录页码内容3 重要信息5 重要安全信息7 螺柱焊接简介8 外部特征说明11 设置与焊接15 焊接时间和电流设置16 目视焊接检查17 焊接测试20 焊接技术23 部件列表 & 分解图31 电路图32 配件33 欧盟标准证书安装设备前,请仔细阅读本说明书。
请严格遵守本安全操作说明书。
由于电力要求及在正常使用过程中磁辐射的缘故,本设备必须在工业环境中使用设备操作电压为交流电压未切断主电源前,不得拆卸焊机外壳任一部件不要妨碍下方、前端或后端的控制板通风孔以免导致机器在操作过程中过热不要用焊接电源用于管道软化。
本设备已根据严禁用任何液体清洗电气部件,因那样做会使其渗透到电气系统中。
安装必须按照本说明书第当地的安全规程。
1 2 3 45 6 7 8 9 101 2 3 45 671 2 3 4保存从电流开始,通过旋转控制旋钮设置所需的参数值,然后按下控制旋钮锁定参数并移至下一个屏幕(时间,气体)。
最后一个屏幕保存,是指导您将已设置的参数保存到控制器的20个可用存储位置之一中。
通过旋转控制旋钮选择位置(1 - 20)并通过按下控制旋钮来完成保存,然后控制旋钮将返回到正常操作模式屏幕,该屏幕现在将显示您设置的参数。
如果您已将参数保存在一个或多个存储位置中,也许可能您希1. 准备焊枪2. 放置焊抢3. 触发。
提升&维弧4. 主弧&熔化5. 电弧停止,焊枪插入6. 焊接完成. 撤回最后,轻轻敲击直到它打碎并目视检查焊缝,取下瓷环。
有关焊接螺柱的检查,请参见“目视焊接检查和焊接测试”部分。
过热,导致焊接后螺柱根部长度太短,焊脚过宽且不规则,瓷页),对准调整使 ✓✗✗✗✗✗2. 非破坏试验通常最适用的方法是通过测试带螺纹螺柱的焊缝但不破坏螺柱来检测焊接强度,即安全实验。
这种实验是通过使用扭力扳手来完成。
下面及下页表格可能会很有用。
然而,必须说明的是:∙公式 & 数据仅供参考。
螺柱焊机操作规范
螺柱焊机操作规范是指在使用螺柱焊机时,必须遵守的一系列操作规程和安全措施,以确保操作过程安全、高效,并保护设备的正常运行。
下面是螺柱焊机操作规范的一些建议:1. 了解设备:在操作螺柱焊机之前,应熟悉设备的结构、性能、工作原理和操作方法。
阅读设备说明书,并接受相关的培训。
2. 安全操作:佩戴所需的安全装备,如防护眼镜、防护手套等。
确保工作区域干燥、通风良好,并保持良好的工作姿势,以避免不必要的伤害。
3. 检查设备:在使用前,应仔细检查螺柱焊机是否完好无损,各部件是否正常运转。
如发现故障、损坏或异常情况,应立即停机,并通知维修人员进行检修。
4. 清洁维护:定期清洁设备表面,去除积聚的灰尘和杂质。
定期检查电缆、插头等连接部位的磨损情况,并进行必要的维护。
5. 调试设备:在使用新设备或更换部件时,应进行设备的调试工作,以确保设备工作正常。
在调试过程中,应密切观察设备的运行情况,并校准设备参数。
6. 小心操作:在操作过程中,应保持专注,并按照操作流程进行操作。
避免擅自更改设备参数或操作方法,以免引发事故。
7. 环境安全:在操作螺柱焊机时,应确保周围环境安全。
禁止在易燃、易爆、易感应电磁场的环境中操作。
8. 停机操作:在操作完成后,应将设备停机并切断电源。
清理工作区域,并将设备放置在适当的位置,以防止意外伤害或设备损坏。
9. 故障处理:在设备故障或异常情况出现时,应立即停机,并按照规定的故障处理程序进行检修,或通知相关人员进行维修。
10. 运输储存:在不使用螺柱焊机时,应将设备妥善存放,防止碰撞和损坏。
在设备运输过程中,应妥善固定设备,避免设备的摇晃、碰撞等情况。
以上是螺柱焊机操作规范的一些建议,根据实际操作情况,可根据设备说明书和相关要求进行具体操作。
在操作过程中,一定要严格遵守操作规范,确保人身安全和设备的正常运行。
螺柱焊机 BMS-9 BMS-9V 螺柱焊枪 PS-9 PS-9K PS-1K 操作说明书

德国 SOYER(索亚)中国总代理珠海市福尼斯焊接技术有限公司操作说明书螺柱焊机BMS-9BMS-9V螺柱焊枪PS-9PS-9KPS-1K德国 SOYER(索亚)中国总代理珠海市福尼斯焊接技术有限公司机身序号请填写机身序号,让我们能在您需要时提供即时的支持。
设备型号机身序号螺柱焊机BMS-9BMS-9V螺柱焊枪PS-9PS-9KPS-1K操作说明书文档货号: P00161, 02-2017, 原文说明书翻译(英文: P00261)文档中所有资讯为Heinz Soyer Bolzenschweißtechnik GmbH财产。
版本信息文档创建/修改编者日期初版预备DD17.02.20172 德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司目录1. 一般资讯. . . . . . . . . . . . . . . . . . . . . ............ . . . . . . . . . . . . . . . . . . . . . . . . . 5 1.1. 操作说明书的有效性 5 1.2. 符合性声明 5 1.3. 制造商7 1.4. 指引,培训7 1.5. 标准及指令72. 重要安全指引 . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 2.1. 使用的安全警告8 2.2. 一般安全指引9 2.3. 个人防护装备12 2.4. 螺柱焊机的预期用途132.4.1 不当使用13 2.5. 螺柱焊枪的预期用途132.5.1 不当使用13 2.6. 公司的操作前提132.6.1 人员的操作前提143. 运输 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154. 储存,关机. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155. 废物处置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156. BMS-9(V)螺柱焊机说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 6.1. 类型区别166.2. 工作方法166.2.1 产品特点166.2.2 电容储能式螺柱焊接17 6.3. 控制概览186.3.1 操作状态显示19 6.4. BMS-9(V)螺柱焊机的技术数据20 6.5. 认可的螺柱焊枪21 6.6. 清洁螺柱焊机227. PS-9(K)螺柱焊枪说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 7.1. 类型区别24 3德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司目录7.2. L ED光环显示含义24 7.3. P S-9(K)螺柱焊枪技术数据257.4. 清洁螺柱焊枪268. PS-1K螺柱焊枪说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 8.1. PS-1K螺柱焊枪技术数据28 8.2. 清洁螺柱焊枪299. 螺柱夹套说明. . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 9.1. 不可调式螺柱夹套30 9.2. 调节及安装可调式螺柱夹套3210. 安装及连接. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 10.1. 安装位置条件3510.2. 螺柱焊机及螺柱焊枪的连接3610.2.1 电源连接3610.2.2 连接地线3610.2.3 连接螺柱焊枪3811. 设置. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3911.1. 调节螺柱焊机的充电电压及提升时间3911.1.1 焊机调节表3911.1.2 调节充电电压4111.1.3 “设置”模式中设置提升时间(提升高度)4212. 焊接操作. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 12.1. 进行焊接4512.2. 检查焊接质量的注意事项4612.2.1 目测检视46 12.3. 关闭焊机48 12.4. 焊接缺陷及其原因4912.5. 故障时出现的报警信息5013. 维护及维修. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . 5214. 服务. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . 5215. 保修条款. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . 52 4 一般资讯德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司1. 一般资讯本操作说明书包含重要信息和操作设备的要求。
泰勒螺柱焊接系统(上海)有限公司 SYSTEM 751DA 拉弧式螺柱焊机 操作说明书
泰勒螺柱焊接系统有限公司SYSTEM 751DA拉弧式螺柱焊机操作说明书目录页序内容1 总则3 简介4 设备清单5 外部特征8 安全11 连接与焊接20 焊接设定21 焊接目视检查23 焊接检验25 螺柱焊接技术与定位方法31 控制器分解图36 DA8焊枪分解图38 DA8焊枪配件45 DA2焊枪分解图52 DA2焊枪配件55 控制器原理图56 EC 合格证书制造厂家详细资料泰勒螺柱焊接系统有限公司Taylor Studwelding Systems LtdCommercial RoadDewsbury, West Yorkshire, WF13 2BD, England. 电话: +44(0)1924 452123传真: +44(0)1924 430059电子邮件: ***************************技术部电话: +44(0)1924 487703销售部电话: +44(0)1924 487701英国泰勒螺柱焊机大中华区客户服务中心:泰勒螺柱焊接系统(上海)有限公司电话: 800 820 8499 或138****6865邮箱: ****************************.cn泰勒中文网址:泰勒服务微信二维码 泰勒微信公众号本说明书的用途与内容本说明书用于:☞焊机操作工操作之用。
☞最终用户负责焊机安装使用人员之用。
本说明书内容包括:☞安装与连接☞操作使用☞技术数据☞备品备件更详尽的资料如果你另外需要更详尽的技术资料,请与我们(详见第1页)或我们的代理商/经销商联系。
(代理商/经销商资料可从我们索取)本说明书内容是设备安全操作运行的必备资料。
操作人员必须能够查阅本说明书。
出于安全考虑,操作人员应能随时查看本说明书。
如果本设备被售出或转让,请将本说明书一道转至新用户。
考虑到我们会为了设备的安全需要与用户联系, 请立即告知我们新用户的名称和地址。
安装设备前,请仔细阅读本说明书。
螺柱焊机的操作方法

螺柱焊机的操作方法螺柱焊机是一种常见的焊接设备,用于焊接螺柱和螺母。
下面,我将向你介绍螺柱焊机的操作方法。
1. 焊机准备首先,将螺柱焊机放置在平稳的台面上,确保焊接台面稳定。
然后,接通电源并打开焊机的电源开关。
2. 准备螺柱和螺母根据需要焊接的螺柱和螺母的规格和型号,准备好相应的螺柱和螺母。
确保螺柱和螺母没有损坏或者其它质量问题。
3. 调整焊接参数根据螺柱和螺母的规格和材质,以及焊接的需求,调整焊接参数。
这些参数包括焊接电压、电流和焊接时间等。
通常,焊接参数应根据螺柱和螺母的规格来预设。
4. 安装螺柱和螺母将需要焊接的螺柱和螺母安装在焊接台面的对应位置上。
确保它们与焊接电极的接触面光洁。
5. 开始焊接按下焊接按钮,开始进行焊接。
焊接过程中,焊机会施加电流和电压在螺柱和螺母上,使它们略微熔化并焊接在一起。
6. 等待焊接完毕焊接时间取决于所使用的焊接参数和螺柱螺母的材质和规格。
在焊接过程中,注意观察焊接状态。
当焊接时间到达预设的时间后,松开焊接按钮。
7. 检查焊接质量焊接完成后,将焊接好的螺柱和螺母从焊接台面上取下。
进行目视检查和物理检测,确保焊接质量符合要求。
如果焊接质量有问题,需要及时进行修复或更换。
8. 关闭焊机焊接完成后,关掉焊机的电源开关,拔掉电源插头,进行必要的清洁工作。
确保焊机妥善存放。
需要注意的是,在操作螺柱焊机时,必须注意以下几点:- 严格按照操作规程和安全操作要求进行操作,确保人身安全和设备安全。
- 在焊接过程中,尽量避免使用过高的焊接电流和电压,以防止过热和烧坏螺柱和螺母。
- 焊接操作过程中,必须配戴防护用品,如焊接面罩、耐热手套等,以避免受到焊接过程中的灼伤。
- 定期对焊机进行维护和保养,保持其正常的工作状态。
综上所述,以上就是螺柱焊机的操作方法。
希望能对你有所帮助!。
螺柱焊机操作规范
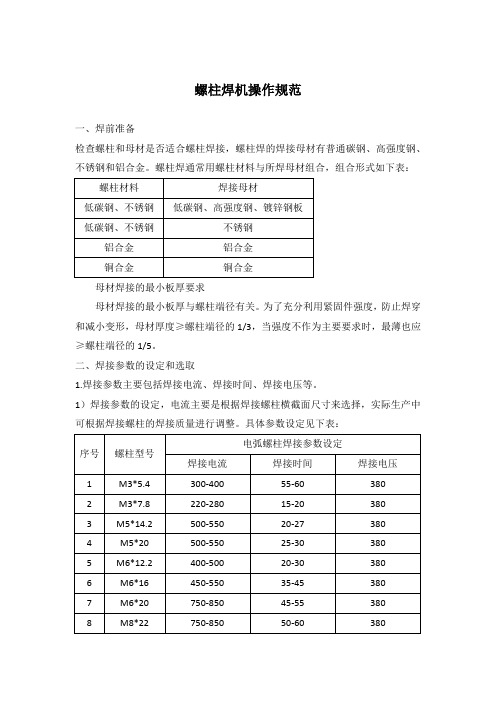
螺柱焊机操作规范一、焊前准备检查螺柱和母材是否适合螺柱焊接,螺柱焊的焊接母材有普通碳钢、高强度钢、不锈钢和铝合金。
螺柱焊通常用螺柱材料与所焊母材组合,组合形式如下表:母材焊接的最小板厚要求母材焊接的最小板厚与螺柱端径有关。
为了充分利用紧固件强度,防止焊穿和减小变形,母材厚度≥螺柱端径的1/3,当强度不作为主要要求时,最薄也应≥螺柱端径的1/5。
二、焊接参数的设定和选取1.焊接参数主要包括焊接电流、焊接时间、焊接电压等。
1)焊接参数的设定,电流主要是根据焊接螺柱横截面尺寸来选择,实际生产中可根据焊接螺柱的焊接质量进行调整。
具体参数设定见下表:2)焊接电流与焊接时间根据具体焊接要求进行设定,电流太小或时间太短,则起不到应有的作用,电流过大则导致焊接熔池的提前出现,不利于工作表面污物的清理,影响焊接质量。
3)焊接电压、焊接电流和焊接时间是拉弧式螺柱焊的焊接电弧参数,其主要作用是产生焊接电弧,加热并熔化螺柱与工件接合面。
焊接接头区域输入能量的大小是决定焊接接头质量的重要因素,能量不足的时候,螺柱和工件接合处熔化金属量太少,导致接合面积小于螺柱面积;能量输入太高,则熔化金属量增多,接头处金属飞溅现象严重。
4)获得优质电弧螺柱焊的基本条件是输入适当的能量,而这个能量大小取决于螺柱的横截面积,而输入焊接区的总能量与焊接电流、电弧电压及燃弧时间有关。
电弧电压决定于电弧长度或螺柱焊枪调定的提升高度,当提升高度确定后,电弧能量就由焊接电流与焊接时间决定。
一般螺栓焊接面直径与焊接电流的关系为I=φ×100A,与焊接时间的关系为T=φ×4ms,各种直径低碳钢螺柱焊的电流与时间的关系如图:三、生产过程中螺柱焊接检验方法1.外观检验外观检验主要针对螺柱和母材焊接时的虚焊、熔池过大、螺柱倾斜变形、母材背面变形、焊穿项目进行检验,检验方法为目视。
破坏检验锤击检查应在试片冷却后进行,用橡皮锤锤击螺柱的顶端,直到螺柱倾斜到30°以上,检查是否有裂纹或开焊等缺陷,如下图:弯扭检验弯扭检验应在试片冷却后进行,用套管或其他专用工具将螺柱弯扭,使螺柱倾斜到30°以上,检查是否有裂纹或开焊等缺陷,如下图:倾斜检验结果判定在焊接处无断裂裂纹或开裂,则判定为合格,否则判定为不合格。
螺柱焊接机作业指导书(DOC)

编号:XX-XX-XX 螺柱焊接作业指导书编制:审核:批准:本文件自二OXX年X月XX日起实施XXXXXXXXXX有限公司一、范围本指导书规定了耐候钢伸缩装置螺柱焊焊接的要求、方法、工艺参数及检验等。
本指导书适用于耐候钢伸缩装置螺柱焊焊接,其它产品的螺柱焊接可参照执行。
二、目的指导操作工人采用螺柱焊接机焊接无砟轨梁铁路伸缩装置严格按照指导书进行操作,保证各个栓钉与型钢焊接符合设计要求。
三、焊接方法与步骤1)合上电箱上的总开关。
2)按动焊机开机钮,等待一分钟,观察焊机是否正常。
3)焊枪不装栓钉,空枪试一下,观察提升时间等控制是否正常,正常后即可试焊。
4)试焊实验件合格后,即可正式工作。
所用焊钉瓷环应符合国家标准,并烘干等,确保施工质量。
5)将型钢放在焊接工作平台上,清洁焊接表面。
清洁面积应大于焊接用瓷环覆盖面积;6)根据栓钉直径,将电流按钮旋至相应的φ值、时间按钮进行相应调节。
7)将栓钉装到夹头上(要夹紧和插到位),将瓷环套到栓钉上,并推至压板的下面,栓钉高于瓷环牙口5~8mm,与工件焊接位置接触。
8)按动焊枪上焊接开关,焊枪自动向上吸起,栓钉缩回瓷环内部6~7mm,焊枪与工件起弧燃烧形成熔池。
9)焊接时间结束后,焊枪将栓钉压入熔池部分,铁水填满瓷环空处形成焊脚。
10)拔出焊枪,焊缝凝固后敲掉瓷环,栓钉焊接完毕。
11)关机:按一下焊机上的关机钮,焊机关机后拉掉电箱里与本设备所接开关。
四、焊接工艺参数以下是低碳钢焊钉的经验参数,可根据实际情况进行调节。
五、安全注意事项(1)人身安全①为了焊工及他人人身安全,焊接操作者必须取得《螺柱焊接操作证》后才能进行焊接工作,并严格遵守《焊工安全操作规程》。
②操作者必须戴好劳保用品:干燥的绝缘鞋、绝缘手套、焊工工作服、头盔或保护镜。
③不戴金属饰物,如:项链、耳环、手表等。
④在焊接时,带有心脏起搏器等的人员或不能接近强磁场的人员要远离设备和电缆。
⑤设备应接在有漏电保护功能的电源箱。
最新整理螺柱焊机操作规范.docx
最新整理螺柱焊机操作规范一、安全注意事项使用时请务必遵守下述安全对策,详细情况请阅读说明书正文l 设备安装不当会导致事故的发生n 配电设施的选用及配置等事项请遵从法规或贵公司的企业准则。
n 为了避免于环境潮湿而发生电击伤人和减缓设备绝缘老化,焊机应安放在避免阳光直射、避雨、湿度小、灰尘小、温度在—;10~45℃的房间内。
n 设备安放应使焊接电源距墙壁20cm以上,距周围可然物50cm以上,防止因过热而引发事故,以确保安全。
n 确保设备的安全性,安装在台架上时,应充分固定脚轮,以免滑动。
n 请不要将本焊机用于焊接以外的用途。
l 安全操作以防电击n 请不要触摸带电部位。
n 请有专业资格的人员或内行人对焊机按要求进行安装、检修和保养。
并按照法定标准实施接地。
n 不要用破损或潮湿的手套,请使用干燥的绝缘手套。
n 设置或维修时,请一定在切段焊机输入端配电箱的电源开关,并经过3分钟以上放电后进行。
即使切断输入电源,电容器仍然被充电,请确认无充电电压后再进行工作。
n 高空作业时务请采取高空作业安全措施,以防电击、跌落。
n 定期维护检查,修理损伤部分再进行使用。
n 当焊机不使用时请切断所有装置电源。
l 服装,安全防护用具的佩戴n 飞溅会引起眼睛及皮肤烫伤,进行焊接操作或观察时,请使用护目镜或面罩。
n 焊接时请使用保护手套、长袖工作服、脚面遮盖、皮围裙等保护用品。
n 噪音大的场合请使用防音保护用具。
l 规范操作防止机器伤人n 请勿在拆下机壳的情况下使用焊机。
n 切勿将手指、头发、衣物接触运行中的风扇等旋转部位,以防引起伤害。
n 检修时避免无关人员无意接近焊机。
l 防止因过热引发的火灾和机器烧损。
n 请将焊接电源与墙壁保持20cm以上距离,与可燃性物品保持50cm以上距离。
n 按规定使用焊接电缆,并要连接紧固。
母材焊接电缆尽量连接在焊接局部。
n 请不要将刚焊接完的工件靠近可燃物。
n 请不要对有可燃物的容器及有气体或密封的管道、罐体进行焊接。
焊接设备说明书

Tehdasarvojen palautusHitsausprosessiPaina näppäintä ja valitse hitsausvirta säädintä kiertämällä.tallennusPaina näppäintä, pidä se painettuna alasPilottikaari päällä/pois päältäPilottikaaren aktivointi ja polttimen puhjdistus (paina >6 sekuntia). Valokaari sammuu, kun painiketta painetaan uudelleen.Pilottikaaren voimakkuusPilottikaaren voimakkuuden säätö.Virran voimakkuus on säädettävissä välillä 3 - 20 A.Plasmakaasun virtausPlasmakaasun määrän säätö. Kaasunvirtaus on säädettävissä välillä 0.1 - 9.0 l.Plasmakaasun slope down - laskuaikaKaasun laskuaika on synkronoitu virran laskuajan kanssa.lopetusarvoLopetusarvo on plasmakaasun määräplasmakaasun laskuajan lopussa.parametrien valintaAvaa parametrit 12-14 ja 27-31.%-osuus asetetun hitsausvirran arvosta.Kaasun jälkivirtaus (aika)%-osuus hitsausvirrasta. Sekundäärinen virta-arvo aktivoituu 4-tahtihitsauksessa näppäintä pulssi Pulssin asetus (nopea pulssi)Paina valikkonäppäintä kunnes merkkivalosyttyy haluttuun kohtaan:Pulssitaajuus: Taukoaika + pulssiaika =pulssijakso.Perusvirta: %-osuus pulssivirrasta.PLUS™Näppäin aktivoituna = Synergy PLUS™.Ainoastaan keskivirtaa voidaan säätää säätimellä.TIG-A-T ack + pistehitsaustoimintoNäppäin aktivoituna = TIG-A-Tack +silloitustoiminto ja pistehitsausajan asetus näppäimellä 31, mahdollistaa TIG-A-Tack hitsauksen = lähes näkymättömät silloitukset.merkkivaloLED-merkkivalo syttyy ilmoittaen koneenylikuumenemisesta. Merkkivalo sammuu automaattisesti.Verkkovirtavian merkkivaloLED-merkkivalo palaa, kun verkkovirran jännite on liian matala tai korkea.Valitse 2-tahti tai 4-tahti. Näppäin aktivoituna = 4-tahti.Virran säätö hitsauspolttimellaVirta säädetään hitsauspolttimella. Näppäinaktivoituna = säätö dialog -hitsauspolttimella.Kaasun esivirtaus (aika)%-osuus asetetun hitsausvirran arvosta.Slope up – virran nousuaikaAloitusvirrasta asetettuun virtaan kuluva aika.Slope down – virran laskuaikaHitsausvirrasta lopetusvirtaan kuluva aika.Ajanjakso virran nousuvaiheen (slope up) ja virran laskuvaiheen (slope down) välissä. Silloitus/TIG-A-Tack aktivoidaan näppäimestä 20.IGC (27+13)Jos IGC (Älykäs kaasunsäätö) on asennettukoneeseen, seuraavat toiminnot ovat saatavilla:•Synerginen kaasunvirtaus suhteessa asetettuun virtaan, jos virtaus onvähemmän kuin 4 l (katso käyttöohje “säätö” kohdalta)•Synerginen jälkikaasunvirtaus (aika) on suhteessa asetettuun virtaan, jos aika。
泰勒螺柱焊接系统有限公司1200E拉弧控制器操作说明书

PLEASE READ THIS GUIDE CAREFULLY BEFORE INSTALLING OR OPERATING THE CONTROLLER.PLEASE OBSERVE CAREFULLY ALL SAFETY PROCEDURES/INSTRUCTIONS.DUE TO THE POWER REQUIREMENTS AND ELECTROMAGNETIC EMISSIONS PRODUCED DURING NORMAL USE, THIS MACHINE MUST ONLY BE OPERATED IN AN INDUSTRIAL ENVIRONMENT.THIS MACHINE OPERATES FROM A MAINS SUPPLY OF 380/415V AC @ 50/60 HzNEVER REMOVE ANY PORTION OF THE UNIT HOUSING WITHOUT FIRST ISOLATING THE CONTROLLER FROM THE MAINS ELECTRICAL SUPPLY.NEVER OBSTRUCT THE UNDERSIDE, FRONT OR REAR PANELS AS THIS MAY CAUSE THE UNIT TO OVERHEAT DURING OPERATION.安装设备前,请仔细阅读本说明书。
请严格遵守本安全操作说明书。
由于电力要求及在正常使用过程中磁辐射的缘故,本设备必须在工业环境中使用。
设备操作电压为交流电压未切断主电源前,不得拆卸焊机外壳任一部件。
不要妨碍下方、前端或后端的控制板通风孔以免导致机器在操作过程中过热。
12 3 4 5 67 8 91 2 3 4 5 67 8 9 10 11 1212 3 45 6cable end weld plug has a peg which mates with the key slot in the blow" when welding takes place. Prior to fi ng the clamps, ensure cable end weld plug has a peg which mates with the key slot in theSwitch the controller ON by turning the mains switch clockwise before turning the adjuster knob (6), the display (3) will change before turning the adjuster knob (6), the display (2) will change Press and hold the gas purge me se ng pushbu on (8). NOTE! If the pushbu on (8) is held for more than 3 seconds before turning the adjuster 2 旋转调节旋钮(6) 直到所需电流显示在焊接电)按压超过3秒显示屏4. Main Arc strikes mel ng both stud and workpiece. Finally, remove the ferrule by lightly tapping un l it sha ers. Visually For a guide to the inspec on of the welded stud see the sec ons on 1 2 34 5 6目视检查焊接效果,参照说明书检测焊接螺柱部分的说in reality the quality of covered in the table, butrecommended that in all 实例,但仍需在Excessive heat, causing the L.A.W. to be too short and the fillet to be ✓✗✗✗✗✗1 2 3 4 5612317 84 5 61 2 316 17159,101112 13 144562 371 8 910SIGNEDDECLARATION OF CONFORMITYResponsible Party Name : Taylor Studwelding Systems LtdAddress :Commercial Road Dewsbury West Yorkshire UKWF13 2BD 93/68/EEC The CE Marking Direc ve 2014/35/EU The Low Voltage Direc ve 2014/30/EC The Electromagne c Compa bility Direc veHereby declares that the product :Equipment Name : Drawn Arc Studwelding Equipment Model No : 1200EConforms to the applicable requirements of the following standards :BS EN 60974‐1:2012 BS EN 60974‐10:2014 I hereby declare that the equipment named above has been designed to comply with the relevant sec ons of the above referenced specifica ons. The unit complies with all applicable essen al requirements of the direc ves.欧盟标准证书泰勒 螺柱焊接系统有限公司地址:CE 标准低电压规范电磁兼容性设备信息如下:设备名称: 拉弧螺柱焊接设备型号: 1200E 欧盟规范和相应标准:兹证明以上所列焊机的设计和生产符合所有健康安全规范。
超速焊焊接机说明书——中英文
Don’t attempt to operate the machine unless you have read and understand the instructions contained in this manual. Operators must obeyall safety procedures & instructions.感谢您选用全利QL200广告字焊接机。
您在使用机器前,请认真阅读使用说明书。
并关注第一张注意事项,避免误操作引起的故障。
并请妥善保管,以便随时查阅。
如有不明白,请与我公司客服联系。
Thanks so much for your choosing Quanli QL200 Advertisement Words Welding Machine. Before you use our machine, please read the operating manual seriously. And please focus on the notices on the first page to avoid the breakdown caused by mis-operation. Besides, you should keep this manual properly in order to look it up at any time. If you are not clear, please contact with our customer service representative.1.声明Statement全利激光技术有限公司(以下简称超速焊)Quanli Laser Technology Co., Ltd. (Brand’s SUPER WELDER)本产品的所有部分,包括配件与软件等,其知识产权归超速焊所有,未经超速焊公司许可,不得任意的仿、拷贝、眷抄或转译。
SRM COWIN TRAINING螺柱焊机说明书

碳钢螺柱-碳钢板 碳钢螺柱-不锈钢板 不锈钢螺柱-碳钢板 夹套??? 螺母下端面距芯轴末端约 2mm • 夹套和芯轴材料? • ---碳钢 • 板上开孔后,节省能量 • • • • •
• 不锈钢螺母-不锈钢板 • 不锈钢螺母-碳钢板 • ??碳钢螺母-碳钢板 • 塑料定位环-一次性
• SRM于薄板为佳 • 厚板需更大的能量 • M6螺母可能可焊在非 常薄的板上,需做实 验
S R M
• SRM=
Schweiben mit Radialsymmetrischem Magnetfeld welding with radial-symmetric magnetic field • 应用范围 • 螺柱:M8~M12 不锈钢、碳钢、耐热钢 • 螺母: M8~M12 不锈钢
Basic idea
SRM螺母固定环及夹套
SRM横焊
焊接样件
焊接样件
焊接样件
焊接样件
Soryer 新设备
• BMK-22i逆变电源
仅重70kg,最大输出:2000A
BMK-12W加电感线圈BMK-DR25调电流衰减延 迟时间
不同保护气体的焊接效果
有关SOYER技术询问
1
ivan 在Soyer培训时了解清楚CNC焊接和 手工焊接的区别 回答:CNC的效率、同一性要好于手工焊。而且由于焊头内弹簧弹力比手工枪要小,这样板 背面的痕迹会小一些。
• SRM所需螺柱的锥面 比普通拉弧螺柱的更 平坦,锥面与水平面 的夹角为4~6度 • 螺柱圆柱面与锥面之 间为圆弧过渡有利于 焊缝成型
• 对间隙的要求?-------对提升参数的要求更 高,提升参数的可调 范围小 • Sound good result good • 横焊焊缝均匀 • 仰焊无飞溅
bmh-30i操作说明书-螺柱焊机-中文版

德国SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司BMH-30i 操作说明书螺柱焊机ZH: 中文版本开始使用此产品前请详阅此说明书!文件ID: P00234 发布日期: 08.2015 www.soyer.de 1德国SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司2操作说明书BMH-30i 螺柱焊机机身序号*BMH-30i螺柱焊机请填写机身序号,让我们能在您需要时提供即时的支持。
珠海市福尼斯焊接技术有限公司德国SOYER(索亚)中国总代理珠海市吉大园林路信海工业大厦12楼 | 电话*************(总机) | 传真*************|电邮:*********************.cn Heinz Soyer Bolzenschweißtechnik GmbHInningerStraße14|82237Wörthsee|Tel.:+4981538850|Fax:+4981538030|E-mail:*************|www.soyer.de3谢谢支持!恭喜您购买了BMH-30i SOYER® 螺柱焊机。
您作出了一个非常明智的选择。
您的BMH-30i SOYER® 螺柱焊机专为高速紧固SOYER® 螺柱研发,并符合DIN EN ISO 13918 关于金属可焊接工件的标准。
我们的设备已经测试,并经过现时欧洲及国家的健康及安全指引验证。
已经建立了符合性证明,并且由制造商拥有相关的文件。
SOYER®是Heinz Soyer Bolzenschweißtechnik GmbH的注册商标。
禁止分发或转载本文档。
除非明确授予许可,否则禁止利用或披露其内容。
不遵守此规定将导致赔偿损失。
版权所有,特别是在专利授权或GM注册的情况下。
我们已经验证了这本说明书的内容与所描述的硬件和软件相对应。
螺柱焊机操作规

螺柱焊机操作规第一章总则第一条为规范螺柱焊机的操作行为,确保操作的安全性和质量,特制定本操作规程。
第二条螺柱焊机须经操作人员合格的培训和考试合格方可上岗操作。
第三条操作人员必须具备相应的机械知识和操作技能,并熟悉螺柱焊机的操作要点和注意事项。
第四条螺柱焊机操作人员应以安全第一原则,严格遵守本操作规程。
第五条螺柱焊机操作人员在操作过程中应与现场其他人员密切配合,确保工作的连续性和高效性。
第六条螺柱焊机操作人员应熟悉螺柱焊机操作台上的操作控制器的功能和使用方法。
第七条在对螺柱焊机进行操作维护保养时,操作人员应按照设备说明书进行。
第八条凡是不明确或不清楚的问题,应及时向相关人员咨询,并按要求进行操作。
第二章操作要点第九条操作人员在操作螺柱焊机前,必须佩戴好安全帽、劳动防护服和手套等个人防护用品。
第十条螺柱焊机操作台应保持清洁,周围应保持通风良好。
第十一条确保电源和接地线连接良好,电源开关应保持在关闭状态。
第十二条螺柱焊机操作人员应先检查焊机的机械结构和电气系统是否正常。
第十三条液压系统应定期检查油位,保持在正常范围内,同时定期更换液压油。
第十四条清洗工作台、工作台安全栏杆,确保无异物。
第十五条注油点应定期加油,注满润滑油,注油点不得锈蚀或者堵塞。
第十六条在进行螺柱焊接前,应检查电极头是否磨损、变形或者锈蚀等,必要时更换电极。
第十七条在操作时,焊接电流不得超过设备规定的最大电流值。
第十八条螺柱焊机的工作台应进行定位,保证焊接位置准确。
第十九条在进行螺柱焊接时,应确保焊机固定,焊件牢固。
第二十条在进行螺柱焊接时,操作人员应保持注意力集中,减少操作失误。
第二十一条螺柱焊接结束后,应将设备关闭,断开电源并清理工作台。
第二十二条在进行螺柱焊机操作时,操作人员应注意保持工作环境的整洁,不得乱扔杂物。
第二十三条在操作螺柱焊机时,严禁戴手中有金属物或者其他与螺柱焊机有可能接触到的物品。
第二十四条操作人员应随时保持与现场其他人员的沟通,确保工作的顺利进行。
螺柱焊使用说明书

螺柱焊机器人系统 使用说明书SHANGHAI-FANUC 上海发那科机器人有限公司2010.03安全 (3)1.系统概要说明 (4)1.1 系统构成 (5)1.2 系统说明 (6)2. 异常说明及处理方法 (7)2.1 机器人异常及处理方法 (8)2.2 焊机异常及处理方法 (8)2.2.1查看焊机报警 (8)2.2.2焊机常见异常及处理方法 (10)3. 机器人程序说明 (11)3.1 机器人主要程序说明 (12)3.2 程序使用的用户报警说明 (23)3.3 修改焊点位置说明 (24)4. 焊机设置和焊机程序说明 (26)4.1 焊机参数设置 (31)4.1.1 焊枪设置 (31)4.1.2 I/O的设置 (33)4.1.3 Device NET设置 (33)4.2 焊机程序说明 (34)5. I/O设置与寄存器设置 (37)5.1 手动操作 (38)5.2数字输入/输出信号(DI/DO) (40)5.3 ROBOT专用输入/输出信号(UI/UO) (43)5.4 I/O地址配置 (45)5.4.1 机器人地址配置 (45)5.4.2 DeviceNet配置 (45)5.5寄存器设置 (47)6. 文件的备份与还原 (48)6.1 文件的备份 (49)6.2 文件的还原 (53)7. 设备保养 (54)7.1 机器人保养 (55)7.1.1 更换电池 (55)7.1.2 更换润滑油 (55)7.2 焊机保养 (57)附录 (58)R11J、J11J螺柱焊焊钉分布1 (58)SED、HB螺柱焊焊钉分布1 (59)02A,02B螺柱焊焊钉分布1 (60)安全1).注意事项1.FANUC机器人所有者、操作者必须对自己,机器人周边人员和设备的安全负责。
FANUC不对错误使用机器人的安全问题负责。
FANUC提醒用户在使用FANUC机器人时必须使用安全设备,必须遵守安全条款。
2. FANUC机器人程序的设计者、机器人系统的设计和调试者、安装者必须熟悉FANUC机器人的编程方式和系统应用及安装。
BMK-12索亚焊机中文说明书
11 概况1.1主要注意以下内容对于该型螺柱焊机,你购买了这个产品也就同时获得了现代化的工艺技术 ○ 完全符合现行安全要求并 ○ 具有优异的操作性安装螺柱焊机前,一定要检查以下几点○ 将操作说明书保管在每个操作员都伸手可及的地方○ 确保各操作员在安装前已阅读并理解此操作说明,每个操作员应确认并签字 ○ 未经授权的人不许操作螺柱焊机○ 电子工程师应检查保险丝和地线是否能有效地保护电源电路 ○ 只有经过训练的人员才可以操作此螺柱焊机严重危险标志带电子心率调节器的人不许操作螺柱焊机,并且当焊机工作时也不应处于焊机的附近。
确保螺柱焊机不要在对电磁敏感的生命维持系统附近工作,例如医院内的精密设备。
警告与电子设备保持足够距离。
因为当焊接时,会产生高强度的电磁波场,这些 磁场也许会对某些装置造成损坏(例如:电视机)。
○ 而且,要注意第3章中的安全措施○ 如发生事故,请立即打电话找医生触电危险标志S 标志表示焊接时会有电流通过,可能造成触电危险。
本机S 标志仅指焊机回路并非整个焊机。
1.2应用短周期电弧式螺柱焊机BMK-8和BMK-12W 可以焊各种不同形状的螺钉(例如螺柱、销钉、加强螺柱等),材料为碳钢、不锈钢、耐热钢等,可焊在平板、管件、槽钢等不同工件上.通常焊的是圆型带螺纹的或不带螺纹的螺柱。
这种螺柱焊机也可以焊不同横截面的柱件,当然,这需要配以特殊的螺柱夹具、瓷环、和保护气体。
用Soyer 的BMK-12W 也可以焊其它的金属材料,然而,必须首先进行试焊和检查论证。
如果需要咨询或寻求帮助,请与我们总公司或经销商联系。
1.3产品信息 生产商 Heinz Soyer Bolzenschwei βtechnik GmbH Etterschlag Inninger Stra βe 14 D-82237 W ǒrthsee 电话 08153-885-0 传真 08153-8030 电报挂号 5270295heso d 产品型号 BMK-12W 螺柱焊机 产地 德国 1.4铭牌铭牌一般在焊机的后面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊枪/焊接头/焊接夹具 PK-3N 枪 PH-3L 枪 SK-5-T-Nut SK-5AK 焊接头 SK-5AH 焊接头
表 1 焊枪/焊接头选配表
BMK-12W 焊机 可 可 可 配自动焊 配自动焊
2.3 焊机尺寸 BMK-12W 焊机为简洁式设计。
2.3.1
BMK-12W 焊机
5
2.4
技术参数
BMK-12W 焊机
○ 第 9 章“备件”
○ 第 10 章“检修” 常见故障原因及措施
○ 第 11 章“运输和存储”
○ 第 12 章“标准与规范”
○ 第 13 章“质量保证”
1.5.2
操作说明信息,
适用性声明: 重要声明:本操作说明的内容如果因为产品改进改型而与早期设备或现有设备有不相符之处
本公司将不会另行通知,并且将不对因此而引起的有关损失负任何责任。
采用保护气焊接而不另加任何辅助的话,焊缝成形不会很精确一致。但比起瓷环保护焊来,可以节省 每次焊螺柱都要加瓷环和清除瓷环的时间,从而可得到最短的连续焊时间间隔。
2.1.2 带瓷环保护的螺柱焊接 陶瓷环可以实现以下功能: ○ 使电弧热量集中于焊接区域
○ 防止空气进入焊接区
○ 确保螺柱底部的焊缝规范一致。
此信息可以帮助我们节省时间和不必要的花费,例如避免所带零配件与设备不匹配。
1.6
售后服务联系地址
如果你有任何关于螺柱焊接系统的操作、拆装、修理或其它需要服务的问题,请与
经销商或与以下地址联系:
珠海市科盈焊接器材有限公司
广东省珠海市吉大园林路信海大厦 12 楼 邮编:519015 电话:0756-3324168 传真:0756-3324166
为确保螺柱表面导电良好,请刮除引弧端头的镀锌部分。
以下是短周期电弧式 BMK-12W 螺柱焊机可以采用的螺柱焊接方法。 ○ 不带保护气体和瓷环的短周期电弧式螺柱焊。
○ 用瓷环作为保护的短周期电弧式螺柱焊。
○ 用保护气体作辅助的短周期电弧式螺柱焊。
最好选用保护气体和瓷环保护作为辅助,并且,当遇到特别难焊的情况时,更
○ 防止溶池迅速冷却
○ 防止飞溅
为保证完美、精确的焊缝,每个螺柱都需要一个适合它直径和形状的陶瓷保护环。每
次焊接完后,必须敲碎瓷环并用另一个对下一个螺柱进行焊接。
使用这种方法,可以适合任何情况下的焊接。
请确定瓷环完全干燥。
2.2 螺柱焊机的装配
4
BMK-12W 螺柱焊机焊接时可以在焊枪等处增加辅夹具。也可以为 BMK-12W 焊机配接焊接头。可以把瓷 环插到焊枪、焊接头或辅夹具上焊接,或是结合气保护焊的功能。表 1 为几种配置的选择。当采用气保护 焊时需用“CO2 18%Ar82%”的混合气体。连接焊枪的气接口在焊机正面,连接气瓶接口在焊机后部。 有关焊枪或焊接头等的安装将在它们所附的说明中另行说明。
资料信息
以下操作说明书为 BMK-12W 焊机随机配套提供:
○ BMK-12W 的操作说明 定货号:P00228
需另行定购请联系:珠海市科盈焊接器材有限公司 广东省珠海市吉大园林路信海大厦 12 楼 邮编:519015 电话:0756-3324168 传真:0756-3324166
操作说明的章节
操作说明讲述了在正常情况下螺柱焊机的安装和操作,具体包括以下几章: ○ 第 1 章概述
200VA
3×400V 交流电时 60A/相
76V 8kVA IP21 4 -5L/分钟 6 bar max 振动送钉机接口:15 芯接口 CNC 控制接口:9 芯接口 360mm×325mm×500mm ( W×H×D ) 48 Kg RAL 5009 天蓝 接焊枪、地线、控制线各 3 米的高柔性线缆(标准)
严重危险标志 带电子心率调节器的人不许操作螺柱焊机,并且当焊机工作时也不应处于焊 机的附近。 确保螺柱焊机不要在对电磁敏感的生命维持系统附近工作,例如医院内的精 密设备。
警告 与电子设备保持足够距离。因为当焊接时,会产生高强度的电磁波场,这些 磁场也许会对某些装置造成损坏(例如:电视机)。
○ 而且,要注意第 3 章中的安全措施 ○ 如发生事故,请立即打电话找医生
3
短周期电弧式螺柱焊是与 DVS Leaflet 0902(1988 年 2 月)所指拉弧式螺柱焊不同的焊接方法。这种方法 适用于手工焊、半自动焊、全自动焊并且可焊接线柱、螺柱、T 型钉、盲孔螺母、隔热层固定钉、球、特 殊螺柱及其它多种联接件,材料可为碳钢、铬镍不锈钢、耐热耐酸钢等,特殊情况也可焊镍、钛等材料。 请参阅第 9 和第 10 页关于适合 BMK-12W 焊接的螺柱直径的技术资料。符合 DIN 32500 和 32501 标准的带 引弧头的焊接螺柱与带有 7°锥型引弧法兰头的螺柱一样,不需要任何辅助设备即可焊接。当螺柱直径超 过 6mm 时建议使用保护气体和瓷环保护以防出现气孔并有利于焊缝成型。
2 螺柱焊的介绍
2.1 短周期电弧式螺柱焊技术
Fig1
Soyer 公司 BMK-12W 短周期电弧式螺柱焊机根据电弧加压焊接的原理进行焊接。 以下为详细介绍: ○ DIN 1910,表 2 ○ DVS Leaflet 0902,第一部分,“螺柱焊质量控制” 焊接时,将螺柱置于工件上,螺柱从工件上提起的同时预通引弧电流,引燃电弧后施以焊接电流,在螺柱 和工件间依靠电弧能熔化金属形成熔池,再快速将螺柱插入熔池直至熔池凝固形成焊缝。
关于产品的应用、生产商和销售服务信息
○ 第 2 章“关于螺柱焊的介绍” 短周期引弧式螺柱焊及焊机介绍
○ 第 3 章“安全措施” 安装、使用时应遵守的各项安全防范措施
○ 第 4 章“螺柱焊机的安装”
○ 第 5 章“启动”
○ 第 6 章“螺柱焊机系统的操作”
○ 第 7 章“质量控制”
○ 第 8 章“维护”
可焊螺柱尺寸 螺柱材质 焊接原理 标准焊枪 焊接电流 焊接时间 引弧时间 通保护气时间 短周期引弧时间 焊接速率
电源
输入电流 输入功率 瞬时电流 开路电压 额定功率 绝缘等级 保护气流量 自动送钉所需气压 接口 尺寸 重量 颜色 线缆长
6
BMK-12W 焊机 M3-M12;Φ2-11mm 不锈钢及耐热钢 (在具有专门设备辅助下也可焊铝) 短周期引弧式和符合 DVS Leaflet 0902 标准的三 相整流变压电源引弧方式
PH-3N 定位焊枪
800A
1-1000 毫秒
0.2-2 秒 M3-M12;Φ2-11mm
0.2-2 秒 M3-M10;Φ2-10mm
1-200 毫秒 M3-M10;Φ2-10mm 15-30 颗螺柱/分钟,焊 M3;Φ2mm 5%ED=3 颗螺柱/分钟,焊 M12。 CEE32A-6std.(3 相加接地端) 3×230V~/50Hz/60Hz* 3×400V~/50Hz/60Hz*(标准配置) 3×440V~/50Hz/60Hz* 3×500V~/50Hz/60Hz* *)为其它电源电压进行的改装须有经验的电子技 师执行! 0.3A/相
3.3
在不遵照安全守则情况下可能遇到的危险
不遵守安全守则不仅会给人员带来危险而且会给环境和焊接系统带来危险。并 且,这会导致要求损失赔偿的问题。 不遵守此说明者,可能会导致以下的危险:
○ 系统重要功能的失效
7
○ 维修方法失灵 ○ 通过电力、机械、热量、听觉等给人员带来危险
3.4
安全意识工作
列在操作说明中的安全规则、现存的国家规定的安全保护条例和可能的内 部操作规则等,操作员必须要遵守和执行。
触电危险标志 S 标志表示焊接时会有电流通过,可能造成触电危险。本机 S 标志仅指焊机回 路并非整个焊机。
1.2
应用
短周期电弧式螺柱焊机 BMK-8 和 BMK-10 可以焊各种不同形状的螺钉(例如螺柱、销钉、加强螺柱 等),材料为碳钢、不锈钢、耐热钢等,可焊在平板、管件、槽钢等不同工件上. 通常焊的是圆型带螺纹的或不带螺纹的螺柱。这种螺柱焊机也可以焊不同横截面的柱件,当然,这 需要配以特殊的螺柱夹具、瓷环、和保护气体。
Soyer 公司的一切职责来自于各自独立的购买合同,合同包含了完整有效的担保责任。在履行 操作说明时,这些合同担保条例既不能被扩展也不能被限制。
警告
如果并不了解操作说明请勿操作螺柱焊机。只有熟悉操作说明的专业人员和具有必
要的技术经过培训者才可以操作此系统。
1.5.3
机械故障情况下的指导
如果发生机械故障,首先试着根据第 10 章“故障检修”所列的故障与措施对照检查并 消除错误原因。若问题依然不能解决,请与我们服务商联系。 如果需要维修服务,请匆必提供以下信息: ○ 客户服务号 ○ 产品型号 ○ 序列号 ○ 生产日期 ○ 所配附件 ○ 螺柱及工件材料 ○ 螺柱直径
D-82237 Wǒ rthsee
电话08153-885-0 传真 08153-8030 电报挂号 5270295heso d
产品型号 BMK-12W 螺柱焊机
Hale Waihona Puke 产地德国1.4
铭牌
1
1.5 1.5.1
2
铭牌一般在焊机的后面。它包含了以下信息
○ 生产厂家的名称和地址 ○ 产地 ○ 产品型号 ○ 焊接方式 ○ 生产日期 ○ 产品序列号 ○ 技术参数
标准 BMK-12W 螺柱焊机可进行气体保护焊和瓷环保护焊的操作。提供直流焊接电源,焊接持续时间可调。 溶深约 0.4mm,适用于厚度 0.6mm 以上的工件,焊接接头牢固,稳定可靠,对螺柱精度及尖端质量无特别 要求。尤其适合表面有油污、污渍、浮锈、镀锌或其他镀层的工件焊接。板厚和螺柱直径比最小为 1∶8。
3
安全说明
本操作说明包含了基本的规则介绍,在安装和操作过程中必须遵守。因此操作员
和负责此工作的专业人员完全有必要在安装、启用前阅读次此说明。而且它们