DIN 1745-1 铝合金板带材性能
各种牌号铝合金成分及性能-铝合金锭牌号及化学成分
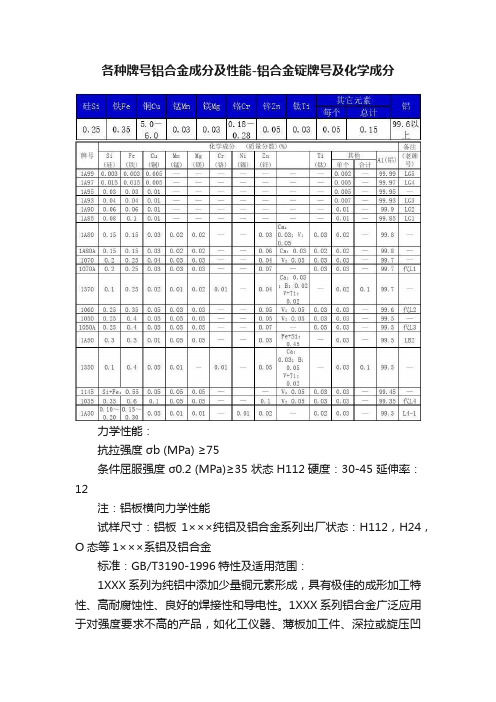
各种牌号铝合金成分及性能-铝合金锭牌号及化学成分力学性能:抗拉强度σb (MPa) ≥75条件屈服强度σ0.2 (MPa)≥35 状态H112硬度:30-45 延伸率:12注:铝板横向力学性能试样尺寸:铝板1×××纯铝及铝合金系列出厂状态:H112,H24,O态等1×××系铝及铝合金标准:GB/T3190-1996特性及适用范围:1XXX系列为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性和导电性。
1XXX系列铝合金广泛应用于对强度要求不高的产品,如化工仪器、薄板加工件、深拉或旋压凹形器皿、焊接零件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、反光器具等。
1XXX纯铝的应用较为广泛的牌号:1050、1060、1070、1100.标准:GB/T3190-1996 特性及适用范围:2XXX系铝铜合金用途2XXX系列铝铜合金由于有高强度和好疲劳强度,被广泛应用在航空器结构上,尤其是机翼与机身结构下的受到张力的地方。
2×××系铝铜合金2XXX系列硬铝应用较为广泛的牌号:2024(2A12)、LY12、LY11、2A11、2A14(LD10)、2017、2A17等。
2XXX系铝铜合金的化学成份(以最高百分比表示,除非列出的是一个范围值)力学性能:抗拉强度σb (MPa) ≥425条件屈服强度σ0.2 (MPa)≥275 状态T4硬度:HB 120--145 延伸率:14以上试样尺寸:铝板注:铝板室温横向力学性能2×××铝铜合金的出厂状态:H112,T4,T351,T6;2XXX系列为铝-铜-镁系中的典型硬铝合金,其成份比较合理,综合性能较好。
很多国家都生产这个合金,是硬铝中用量最大的。
该合金的特点是:强度高,有一定的耐热性,可用作150°C以下的工作零件。
各系铝合金性能及用途
各系铝合金性能及用途————————————————————————————————作者:————————————————————————————————日期:铝合金分类及应用领域ﻫ1XXX 纯铝ﻩ说明1XXX系列代表1050 10601070 1XXX系列铝板又被称为纯铝板,在所有系列中1XXX系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。
目前市场上流通的大部分为1050以及1060系列。
1XXX系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
ﻩ应用领域1050食品、化学和酿造工业用挤压盘管,各种软管,烟花粉ﻩ1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1199电解电容器箔,光学反光沉1145 包装及绝热铝箔,热交换器ﻩﻫ积膜ﻩ1350 电线、导电绞线、汇流排、变压器带材2XXXﻩ铝铜说明ﻩ2XXX系列铝板代表2A16(LY16)2A06(LY6)2XXX系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。
2XXX系列铝板属于航空铝材,目前在常规工业中不常应用。
我国目前生产2XX X系列铝板的厂家较少。
质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供。
随着我国航空航天事业的发展,2XXX系列的铝板生产技2011螺钉及要求有良好切削性术将进一步提高。
铝合金材料规范

材料规范铝挤型铝合金材料常用的规范有下列数种,目前国内挤型业使用较普及的规范为JIS规范及ASTM规范。
1.AA规范—美国铝合金属协会规格。
2.ASTM规范—美国材料试验协会规格。
3.BS规范—英国国家规格。
4.DIN规范—德国国家规格。
5.JIS规范—日本工业规格。
一、 ASTM规范之铝合金分类在ASTM规范中,将铝及铝合金材料区分为九大类,并以四位数字编号表示,如下:1.1000号系;表示纯度99%以上之纯铝。
2.2000号系;表示铝、铜系铝合金。
3.3000号系;表示铝、锰系铝合金。
4.4000号系;表示铝、硅系铝合金。
5.5000号系;表示铝、镁系铝合金。
6.6000号系;表示铝、镁、硅系铝合金。
7.7000号系;表示铝、锌、镁系或铝、锌、镁、铜系铝合金。
8.8000号系;表示上述以外之其他系列铝合金。
9.9000号系;备用之分类号。
四位数字含义说明如下:1.第1位数字代表铝及铝合金之类别。
2.第2位数字:(1)在1000号系中:① 0表示有自然之不纯物的限定。
② 1-9表示一种或多种不纯物或合金元素在炼制过程中特别控制含量。
(2)在2000-8000号系中:① 0表示基本合金。
② 1-9表示经过改良之合金。
3.第3.4位数字:(1)在1000号系中表示小数点以下之纯度值。
(2)在2000-8000号系中无特殊含义,仅区分第1位数字所代表之不同成份之合金。
二、J IS规范之铝合金分类在JIS规范中,将铝及铝合金材料区分为九大类,并以五码表示。
五码后面再加注一至三码之形状记号。
如下:1.第一码以英文字母A表示铝材。
2.第二-五码为材料编号与AA规范相同,分为九大类,并以四位数字表示。
但第三码以N表示时,代表为日本独特之合金。
3.第六-八码为形状及制造记号:(1) BD—引拔棒(精抽棒)。
(2) BE—押出棒(挤型棒)。
(3) TD—引拔无缝管(精抽无缝管)。
(4) TE—押出无缝管(挤型无缝管)。
第十章 汽车车身制造工艺
6)这种钢板在表面涂装后进行200℃左右的烘烤时, 其烘烤硬化性能、屈服强度进一步得到提高,从而 增加了覆盖件的强度,这对提高汽车车身件的抗凹 陷性能是非常有益的表。10-2 加磷冷轧钢板的化学成分和性能
17452-10A
6)这种钢板在表面涂装后进行200℃左右的烘烤时, 其烘烤硬化性能、屈服强度进一步得到提高,从而 增加了覆盖件的强度,这对提高汽车车身件的抗凹 陷性能是非常有益的。 表10-3 加磷高强度冷轧钢板的冲压性能
一、车身覆盖件的特点 二、汽车覆盖件冲模的特点 三、覆盖件的冲压工序 四、车身覆盖件拉深工艺设计 五、拉深模 六、落料模 七、修边模 八、翻边模 九、冲孔模 十、装配压合模
17452-10A
一、车身覆盖件的特点
(1)形状复杂 大多数覆盖件都是由复杂的三维空间曲面组成,为了 获得空气动力特性好的车身外形,覆盖件应当具有连续的空间曲面形 状且冲压深度不均。 (2)外形尺寸大 为了简化装配工艺,减少零件数,保证车身外表曲 面的连续性和完整性,大多数覆盖件的外形尺寸都比较大,有些覆盖 件如侧围外轮廓尺寸可达2~3m。 (3)表面质量要求高 覆盖件的可见表面不允许有波纹、皱纹、凹痕、 边缘拉痕、擦伤以及其他破坏表面完美的缺陷。 (4)要求足够的刚度 覆盖件是薄壳零件,在汽车行驶时会产生振动, 引起覆盖件的激振。
17452-10A
(二)汽车冲压用钢板系列
(1)冷轧双相钢板 此类钢板的钢号主要有:Sx540和Sx590。 (2)冷轧铝镇静钢板 此类钢板的钢号主要有:08Al、St12、St13、 St14和St15,其化学成分和性能如表10-1所示。 (3)加磷铝镇静钢板 此类钢板的钢号主要有:06AlP、08AlP、10AlP、 WP340、WP370、WP390、BP340和BP400。 (4)加磷铝镇静烘烤硬化钢板 此类钢板的钢号主要有:BP240A、 WHB340和A220BH。 (5)超深冲IF冷轧钢板 此类钢板的钢号主要有:St16、SSPDX和 SSPDXE。 (6)镀锌钢板 此类钢板的钢号主要有:SECC、SECD、SECE、 St01Z、St02Z、St03Z、St04Z、St05Z、StE250-2Z和StE280-2Z。 (7)其他钢板
铝和铝合金薄板、带和板材的机械性能(DIN EN 485-2)

欧洲标准EN 485-2 11月ICS 77.12.10; 77.140.90关键词:铝、薄板、带、机械性能英文版铝和铝合金薄板、带和板材第2部分:机械性能这个欧洲标准由CEN在1994-10-26提供。
CEN的组成一定要遵守CEN/CENELEC固有的规则,这个规则规定了给予这个欧洲标准的条件和没有任何变更的国家标准的状况。
与这个国家标准有关的现行的表格和文献目录参考资料,可通过中央秘书处和CEN组织得到。
该欧洲标准,有三个法定版本(英文版,法文版和德文版),通过在CEN组织的帮助下,翻译成自己语言,可得到某种其他语言的版本,并通知中央秘书处,这种文本,将具有与法定版本相同的资格。
CEN成员是奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国的家标准团体。
CEN欧洲标准化委员会中央秘书处:布鲁塞尔B-1050,Stassart路36号© 1994年版权属CEN组织成员所有参考号:EN 22768-1:1993 E第2页EN 485-2: 1994内容前言 (4)1.范围 (5)2.标准依据(参考) (5)3.拉伸试验 (6)4.弯曲试验 (7)5.硬度试验 (7)6.导电性 (8)7.耐应力腐蚀性 (8)8.耐剥落腐蚀性(5xxx系列合金) (9)9.耐剥落腐蚀性(7xxx系列合金) (9)表1:最小材料规格和布氏硬度值 (8)表2:铝EN AW-1080A[Al 99.8(A)] (12)表3:铝EN AW-1070A[A199.7] (13)表4:铝EN AW-1050A[A199.5] (14)表5:铝EN AW-1200[A199.0] (15)表6:合金EN AW-2014[铝铜4硅镁] (16)表7:合金EN AW-2017A[铝铜4镁硅(A)] (17)表8:合金EN AW-2024[铝铜4镁1] (18)表9:合金EN AW-3003[铝锰1铜] (19)表10:合金EN AW-3103[铝锰1] (20)表11:合金EN AW-3004[铝锰1镁1] (21)表12:合金EN AW-3005[铝锰1镁0.5] (22)表13:合金EN AW-3105[铝锰0.5镁0.5] (23)表14:合金EN AW-4006[铝硅1铁] (24)表15:合金EN AW-4007[铝硅1.5锰] (24)表16:合金EN AW-5005[铝镁(B)] (25)表17:合金EN AW-5040[铝镁1.5锰] (26)表18:合金EN AW-5049[铝镁2锰0.8] (27)表19:合金EN AW-5050[铝镁1.5(c)] (28)表20:合金EN AW-5251[铝镁2] (29)表21:合金EN AW-5052[铝镁2.5] (30)表22:合金EN AW-5154[铝镁3.5(A)] (31)表23:合金EN AW-5454[铝镁3锰] (32)表24:合金EN AW-5754[铝镁3] (33)表25:合金EN AW-5182[铝镁4.5锰0.4] (34)表26:合金EN AW-5083[铝镁4.5锰0.7] (35)表27:合金EN AW-5086[铝镁4] (36)第3页EN 485-2: 1994表28:合金EN AW-6061[铝镁1硅铜] (37)表29:合金EN AW-6082[铝硅1镁锰] (38)表30:合金EN AW-7020[铝锌4.5镁1] (39)表31:合金EN AW-7021[铝锌5.5镁1.5] (40)表32:合金EN AW-7022[铝锌5镁3铜] (40)表33:合金EN AW-7075[铝锌5.5镁铜] (41)表34:合金EN AW-8011A[铝铁硅(A)] (43)附录A(标准的)圆整规则 (44)第4页EN 485-2: 1994前言该欧洲标准已由CEN/TC 132“铝和铝合金”起草,它的秘书处由联合会的法国承担(AFNOR)。
DINEN1705(1997-01-00) 铝合金板带材性能

DEUTSCHE NORM Januar 1997Kunststoff-RohrleitungssystemeThermoplast-ArmaturenPrüfverfahren der Unversehrtheit einer Armatur nach äußerer SchlagbelastungDeutsche Fassung EN 1705:1996DINEN 1705ICS 23.060.01Deskriptoren: Kunststoffrohrleitung, Thermoplast, Armatur, Schlagbeanspruchung,Prüfverfahren Plastics piping systems - Thermoplastics valves -Test method for the integrity of a valve after an external blow;German version EN 1705:1996Systemes de canalisations en plastique - Robinets en thermoplastiques -Methode d'essai pour la verification d'un robinet apres un choc externe;Version allemande EN 1705:1996Die Europäische Norm EN 1705:1996 hat den Status einer Deutschen Norm.Nationales VorwortDiese Europäische Norm wurde unter aktiver Mitarbeit des FNK-Arbeitsausschusses 504.2"Prüfverfahren für Rohre" erarbeitet; der Normenausschuß Armaturen (NAA) im DIN ist Mitträger dieser Norm.Fortsetzung 3 Seiten ENNormenausschuß Kunststoffe (FNK) im DIN Deutsches Institut für Normung e.V.Normenausschuß Armaturen (NAA) im DINr d s C o l l e c t i o n - S t a n d 2016-11r d s C o l l e c t i o n - S t a n d 2016-11EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROP^ENNEEN 1705November 1996ICS 23.060.00Deskriptoren: Kunststoffrohr, Hahn, Thermoplast, Verbindungsvierkant, Prüfung, Dichtprüfung, Schlagprüfung, Gütenachweis,DrehmomentDeutsche FassungKunststoff-RohrleitungssystemeThermoplast-ArmaturenPrüfverfahren der Unversehrtheit einer Armatur nach äußerer SchlagbelastungPlastics piping systems - Thermoplastics valves - Test method for the integrity of a valve after an external blowSystemes de canalisations en plastique -Robinets en thermoplastiques - Methode d'essai pour la verification d'un robinet apres un choc externeDiese Europäische Norm wurde von CEN am 1996-10-27 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist.Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Zentralsekretariat oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch).Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Zentralsekretariat mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Dänemark, Deutschland,Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen,Österreich, Portugal, Schweden, Schweiz, Spanien und dem Vereinigten Königreich.CENEUROPÄISCHES KOMITEE FÜR NORMUNG European Committee for Standardization Comite Europeen de Normalisation Zentralsekretariat: rue de Stassart 36, B-1050 Brüssel© 1996. Das Copyright ist den CEN-Mitgliedern vorbehalten.Ref. Nr. EN 1705:1996 Dr d s C o l l e c t i o n - S t a n d 2016-11Seite 2EN 1705 :1996VorwortDiese Europäische Norm wurde vom Technischen Komitee CEN/TC155 "Kunststoff-Rohrleitungssysteme und Schutzrohr¬systeme" erarbeitet, dessen Sekretariat vom NNI gehalten wird.Werkstoffbezogene Prüfparameter und/oder anwendungsbezogene Anforderungen wurden in die entsprechenden System¬normen aufgenommen.Diese Norm gehört zu einer Reihe von Normen über Prüfverfahren zur Unterstützung von Systemnormen für Kunststoff-Rohr¬leitungssysteme und Schutzrohrsysteme.Diese Europäische Norm muß den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Mai 1997, und etwaige entgegenstehende nationale Normen müssen bis Mai 1997 zurückge¬zogen werden.Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten,diese Europäische Norm zu übernehmen: Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island,Italien, Luxemburg, Niederlande, Norwegen, Österreich, Portugal, Schweden, Schweiz, Spanien und das Vereinigte Königreich.1AnwendungsbereichDiese Europäische Norm legt ein Verfahren zur Bestimmung der Dichtheit und der Leichtgängigkeit einer Armatur, nach einem Schlag auf den Betätigungsmechanismus (Kappe)oder einen anderen exponierten Mechanismus, fest.2Normative VerweisungenDiese Europäische Norm enthält durch datierte oder undatierte Verweisungen Festlegungen aus anderen Publi¬kationen. Diese normativen Verweisungen sind an den jewei¬ligen Stellen im Text zitiert, und die Publikationen sind nachstehend aufgeführt. Bei datierten Verweisungen gehören spätere Änderungen oder Überarbeitungen dieser Publikationen nur zu dieser Europäischen Norm, falls sie durch Änderung oder Überarbeitung eingearbeitet sind. Bei undatierten Verweisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation.EN 744:1995Kunststoff-Rohrleitungs- und Schutzrohrsysteme - Rohre aus Thermoplasten - Prüfverfahren für die Widerstands¬fähigkeit gegen äußere Schlagbeanspruchung im ümfangsverfahren EN 28233Armaturen aus Thermoplasten - Drehmoment - Prüfver¬fahren (ISO 8233:1988)3Kurzbeschreibung des VerfahrensAuf den Betätigungsmechanismus oder einen anderen epo-nierten Mechanismus einer montierten Armatur wird einmalig mit einem Fallgewicht unter festgelegten Bedingungen geschlagen, und zwar auf die am leichtesten zu beschädi¬gende Stelle, d. h. die Stelle an einer Armatur von irgend¬einer Gestalt, bei der am wahrscheinlichsten die Gebrauchstüchtigkeit beeinträchtigt wird (siehe 6.1.4).Danach wird die Armatur auf irgendwelche Auswirkungen auf ihr Betätigungsdrehmoment, Festigkeit des Sperrmechanis¬mus und Dichtheit untersucht.Falls in der bezug nehmenden Norm nicht anders beschrie¬ben, sind die Prüftemperaturen -20 °C und +40 °C.ANMERKÜNG: Es wird angenommen, daß die fol¬genden Prüfparameter in der Norm, die auf diese Norm verweist, angegeben sind:a)die Schlagparameter, mit folgenden Angaben:-das Gewicht des Fallkörpers (siehe 4.2),-die Geometrie des Fallkörpers (siehe 4.2),-die Fallhöhe des Fallkörpers (siehe 6.1);b)maximales Schließmoment ( 6.3 und 6.5);c)wenn zutreffend, die Prüftemperatur(en)4Prüfgerät4.1Eine Einspannvorrichtung zum Einspannen der Armatur, an beiden Enden, auf einer Platte, die verwindungs-steif und transportierbar ist.4.2Ein Fallgewichtprüfgerät, entsprechend EN 744, mit den Prüfparametern, wie in der bezug nehmenden Norm festgelegt.4.3Eine Vorrichtung zur Messung des Betätigungsdreh¬moments der Armatur und der Festigkeit des Sperrmecha¬nismus.4.4Eine temperaturgeregelte Umgebung, auf (-20 ± 2) °C gehalten.4.5Eine temperaturgeregeite Umgebung, auf (40 ±2)°c gehalten.4.6Ein thermostatisiertes Wasserbad, auf (20 ± 2) °c gehalten.4.7Zubehör, wie folgt:a)eine Druckluftversorgung, geeignet, den spezifizierten Druck sicherzustellen (siehe 6.6);b)eine Druckmeßeinrichtung, geeignet für die Überprü¬fung des spezifizierten Druckes (siehe 6.6);c)Temperaturmeßeinrichtung(en), geeignet für die Über¬prüfung der Temperaturen, spezifiziert in 4.4, 4.5, 4.6,6.1,6.2, 6.4 und 6.6;d)Verschlußkappen, die mit den Enden der Armatur ver¬bunden sind. Durch eine geeignete Vorrichtung müssen sie Dichtheit und eine Verbindung zur Druckversorgung besitzen.5Probel<örperDer Probekörper muß aus einer Armatur, wie gefertigt, mit Betätigungskappe oder einem anderen Mechanismus und Endverschlüssen bestehen (siehe 4.7).6Durchführung 6.1 Allgemeines6.1.1Das Öffnungs- und das Schließdrehmoment der Armatur wird entsprechend EN 28233 gemessen.6.1.2Die Armatur wird so in die Einspannvorrichtung ein¬gebaut, daß, wenn eine Prüfung nach 6.1.4 durchgeführt wird, das Fallgewicht auf die Stelle fällt, die am ehesten zu einer Funktionsbeeinträchtigung führt.Das Fallgewichtprüfgerät ist so einzustellen, daß die spezifi¬zierte Fallhöhe des Fallgewichtes zum Aufschlagpunkt des Mechanismus der Armatur (6.1.4) eingehalten wird (siehe die r d s C o l l e c t i o n - S t a n d 2016-11Seite 3EN 1705 :19966.1.3Die Armatur und die Befestigungseinrichtung werden in die temperaturgeregelte Umgebung gebracht und min¬destens 2 h bei (-20 ± 2) °C i^onditioniert.6.1.4Die Armatur und die Einspannvorrichtung werden aus der temperaturgeregelten Umgebung entfernt. Innerhalb von 30 s ist die Einspannvorrichtung in das Prüfgerät zu positio¬nieren und das Fallgewicht auszulösen, so daß es, soweit möglich, auf den Betriebsmechanismus der Armatur fällt (siehe Abschnitt 6.1.2).6.1.5Der Probekörper ist durch Inaugenscheinnahme zu untersuchen, alle Erscheinungen, die Hinweise auf eine Beschädigung durch den Fallversuch geben, sind aufzu¬zeichnen.ANMERKUNG: Zu beachten sind mögliche Gefahren,die vom Prüfling während des Fallversuches oder anderer zerstörender Prüfungen ausgehen.6.2Feststellung des Betätigungsdrehmomentsbei -20 °CNach dem Schlagversuch wird die Armatur erneut bei -20 °C für eine Dauer von mindestens 2 h konditioniert.Das Öffnungs- und das Schließdrehmoment wird gemäßEN 28233 gemessen und aufgezeichnet.6.3Feststellung des Widerstandsdes Sperrmechanismus bei -20 °CUnmittelbar nach der Prüfung gemäß 6.2 wird auf die Arma¬tur in geöffneter und geschlossener Stellung, wie in der bezug nehmenden Norm festgelegt, das maximale Schlie߬drehmoment aufgebracht.Jeder Hinweis auf eine Beschädigung und/oder Fehlfunktion ist aufzuzeichnen.6.4 Feststellung des Betriebsdrehmomentsbei 40 °CNach den Prüfungen gemäß 6.2 und 6.3 wird die Armatur bei (40 ± 2) °C für eine Dauer von mindestens 24 h konditioniert.Das Öffnungs- und das Schließdrehmoment wird gemäßEN 28233 gemessen und aufgezeichnet.6.5Feststellung des Widerstandsdes Sperrmechanismus bei 40 °CUnmittelbar nach Prüfung gemäß 6.4 wird das maximale Schließdrehmoment, wie in der bezug nehmenden Norm festgelegt, auf die Armatur in geöffneter und geschlossener Stellung aufgebracht.Jeder Hinweis auf eine Beschädigung und/oder Fehlfunktion ist aufzuzeichnen.6.6Feststellung der äußeren DichtheitNach Prüfung gemäß 6.5 wird die Armatur mit der Druckluft¬versorgung verbunden [siehe a) von 4.7] und in einem Was¬serbad bei (20 ± 2)°C für eine Dauer von mindestens 12 h konditioniert.In halbgeöffneter Stellung wird die Armatur durch die Druck¬luftversorgung mit einem Druck von mindestens 6 bar min¬destens 1 h beaufschlagt und auf äußere Dichtheit überprüft.ANMERKUNG: Zu beachten sind mögliche Gefahren,die vom Prüfling während des Fallversuches oder anderer zerstörender Prüfungen ausgehen.7 PrüfberichtIm Prüfbericht sind folgende Informationen anzugeben:a)der Hinweis auf diese Norm und die bezug nehmende Norm;b)eine vollständige Identifizierung des Produkts (ein¬schließlich Herstellerund Produktionsdatum);c)die Prüftemperaturen;d)die Meßwerte des Öffnungs- und des Schließdreh¬moments vor und nach der Schlagprüfung (siehe 6.1)sowohl bei -20 °C als auch 40 °C (siehe 6.2 und 6.4)sowie eine Beschreibung der Hinweise auf eine Beschä¬digung nach dem Falltest (siehe 6.1);e)die auf den Betätigungs-Sperrmechanismus ange¬wandten Drehmomente sowie jegliche Zeichen von Beschädigung und Fehlfunktion;f)Ergebnisse der Dichtheitsprüfung (siehe 6.6);g)alle Faktoren, die die Ergebnisse beeinflußt haben könnten, wie z.B. Vorfälle oder Einzelheiten bei der Durchführung, die nicht in dieser Norm festgelegt sind;h)das Datum der Prüfung.r d s C o l l e c t i o n - S t a n d 2016-11。
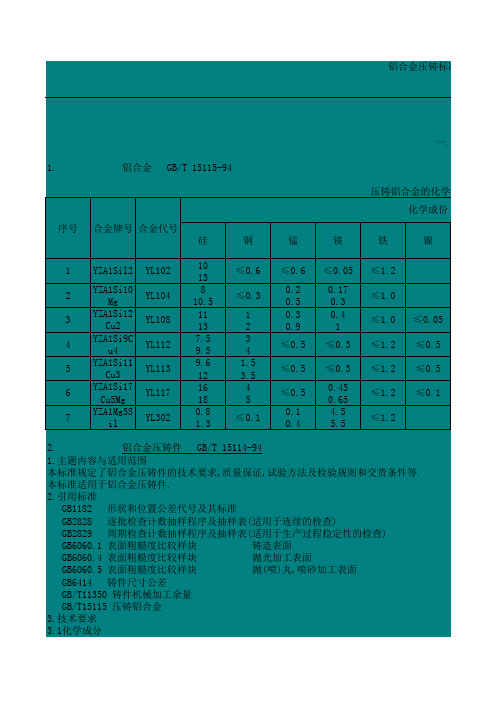
铸造铝合金牌号及化学成分

铸造铝合金牌号及成分科技名词定义中文名称:铸造铝合金英文名称:cast aluminium alloy定义1:适于熔融状态下充填铸型获得一定形状和尺寸铸件毛坯的铝合金。
应用学科:航空科技(一级学科);航空材料(二级学科)定义2:以铝为基的铸造合金。
应用学科:机械工程(一级学科);铸造(二级学科);铸造合金(三级学科)以上内容由全国科学技术名词审定委员会审定公布铸造铝合金cast aluminium alloy 可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件该类合金的合金元素含量一般多于相应的变形铝合金的含量。
据主要合金元素差异有四类铸造铝合金。
(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
铸造铝合金具有与变形铝合金相同的合金体系,具有与变形铝合金相同的强化机理﹙除应变强化外﹚,他们主要的差别在于:铸造铝合金中合金化元素硅的最大含量超过多数变形铝合金中的硅含量。
铝和铝合金薄板、带和板材的机械性能(DIN EN 485-2)
欧洲标准EN 485-2 11月ICS 77.12.10; 77.140.90关键词:铝、薄板、带、机械性能英文版铝和铝合金薄板、带和板材第2部分:机械性能这个欧洲标准由CEN在1994-10-26提供。
CEN的组成一定要遵守CEN/CENELEC固有的规则,这个规则规定了给予这个欧洲标准的条件和没有任何变更的国家标准的状况。
与这个国家标准有关的现行的表格和文献目录参考资料,可通过中央秘书处和CEN组织得到。
该欧洲标准,有三个法定版本(英文版,法文版和德文版),通过在CEN组织的帮助下,翻译成自己语言,可得到某种其他语言的版本,并通知中央秘书处,这种文本,将具有与法定版本相同的资格。
CEN成员是奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国的家标准团体。
CEN欧洲标准化委员会中央秘书处:布鲁塞尔B-1050,Stassart路36号© 1994年版权属CEN组织成员所有参考号:EN 22768-1:1993 E第2页EN 485-2: 1994内容前言 (4)1.范围 (5)2.标准依据(参考) (5)3.拉伸试验 (6)4.弯曲试验 (7)5.硬度试验 (7)6.导电性 (8)7.耐应力腐蚀性 (8)8.耐剥落腐蚀性(5xxx系列合金) (9)9.耐剥落腐蚀性(7xxx系列合金) (9)表1:最小材料规格和布氏硬度值 (8)表2:铝EN AW-1080A[Al 99.8(A)] (12)表3:铝EN AW-1070A[A199.7] (13)表4:铝EN AW-1050A[A199.5] (14)表5:铝EN AW-1200[A199.0] (15)表6:合金EN AW-2014[铝铜4硅镁] (16)表7:合金EN AW-2017A[铝铜4镁硅(A)] (17)表8:合金EN AW-2024[铝铜4镁1] (18)表9:合金EN AW-3003[铝锰1铜] (19)表10:合金EN AW-3103[铝锰1] (20)表11:合金EN AW-3004[铝锰1镁1] (21)表12:合金EN AW-3005[铝锰1镁0.5] (22)表13:合金EN AW-3105[铝锰0.5镁0.5] (23)表14:合金EN AW-4006[铝硅1铁] (24)表15:合金EN AW-4007[铝硅1.5锰] (24)表16:合金EN AW-5005[铝镁(B)] (25)表17:合金EN AW-5040[铝镁1.5锰] (26)表18:合金EN AW-5049[铝镁2锰0.8] (27)表19:合金EN AW-5050[铝镁1.5(c)] (28)表20:合金EN AW-5251[铝镁2] (29)表21:合金EN AW-5052[铝镁2.5] (30)表22:合金EN AW-5154[铝镁3.5(A)] (31)表23:合金EN AW-5454[铝镁3锰] (32)表24:合金EN AW-5754[铝镁3] (33)表25:合金EN AW-5182[铝镁4.5锰0.4] (34)表26:合金EN AW-5083[铝镁4.5锰0.7] (35)表27:合金EN AW-5086[铝镁4] (36)第3页EN 485-2: 1994表28:合金EN AW-6061[铝镁1硅铜] (37)表29:合金EN AW-6082[铝硅1镁锰] (38)表30:合金EN AW-7020[铝锌4.5镁1] (39)表31:合金EN AW-7021[铝锌5.5镁1.5] (40)表32:合金EN AW-7022[铝锌5镁3铜] (40)表33:合金EN AW-7075[铝锌5.5镁铜] (41)表34:合金EN AW-8011A[铝铁硅(A)] (43)附录A(标准的)圆整规则 (44)第4页EN 485-2: 1994前言该欧洲标准已由CEN/TC 132“铝和铝合金”起草,它的秘书处由联合会的法国承担(AFNOR)。
DIN-EN12020-2-2002_铝和铝合金.EN_AW-6060和EN_AW-6063合金中挤压的精密型材.第2部分尺寸和形状公差

1 Querschnittsmaße F*
D* B* 2 Wanddicken
3 Geradheit
A*
C*
Nennmaße B, C, D, F [mm]
0...10 >10...25 >25...50 >50...100 >100...150 >150...200 >200...300
Nennwanddicke A [mm]
Der Oberflächen-Korrosionsschutz erfolgt nach DIN 50941. Die 12 µm dicke
Chromatschicht weist bei allen sichtbaren Zubehörteilen den natürlichen Aluminiumfarbton auf.
= 75 = 21,8 S 10--6 1/K = 23,4 S 10--6 1/K
= 0,34
Zulässige Grenzabmaße und Formtoleranzen nach EN 12020-2:
Durch enge Toleranzauslegung der Preßwerkzeuge werden teilweise kleinere Grenzabmaße, als nach EN 12020-2 gefordert, erreicht.
0...80
± 0,7 ± 1,3 ± 1,8 ± 2,2 ± 2,6 ± 3,0
>80
9
± 0,7
± 1,5
± 2,0
± 2,5
± 3,0
± 4,0
09.2002
9-41
f*
f*
铝及铝合金压型板-中国有色金属标准质量信息网
铝及铝合金压型板编制说明(预审稿)1 任务来源国内铝及铝合金压型板在仓库、厂房、商场、展览厅、体育馆、地铁及高铁等应用领域有大量应用。
这些铝及铝合金压型板,特别是合金类高强度压型板可以应用机械化施工手段,施工速度快、自重轻、用料省,同时又造型灵活、色彩丰富等,已在一定程度上替代传统的建筑用压型钢板(墙体和屋面),并开始得到广泛应用。
尤其在最近几年,国内经济发展较快,各类基础建设频繁,对铝及铝合金压型板的需求量上升较快。
随着技术进步和市场需要,我国铝及铝合金压型板的应用逐步由1系合金为主推广到主要使用高强度的3系列、5系列的铝锰(铝锰镁)合金,而发达国家以5系列合金为主。
同3系、5系合金相比较,1系合金力学性能普遍较低,这就必须要求通过板厚的增加来提高材料的承载能力;3系合金与1系相比具有以下特点:耐腐蚀,特别是在铝镁锰系合金表面经过涂层处理后更是增加了材料本身的抗氧化能力;加工成型容易,3系列、5系列铝锰、铝镁合金的延伸率、硬度、抗拉强度、屈服强度等指标均高于1系合金且均非常适于屋面卷边、轧压设备的加工,因此广泛应用在屋面、墙面系统等建筑外围护工程中,且板厚可以适当降低(通过计算符合要求),因此可以节约材料的使用量,有利于节能环保。
另一种技术发展趋势是表面无涂层的铝及铝合金压型板逐步向涂漆类铝及铝合金压型板产品发展。
铝及铝合金压型板的表面处理多样,美观,可进行阳极氧化,电泳,化学处理,抛光,涂漆处理,屋面板材颜色可随意选择,满足建筑外观的多重颜色要求,增加了铝合金本身的防腐蚀性。
GB/T 6891-2006 铝及铝合金压型板国家标准主要以1系合金为主,以非涂漆产品为主。
随着技术的进步及市场需求的需要,铝及铝合金压型板逐渐过渡到以3系、5系高性能合金,以涂漆类产品为主。
并且现在压型板含屋面板、墙面板、楼面结构铝承板、门面板等,种类已丰富很多。
特别是现在使用的屋面板、墙面板对性能和板厚有严格的要求。
6061铝板性能

6061铝板性能第一篇:6061铝板性能6061铝板6061合金中的主要合金元素为镁及硅,具有中等强度,良好的抗腐蚀性,可焊接性,氧化效果好.广泛应用于要求有一定强度和抗菌素蚀性高的各种工业结构件目录1基本介绍2典型用途3化学成分4力学性能5技术标准6现货规格7规格计算 1基本介绍6061铝板其状态T6与T651的区别在于一般情况下,T6的内应力会比较大,加工会变形,最适合加工的状态应该是T651,他是在T6的基础上进行拉伸,消除内应力 6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
在Mg2Si固溶于铝中,使合金有人工时效硬化功能。
6061铝合金中的主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。
美铝6061具有加工性能极佳、良好的抗腐蚀性、韧性高及加工后不变形、上色膜容易、氧化效果极佳等优良特点。
属Al-Mg-Si系合金,中等强度,具有良好的塑性和优良的耐蚀性。
特别是无应力腐蚀开裂倾向,其焊接性优良,耐蚀性及冷加工性好,是一种使用范围广.很有前途的合金。
可阳极氧化着色,也可涂漆上珐琅,适应作建筑装饰材料。
其含有少量Cu,因而强度高于6063的,但淬火敏感性也比6063高,挤压之后不能实现风淬,需要重新固溶处理和淬火时效,才能获得较高的强度。
2典型用途要求有一定强度、可焊接性与抗腐蚀性高的各种工业结构件,6061铝板如制造卡车、搭式建筑、船舶、电车、家具、机械零件、精密加工,工业用料比较广泛等。
3化学成分硅Si:0.40-0.8铁Fe: 0.7铜Cu:0.15-0.40锰Mn:0.15镁Mg:0.8-1.2铬Cr:0.04-0.35锌Zn:0.25钛Ti:0.15铝Al:余量其它:单个:0.05 合计:0.154力学性能力学性能:抗拉强度σb(MPa):≥180屈服强度σ0.2(MPa):≥110伸长率δ5(%):≥14注:棒材室温纵向力学性能试样尺寸:直径≤150布氏硬度 HB :95-1005技术标准铝板带国家标准(GB/T 3880-2006),适用于铝合金板带材料的统一标准。
铝板知识普及
铝板知识普及铝板的材质划分和用途根据合金元素含量不同铝板可以分为8个系列分别为1***,2***,3***,4***.5***.6***.7***.8***1-8系列铝合金用途介绍: 1×××系列铝板材1×××系列铝板材:代表1050、1060、1100。
在所有系列中1×××系列属于含铝量zui多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他金属元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中zui常用的一个系列。
目前市场上流通的大部分为1050以及1060系列。
1000系列铝板根据zui后两位阿拉伯数字来确定这个系列的zui低含铝量,比如1050系列zui后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
2×××系列铝板材2×××系列铝板材:代表2A16(LY16)、2A06(LY6)。
2×××系列铝板的特点是硬度较高,其中以铜元素含量zui高,大概在3-5%左右。
2×××系列铝板属于航空铝材,目前在常规工业中不常应用。
我国目前生产2×××系列铝板的厂家较少。
质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供。
随着我国航空航天事业的发展,2×××系列的铝板生产技术将进一步提高。
3×××系列铝板材3×××系列铝板材:代表3003、3004、 3A21为主。
din1.4301 的执行标准
din1.4301 的执行标准一、概述din1.4301是一种常用的不锈钢,具有良好的耐腐蚀性和强度,广泛应用于工业、制造、建筑等领域。
本标准提供了din1.4301的执行标准及相关说明。
二、材料特性1. 材料类型:不锈钢2. 碳含量:≤0.03%3. 铬含量:17-19%4. 镍含量:≥8%5. 氮含量:≤0.02%6. 机械性能:抗拉强度≥550mpa,屈服强度≥210mpa,延伸率≥45%三、执行标准1. 化学成分:符合din标准2. 机械性能:符合din标准3. 热处理工艺:固溶处理+时效处理4. 表面处理:抛光、喷砂、钝化等5. 尺寸精度:符合相关标准要求6. 包装方式:真空包装或普通包装,确保产品不受污染四、生产流程1. 原料选择:选用符合要求的优质不锈钢原料。
2. 热处理:进行固溶处理和时效处理,确保材料性能达到要求。
3. 加工成型:根据客户需求,进行切割、磨削、钻孔等加工操作。
4. 表面处理:进行抛光、喷砂、钝化等操作,提高产品外观质量。
5. 质量检验:对产品进行严格的质量检验,确保产品符合要求。
6. 包装发货:包装产品,确保运输过程中产品不受污染和损坏。
五、使用注意事项1. 避免长时间接触水分和化学物质,以防腐蚀。
2. 避免在高于550℃的温度下长时间工作。
3. 严禁使用锐器刮划表面,以免影响外观质量。
4. 存放环境应保持干燥,避免潮湿和异味污染。
5. 在使用过程中如发现质量问题,应及时联系生产厂家或售后部门进行处理。
六、售后服务1. 提供产品使用指导和服务,帮助客户正确使用和维护产品。
2. 及时解决客户在产品使用过程中遇到的问题,确保客户满意度。
3. 提供产品质量保证和售后维修服务,确保客户利益不受损害。
4. 如客户需要,可提供不锈钢原材料供应和深加工服务。
七、质量管理体系本公司产品严格按照质量管理体系运作,从原材料采购到生产加工、质量检验等各个环节都有严格的质量控制程序。
同时,公司还建立了客户档案,对客户反馈的问题进行及时处理和改进,不断提高产品质量和服务水平。
铝合金性能及介绍
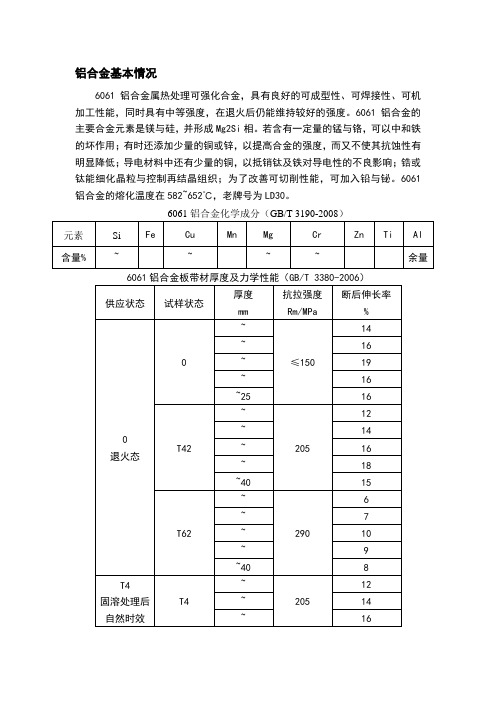
铝合金基本情况6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。
6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
6061铝合金的熔化温度在582~652℃,老牌号为LD30。
6061铝合金棒材尺寸及力学性能(GB/T 3191-2010)2.典型用途一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。
三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。
四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。
广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。
五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。
六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。
如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
七、电子家电用铝材主要用于各种母线、架线、导体、电气元件、冰箱、空调、电缆等领域。
3.热处理工艺1)快速退火:加热温度350~410℃,随材料有效厚度的不同,保温时间在30~120min之间,空气或水冷。
2)高温退火:加热温度350~500℃,成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止,空气冷。
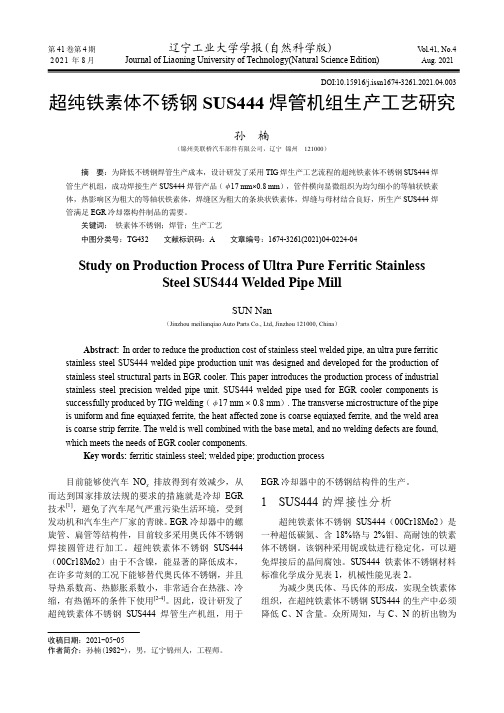
超纯铁素体不锈钢SUS444焊管机组生产工艺研究
开卷
平整导入
钢带初成型
钢带精成型
定径
在线涡流 探伤检测
焊道冷却
焊接
不合格品标记
定尺切割
分料
图 1 不锈钢精密焊管机组生产流程
2.1 开卷 开卷机(如图 2)通过涨紧钢卷内孔支撑钢卷,
在中心控制(CPC)下实现带钢的自动对中,然后 在直头机的配合作用下,通过旋转将钢带头部送入 矫平机。在开卷机阻力作用下,钢带通过成型机动 力牵引,保持稳定张力,匀速前进。
艺质量的好坏直接影响着冷却器的使用性能和可 靠性。焊缝、热影响区的耐腐蚀性能下降和韧性、 延性下降是 SUS444 焊管在焊接及使用中的两个主 要问题。焊接机组如图 5 所示。
图 5 焊接机组
焊接机组部分采用钨极氩弧焊(TIG)进行焊 接,为了制定合理的焊接工艺,通过完善焊接保护 方式、调换钨极直径、调节气流量、控制热输入等 进行不同的工艺试验,并观察焊缝形貌。
镧钨(金黄头) WL15
φ2.4 mm 30°
3~4 mm 1~1.5 mm 直流电流(DC) 2 m/min
6~10 V 110~120 A 缓慢冷却 10°~15°迎弧焊
2.4 焊后工序
在线涡流探伤如图 6 所示。利用交流电流产生
的交变磁场作用在焊接完成的 SUS444 焊管上,由
于 SUS444 焊管具有导电性,因此能够感应出电涡
金属熔池、电极隔离,保证正面焊缝成型,同时扩
大保护范围以达到完全保护的目的,也能够对反面
焊缝成型进行保护,这是一个非常重要保护程序和
环节。
此外焊接速度和焊接电流相辅相成,在确保焊
透的情况下,控制热输入量,尽大),易产生
高温脆化。钨极角度对焊缝熔深和熔宽有一定影
铝合金压铸标准-中国标准
合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)份若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
5A05铝板标准
各种铝材的详细介绍5A05铝板标准:GB/T 4437.1-2000 适用范围:①5A05铝板为Al-Mg系防锈铝,强度与5 A03相当,热处理不能强化;退火状态塑性高,半冷作硬化时塑性中等;5A05铝板用氢原子焊、点焊、气焊、氩弧焊时焊接性能尚好; 抗腐蚀性高,可切削性能在退火状态低劣,半冷作硬化时可切削性尚好,制造铆钉时需进行阳极化处理。
特性:②AL-Mn系合金,是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。
用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用深拉制作的小负荷零件:线材用来做铆钉物理性能化学成份:铝Al :余量硅Si :≤0.50 铜Cu :≤0.10 镁Mg:4.8~5.5 锌Zn:≤0.20 锰Mn:0.30~0.6 铁Fe:0.000~0.500 注:单个:≤0.05;合计:≤0.10[2]力学性能:抗拉强度σb (MPa):≥225 条件屈服强度σ0.2 (M Pa):≥110 伸长率δ10 (%):≥15 注:管材室温纵向力学性能试样尺寸:所有壁厚[3] 热处理规范:1) 均匀化退火:加热460~475℃;保温12~14h;空冷。
2)快速退火:加热310~350℃;保温时间30~120min;空或水冷。
3)高温退火:加热310~335℃;成品厚度≥6mm或<6mm时,保温时间为30~180min或30~120min;空冷。
4)低温退火:加热250~300℃或150~180℃;保温时间为1~2h或2~3h空冷状态:铝及铝合金热挤压无缝圆管(H112态)以上是5A05铝板的详细信息,如果您对5A05铝板的价格、厂家、型号、图片有什么疑问,请联系我们获取5A05铝板的最新信息。
常用钣金件材料规格及参数

(GB/T 38802006)
QQ-A-250/5(5CG008BB004) ASTMB209/AMS4037 BE TUSON QQ-A-250/4 中厚板 QQ-A-225/6 ASTMB211/AMS4120 冷拔棒
QQ-A-200/3 ASTMB211/AMS4165 挤压棒
1.钝铝板:代号以1开头,
如120ห้องสมุดไป่ตู้ 1050(焊接性能
好)
2.5052:力学性能好,可
折弯、冲压
3.锻铝:6061 6063不可 容易划伤,过
折弯,耐蚀性好
程中注意保护
4.硬铝:2024 机加性好
需求参数请参考铝 及合金材料手册 AMS-QQ-A-250/11 /AM4027 /FED-QQ-A-250/11 材料等同
BE TUSON AMS5510 5PB001AY005 T=3.2
SUS430
不锈铁 SUS430
x10crni18-8-c1700 不锈钢
x10crni18-8-c1500 不锈钢
200 HV 以下
wnc
520HV
wnc
470HV
wnc
1700(MPA) 拉伸强度 1500(MPA) 拉伸强度
x10crni18-8-at x12crni177-k1 x12crni177-k1
序 材料 号
类别
统一代号
名称
行业及 客户代号
参考硬度
常使用客 户
标准
客户
中国
其他
材料特性及用途
物理性能
注意事项
材料规格
比重
备注
SUS302 SUS303