(完整word版)关于锂离子动力电池组的成本分析
动力电池成本结构分析

动力电池成本结构分析导读:新能源车的发展既有赖于政策的推动,也需要动力电池持续降本的支持,本周专题我们研究了动力电池的成本结构。
我们在动力电池成本模型里将 PACK 成本拆分成产成本包括人力成本、折旧及其他制造费用。
我们参考 ANL 的成本测算模型,选取方形电池进行成本拆分。
据我们测算,在仅考虑电芯的情况下,目前三元523 和磷酸铁锂电芯的度电成本分别为486.96 和374.44 元/kWh,在考虑模组、PACK 及电池系统的情况下,目前三元523 和磷酸铁锂电池系统的总度电成本分别为 724.91 和 612.40 元/kWh。
(注:本测算以提供模型思路为主,具体数值与实际情况可能存在偏差)锂电池根据应用领域的不同分为动力电池、储能电池和消费电子电池,不同类型锂电池的成本构成自然不同,本篇报告主要讲述应用最广泛的动力电池成本结构。
动力电池在不同的正负极材料下其成本有一定差别,整体来看材料成本占比较大,人工成本、折旧及其他制造费用占比较小,而材料成本则主要以正负极材料、隔膜、电解液和组件为主。
我们在动力电池成本模型里将PACK 成本拆分成材料成本和生产成本,其中材料成本又包括电芯材料、模组材料及 PACK 材料,生产成本包括人力成本、折旧及其他制造费用。
我们参考 ANL 的成本测算模型,选取方形电池进行成本拆分。
我们假设单车带电量60kWh,包括1 个电池包,20 个模组和240 个电芯,以上假设主要用于测算模组和PACK 组件成本。
我们选取三元动力锂电池523 型和磷酸铁锂电池作为研究对象进行分析比较。
参考当升科技公告数据,我们假设三元(523)正极材料实际克容量为157mAh/g。
参考国轩高科和丰元股份公告数据,目前国内磷酸铁锂正极材料实际克容量基本已经达到 150mAh/g,我们取 145mAh/g 的平均水平作为磷酸铁锂正极材料实际克容量假设。
参考杉杉股份公告数据,我们假设负极活性材料(人造石墨)实际克容量为350 mAh/g。
新能源锂离子动力电池组的成本分析模板

新能源锂离子动力电池组的成本分析模板一、引言新能源锂离子动力电池组作为新能源汽车的核心部件之一,其成本占据整个车辆成本的相当比例。
对新能源锂离子动力电池组的成本进行分析,可以帮助企业合理控制成本,提高产品竞争力,同时也有助于行业内的技术创新和进步。
本文旨在提供一个新能源锂离子动力电池组成本分析的模板,以供相关企业或研究机构进行成本评估和分析。
二、成本要素分类1.材料成本:包括正极材料、负极材料、电解液、隔膜等;2.加工成本:包括正负极材料的混合、涂覆、印刷等加工工艺;3.劳动力成本:包括生产和装配过程中的人工成本;4.设备成本:包括生产线设备、测试设备等的采购和维护成本;5.研发成本:包括新技术研发、新材料研发等的费用;6.能源消耗成本:包括电力、气体等能源的消耗成本;7.管理和运营成本:包括人员管理、设备维护、物流运输等成本。
1.材料成本分析:a.正极材料成本:-成本分布:以原材料为主,包括正极材料的采购成本和相关的运输费用;-影响因素:市场价格波动、原材料供应稳定性等;-优化策略:寻找可替代材料、优化供应链管理、谈判降低材料采购价等;b.负极材料成本:-成本分布:以原材料为主,包括负极材料的采购成本和相关的运输费用;-影响因素:市场价格波动、原材料供应稳定性等;-优化策略:寻找可替代材料、优化供应链管理、谈判降低材料采购价等;c.电解液和隔膜成本:-成本分布:以原材料为主,包括电解液和隔膜的采购成本和相关的运输费用;-影响因素:市场价格波动、原材料供应稳定性等;-优化策略:寻找可替代材料、优化供应链管理、谈判降低材料采购价等;2.加工成本分析:a.正负极材料的混合、涂覆、印刷等加工工艺的成本;b.相关设备的采购和维护成本;c.劳动力成本。
3.研发成本分析:a.新技术研发的费用;b.新材料研发的费用。
4.能源消耗成本分析:a.电力消耗成本;b.气体消耗成本。
5.管理和运营成本分析:a.人员管理成本;b.设备维护成本;c.物流运输成本。
锂离子电池规格书Word版

锂离子电池规格书型号:BL-5c标称: 1000mAh修订履历1、目的对深圳市好远通电子有限公司出品的可充锂离子电池的产品规格、测试方法进行规范,避免因测试条件、方法的不同引起误差。
2、产品类别和产品型号2.1 类别:锂离子可充电池2.2 产品型号高务电池BL-5C/1000mAh3、产品基本特性4、特性4.1电性能4.2 安全性能4.3 环境适应性温度:25±2℃,相对湿度:45±20%(除非另外要求)6、产品责任书消费者必须严格遵守深圳市好远通电子有限公司规格书和文件后面的注示使用电池,由于误用会引起电池过热,发生火灾或爆炸,对于没有按照规格书进行操作所造成的任何意外事故,深圳市慧通天下科技股份有限公司不负任何责任。
7、充电前注意事项如果规格书、原材料、生产过程或生产控制系统发生改变,改变的信息将会随质量和可靠性数据以书面形式通知消费者。
8、电池包装说明在电池的包装上应有如下说明!危险*充电时请使用指定的充电器并按照说明书的要求进行充电。
*仅在指定的设备上使用电池。
*不要把电池加热或投进火中。
*不要在火源附近或温度超过60℃的轿车中使用或遗留电池,也不要在这些环境中进行充电。
*不要把电池投入水中,也不要弄湿。
*不要把电池同项链、发夹、硬币或镙钉等金属品一起放在兜里或包中,也不要把电池同上述物品一起储存。
*不要使用金属导体短路电池的正负极。
*在装入设备时注意电池的正负极不要反装。
*不要使用锐利的物品刺穿电池。
*不要对电池进行分解。
*不要直接对电池进行焊接。
*不要使用带有严重伤痕或变形的电池。
*在使用之前请详细阅读操作说明书,不适当的操作可能引起电池变热、着火、爆炸、毁坏或电池容量的衰减。
!警告*不要把电池放在加热器皿、洗衣机或高压容器中。
*不要把电池同干电池或其它原电池一起使用,也不要同不同包装、不同型号或不同品牌的电池一起使用。
*如果在规定的充电时间内充电没有结束,停止充电。
锂离子电池组的均衡控制与设计(最全)word资料

东北电力大学学报第 26卷第 2期Journal Of Northeast Dianli U niversity Vol. 26,No. 22006年 4月 N atural Science Edition Apr. ,2006收稿日期 :2005-12-16作者简介 :边延凯 (1974- , 男 , 天津市人 , 中国电子科技集团公司第十八研究所工程师 , 主要研究方向为电池检测及维护设备 .文章编号 :1005-2992(2006 02-0069-04边延凯 1, 2, 3(1. 中国电子科技集团公司第十八研究所 , 天津 , 吉林吉林 1320211;3. 3100381摘要 :, 单体电池存在一定差异 , 为了避免个别单体的过充、过放, 应对电池组中各单体之间实现均衡控制 , 描、电路设计和实现步骤 , 并对锂离子电池进行均衡充电试验 , 结果表明该方法。
关键词 :锂离子电池组 ; 均衡控制 ; 电池组管理中图分类号 :TM 9106文献标识码 :A锂离子电池已广泛用于便携式电子产品 (如手机、笔记本电脑、摄像机和电动车电源。
供电电源通常由多个单体电池串联组成 , 以满足设备所需电压和功率要求。
在实际使用中 , 由于单体电池之间的差异 , 电池组的容量只能达到最弱的电池的容量。
在串联电池组中 , 虽然通过单体电池的电流相同 , 但是由于其容量不同 , 电池的放电深度也会不同 , 容量大的总会浅充浅放 , 而容量小的总会过充过放 , 这就造成容量大的衰减缓慢、寿命延长 ; 容量小的衰减加快 , 寿命缩短 , 两者之间的差异会越来越大 , 因此小容量电池的失效会导致电池组的提前失效。
通常我们把因单体电池的性能差异而导致的电池组性能降低的现象称为电池匹配失衡。
大多数情况下 , 引起匹配失衡的原因是电池的制作工艺和检测手段的不完善 , 而不是锂离子电池本身的化学属性变化。
比如 :各单体的自放电量不同导致电池组在搁置过程中的容量失衡、单体之间电阻不同导致个别单体在电池组充电过程中过充等。
(完整版)动力电池及管理

1.拆卸高压维修开关 2. 找出高压互锁开关 3.通过电压测量判断高压维修开关在电池组中 的位置
1.记录各单体电池电压、总电压 2. 记录电池温度值;模拟温度变化,并记录报警时对应 的数值。 3.记录绝缘电阻值 4.记录SOC值 5.记录充放电电流;模拟充电电流过大、放电电流过大
7.继电器控制
1)上电控制 放电: 充电:
2)充电控制 (1)快充
1.BMS确认充电枪连接正常(Ucc1电压有效),充电桩提供12V直流电(A+,A-) BMS和VCU得电被唤醒。 2. BMS确定Ucc2信号有效,向VCU发出“充电请求”,确定后(点火开关OFF) VCU发出“充电允许信号”,BMS闭合充电接触器和主负接触器。充电桩经过三个 继电器向动力电池充电。
主预 接充 触接 器触
器
电
历
池信 史
信息 信
息交 息
显互 存
示
储
北汽EV200 BMS系统架构
1.数据采集功能
1)检测单体电池电压(e5 13个分控模块)
每个单体电池运行状态、根据电压差判断差异性、累积获取总电压(e5 192个,EV200 91个)
2)电池包总电压(主控模块)
SOC计算参考、监测接触器状态
7.继电器控制
2)充电控制 (1)快充
3.VCU从 CAN 线上接收到 CC2 连接信号后闭合充电辅助电源继电器,提供充电过 程中低压电路的电能,并在蓄电池电量低时,给蓄电池充电。 4. BMS与直流充电桩通讯,控制充电电流和充电电压。 5.BMS与VCU(组合仪表)通讯,仪表显示充电信息。
7.继电器控制
165
额定总容量 (AH) 75
91.5
电池组连接方式
锂电池知识及生产流程word版
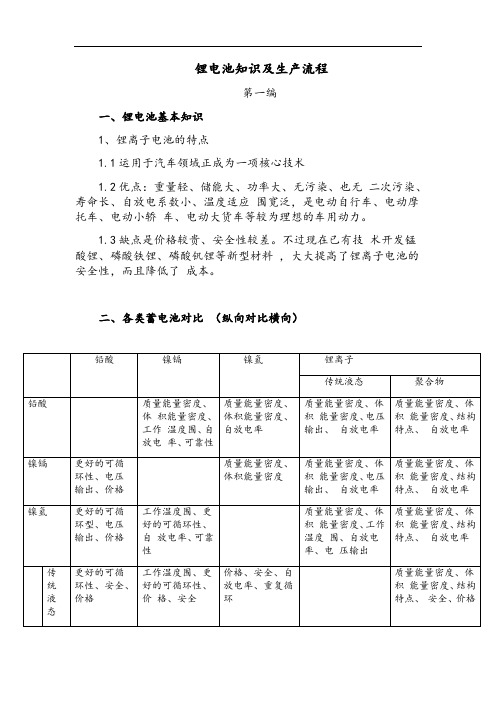
锂电池知识及生产流程第一编一、锂电池基本知识1、锂离子电池的特点1.1运用于汽车领域正成为一项核心技术1.2优点:重量轻、储能大、功率大、无污染、也无二次污染、寿命长、自放电系数小、温度适应围宽泛,是电动自行车、电动摩托车、电动小轿车、电动大货车等较为理想的车用动力。
1.3缺点是价格较贵、安全性较差。
不过现在已有技术开发锰酸锂、磷酸铁锂、磷酸钒锂等新型材料,大大提高了锂离子电池的安全性,而且降低了成本。
二、各类蓄电池对比(纵向对比横向)资料来源:清泉、立清,电动汽车的现状及发展趋势,科技导报,2005年4月,第23卷第4期三、锂离子电池分类四、聚合物锂电VS 液态锂电 4.1聚合物——下一代锂离子电池 优势1:用固体电解质代替了液体电解质锂 离子聚合物 更好的可循 环性工作温度围、更 好的可循环性、价 格 体积能量密度、 更好的可循环 性、价格 工作温度围、更好 的可循环性绝 对 优 势更好的可循 环性、价格工作温度围、价 格体积能量密度 质量能量密度、体积 能量密度、自放电率、 结构特点 质量能量密度、体积 能量密度、自放电率、 电压输出、结构特点– 具有可薄形化、任意面积化与任意形状化等优点; – 不会产生漏液与燃烧爆炸等安全上的问题,由此用铝塑复合薄膜制造电池外壳, 从而提高整个电池的比容量。
优势2:可采用高分子正极材料 – 其质量比能量将会比目前的液态锂离子电池提高50%以上。
优势3:在工作电压、充放电循环寿命等方面都比锂离子电池有所提 高。
劣势:工作温度、循环性能上需要突破五、锂离子电池产业链分析5.1最上游:矿资源5.1.1最上游是矿资源,包括钴、镍、锰、磷、铁、锂及各种化合物。
目前,钴和锂用量最大。
5.1.2国钴生产领头企业有金川、华友、嘉利柯和优美科四家 ,年产量都在1500吨以上,国金属钴储量极少,目前约 80%的金属钴靠进口。
5.1.3锂资源在中国储量相对丰富,仅次于智利、阿根廷。
新能源锂离子动力电池组的成本分析报告

但是,我国有能力生产出动力锂电池的企业不多,尚无一家能够大批量生 产合格的动力锂电池,国内动力锂电池的有效供给能力与迅速显现的现实 需求存在2~3个数量级的差距,我国锂电池产业面临技术升级。
1,000 900 800 700 600 500 400 300 200 100 -
1,000
1,000
电动自行车已进入爆发增长阶段,2009年我国电动两轮车的产量是2,369万 辆(出口40万辆)。预计2010年产量将超过2,500万辆(出口超过60万辆)。目前 电动自行车主要使用铅酸/镍氢电池,随着动力锂电池技术成熟和价格下降, 将迅速实现替代并成为动力锂电池的市场先导。
储能领域属于社会基础设施,但其对电池的需求规模比汽车产业大一倍, 是名副其实的“巨无霸”产业,鉴于用途不同而性能要求低于汽车电池, 成本相对低廉,故有可能先于汽车行业启动。
投资
6
7
锂离子电池工作原理
8
锂电池技术
9
锂电池技术
10
锂电池技术
11
锂电池技术
12
电池的安全性问题得到了特别的关注
13
存在的问题
1、前些年,钴酸锂电池发展较快,造就了以手机市场为主的比亚迪神话。 2、动力电池产业近年来在我国发展起来,国内已建立起100余家企业,技
方 术来源多为大学和研究院所,工艺技术不成熟,实践工艺时间短,仍在 方 探索阶段,至今没有一家企业能够大批量生产出合格的动力电池产品。 3、由于锂离子动力电池技术门槛很高,难度很大,我国企业和先进的日本 方 企业有很大的技术代差。 4、部分原材料需要进口。
17
国家对动力锂电池的补贴政策
为鼓励新能源汽车发展,我国相关配套措施不断完善,财政补贴政策也相 继出台。财政部、科技部已决定在北京、上海、重庆等13个城市开展节能 与新能源汽车示范推广试点工作,以财政政策鼓励在公交、出租、公务、 环卫和邮政等公共服务领域率先推广使用节能与新能源汽车,对推广使用 单位购买节能新能源汽车给予补助。其中,中央财政重点对购置节能与新 能源汽车给予一次性定额补助,地方财政重点对相关配套设施建设及维护 保养给予补助。具体政策为: 混合动力汽车按节油率分为五档标准,最高每辆车补贴5万元; 纯电动汽车每辆可获国家补贴6万元、地方政府补贴6万元,共计12万元
(完整word版)电动汽车动力电池仓结构设计 开题报告

本科生毕业设计开题报告题目:电动汽车动力电池仓结构设计—电池模块包装设计学号姓名指导教师院系专业开题报告《电动汽车动力电池仓结构设计——电池模块结构设计》一、选题背景与文献综述1.选题背景近年来,我国的汽车行业发展迅速,已成为世界第四大汽车生产国和第三大汽车消费国。
根据国务院发展研究中心估计,2020 年将达到 1.4亿辆,机动车的燃油需求为2.56 亿吨,为当年全国石油总需求的57%。
我国的石油资源短缺,目前石油进口量以每年两位数字的百分比增长,2010 年进口依存度接近50%。
新能源汽车的发展方向有多种,但其中之一的氢燃料电池技术不成熟,成本昂贵,是20年之后的技术。
另外就主要采用甲醇、乙醇等低成本液体燃料的技术来说,由于大量采用玉米、粮食作为原料,导致全球粮价连续上升,这也不可能成为中国的技术选择。
还有一种燃料技术清洁柴油,即含硫量低的柴油(含硫量低于350ppm的柴油),使用能使动力平均比汽油机节约30%的能源。
不过因为国内的柴油品质不佳,频繁的油荒总是从柴油开始,此外柴油得不到国家政策支持。
因此大力发展新能源汽车,用电代油,是保证我国能源安全的战略措施。
因此大力发展新能源汽车是实现我国能源安全、环境保护以及中国汽车工业实现跨越式、可持续发展的需要。
从技术发展成熟程度和中国国情来看,纯电动汽车应是大力推广的发展方向,而混合动力作为大面积充电网络还没建立起来之前的过渡技术。
今年中外车厂都先后推出了混和动力和纯电动汽车。
目前电动汽车尚不如内燃机汽车技术完善,尤其是动力电源(电池)的寿命短,使用成本高。
电池的储能量小,一次充电后行驶里程不理想,电动车的价格较贵。
但从发展的角度看,随着科技的进步,投入相应的人力物力,电动汽车的问题会逐步得到解决。
扬长避短,电动汽车会逐渐普及,其价格和使用成本必然会降低。
而锂离子电池被称为性能最为优越的可充电电池,号称“终极电池”,受到市场的广泛青睐。
随着手机、笔记本电脑、数码相机等的消费和便携式电子产品的持续走强,锂离子电池的市场需求一直保持相当高的增长速度,市场对于锂离子电池的巨大需求也引导锂离子电池行业的继续走强,也使锂离子电池在电动车方面的应用成为可能。
目前和五年后电池成本分析和预测

目前和五年后电池成本分析和预测1目前电池成本分析电池材料及零部件加工费用是电池成本的主要组成部分,表1-1为目前研制的17Ah单体高功率锂离子动力电池所用材料及所用量。
表1-2为17Ah单体电池原材料成本,根据该表计算出17Ah电池原材料成本为209.33元,按照原材料成本占电池成本的80%计算(依照阿贡国家实验室提供的数据及锂离子电池制造业的相关文献),17Ah锂离子电池的总成本为261.66元/支,相当于4元/wh左右。
图1-1给出了17Ah单体电池原材料成本分布图。
从图1-1中可以很清楚看出,原材料的成本依次为:隔膜、零部件、集流体、壳体、MCMB、电解液、尖晶石锰酸锂。
和前期项目相比,由于采用国产电解液和正极材料代替进口产品,所以这两项在总成本中所占的比列明显下降。
进口隔膜在高功率锂离子电池中所占的成本比例远高于其他组分,它与位于成本第二的零部件合计占总成本的53.51%。
由于高功率电池的大面积薄电极的结构特点,使得金属集流体(铜箔、铝箔)的成本趋高,本设计中集流体在总成本中所占的比例超过10个百分点。
340V17Ah电池组(5.85Kwh)由90支单体电池、电池框及电池管理系统组成。
电池框成本为2000元,电池管理系统成本10000元,则17Ah电池组总成本=90×261.66+2000+10000=35549元,折合6元/wh,电池组最大输出功率90Kw,折合395元/Kw。
表1-1 17Ah 单体电池所用材料种类及所用量 材料/成份重量(g ) 重量百分比% 尖晶石锰酸锂 180 18.19 导电剂 37 3.74 集流体(Al ) 74 7.48 正极材料 PVDF 17 1.72MCMB 65 6.57PVDF 6.4 0.65 负极材料集流体(Cu ) 170 17.18电解液 130 13.14隔膜 70 7.07壳体 135 13.64卷芯 45 4.55其他 60 6.06总计 989 100 表1-2 17Ah 单体电池原材料成本1.2影响锂离子电池成本的敏感因素分析及预测依据目前锂离子电池成本分析,我们可以很清楚的看出,材料国产化、零部件批量化等是降低锂离子电池成本的有效途径。
锂离子电池应用word精品文档11页

国海军对其使用的所有锂电池都要根据NA VSEA指南9310.1b和技术手册S9310-AQ-SAF-010进行安全性评估。
描述了对战场准备自主水下航行体(BPAUV)上锂离子电池进行的安全性测试试验;也给出了由海军水面战中心(NSWC)Carderock实验室所做的BPAUV子系统及电池的试验结果近年来,随着一些无人电子装备(如无人水下航行器、无人机)、电动工具、电动汽车等发展的需要,其动力核心—蓄电池正受到越来越多的关注。
而锂离子电池以其高比能量、长循环寿命、自放电小、无记忆效应和绿色环保等优点备受青睐,是动力电池研究的热点之一。
作为动力电池的理想电池应具有以下特点:(1)能量密度高;(2)比功率高,能瞬间大电流放电(最好能持续);(3)工作温度范围宽(-20℃-+50℃),特殊应用条件下需要能够在(-40℃-+60℃)的工作;(4)能够快速充放电;(5)具有高的可靠性和安全性;(6)具有较长的使用寿命;(7)价格便宜。
但受电池本身化学体系的影响,现有的电池体系还不能完全满足以上的几点要求,而锂离子动力电池是比较靠近这几点要求的。
本文将通过对不同材料体系构成的锂离子动力电池的发展现状来分析锂离子动力电池的发展前景进行分析。
锂离子动力电池的正极材料锂离子正极材料是限制锂离子动力电池发展的关键因素,其直接影响锂离子动力电池的能量密度特性、比功率特性、温度特性以及安全特性。
目前商业化的锂离子正极材料主要有LiCoO2、LiNi x Co(1-x)O2、LiNi1/3Co1/3Mn1/3O2、LiMn2O4、LiFePO4。
LiCoO2作为第一代商品化的锂离子正极材料具有许多优点:性能稳定,比能量相对较高,循环性能好,高低温工作性能好、材料密度高,容易加工。
但其也作为动力电池也存在不足:安全性较差、价格高昂。
因此目前以LiCoO2为正极的动力电池以小容量电池为主,主要应用于小型便携式设备。
但是在特殊的应用场合,在安全措施得到有效保证的情况下(散热良好、采用均衡充电方式),LiCoO2仍然是较好的锂动力电池正极材料。
GB 31467.1 word版

电动汽车用锂离子动力蓄电池包和系统第2部分:高能量应用测试规程前言GB/T 31647《电动汽车用锂离子动力蓄电池包和系统》分为以下3个部分:第1部分:高功率应用测试规程;第2部分:高能量应用测试规程;第3部分:安全性要求与测试方法。
本部分为GB/T 31647的第2部分。
本部分按照GB/T 1.1-2009给出的规则起草。
本部分使用重新起草法参考GB/T 31647《电动道路车辆锂离子动力蓄电池包和系统测试规程第2部分:高能量应用》编制,与ISO 12405-2:2012的一致性程度为非等效。
本部分由中华人民共和国工业和信息化部提出。
本部分山全国汽车标准化技术委员会(SAC/TC 114)归口。
本部分起草单位:中国汽车技术研究中心、中国电子科技集团公司第十八研究所、天津力神电池股份有限公司、上海汽车集团股份有限公司技术中心、重庆长安新能源汽车有限公司、中国北方车辆研究所、比亚迪汽车工业有限公司、奇瑞新能源汽车技术有限公司、北京交通大学、惠州市亿能电子有限公司、普天新能源有限责任公司、哈尔滨光宇电源股份有限公司、合肥国轩高科动力能源有限公司、上海大众汽车有限公司、广东精进能源有限公司、上海卡耐能源有限公司。
本部分主要起草人:王芳、肖成伟、刘仕强、孟祥峰、张娜、高洪波、姜久存、江文峰、陆柯玮、邵浙海、徐兴无、袁昌荣、刘震、文峰、阮旭松、曾祥兵、王占国、杨聪娇、马立双、吴志强、张彩萍、和祥运。
1 范围GB/T 31647的本部分规定了电动汽车用高能量锂离子动力蓄电池包和系统电性能的测试方法。
本部分适用于装载在电动汽车上,主要以高能量应用为目的的锂离子动力蓄电池包和蓄电池系统,以高能量应用为目的的镍氢动力蓄电池包和系统等可参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
锂电池行业分析报告【完整版】
锂电池行业分析报告【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)锂电池行业分析报告作为第三代电池技术,锂电池凭借着储能比能量高、循环寿命长、无污染等优点已经在电子产品领域取得了广泛的应用。
同时,随着电动车行业的快速开展,大容量的动力锂电池市场前景广阔。
近年来,全球锂电池开展迅速,2021年全球锂离子电池〔可充电的二次锂电池〕市场规模到达153亿美元,同比增长29.7%,预计到2021年锂电池产业的产值将到达约320亿美元,其中电动汽车锂电池产值将占50%以上,超过160亿美元。
2021年中国锂电池市场规模增速高于全球增速,2021年到达了397亿元人民币,同比增长43%,全年锂电池产量到达29.7亿颗,同比增长28.6%。
保守估计,2021年中国锂电池行业市场规模可到达了900亿元人民币。
锂电池巨大的市场潜力除了归功于其性能优点,也离不开近年来相关产业政策的支持。
近年来,国家屡次明确支持锂电池技术的研发,并且制定了具体的奖励措施,例如国家对锂离子电池出口退税从13%上调至17%。
同时我国和世界其他国家对于电动汽车开展的鼓励政策也直接刺激了对动力锂电池的需求。
目前全球锂电池产业目前主要集中在日本、中国和韩国三国,并且值得注意的是,近年来韩国企业开展迅速,去年三星已经取代日本三洋成为世界上最大的锂电池制造企业。
中国锂电池制造业基地主要集中在广东、山东、江苏、浙江、天津等地。
主要企业有比亚迪、欣旺达电子、天津力神电池等。
锂电池的生产工艺复杂,技术门槛极高。
其核心材料主要是正极材料、电解液和隔膜。
其中正极材料是锂电池中最关键的原材料,决定了电池的平安性能和电池能否大型化,约占锂电池电芯材料本钱的三分之一。
目前,正极材料主要是钴酸锂、镍酸锂、锰酸锂、钴镍锰酸锂、磷酸铁锂等,负极材料为石墨。
正是因为锂电池技术门槛高,该行业存在很高的利润水平。
整个行业的毛利润率水平在50%以上,其中,隔膜和正极材料生产企业利润率最高。
新能源锂离子动力电池组的成本分析

新能源锂离子动力电池组的成本分析随着汽车工业的发展,新能源汽车已成为热门话题之一、而作为新能源汽车的核心组成部分之一,锂离子动力电池组的成本分析显得尤为重要。
本文将从材料成本、组件成本和系统成本三个方面进行锂离子动力电池组的成本分析。
首先,锂离子动力电池组的材料成本是整个成本结构的重要组成部分。
材料的选择直接影响到电池组的电化学性能和成本。
锂离子动力电池的主要材料包括正极材料、负极材料、电解质和隔膜等。
正极材料一般采用锂铁磷酸铁锂、锰酸锂或钴酸锂等,负极材料则采用石墨。
电解质的选择有磷酸盐、聚合物电解质和固态电解质等多种类型。
隔膜主要由聚合物材料制成。
这些材料的选择和价格直接影响到电池组的成本。
其次,锂离子动力电池组的组件成本也是成本分析的重要内容。
组件成本主要包括电池模组、电芯、电池包和电池管理系统等。
电池模组是电池芯片的集合体,通常由数百个或数千个电芯组成。
电芯是电池模组的基本单元,每个电芯都有自己的容量和电化学特性。
电池包是由电池模组组成,在车辆中起到能量存储和保护的作用。
电池管理系统则是对电池进行监控和管理的重要组成部分。
这些组件的制造成本和组装成本对整个电池组的成本起着重要作用。
最后,锂离子动力电池组的系统成本也需要进行分析。
系统成本主要包括电池组的设计与研发成本、生产线设备的投资成本和相关测试设备等。
电池组的设计与研发成本是电池组开发的重要组成部分,包括电池模组和电池包的设计与研发,电池管理系统的开发以及系统集成和调试等。
生产线设备的投资成本也是影响电池组成本的因素之一,包括电池生产设备的购置和维护等。
此外,为了保证电池组的质量和性能,还需要进行相关测试设备的投资,以进行电池的性能测试和质量控制等。
综上所述,锂离子动力电池组的成本分析涉及到材料成本、组件成本和系统成本等多个方面。
通过分析这些成本,可以帮助企业了解锂离子动力电池组的成本结构,优化产品结构和生产流程,提高产品竞争力和市场份额。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于锂离子动力电池的成本分析
一、锂离子动力电池的目标市场
锂离子电池由于工作电压高、储能较大、无记忆性和质量轻等优势发展迅速,一直在移动通讯、笔记本电脑等电器上大量使用;近年来随着新能源汽车的推广,锂离子电池被认为是最有效的能量工艺装置;同时新能源(太阳能、风能)并网发电站项目建设步伐加快,锂电池组为代表的储能技术成为核心发展的对象。
针对电动汽车使用的电池以功率型电池为主,其特点是:电池的放电倍率很大,那么在设计过程中就要注意减小电池的内阻;在极片的选取上,高功率型的电池极片要厚些,在涂敷的厚度上,高功率型的电池极片要涂得
、负极(阳极)
1
目前国内正极材料的价格:钴酸锂??????????30.3万/吨
钛酸锂 21.0万/吨
锰酸锂 6.0万/吨
钒酸锂 6.0万/吨
镍钴酸锂 20.1万/吨
镍钴铝酸锂 21.6万/吨
三元材料 17.2万/吨
磷酸铁锂(三个级别)15.4万/吨 17.2万/吨 18.3万/吨
从目前形势上看,价格整体呈上涨趋势。
2、负极(阳极)材料:锂离子电池负极材料要求具备以下的特点:①尽可能低的电极电位;②离子在负极
固态结构中有较高的扩散率;③高度的脱嵌可逆性;④良好的电导率及热力学稳定性;⑤安全性能好;⑥与电解质溶剂相容性好;⑦资源丰富、价格低廉;⑧安全、无污染。
目前,对锂离子电池负极材料的研究较多有:碳材料、硅基材料、锡基材料、钛酸锂、过渡金属氧化物等。
但是主要应用于产业化的是碳材料,其中石墨类碳材料技术比较成熟,在安全和循环寿命方面性能突出,并且廉价、无毒,是较为常见的负极材料。
而人造石墨通过对
万/吨-20万/吨。
3
年产800
4
结构、
但是
5
6、日本单体电芯的资料:
能量型电池
功率型电池
无论是何种工艺,从图表可以看出,隔膜、正极、电解液是材料的主体。
7、锂离子动力电池总成本结构
从上图中可以看到,电池制造过程中主材和折旧是成本的主要组成,这就主要是制造设备的投入、电池设
计中开发支出的投入、电池管理系统研发的投入。
8、电池管理系统的成本
电池管理系统对电池组的安全使用至关重要,但是作为一种电路,它的成本主要是设计成本,就像设备一样,是一笔巨大的投入,但是如果电池的生产达到了一定的规模,它是有摊薄效应的。
四、动力锂电池未来成本趋势
主流厂商的成本情况
1、日本的成本降低目标
2
1、
靠进口,
2
3
1、°C);
2.9v
以上,这里按3v计算。
实际比能量:100mAh/g,即每安时为0.01公斤,按每公斤180元计算,每安时1.8元。
2、负极以人造石墨为例,其理论可逆比容量260mAh/g,产品实际比容量一般为240mAh/g;也是考虑各种
影响后,实际比能量为170mAh/g。
实际比能量:170mAh/g,即每安时为0.00588公斤,按每公斤140元计算,每安时0.823元
3、电解液:电解液的注液量计算比较复杂,首先电解液要与正负极材料匹配,其次它的浓度、黏度、温度
等都会对电池的性能产生影响,而且注液少了,影响电池性能,注液多了会提升电池内阻,所以这
里只能根据理论模型进行测试。
2.5g=780.3mAh即每安时=0.003公斤,按每公斤400元计算,每安时为1.2元。
3.4g=826.5mAh即每安时=0.004公斤,按每公斤400元计算,每安时为1.6元。
这里取平均值,每安时需电解液1.4元。
4、隔膜:此项也是需要与电池设计等通盘考虑,这里仅选用日本某款电池设计的数据,每千瓦时17.7平
米,每安时(按3v折算)为0.0536平米,每平米按35元计算,即每安时用隔膜1.876元。
5、
1
2
2042.85%。
3
1
客观地说,直至目前锂离子动力电池的制造工艺、材料选型远没有固定下来。
就以最新的技术来说,据美国物理学家组织网8月4日(北京时间)报道,一个日本研究小组开发出一种能像电解液一样产生电流的固态电介质,并用其制造出了固态锂电池,其导电性可达到现有液态锂离子电池的水平。
研究人员表示,由于固体更紧密坚固,这种高导电性的固态锂电池能在更宽的温度范围下供电,抵抗物理损伤和高温的能力更强。
该技术可能摆脱电池对隔膜的依赖。
2、锂电池所需材料相关的材料制备技术
以纳米技术为代表的新材料制备技术的突破,对未来材料的改性奠定了良好的基础,势必增加材料的稳定性,提高了材料的可靠性与安全性。
这对降低成本、提高性价比很有帮助。
3、基础材料的日趋紧张
锂离子动力电池对特殊金属材料的依赖还是比较重的,随着产量的增加,对特殊金属的需求也会相应增加,势必造成材料成本的上升。
其实现在新材料在锂动力电池上的应用比较多,但多因为资源紧张而未达到产业化的要求。
因此,基础材料价格的不断上涨对于降低电池成本是极大的挑战。
七、随着工作的开展,会根据最新的电池设计情况,随时进行成本预测,为决策提供依据,同时也为制。