白铜锡无铅配方
白铜锡配方与铜锡合金电镀工艺
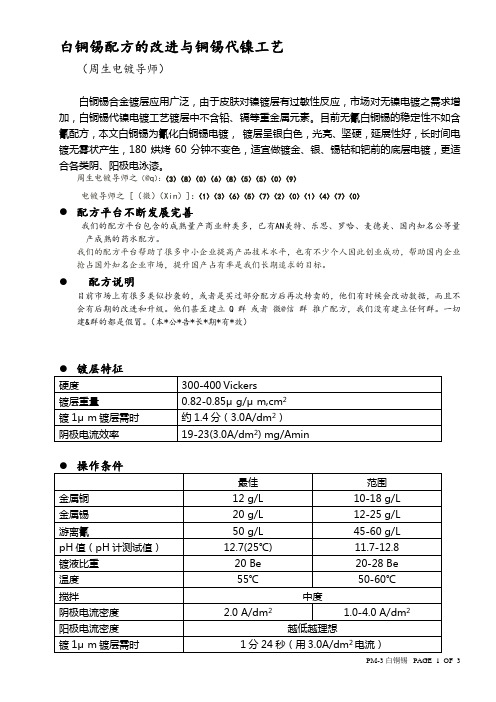
白铜锡配方的改进与铜锡代镍工艺(周生电镀导师)白铜锡合金镀层应用广泛,由于皮肤对镍镀层有过敏性反应,市场对无镍电镀之需求增加,白铜锡代镍电镀工艺镀层中不含铅、镉等重金属元素。
目前无氰白铜锡的稳定性不如含氰配方,本文白铜锡为氰化白铜锡电镀,镀层呈银白色,光亮、坚硬,延展性好,长时间电镀无雾状产生,180烘烤60分钟不变色,适宜做镀金、银、锡钴和钯前的底层电镀,更适合各类阴、阳极电泳漆。
周生电镀导师之(@q):(3)(8)(0)(6)(8)(5)(5)(0)(9)电镀导师之 [(微)(Xin)]:(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0)●配方平台不断发展完善我们的配方平台包含的成熟量产商业种类多,已有AN美特、乐思、罗哈、麦德美、国内知名公等量产成熟的药水配方。
我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
●配方说明目前市场上有很多类似抄袭的,或者是买过部分配方后再次转卖的,他们有时候会改动数据,而且不会有后期的改进和升级。
他们甚至建立Q群或者微@信群推广配方,我们没有建立任何群。
一切建&群的都是假冒。
(本*公*告*长*期*有*效)●镀液配制PM-3白铜锡可以直接使用,无需稀释或添加任何其他添加剂。
1、彻底清洗镀槽,然后用10%KOH 溶液加热至50℃,浸洗至少两小时,最后用清水冲洗干净;2、加入PM-3白铜锡开缸剂;3、加热至操作温度;4、检查PH值并做相应调整;用2-5A/dm2电流电解处理镀液,每升镀液处理30Amin便可开始生产。
●工作流程①基体:锌合金前处理→预镀铜→碱铜→酸铜→PM-3白铜锡代镍→镀金或银等②基体:铁件前处理→预镀铜→酸铜→PM-3白铜锡代镍→镀金或镀银等③基体:铜或其他合金前处理→酸铜→PM-3白铜锡代镍→镀金或银等●镀液维护①添加纯水以维持镀液的体积;②补充剂一套包括三种产品:1)PM-3白铜锡R1(1L装)2)PM-3白铜锡光亮剂A(200mL装)3)PM-3白铜锡光亮剂B(100mL装)三种皆为液体,每补充一套补充剂(即1L PM-3白铜锡R1和200mL PM-3白铜锡光剂A,100mL PM-3白铜锡光剂B),对应100g镀层重量。
无镍电镀工艺流程

无镍电镀操作流程及主要成份一、操作流程超声波清洗—预镀镍—镀铜—镀白铜锡—镀钯二、白铜锡工艺(无铅)1、主要成份氰化钾、氰化铜、锡盐、开缸课剂2、镀层成份铜55,锡45密度8。
5g/m3,85mg/dm2硬度500—600 vickers三、钯缸纯钯无铅白铜锡光剂通过SGS环保检测认证完全不含铅,符合殴盟ROHS标准。
无铅白铜锡光剂开缸量:0.1-0.3毫升/升,无铅白铜锡走位剂开缸量:0.5—1毫升/升,无铅白铜锡开缸剂开缸量:3-5毫升/升。
无铅白铜锡,其镀层银白雪亮,镀层成份55%铜,40%锡,5%锌,耐磨及防腐力好,硬度高(600HV0.05)脆性低,走位佳,沉积速度快,操作范围宽。
添加剂和镀层中绝不含铅等有毒金属,适合欧、美、日对有害金属管制下使用。
可作面色、镀金、银、钯、铑之前作底层电镀。
纯铜是玫瑰红色金属,表面形成氧化铜膜后呈紫色,故工业纯铜常称紫铜或电解铜。
密度为8-9g/cm3,熔点1083°C。
纯铜导电性很好,大量用于制造电线、电缆、电刷等;导热性好,常用来制造须防磁性干扰的磁学仪器、仪表,如罗盘、航空仪表等;塑性极好,易于热压和冷压力加工,可制成管、棒、线、条、带、板、箔等铜材。
纯铜产品有冶炼品及加工品两种铜具有高的正电位,铜不能置换氢,因此在空气、水溶液、非氧化性酸、有机酸和非氧化性有机化合物介质中均有良好的耐蚀性,特别是在流动的淡水和海水中具有优良的耐蚀性能。
铜易被氧化,在室温下铜的氧化能够缓慢的进行,生成氧化亚铜cu o,呈玫瑰红的颜色。
氧化亚铜呈极薄的一层,极其牢固地附着在铜的表面,不易剥离。
这层薄膜具有很强的保护作用,破坏后可以迅速再生。
这是铜及合金具有优良耐蚀性能的原因之一。
当温度高于250 c时,铜迅速被氧化,生成氧化铜cuo,呈黑色,它很容易使用酸洗办法除去。
1、绵球检测镍的问题2、镍检测的问题。
无镍电镀工艺流程
无镍电镀操作流程及主要成份一、操作流程超声波清洗—预镀镍—镀铜—镀白铜锡—镀钯二、白铜锡工艺(无铅)1、主要成份氰化钾、氰化铜、锡盐、开缸课剂2、镀层成份铜55,锡45密度8。
5g/m3,85mg/dm2硬度500—600 vickers三、钯缸纯钯无铅白铜锡光剂通过SGS环保检测认证完全不含铅,符合殴盟ROHS标准。
无铅白铜锡光剂开缸量:0.1-0.3毫升/升,无铅白铜锡走位剂开缸量:0.5—1毫升/升,无铅白铜锡开缸剂开缸量:3-5毫升/升。
无铅白铜锡,其镀层银白雪亮,镀层成份55%铜,40%锡,5%锌,耐磨及防腐力好,硬度高(600HV0.05)脆性低,走位佳,沉积速度快,操作范围宽。
添加剂和镀层中绝不含铅等有毒金属,适合欧、美、日对有害金属管制下使用。
可作面色、镀金、银、钯、铑之前作底层电镀。
纯铜是玫瑰红色金属,表面形成氧化铜膜后呈紫色,故工业纯铜常称紫铜或电解铜。
密度为8-9g/cm3,熔点1083°C。
纯铜导电性很好,大量用于制造电线、电缆、电刷等;导热性好,常用来制造须防磁性干扰的磁学仪器、仪表,如罗盘、航空仪表等;塑性极好,易于热压和冷压力加工,可制成管、棒、线、条、带、板、箔等铜材。
纯铜产品有冶炼品及加工品两种铜具有高的正电位,铜不能置换氢,因此在空气、水溶液、非氧化性酸、有机酸和非氧化性有机化合物介质中均有良好的耐蚀性,特别是在流动的淡水和海水中具有优良的耐蚀性能。
铜易被氧化,在室温下铜的氧化能够缓慢的进行,生成氧化亚铜cu o,呈玫瑰红的颜色。
氧化亚铜呈极薄的一层,极其牢固地附着在铜的表面,不易剥离。
这层薄膜具有很强的保护作用,破坏后可以迅速再生。
这是铜及合金具有优良耐蚀性能的原因之一。
当温度高于250 c时,铜迅速被氧化,生成氧化铜cuo,呈黑色,它很容易使用酸洗办法除去。
1、绵球检测镍的问题2、镍检测的问题。
无铅锡膏成分配比一览表
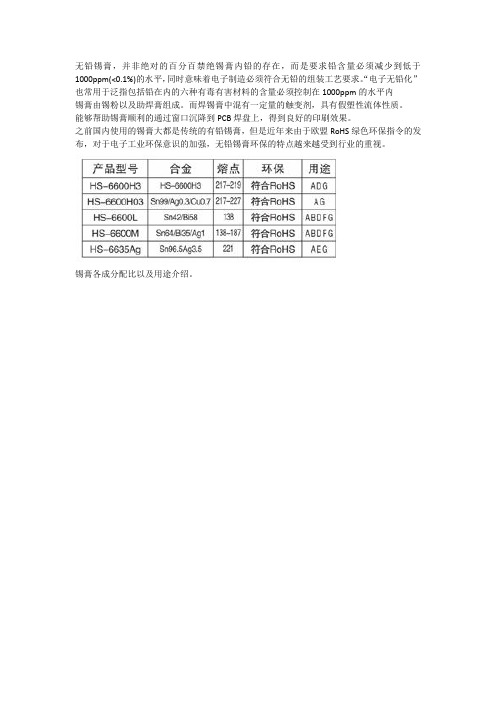
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
无铅选择:锡

无铅选择:锡/银/铜/铋系统“最佳化学成分(93.3Sn/3.1Ag/3.1Bi/0.5Cu)提供更高的强度,以及比63Sn/37Pb高大约200%的疲劳寿命。
”锡/银/铜/铋的最佳化学成分,从SMT制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
最佳化学成分在锡/银/铜/铋系统中的三个元素都会影响所得合金的熔点1,2。
目标是要减少所要求的回流温度;找出在这个四元系统中每个元素的最佳配剂,同时将机械性能维持在所希望的水平上,这是难以致信的复杂追求,也是科学上吸引人的地方。
以下是在实际配剂范围内一些有趣的发现(所有配剂都以重量百分比表示):∙熔化温度随着铜的增加而下降,在0.5%时达到最小。
超过0.5%的铜,熔化温度几乎保持不变。
∙类型地,当增加银时熔化温度下降,在大约3.0%时达到最小。
当银从3.0%增加到4.7%时合金熔化温度的减少可以忽略。
∙铋对进一步减少熔化温度起主要作用。
可是,可加入的铋的量是有限的,因为它对疲劳寿命和塑性有非常大的破坏作用。
适当的铋的量大约为3~3.5%。
美国专利 5,520,752 透露了一种从锡/银/铋/铜所选的无铅合金:在重量上,大约86~97%的锡、大约0.3~4.5%的银、大约0~9.3%的铟、大约0~4.8%的铋和大约0~5%的铜。
3在3.0~3.1%的铋和3.0~3.4%的银、0.5%的铜时,最有效地增加疲劳寿命。
再增加任何铜都不会影响疲劳寿命。
当铋保持在3~3.1%和铜在0.5~2%时,3.1%的银是达到最大疲劳寿命的最有效的配剂。
在系统化设计出来的化学成分之中,显示所希望性能的最好平衡,即,熔化温度、强度、塑性和疲劳寿命。
基本的特性与现象基于Sn/Ag与Sn/Cu的二元相图,银与锡之间的相互作用形成一种Ag3Sn的金属间化合物,而铜与锡反应形成Cu6Sn5的金属间化合物。
对锡/铋相互作用,预料铋原子作为替代原子进入晶格位置达1.0%;超过1.0%之后,铋原子作为独立的第二相沉淀出来。
无铅焊锡与有铅焊锡工艺特点

无铅焊锡与有铅焊锡工艺特点
无铅焊锡与传统有铅焊锡的区别主要是无铅焊锡内不含铅。
常用的无铅焊锡成份:
1)Sn-Ag (锡+银, 96-98%锡)
2)Sn-Cu (锡+铜, 96%锡)
3)Sn-Ag-Cu (锡+银+铜, 93-96%锡)
4)Sn-Ag-Bi (锡+银+铋, 90.5-94%锡)
5)Sn-Ag-Bi-Cu (锡+银+铋+铜, 90-94%锡)
由于无铅焊锡与传统焊锡成分不同,使得无铅焊锡的溶点比传统焊锡高。
常用的传统焊锡分为(63%锡+37%铅)和(60%锡+40%铅)两种,其中63/37有铅焊锡溶点为183℃,凝固点同样为183℃,此焊锡从液态冷却到固态(或相反)的温度点相同,不会出现胶态。
而60/40有铅焊锡溶点为191℃,凝固点为183℃,此焊锡从液态冷却到固态(或相反)有8℃的温度范围,在此范围形成胶态。
无铅焊锡溶点范围从217℃到226℃。
因此无铅焊锡需要比原来更高的焊接温度,焊接温度提高使得对焊接工具和
设备以及被焊接器件提出了较高的温度要求。
电镀白铜锡配方
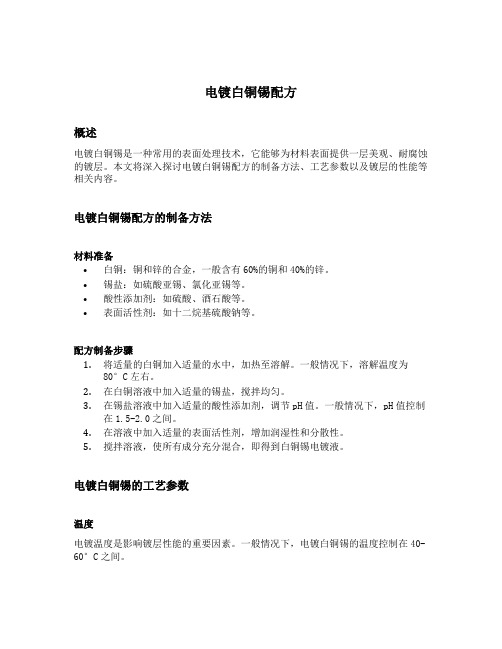
电镀白铜锡配方概述电镀白铜锡是一种常用的表面处理技术,它能够为材料表面提供一层美观、耐腐蚀的镀层。
本文将深入探讨电镀白铜锡配方的制备方法、工艺参数以及镀层的性能等相关内容。
电镀白铜锡配方的制备方法材料准备•白铜:铜和锌的合金,一般含有60%的铜和40%的锌。
•锡盐:如硫酸亚锡、氯化亚锡等。
•酸性添加剂:如硫酸、酒石酸等。
•表面活性剂:如十二烷基硫酸钠等。
配方制备步骤1.将适量的白铜加入适量的水中,加热至溶解。
一般情况下,溶解温度为80°C左右。
2.在白铜溶液中加入适量的锡盐,搅拌均匀。
3.在锡盐溶液中加入适量的酸性添加剂,调节pH值。
一般情况下,pH值控制在1.5-2.0之间。
4.在溶液中加入适量的表面活性剂,增加润湿性和分散性。
5.搅拌溶液,使所有成分充分混合,即得到白铜锡电镀液。
电镀白铜锡的工艺参数温度电镀温度是影响镀层性能的重要因素。
一般情况下,电镀白铜锡的温度控制在40-60°C之间。
电流密度电镀时的电流密度决定了电镀速度和镀层的厚度。
较高的电流密度会加快电镀速度,但也容易导致不均匀的镀层。
一般情况下,电流密度控制在1-5 A/dm²之间。
时间电镀时间与电镀层的厚度直接相关。
较长的电镀时间会得到较厚的镀层,但过长的时间可能导致镀层粗糙。
一般情况下,电镀时间控制在5-20分钟之间。
搅拌速度搅拌速度对液体中的成分均匀分布起到重要作用。
合适的搅拌速度可以保持液体的均匀性,获得均匀且致密的镀层。
一般情况下,搅拌速度控制在100-200转/分钟之间。
电镀白铜锡镀层的性能外观良好的电镀白铜锡应具有光亮度高、颜色均匀的特点,表面不应有明显的气泡、缺陷和污染。
耐腐蚀性白铜锡镀层应具有良好的耐腐蚀性能,能够在腐蚀介质中保护基材不被腐蚀。
黏附力白铜锡镀层应具有良好的黏附力,能够牢固地附着在基材表面,不易剥落。
密度高质量的白铜锡镀层应具有较高的密度,能够提供良好的屏蔽性能和导电性能。
666滚镀无铅白铜锡电镀工艺及其故障处理

666滚镀无铅白铜锡电镀工艺及其故障处理随着全球范围内无铅化进程的推进和生产技术的发展,越来越多的国家(包括中国)加入到WTO这个大家庭中。
实施可持继发展战略,保护环境以及保障劳工健康已成为全人类的共同呼声。
基于对生态环境的保护,欧盟WEEE/RoHS法案已通过禁止铅和其它有害物质使用,欧洲议会和理事会于2003年1月出版《报废电子电气设备指令》(WEEE)与《关于在电子电气设备中限制使用某些有害物质指令》(RoHS)两条指令,其中WEEE指令对废弃物处理流程进行了优化,从而降低了对自然资源的浪费,并可防止污染发生,WEEE指令解决了产品寿命终止(EOL)阶段的问题,RoHS指令则解决了产品设计阶段的问题,从而阻止因为使用上述有害物质对环境与健康造成的不利影响。
欧盟RoHS环保指令是欧盟国家对所有产品无论是原材料的使用、还是生产加工过程,都将最大限度地不再应用包括铅、镉、汞、铬(六价)、多溴联苯PBB、多溴二苯醚PBDE六种有害物质。
被称为是“牵动全球制造业神经的指令”,颁布于2003年2月13日,已在2006年7月1日正式开始实施。
RoHS指令的主要目的在于对电气与电子设备中有害物质的限制,从而保护人类健康,并保证对废弃物进行合理的回收与处理,以保护环境。
RoHS是欧盟设置的一种检验标准。
中国已制定适合本国同情的RoHS。
即《电子信息产品污染控制管理办法》。
《电子信息产品污染控制管理办法》已于2006年2月28日颁布,2007年3月1日开始实施。
如果进口欧盟的电器产品达不到该标准,将无法进入海关。
因此,随着全球范围内无铅化进程的推进,汉霖公司产品666滚镀无铅白铜锡电镀必将被服装辅料五金,箱包配件五金,汽车五金电子,家用五金电子电镀行业普遍采用。
无铅焊料的组织成分

无铅焊料的组织成分3.1 无铅焊料的组织分类按已采用的几种候补合金,无铅焊料(包含波峰焊用、回流焊用、基板修正用等)可分为以下四个类型。
( 1 ) Sn-Ag 系( 2 ) Sn -Bi 系( 3 ) Sn-Zn 系( 4 ) Sn -Cu 系实际上,二元系合金要成为能满足各种特性的基本焊料是不完善的,例Sn-Ag 合金添加百分之一以下或百分之几的Bi 和Cu ,组成多元化形式的无铅焊料。
但是,大体上焊料合金组织不会受添加元素的影响,反映出基本的二元系组织。
下面对代表性的无铅焊料组织特征进行归纳,但是对数据不足的Sn-Cu 系合金,其Cu 量由0.7wt%组成共晶,组织形式为Sn/Cu6Sm 共晶,微量的Cu 不能明显地观察其组织成分,本节暂时省略。
3.2 Sn-Ag 系合金的组织成分Sn-Ag 系焊料,作为高熔点焊料已经开始以无铅焊料角色进入实用阶段,特别是其固有的微细组织、优良的机械特性和使用的可靠性,成为明显的替代合金焊料为用户接受。
图3.1 是Sn-Ag 二元合金的状态图和合金组织的SEM 照片,照片上白色的微粒子为Ag3Sn ,该合金Ag 量在3.5wt%时形成共晶点。
在这个Ag 量组成以下的成为亚共晶,组成以上的成为过共晶,在照片上已充分地说明了其组织特征。
这个合金组织表示了1Lm 以下的细密Ag3Sn 在Sn矩阵型基体中呈分散状的分散强化合金,由图3.1 的照片可以看到Ag3Sn 的粒子。
照片只是一个截面组织,实际上具有相当长的纤维状。
图3.2 是Ag3sn 示分散状态下的TEM 照片,As3sn 具有Sn母相及其特定的方位关系,两者界面有良好的结晶匹配性,Ag3Sn 在数Dam 大小的环上分散,环内部大体上保持无结晶的形态,晶粒直径同其他焊料相同为数拾1Lm 大小,各个环状并不表示晶界,但是环状的形成会阻碍Ag3Sn 的变位,可以说形成了一种亚晶界。
Sn-Ag 系合金具有优良的机械特性,Ag-Sn 的微细分散状和亚晶界的形成,从组成的Sn-AR二元系合金状态图上。
铜锡锌三元合金电镀添加剂

铜锡锌三元合金电镀添加剂
(厚白铜锡电镀添加剂)
工艺配方
范围标准
氰化亚铜10~15克/升12克/升
锡酸钠35~75克/升35克/升
氰化钾(游离) 40~60克/升48克/升
氢氧化钾14~22克/升18克/升
碳酸钾20克/升20克/升
开缸剂40毫升/升
光亮剂A 10毫升/升
光亮剂B 10毫升/升
温度50~55℃
阴极电流密度0.1~2.0安培/平方分米
沉积速度在2.0安培/平方分米下约0.3微米/分钟
循环过滤、良好的搅动
镀层:铜锡锌合金比例: 50~60%铜、25~35%锡、10~20%锌
(决定于电流密度及溶液成分)
镀层颜色: 银白色
磁性测验: 抗磁
均镀能力、深镀能力优于镀镍
配制方法:
1:将相当于氰化亚铜量1:1.4倍的氰化钾溶于40℃左右的温水中,然后在搅拌下逐渐加入氰化亚铜,使之溶解,倒入缸中。
2:将氢氧化钾溶解于去离子水后,加温至沸腾,然后在搅拌下加入锡酸钠,使之全部溶解再倒入缸中。
3:加入余下的氰化钾,加去离子水到位,加入1~3克/升活性碳处理、过滤。
加入开缸剂、光亮剂A、光亮剂B,小电流处理数小时,即可进行试镀。
无铅白铜锡HXS300
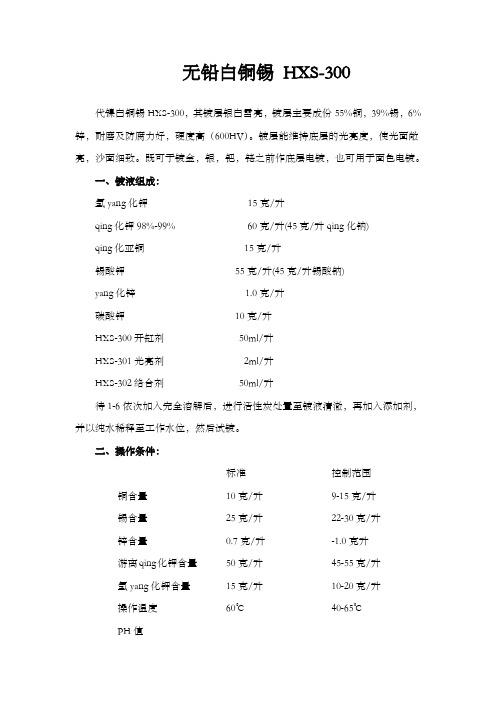
无铅白铜锡HXS-300代镍白铜锡HXS-300,其镀层银白雪亮,镀层主要成份55%铜,39%锡,6%锌,耐磨及防腐力好,硬度高(600HV)。
镀层能维持底层的光亮度,使光面敞亮,沙面细致。
既可于镀金,银,钯,铑之前作底层电镀,也可用于面色电镀。
一、镀液组成:氢yang化钾15克/升qing化钾98%-99% 60克/升(45克/升qing化钠)qing化亚铜15克/升锡酸钾55克/升(45克/升锡酸钠)yang化锌 1.0克/升碳酸钾10克/升HXS-300开缸剂50ml/升HXS-301光亮剂2ml/升HXS-302络合剂50ml/升待1-6依次加入完全溶解后,进行活性炭处置至镀液清澈,再加入添加剂,并以纯水稀释至工作水位,然后试镀。
二、操作条件:标准控制范围铜含量10克/升9-15克/升锡含量25克/升22-30克/升锌含量0.7克/升-1.0克升游离qing化钾含量50克/升45-55克/升氢yang化钾含量15克/升10-20克/升操作温度60℃40-65℃PH值操作情形:工件转动需要过滤滤芯≤10微米,每小时过滤最小2-3次电流密度1安培/平方分米阳极电流密度最大1安培/平方分米沉积率接近微米/分钟在1安培/平方分米沉积量按近克/安培小时在1安培/平方分米电流效率接近90%镀层密度接近克/立方厘米每公升的电流负荷在持续负荷下最大为安培/升镀层最大厚度5微米镀层厚度/电镀时刻计算:镀层合金重量(毫克)=面积(平方厘米)X X 镀层厚度(微米)电镀时刻(分)=镀层合金重量(毫克)/ / 电流(安培)三、补充方式:每100安培小时或6000安培分钟(合金重为125克)需补充qing化亚铜65克锡酸钾125克yang化锌15克HXS-301# 75ml-125mlHXS-302# 150ml-250ml每公升缸液电镀安培小时需补充一次。
如镀层需高温烘烤(如:加电泳漆或叻架),可适当加入增白剂1-3毫升/升。
可行的无铅焊膏成分
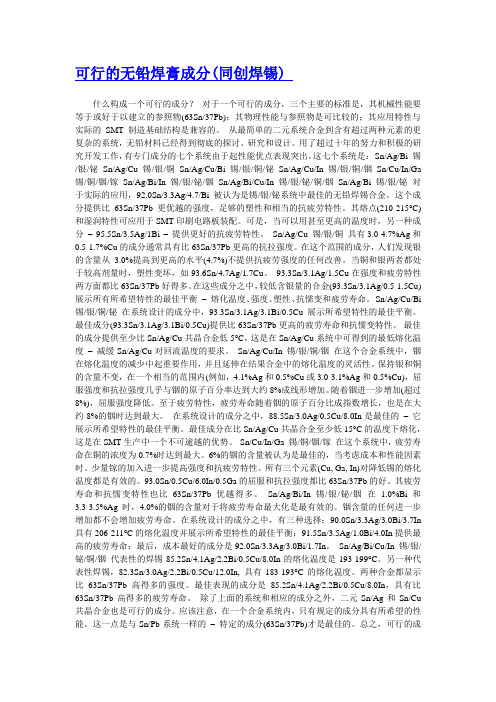
可行的无铅焊膏成分(同创焊锡)什么构成一个可行的成分?对于一个可行的成分,三个主要的标准是,其机械性能要等于或好于以建立的参照物(63Sn/37Pb);其物理性能与参照物是可比较的;其应用特性与实际的SMT制造基础结构是兼容的。
从最简单的二元系统合金到含有超过两种元素的更复杂的系统,无铅材料已经得到彻底的探讨、研究和设计。
用了超过十年的努力和积极的研究开发工作,有专门成分的七个系统由于起性能优点表现突出。
这七个系统是:Sn/Ag/Bi 锡/银/铋Sn/Ag/Cu 锡/银/铜Sn/Ag/Cu/Bi 锡/银/铜/铋Sn/Ag/Cu/In 锡/银/铜/铟Sn/Cu/In/Ga 锡/铜/铟/镓Sn/Ag/Bi/In 锡/银/铋/铟Sn/Ag/Bi/Cu/In 锡/银/铋/铜/铟Sn/Ag/Bi 锡/银/铋对于实际的应用,92.0Sn/3.3Ag/4.7/Bi被认为是锡/银/铋系统中最佳的无铅焊锡合金。
这个成分提供比63Sn/37Pb更优越的强度,足够的塑性和相当的抗疲劳特性。
其熔点(210-215°C)和湿润特性可应用于SMT印刷电路板装配。
可是,当可以用甚至更高的温度时,另一种成分–95.5Sn/3.5Ag/1Bi –提供更好的抗疲劳特性。
Sn/Ag/Cu 锡/银/铜具有3.0-4.7%Ag和0.5-1.7%Cu的成分通常具有比63Sn/37Pb更高的抗拉强度。
在这个范围的成分,人们发现银的含量从3.0%提高到更高的水平(4.7%)不提供抗疲劳强度的任何改善。
当铜和银两者都处于较高剂量时,塑性变坏,如93.6Sn/4.7Ag/1.7Cu。
93.3Sn/3.1Ag/1.5Cu在强度和疲劳特性两方面都比63Sn/37Pb好得多。
在这些成分之中,较低含银量的合金(93.3Sn/3.1Ag/0.5-1.5Cu)展示所有所希望特性的最佳平衡–熔化温度、强度、塑性、抗懦变和疲劳寿命。
Sn/Ag/Cu/Bi 锡/银/铜/铋在系统设计的成分中,93.3Sn/3.1Ag/3.1Bi/0.5Cu展示所希望特性的最佳平衡。
厚白铜锡
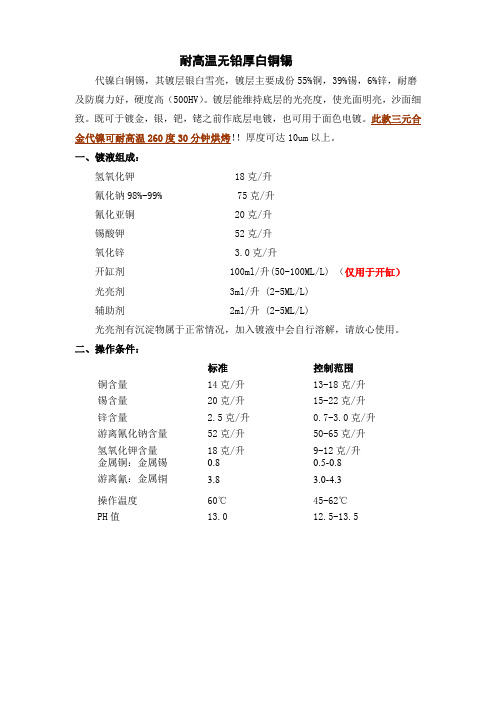
耐高温无铅厚白铜锡代镍白铜锡,其镀层银白雪亮,镀层主要成份55%铜,39%锡,6%锌,耐磨及防腐力好,硬度高(500HV)。
镀层能维持底层的光亮度,使光面明亮,沙面细致。
既可于镀金,银,钯,铑之前作底层电镀,也可用于面色电镀。
此款三元合金代镍可耐高温260度30分钟烘烤!!厚度可达10um以上。
一、镀液组成:氢氧化钾 18克/升氰化钠98%-99% 75克/升氰化亚铜 20克/升锡酸钾 52克/升氧化锌 3.0克/升开缸剂 100ml/升(50-100ML/L) (仅用于开缸)光亮剂 3ml/升 (2-5ML/L)辅助剂 2ml/升 (2-5ML/L)光亮剂有沉淀物属于正常情况,加入镀液中会自行溶解,请放心使用。
二、操作条件:标准控制范围铜含量14克/升13-18克/升锡含量20克/升15-22克/升锌含量 2.5克/升0.7-3.0克/升游离氰化钠含量52克/升50-65克/升氢氧化钾含量18克/升9-12克/升金属铜:金属锡0.8 0.5-0.8游离氰:金属铜比率3.80.73.0-4.30.4—0.8操作温度60℃45-62℃PH值13.0 12.5-13.5操作情况:工件转动需要过滤滤芯≤10微米,每小时过滤最小2-3次电流密度1安培/平方分米阳极电流密度最大1安培/平方分米沉积率接近0.31微米/分钟在1安培/平方分米沉积量按近1.45克/安培小时在1安培/平方分米电流效率接近90%镀层密度接近8.2克/立方厘米每公升的电流负荷在持续负荷下最大为0.3安培/升镀层最大厚度5微米镀层厚度/电镀时间计算:镀层合金重量(毫克)=面积(平方厘米)X 0.82 X 镀层厚度(微米)电镀时间(分)=镀层合金重量(毫克)/ 24.17 / 电流(安培)三、开缸方法(以配比100升镀液计)1、用2%氢氧化钾清洗镀槽和过滤泵2小时,彻底清洗槽,注入50升纯水,加温至50℃。
2、称取氰化钠7.5公斤,倒入槽中完全溶解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白铜锡889
(无铅配方)
白铜锡889能镀出一层银白色之光亮白铜锡合金,具有柔软及光泽,而且有高度防腐能力,达至欧洲无铅无镍RoHS标准。
此镀液能适用于挂镀或滚镀,是装饰性行业最佳选择。
滚镀开缸方法(每一公升计)
纯水700毫升
氰化钠55克
氰化亚铜 14克
白铜锡锌盐889ZT 1.8克(先溶于高温氢氧化钾溶液)
氢氧化钾14克
白铜锡锡盐889T 33克
待完全溶解后,进行活性炭处理至清澈,然后加入70毫升/升白铜锡开缸剂889M,1毫升/升白铜锡光亮剂889B及1毫升/升白铜锡湿润剂889W,并以纯水加至工作水位,然后试镀。
操作条件最佳范围
金属铜10克/升8-14克/升
金属锡13克/升 12-15克/升
金属锌1克/升 0.7-1.3克/升
氢氧化钾 14克/升13-15克/升
游离氰化钠32克/升28-35克/升
pH 11以上11-13
温度 45℃43-50℃
阴极电流密度1A/dm20.25-2A/dm2
阳极电流密度 0.5A/dm20.25-2A/dm2
阳极不锈钢或石墨阳极
搅拌机械摇摆及循环过滤
镀率20毫克/安培分钟,1微米/6分钟(1 A/dm2)滚镀
挂镀开缸方法(每一公升计)
纯水 700毫升
氰化钠60克
氰化亚铜 15克.
白铜锡锌盐889ZT 2.8克(先溶于高温氢氧化钾溶液)
氢氧化钾 20克
白铜锡锡盐889T 50克
待完全溶解后,进行活性炭处理至清澈,然后加入70毫升/升白铜锡开缸剂889M,1毫升/升白铜锡光亮剂889B及1毫升/升白铜锡湿润剂889W,并以纯水加至工作水位,然后试镀。
操作条件最佳范围
金属铜11克/升10-13升
金属锡20克/升18-25克/升
金属锌 1.5克/升 1-1.5克/升
氢氧化钾 20克/升18-22克/升
游离氰化钠38克/升35-43克/升
pH 11以上11-13
温度 50℃45-55℃
阴极电流密度2A/dm20.25-3A/dm2
阳极电流密度0.5A/dm20.25-2A/dm2
阳极不锈钢或石墨阳极
搅拌机械摇摆及循环过滤
镀率20毫克/安培分钟,0.43微米/分钟(2 A/dm2)挂镀补充方法
每镀出100克合金(约3500安培分钟),须添加:
白铜锡开缸剂889M 40毫升
白铜锡光亮剂889B 200毫升
白铜锡湿润剂889W 5毫升
白铜锡锡盐889T 150克
氰化亚铜 85克
氢氧化钾按分析添加
氰化钠按分析添加
设备
镀缸:PP,PE耐高温材料
加热:不锈钢电热笔配恒温控制
电源:6VDC稳压稳流连安培分钟计
技术参考
镀层
成分:铜55%,锡45%
密度:8.5克/立方厘米,85毫克/平方分米=1微米
硬度:500-650Vickers
特点:光亮及低气孔率镀层,具良好耐磨度及防腐能力
1. 添加1克/升氰化亚铜可提高含量0.7克/升。
2. 添加2.5克/升白铜锡锡盐889T可提高锡含量1克/升。
3. 添加4毫升/升白铜锡锌浓缩液889ZS可提高锌含量0.1克/升。
可根据以下方式控制:
偏黄镀层
铜含量锡含量氢氧化钾氰化钠温度搅拌
偏白镀层
注:箭头或代表数值增大
故障及解决方法
1、白铜锡889挂镀使用过程中常见故障及解决方法(钠盐配方)。