内模与模框角位倒角标准-A0
倒角标准及规范(标准相关)
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
倒角标准及规范The Standardization Office was revised on the afternoon of December 13, 2020本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
当前版本更改次数更改日期最新更新作者作者&创建日期审核&审核日期会签&日期批准&日期更新次数更新日期修订作者主要修订摘要第一版本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;d <3 3-6 6-10 10-18 18-30 30-50C或R 0.2 0.4 0.6 0.8 1.0 1.6d 50-80 80-120 120-180 180-250 250-320 320-400C或R 2.0 2.5 3.0 4.0 5.0 6.0d 400-500 500-630 630-800 800-1000 1000-1250 1250-1600C或R 8.0 10 12 16 20 25(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范

本标准适用我公司所有加工件、部套.1。
倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0。
5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3。
如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺.企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角.4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0。
1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1—1.5)*45°d≥φ80 倒角(1。
5—2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
模具式样书-A0
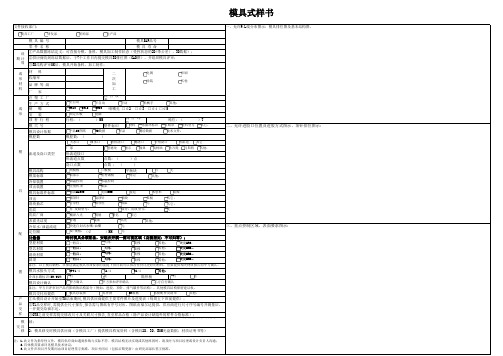
材 料收缩率品 牌 等 级厂 家注 塑 工 厂机 台 设备生 产 方 式喷 嘴安 装顶 杆 行 程机 台 吨位模 穴 号塑件标识模具设计依据模腔数厂家热流道接口热流道点数浇口点数模具结构平衡块模架标准冷却装置顶出装置模具标准件标准顶出滑块抽芯皮纹皮纹厂商表面光洁度冷却水/油温流道定位圈计数器型腔材质型芯材质滑块材质斜顶模具水接头方式冷却水路标识(IN/OUT)模具设计确认模具交付应提供模具式样书零 件 名 称③3D结构评审OK后,模具开始备料、加工制作;成形材料①产品数据冻结定义:可直接分模、备料、模具加工制作状态(受控状态的2D(带公差)、3D数据);一、允许P.L线分布图示:模具排位图及基本结构图。
模具SAP品号 喷嘴孔 □¢2 □¢3 □¢4 □¢5注:1.此文件为指导性文件,模具供应商如遇到参数与实际不符、模具结构无法实现或其他原因时,请及时与项目经理或设计负责人沟通;2.具体模具要求详见模具技术协议;3.此文件在项目开发期间由项目经理签字批准,项目关闭后(包括后期更新)由研发部部长签字批准。
③OTS之前交样需提交修改尺寸及关联尺寸报告,直至样品合格(除产品设计缺陷外的样件合格标准);成形模 具 寿 命吨位:( )T 文件接收部门:设计周期②供应商收到冻结数据后,于7个工作日内提交模具3D排位图(CAD图),并组织模具评审;模 具 编 号模腔数:( )模具移交隔热板①从模具设计开始至T0结束期间,模具供应商提供主要零件照片及进度表(每周五下班前提供);模具配置2:模具移交时模具供应商(含模具工厂)提供模具档案资料(含模具2D、3D、BOM光盘数据;材质证明书等)产品交样行程:( )MM 二次加工1:研发项目主导模具验收,模具验收合格以后,须向模具供应商(含模具工厂)提交验收单,办理模具资产转移手续;备注:以上模具钢材,在保证满足模具寿命要求的前提下供应商可以推荐性价比更好的材料,但要提供相关材质报告给甲方确认。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范40225
本标准适用我公司所有加工件、部套;1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角,各边倒角①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸;②各边倒角:图纸上无特别标注尖角的,所有边倒角;③沿周倒角:常指某一特征如R角、C角沿着所指出的某一轮廓轨迹特征加工倒角;3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺;企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角;②根据零件材质及零件使用功能分类:如材质为45的零件一般为辅助零件,皆应倒角;4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工C倒角:45°;②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;d为直径或板面厚度⑤图纸画出倒角而未标注的为未注倒角;未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C45°,C=内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角45°Φ20<d<φ80 倒角45°d≥φ80 倒角45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角45°Φ20≤d<φ80 倒角2-345°d≥φ80 倒角3-545°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角;⑧工艺图应考虑粗加工及半精加工时倒角应放余量的具体尺寸,无工艺图由操作工参考标准执行;⑨操作上应考虑加工的顺序和刀具的磨损,避免倒角后仍有翻边毛刺的情况;⑩零件配合时倒圆、倒角应遵循的原则为:A. 内角倒圆,外角倒角时,C>RC为倒角大小,R为倒圆半径B.内角倒圆,外角倒圆时,Ra>RRa为外角倒圆半径,R为内角倒圆半径C.内角倒角,外角倒圆时,C<C为倒角大小,R为外角倒圆半径D.内角倒角,外角倒角时,Ca>CCa为外角倒角大小,C为内角倒角大小⑪关于零件内角问题,应遵循以下原则:A.需要清角的内角,技术图纸必须标注;B.当图纸未标注清角时,内尖角以R3弧过渡;当出现刀具长度不能满足R3倒角时,反馈设计人员征询技术解决方案;上述关系装配时,内角与外角取值要适当,外角倒角或倒圆取值过大会影响零件工作面,内角倒角或倒圆取值过小会产生应力集中;参考资料:国家标准GB/T 零件倒圆与倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范【范本模板】
本标准适用我公司所有加工件、部套。
1。
倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸.②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角.3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0。
1d—0。
15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0。
5—1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1。
5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1。
倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0。
5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸.②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角.3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角.②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4。
倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°).②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角.未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0。
15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5—1)*45°Φ20<d<φ80 倒角(1—1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5—1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3—5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C 倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
模架加工标准-20170802
文件管理履历INJELIC密以下为英联加工标准1.1模框精度要求:前后模框偏移方向一致X≤300mm 300<X≤600 1.2模板倒角见下图:模架产度L 基准倒角模具棱边倒角顶出棱边倒角L<800 C=10 C=3 C=3L≥800 C=15 C=5 C=31.3所有模架及附件板应进行防锈处理,涂抹防锈油。
1.4各模板表面无擦伤、毛刺、凹坑、焊迹。
1.5水井攻牙标准,按照英联标准加工。
见下图:隔水片丝堵参数表1.6模架中所有导套,热流道导套,针板导套,支撑柱数量统计。
所有表格中配件按照3D数据全部配回,定位销以及螺丝按照模架厂标准配回,导柱与导套配合公差按照龙记标准加工。
(特殊配件设计PPT指明)1.7水路攻牙标准见下表:(按照3D数据中扩孔的大小决定攻牙的大小)1.8水井加工公差要求如下:模架厂加工水井公差±0.05mm。
H1深度公差0~+1.5mm,要求沉台平底,丝堵攻牙有效深度到位。
1.9水井加工要求如下:水井编码NC直接加工宽1mm深0.5mm隔水片方向标示按数据NC加工模架厂加工此类水井斜面为防止尖角损坏密封圈,模架厂加工避空沉台、丝堵孔、倒角到位,与水井同心,水井直径公差±0.05mm。
(有单一角度得斜水井)2 销钉及销钉孔注意事项2.1模架上的销钉孔与销钉标准配合公差为H7/m6,其相对位置度为±0.02MM。
需要调节的定位销3D不踩,回厂钳工调节后整体配做。
2.2销钉孔的加工公差尺寸尽量往上偏差靠,销钉的公差尽量往下偏差做,但必须在公差范围以内。
2.3同一副模具相同作用的销钉长度必须一样,不允许长短不一。
3 模架中直顶、斜顶导向孔公差要求。
3.1斜顶座在ERP板上开框需加工差顶针沉台深度3D数据已经加深0.05mm,加工深度控制在0——+0.05mm 。
4热流道部分公差要求4.1热嘴孔可按照3D数据单边留1mm量进行开粗,其余部分精加工到位。
见下图:口部封胶面开粗单边留1mm余量4.2热流道注意事项一如下:避空段封水段模架厂加工热流道避空段到位,精加工封水段光洁度要达到封水效果,注意直径公差要求+0.03~+0.1mm模架厂热流道定位段注意普通NC加工精度,注意直径公差要求+0.02~+0.05mm,太深回厂加工回厂放电加工热流道注意事项二如下:避空段封胶段模架厂此类大水口热流道,背部避空孔加工到位.模架厂此斜面为避空位,可钻床加工加深0~1mm。
倒角标准及规范(完整资料).doc
【最新整理,下载后即可编辑】本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
模具不同部位直角处理方式和R角取值原则
模具不同部位直角处理方式和R角取值原则模具上倒R角,是每个设计师都知道的事情,我看过很多模具图,真正能把R角倒得合适的人很少。
做设计的人,在工作中,常常会听到这样的话,R角能倒大,绝不倒小。
但,什么样的大,才算是大?如果倒R8,有人问,能不能倒R10?好像也可以。
那么,能不能倒R12呢?好像也行。
于是,设计与工艺之间的冲突就在这里产生了。
每次别人总能说你的R倒得不合适,但,这个事情,好像自己也没办法说服人家。
那个,倒R角有没一个参考的标准?不同的位置,取值多少比较合适,我们是怎么去判断的呢?R角,无非就是对模具中直角部位的处理方中其中的一种,主要起到方便加工,或增加强度,减小应力的作用。
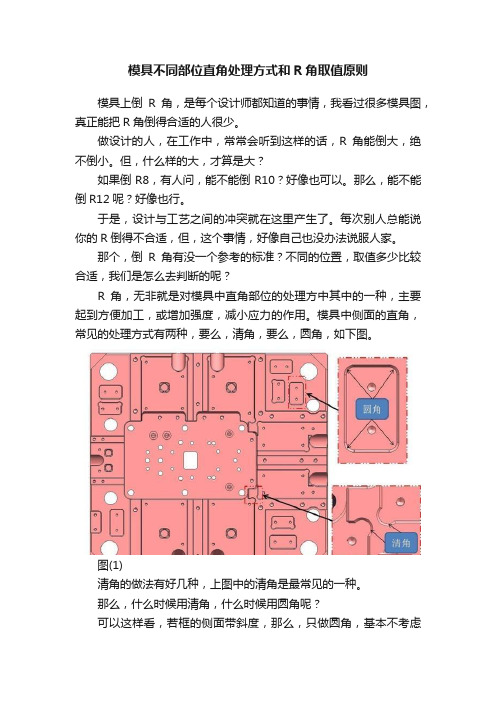
模具中侧面的直角,常见的处理方式有两种,要么,清角,要么,圆角,如下图。
图(1)清角的做法有好几种,上图中的清角是最常见的一种。
那么,什么时候用清角,什么时候用圆角呢?可以这样看,若框的侧面带斜度,那么,只做圆角,基本不考虑清角的方式,特殊情况除外。
若框的侧面是直身的,无斜度的,那么,既可以做清角,又可以做圆角。
在既可以做清角,又可以做圆角时,就得评判模具上该位置的强度。
一般来说,做清角会影响强度时,则只能采用圆角的方式。
如下图。
图(2)同样是开框,左边框采用了清角的方式,右边采用了圆角的方式。
明显,左侧的清角处与导套很近,影响导套位置侧面的厚度,而右侧圆角则没有这个问题存在。
若两种方式,对模具的强度均无影响,那么,优先考虑清角。
为啥?清角可以减少加工量。
就拿模框来说,若采用清角的方式,模仁四个角可以不加工圆角,省事。
若采用圆角,那模仁四个角必须加工圆角。
上面的内容,是从模具整体出发,针对模具上直角常见的两种处理方式的选择技巧。
那么,R角或清角值的选择有哪些是需要遵循的呢?这里,咱们需要先来了解一点加工知识,刀具。
数控加工中,无论什么样的刀,它在加工时,是主轴带动刀具旋转切削,旋转所产生的结果是圆。
所以,以切削的方式,加工出来的零件,侧面产生不了直角,会留下圆角。