砂轮形状
工具磨床用砂轮的分类及性能介绍

工具磨床用砂轮的分类及性能介绍一、工具磨床砂轮介绍砂轮是磨削的主要工具,它是由磨料和结合剂构成的多孔物体。
其中磨料、结合剂和孔隙是砂轮的三个基本组成要素。
随着磨料、结合剂及砂轮制造工艺等的不同,砂轮特性可能差别很大,对磨削加工的精度、粗糙度和生产效率有着重要的影响。
因此,必须根据具体条件选用合适的砂轮。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
二、砂轮的分类方式砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
三、砂轮的组成及选用( 1 )磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
常用磨料的名称、代号、特性和用途见表1 。
表1 常用磨料注:括号内的代号是旧标准代号。
( 2 )粒度及其选择粒度指磨料颗料的大小。
粒度分磨粒与微粉两组。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
例如60 # 粒度的的磨粒,说明能通过每英寸长有60 个孔眼的筛网,而不能通过每英寸70 个孔眼的筛网。
微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W )。
各种粒度号的磨粒尺寸见表2 。
表2 磨料粒度号及其颗粒尺寸注:比14 # 粗的磨粒及比W3.5 细的微粉很少使用,表中未列出。
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。
粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。
因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。
精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。
一般来说,磨粒愈细,磨削表面粗糙度愈好。
不同粒度砂轮的应用见表3 。
表3 不同粒度砂轮的使用范围( 3 )结合剂及其选择砂轮中用以粘结磨料的物质称结合剂。
砂轮形状分类

砂轮形状分类1. 砂轮基本概述砂轮是一种广泛应用于金属加工、石材加工、玻璃加工等行业的常用工具。
它具有高效、精密、便捷的特点,在工业生产中扮演着重要的角色。
砂轮的形状对于其在不同加工工艺中的应用具有重要影响。
本文将对砂轮的形状分类进行详细阐述。
2. 砂轮形状的重要性砂轮形状对于砂轮的加工效果和使用效果具有重要影响。
不同的砂轮形状适用于不同的加工需求和加工材料。
正确选择合适的砂轮形状可以提高加工效率、降低成本,并且保证加工质量和安全。
3. 砂轮形状的分类根据砂轮的形状特征,砂轮可以分为以下几种常见的形状:3.1 平盘形砂轮平盘形砂轮是最常见的砂轮形状之一。
它具有平面加工的特点,适用于大面积的平面修磨和抛光加工。
平盘形砂轮可以分为内衬平盘形砂轮和不锈钢平盘形砂轮两种。
内衬平盘形砂轮适用于金属、石材等硬材料的平面磨削,而不锈钢平盘形砂轮适用于不锈钢等高硬度材料的精密加工。
3.2 增强罩形砂轮增强罩形砂轮的外形呈圆锥形,中间较粗,逐渐向两端变细。
增强罩形砂轮适用于工件表面的镗削和修整,可以提高加工质量和效率。
增强罩形砂轮具有良好的咬合力和散热性能,可以有效减少砂轮在加工过程中的磨损和热变形。
3.3 结构砂轮结构砂轮是一种多孔砂轮,具有较好的散热性能和砂屑排除能力。
结构砂轮可以进一步分为特殊结构砂轮、无中心结构砂轮和滑轮砂轮三种类型。
特殊结构砂轮适用于金属表面的打磨和抛光,无中心结构砂轮适用于轮轴的修整和研磨,滑轮砂轮适用于大面积的平面切割和磨削。
3.4 切削刀盘形砂轮切削刀盘形砂轮外形呈盘状,边缘角度较小。
切削刀盘形砂轮适用于金属的切削和修整,可以减少切削阻力,提高加工效率和切削质量。
切削刀盘形砂轮内孔较大,适用于与中空轴配合使用的加工工艺。
4. 不同形状砂轮的应用不同形状的砂轮适用于不同的加工需求和加工材料。
根据不同形状砂轮的特点,可以概括其主要应用领域如下:•平盘形砂轮适用于大面积平面的修磨和抛光加工,常见于金属加工、石材加工等行业;•增强罩形砂轮适用于工件表面的镗削和修整,常见于汽车制造、船舶制造等行业;•结构砂轮适用于金属表面的打磨和抛光,常见于家居建材、五金制品等行业;•切削刀盘形砂轮适用于金属的切削和修整,常见于机械制造、模具制造等行业。
砂轮尺寸规格表-概述说明以及解释
砂轮尺寸规格表-概述说明以及解释1.引言1.1 概述砂轮作为一种重要的磨削工具,在各行各业中都有广泛的应用。
砂轮的质量和性能直接影响着磨削效果和操作安全性。
在砂轮的制造和选择过程中,砂轮尺寸是一个关键因素。
砂轮尺寸指的是砂轮的直径、宽度、孔径和孔数等几何尺寸。
不同的砂轮尺寸适用于不同的磨削任务,如粗磨、精磨、修护等,因此,了解和正确选择砂轮尺寸对于提高磨削效率、保证加工质量至关重要。
本文将重点介绍砂轮尺寸规格表,通过详细列举砂轮的不同尺寸规格,帮助读者更好地了解和选择适合自己需要的砂轮。
砂轮尺寸规格表涵盖了各种常见的砂轮尺寸,并给出了相应的磨削任务推荐,以便读者能够根据具体情况做出合理的选择。
在正文部分,我们将首先介绍砂轮尺寸的重要性,解释为什么选择合适的砂轮尺寸对于磨削工作的质量和效率至关重要。
接着,将对砂轮尺寸进行分类,涵盖常见的直径、宽度、孔径和孔数等方面,帮助读者更好地理解和识别不同尺寸的砂轮。
最后,将详细介绍砂轮尺寸规格表,列举各种常见砂轮尺寸的具体规格参数,并解释每种尺寸的适用范围和磨削任务推荐。
通过阅读本文,读者不仅能够了解到砂轮尺寸的重要性和分类,还能够查阅砂轮尺寸规格表,根据自身需求选择合适的砂轮,从而提高磨削效率、保证磨削质量,达到更好的加工效果。
我们希望本文能为广大读者在砂轮选择和应用方面提供一定的帮助和指导,进一步推动砂轮行业的发展和应用的进步。
1.2 文章结构文章结构部分的内容可以包括以下信息:文章结构部分的目的是为读者提供关于本文的整体框架和组织结构的信息。
通过清晰的结构,读者可以更好地理解文章的内容和主题,并可以更好地跟随文章的思路。
本文按照以下结构组织:第一部分为引言部分,主要介绍了本文的背景和引入了砂轮尺寸规格表的重要性。
同时,该部分也明确了本文的目的和整体的文章结构。
第二部分是正文部分,主要分为三个小节。
2.1小节将重点探讨砂轮尺寸的重要性,包括它在加工过程中的作用和影响。
磨床基础知识

磨工基础知识一、砂轮:砂轮是磨削加工中最主要的一类磨具.砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、力度、结合剂、硬度、组织、形状和尺寸等因素决定。
(1)磨料磨料是砂轮的主要组成部分,它具有很高的硬度、耐磨性、耐热性和一定的韧性,以承受磨削时的切削热和切削力,同时还应具备锋利的尖角,以利磨削金属。
常用磨料代号、特点及应用范围简表 6.6表 6.6 常用磨料代号、特性及适用范围(2)粒度粒度是指磨料颗粒尺寸的大小。
粒度分为磨粒和微粉两类.对于颗粒尺寸大于40 μ m的磨料,称为磨粒.用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示。
如60 # 的磨粒表示其大小刚好能通过每英寸长度上有60孔眼的筛网。
对于颗粒尺寸小于40 μ m的磨料,称为微粉。
用显微测量法分级,用W和后面的数字表示粒度号,其W后的数值代表微粉的实际尺寸。
如W20表示微粉的实际尺寸为20 μ m.砂轮的粒度对磨削表面的粗糙度和磨削效率影响很大。
磨粒粗,磨削深度大,生产率高,但表面粗糙度值大。
反之,则磨削深度均匀,表面粗糙度值小。
所以粗磨时,一般选粗粒度,精磨时选细粒度。
磨软金属时,多选用粗磨粒,磨削脆而硬材料时,则选用较细的磨粒。
粒度的选用见表6。
7。
表 6。
7 磨料粒度的选用(3)结合剂结合剂是把磨粒粘结在一起组成磨具的材料。
砂轮的强度、抗冲击性、耐热性极耐腐蚀性,主要取决于结合剂的种类和性质。
常用结合剂的种类、性能及适用范围见表6。
8。
表 6.8常用结合剂的种类、性能及适用范围(4)硬度砂轮硬度是指砂轮工作时,磨粒在外力作用下脱落的难易程度。
砂轮硬,表示磨粒难以脱落;砂轮软,表示砂轮容易脱落。
砂轮的硬度等级见表 6.9。
砂轮的硬度与磨料的硬度是完全不同的两个概念.硬度相同的磨料可以制成硬度不同的砂轮,砂轮的硬度主要决定于结合剂性质、数量和砂轮的制造工艺。
磨床砂轮的种类
磨床砂轮的种类
磨床砂轮是一种用于磨削金属和非金属材料的工具。
磨床砂轮的种类繁多,下面我们将介绍几种常见的砂轮。
1. 碳化硅砂轮
碳化硅砂轮是一种使用碳化硅颗粒制成的砂轮。
它具有高硬度、高强度、高耐热性和高耐磨性等特点,广泛应用于磨削钢、灰铸铁、铸钢、硬质合金等材料。
2. 氧化铝砂轮
氧化铝砂轮是一种使用氧化铝颗粒制成的砂轮。
它具有高硬度、高强度、高耐热性和高耐磨性等特点,广泛应用于磨削钢、铸铁、铝合金等材料。
3. 普通砂轮
普通砂轮是一种使用氧化铁、氧化铝等颗粒制成的砂轮。
它具有较低的硬度和强度,适用于磨削一些较软的材料,如铸铁、黄铜、铜等。
4. 超硬砂轮
超硬砂轮是一种使用金刚石和立方氮化硼等超硬材料制成的砂轮。
它具有极高的硬度和强度,广泛应用于磨削硬质合金、陶瓷、玻璃等材料。
5. 磨削切削砂轮
磨削切削砂轮是一种用于磨削和切削的多功能砂轮。
它既可以进行表面磨削,又可以进行切削和开槽等操作,广泛应用于汽车零部件、航空零部件、机械零部件等制造领域。
6. 异形砂轮
异形砂轮是一种根据不同需求和加工要求而设计的砂轮。
它可以根据加工对象的形状和尺寸进行定制,广泛应用于汽车轮毂、发动机缸盖、曲轴等复杂零部件的加工中。
7. 内圆砂轮
内圆砂轮是一种用于磨削内圆表面的砂轮。
它可以磨削出各种复杂的内圆形状,广泛应用于轴承、齿轮、轴等零部件的加工中。
不同种类的磨床砂轮具有不同的特点和应用范围。
在选择磨床砂轮时,需要根据加工对象的材料和形状来选择合适的砂轮,以获得最佳的加工效果。
常用平面磨床砂轮规格型号【大全】
平面磨床常用砂轮的种类有很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。
每一种砂轮根据其本身的特性,都有一定的适用范围。
平面磨床一般使用陶瓷结合剂的白刚玉砂轮,硬度为中软,粒度为46。
磨削铸铁件较多时可使用陶瓷结合剂的36粒度白刚玉大气孔砂轮,发热小效率高。
1.普通磨床砂轮:500*100*305,600*63*305,900*125*305,750*75*305;2.万能磨床砂轮片:250*20*75,300*40*127,300*50*127,400*50*203,500*50*203,500*75*203;3.端面磨床砂轮片:600*75*305,750*75*305;4.高精密度半自动磨床砂轮:400*50*203;无心外圆磨床与专用磨床砂轮介绍1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。
2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。
这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。
3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。
托架固定在床身上,砂轮、导轮主轴为双支承结构。
导轮架相对托架可做调整运动,砂轮架作进给补偿运动。
无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮、白刚玉砂轮125*50*50WA砂轮、绿碳化硅砂轮125*50*50GC砂轮、铬刚玉砂轮125*50*50PA砂轮。
无心外圆磨床型号M1025、M1020、M1025k磨床专用砂轮规格:棕刚玉砂轮300*100*127A砂轮、白刚玉砂轮300*100*127WA砂轮、绿碳化硅砂轮300*100*127GC砂轮、铬刚玉砂轮300*100*127PA砂轮。
砂轮的选型(超详细的资料,一看就会)

36-220
5.1.砂轮的形状 ................................................................................................................................................3 5.2.砂轮的尺寸 ................................................................................................................................................4 5. 3.磨料的选择 ...............................................................................................................................................4 5. 4.粒度的选择 ...............................................................................................................................................6 5. 5.硬度的选择 ...............................................................................................................................................7 5. 6.组织号的选择 ...........................................................................................................................................9 5. 7.结合剂的选择 .........................................................................................................................................10 6.砂轮的标志 .....................................................................................................................................................11 参考标准 ............................................................................................................................................................11 砂轮的保管和运输 ............................................................................................................................................12 砂轮的磨削工艺 ................................................................................................................................................13
砂轮的种类(英语含图)
Sammy din 总结
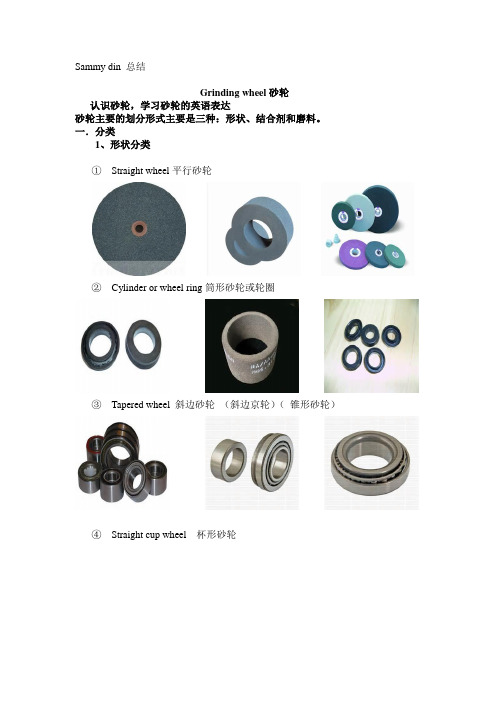
Grinding wheel砂轮认识砂轮,学习砂轮的英语表达
砂轮主要的划分形式主要是三种:形状、结合剂和磨料。
一.分类
1、形状分类
①Straight wheel平行砂轮
②Cylinder or wheel ring筒形砂轮或轮圈
③Tapered wheel 斜边砂轮(斜边京轮)(锥形砂轮)
④Straight cup wheel 杯形砂轮
⑤ Taper cup wheel 碗形砂轮
⑥ Dish wheel 碟形砂轮
Saucer wheel 蝶形砂轮
2、磨料分类
① Corundum grinding wheel 刚玉砂轮
A. BFA 棕刚玉砂轮
B.WFA 白刚玉砂轮
②Silicon carbide 碳化硅(金刚砂)
A. black silicon carbide黑碳化硅
B.green silicon carbide 绿碳化硅
③Diamond wheel 金刚石砂轮
④CBN (cubic boron nitride grinding wheel)立方氮化硼砂轮
3、结合剂分类
①Vitrified grinding wheel陶瓷砂轮
② Resin bond wheel 树脂砂轮
③ Rubber grinding wheel 橡胶砂轮
④ Metal bond grinding wheel 金属砂轮。
砂轮的国内标识

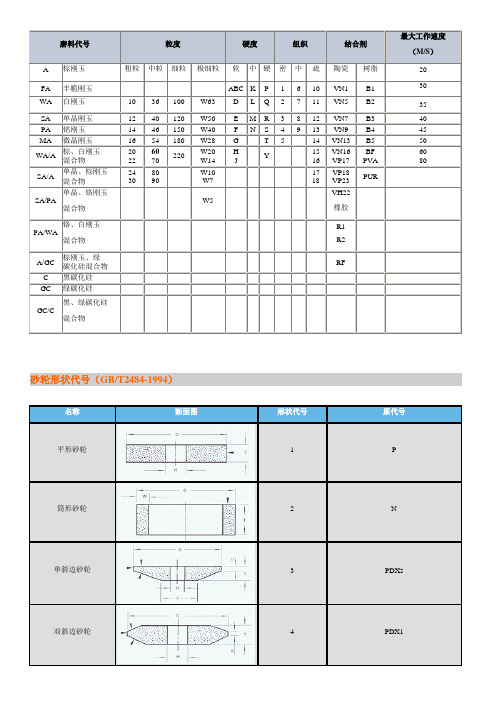
磨料代号粒度硬度组织结合剂最大工作速度(M/S)A 棕刚玉粗粒中粒细粒极细粒软中硬密中疏陶瓷树脂20 FA 半脆刚玉ABC K P 1 6 10 VN1 B1 30WA 白刚玉10 36 100 W63 D L Q 2 7 11 VN5 B2 35 SA 单晶刚玉12 40 120 W50 E M R 3 8 12 VN7 B3 40 PA 铭刚玉14 46 150 W40 F N S 4 9 13 VN9 B4 45 MA 微晶刚玉16 54 180 W28 G T 5 14 VN13 B5 50WA/A 棕、白刚玉混合物20226070220 W20W14HJY 1516VN16VP17BFPVA6080SA/A 单晶、棕刚玉混合物24308090W10W71718VP18VP23PURSA/PA 单晶、铬刚玉混合物W5 VH22橡胶PA/WA 铬、白刚玉混合物R1 R2A/GC 棕刚玉、绿碳化硅混合物RFC 黑碳化硅GC 绿碳化硅GC/C 黑、绿碳化硅混合物砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 杯形砂轮 6 B 名称断面图形状代号原代号双面凹一号砂轮7 PSA 双面凹二号砂轮8 JL 碗形砂轮11 BW碟形一号砂轮12a D1碟形二号砂轮12b D3单面凹带锥砂轮23 PZA砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 砂轮开面代号(GB/T2484-1994)。
砂轮形状分类
砂轮形状分类砂轮是一种常用的磨具,用于对工件进行磨削、抛光和修整等加工作业。
根据砂轮的形状特征,可以将砂轮分为多种类型,下面将对常见的几种砂轮形状进行分类和介绍。
一、平面砂轮平面砂轮是最常见的一种砂轮,也是最基本的砂轮形状。
它的外形呈圆盘状,中间有一个孔,用于与磨床主轴连接。
平面砂轮主要用于对工件表面进行精密的平面磨削,如金属零件的平面修整、陶瓷制品的平整加工等。
二、圆柱砂轮圆柱砂轮的外形呈圆柱体状,中间也有一个孔。
它主要用于对工件的圆柱面进行磨削和修整。
圆柱砂轮常用于磨削轴类零件、齿轮、滚子等工件。
三、喷砂砂轮喷砂砂轮是一种特殊的砂轮,其表面有许多小孔,通过这些小孔喷射高速旋转的砂粒,从而对工件表面进行喷砂处理。
喷砂砂轮主要用于对工件表面进行清理、去除氧化层、增加表面粗糙度等处理,常用于金属表面处理、喷漆前的处理等工艺。
四、碗形砂轮碗形砂轮的外形呈碗状,中间有一个孔,与磨床主轴连接。
碗形砂轮主要用于对工件的球面或曲面进行修整和磨削。
碗形砂轮常用于球面磨床、曲面磨床等加工设备中,广泛应用于汽车制造、航空航天等行业。
五、锥形砂轮锥形砂轮的外形呈锥形,逐渐变细。
它主要用于对工件的棱角、倒角等部位进行磨削和修整。
锥形砂轮常用于对金属、陶瓷等材料进行倒角处理,使工件表面更加光滑。
六、凹凸砂轮凹凸砂轮的外形呈凸起和凹陷的不规则形状,用于对工件表面进行特殊形状的加工。
凹凸砂轮广泛应用于模具制造、雕刻加工等行业,用于对工件进行特殊形状的加工和修整。
砂轮根据其形状特征可以分为平面砂轮、圆柱砂轮、喷砂砂轮、碗形砂轮、锥形砂轮和凹凸砂轮等。
每种砂轮都有其特定的应用领域和加工对象,根据实际需要选用合适的砂轮类型,可以提高工件加工的效率和质量。
在使用砂轮时,应注意安全操作,遵循相关的操作规程和注意事项,以保证工作的安全性和有效性。
砂轮形状代号和主要尺寸标记对照表

C
C
碳化硼
BCB1Cຫໍສະໝຸດ 二、主要国家普通磨具硬度代号对照表
硬度级
中国GB2484
美国NOTON
日本JIS
德国DIN
俄罗斯TOCT
英国BS4481-81
奥地利
84
81
超软
1 2 3
D E F
CR
A,B, C,D, E,F, G,H.
E F G
E F G
ЧM BM1BM2
E F G
D E F
软
1 2 3
G H J
R1R2R3
H I J
H I J
M1M2M3
H I J
G H I
中软
1 2
K L
ZR1ZR2
K L
K L
CM1CM2
K L
J K
中
1 2
M N
Z1Z2
I,J,K,L, M,N,O,P
M N
M N
C1C2
M N
L,M N,O
三、主要国家普通磨具结合剂代号对照表
结合剂
中国GB2484-
氧化铝系混合磨料
23A DA 88A 93A
FA DA RA DRA
19A 64A 50A 77A
32A和WA的中间用途,多功能精密磨削,表现出色80#-KΦ<10mm,60#-LΦ11-25mm之间最佳
黑色碳化矽
C
C
37C
SiC 95%以上
铁、非金属磨削铸铁、 精密磨削黄铜软级
绿色碳化矽
GC
GC
39C
1 2 3 4 5 6
1 2 3 4 5 6
0 1 2 3
砂轮的名词解释
砂轮的名词解释砂轮是一种常见的磨料工具,由砂粒和材料基体制成。
它通常是固定于旋转的砂轮机上,用于磨削、抛光、切割和修整各种材料的表面。
砂轮有多种类型和规格,可以根据需要选择合适的砂轮来完成特定的任务。
一、砂轮的组成和结构砂轮主要由磨料粒子和基体材料构成。
磨料粒子通常是一种硬度高、耐磨性强的物质,如氧化铝、硅碳化物、碳化硅等。
这些磨料粒子通过结合剂固定在基体材料中,结合剂可以是树脂、橡胶、金属或陶瓷等。
砂轮的结构通常被描述为“砂粒在基体中的分布”。
基体是砂轮的支撑部分,可以是纤维网格、金属、陶瓷或复合材料。
它起到了砂轮的强度支撑作用,并可以使磨料粒子保持在正确的位置。
砂轮的形状和尺寸可以根据不同的需求定制,如平面形状、锥形、碟形等。
二、砂轮的功能和应用领域1. 砂轮的主要功能之一是磨削和抛光。
它可以通过旋转和物理摩擦来去除材料表面的不平整部分,使其变得光滑。
砂轮可以应用于金属、木材、塑料、玻璃等各种材料的磨削和抛光。
2. 砂轮还可以用于切割。
通过控制砂轮的速度和切割的载荷,可以切割金属、混凝土、陶瓷等坚硬材料。
这在建筑、汽车维修等领域中非常常见。
3. 修整也是砂轮的一项重要功能。
由于砂轮的高速旋转和磨料的硬度,它可以修整和修复工具、模具、刀具等的表面形状和尺寸。
修整可以确保工具的精度和性能。
砂轮在金属加工、建筑、汽车维修、玻璃制造、陶瓷加工等许多行业中都有广泛的应用。
不同的任务需要不同类型和规格的砂轮。
例如,对于金属的磨削和抛光,通常使用氧化铝砂轮;而对于混凝土的切割和破碎,常使用碳化硅砂轮。
三、砂轮的操作和使用注意事项使用砂轮时需要注意一些安全事项,以防止事故的发生。
以下是一些常见的操作和使用注意事项:1. 使用适当的砂轮。
根据具体任务选择合适的砂轮,确保其材料、尺寸和类型与所需工作相匹配。
2. 定期检查砂轮的状态。
检查砂轮是否有裂纹、磨损严重、结合剂老化等问题。
如有问题,应及时更换。
3. 选择正确的转速和负载。
砂轮规格描述

表面粗糙度 Ra 1.6 Ra 0.8 Ra 0.4 Ra 0.2 Ra 0.1
外圆磨粒度 46 60 80 100 150
平面磨粒度 36 46 60 80 120
粒度号 14# 16# 20# 24#
粒度尺寸 (um) 1600~1250 1250~100 100~800 800~630
粒度号 70# 80# 100# 120#
砂轮的选型 应用 粗磨 精磨 大接触面 小接触面 形状保持性好 干磨 表面粗糙度 Ra 1.6 Ra 0.8 Ra 0.4 Ra 0.2 Ra 0.1 粒度 粗 细 粗 细 细 粗 外圆磨粒度 46 60 80 100 150 硬度 软 硬 软 硬 硬 软 平面磨粒度 36 46 60 80 120
100~80
80~63 63~50 50~40
W10
W7 W5 W3.5
10~7
7~5 5~3.5 3.5~2.5
P
形状
610×75×304.8
尺寸
SGB
磨料
60 - K
粒度
硬度
8
组织号
VS
结合剂
35M/S
最高使用线速度
砂轮硬度
硬度等级名称
大级
超软 软
小级
超软 软1 软2 软3 中软1 中软2 中1 中2
46-150
46-120 24-320
P
形状
610×75×304.8
尺寸
SGB
磨料
60 - K
粒度
硬度
8
组织号
VS
结合剂
35M/S
最高使用线速度
砂轮磨料 刚玉磨料的硬度比较及一般应用规律 A 软 WA PA 硬度 硬
磨削加工之砂轮的选择

1. 工件材料越硬,接触面积越大,砂轮的硬度就应选 软些,使磨钝了的磨粒快点脱落 2. 工件材料越软,砂轮的硬度应选得硬些 3. 但磨削有色金属、橡胶、树脂等软材料,应选用较 软的砂轮,以免砂轮表面被磨屑堵塞。
结合剂的选择——取决于磨削速度 • 结合剂:把磨粒固结成磨具的材料称为结合剂。它直
接影响砂轮的强度、气孔、耐热性和耐用度,耐腐蚀性 和耐热性。
陶瓷结合剂(代号V) 大多数砂轮均使用 金属结合剂(代号M)主要用于粗磨 树脂结合剂(代号B) 切削速度可达45m/s 橡胶结合剂(代号R) 不宜用于粗加工
组织:砂轮组织表示磨粒、结合剂、气孔三者之间的
比例关系。磨粒在砂轮总体积中所占比例越大, 砂轮组织越紧密,气孔越小。
1)紧密组织砂轮适于精加工。 2)中等组织砂轮适于一般磨削。 3)疏松组织砂轮不易堵塞,适于平面磨、内圆磨等磨削接 触面大的工序。
• 粒度:粒度的选择取决于加工表面粗糙度的要求
粒度:是指磨料颗粒的
尺寸大小,直径小于 40μm时的磨粒称为微粉。 粒度号越大,砂轮越 细加工表面质量越好生 产率越低。
砂轮粒度的对比
砂轮的特性和选择
• 硬度:磨粒与结合剂的粘结强度。砂轮硬,磨粒不易脱落;
砂轮软,磨粒易于脱落。
• 砂轮选得太硬,会使磨钝了的磨粒不能及时脱落,因而产生 大量磨削热,造成工件烧伤 • 若选得太软,会使磨粒脱落得太快而不能充分发挥其切削作 用。
决定砂轮特性的要素: 磨料、粒度、硬度、组织、结合剂及尺寸形状
砂轮的特性和选择
• 磨料:其选择主要取决于工件材料的硬度
应具备的条件:硬度高、红硬性好;有一定的强度和韧 性 常用的磨料:
•氧化物系:主要成分是三氧化二铝
常用人造磨料有棕刚玉(A)、白ห้องสมุดไป่ตู้玉(WA) 碳化物系:通常以碳化硅、碳化硼等为肌体 黑碳化硅(C)、绿碳化硅(GC) •高硬磨料系: 主要有人造金刚石(MBD等)和立方氮化硼(CBN)
砂轮的特性与选择和磨削的基础知识
砂轮的特性和砂轮选择砂轮是由磨料加结合剂用制造陶瓷的工艺方法制成的。
制造砂轮时,用不同的配方和不同的投料密度来控制砂轮的硬度和组织。
砂轮的特性由下列五个因素来决定:磨料、粒度、结合剂、硬度和组织。
一、磨料常用的磨料有氧化物系、碳化物系、高硬磨科系三类。
氧化物系磨料的主要成分是A1203,由于它的纯度不同和加入金属元素不同,而分为不同的品种。
碳化物系磨料主要以碳化硅、碳化硼等为基体,也是因材料的纯度不同而分为不同品种。
高硬磨料系中主要有人造金刚石和立方氮化硼。
各种磨料的特性及适用范围见附录表14—1。
其中立方氮化硼是我国近年发展起来的新型磨科,虽然它的硬度比金刚石略低,但其耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,所以特别适合于磨削既硬又韧的钢材。
在加工高速钢、模具钢、耐热钢时,立方氮化硼的工作能力超过金刚石5—10倍。
同时,立方氮化硼的磨粒切削刃锋利,在磨削时可减小加工表面材料的塑性变形,因此,磨出的表面粗糙度比用一般砂轮小。
在相同切削条件下,立方氮化硼砂轮加工所得的表面层为残余压应力,而氧化铝砂轮加工的表面层为残余张应力(参看图14—1)。
所以用立方氮化硼砂轮所加工出的零件,其使用寿命要高些。
由此可见,立方氮化硼是一种很有前途的磨料。
二、粒度粒度表示磨粒的大小程度。
以磨粒刚能通过的一号筛网的网号来表示磨粒的粒度。
例如60粒度是指磨粒刚可通过每英寸长度上有60个孔眼的筛网。
当磨粒的直径小于40μm时,这些磨粒称为微粉。
它的粒度以微粉的尺寸大小来表示。
如尺寸为28μm的微粉,其粒度号标为W28。
磨粒粒度及其尺寸范围见表14—2。
磨粒粒度对磨削生产率和加工表面粗糙度有很大的影响。
一般来说,粗磨用颗粒较粗的磨粒,精磨用颗粒较细的磨粒。
当工件材料软、塑性大和磨削面积大时,为避免堵塞砂轮,也可采用较粗的磨粒。
常用的砂轮粒度及其应用范围见表14—3。
三、结合剂结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。
砂轮标示
磨料代号粒度硬度组织结合剂最大工作速度(M/S)A 棕刚玉粗粒中粒细粒极细粒软中硬密中疏陶瓷树脂20FA 半脆刚玉ABC K P 1 6 10 VN1 B1 30WA 白刚玉10 36 100 W63 D L Q 2 7 11 VN5 B2 35SA 单晶刚玉12 40 120 W50 E M R 3 8 12 VN7 B3 40PA 铭刚玉14 46 150 W40 F N S 4 9 13 VN9 B4 45MA 微晶刚玉16 54 180 W28 G T 5 14 VN13 B5 50WA/A 棕、白刚玉混合物20226070220W20W14HJY1516VN16VP17BFPVA6080SA/A 单晶、棕刚玉混合物24308090W10W71718VP18VP23PURSA/PA 单晶、铬刚玉混合物W5VH22橡胶PA/WA 铬、白刚玉混合物R1R2A/GC 棕刚玉、绿碳化硅混合物RFC 黑碳化硅GC 绿碳化硅GC/C 黑、绿碳化硅混合物砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P 筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1单面凹砂轮 5 PDA 杯形砂轮 6 B 名称断面图形状代号原代号双面凹一号砂轮7 PSA 双面凹二号砂轮8 JL 碗形砂轮11 BW 碟形一号砂轮12a D1碟形二号砂轮12b D3单面凹带锥砂轮23 PZA。
第十四章磨削与砂轮
1、影响因素 2、磨削振动
磨削时磨粒的切削层和工件表面的微观形状 1-某次磨削所得的表面 2-后一次磨削所得表面
3-某磨粒所切削的材料断面积
21
二、表面烧伤
烧伤的程度:轻重其颜色依次分为“浅黄-黄-褐-紫青”深色者为严重烧伤,肉眼可分辨,浅色者为轻度烧伤, 须经酸洗后才能显现。
a)磨削温度与烧伤颜色 b)烧伤颜色与表面变形层深度
14
三、磨削厚度分析
1、理想平均磨削厚度
hD a v6vv0 w cm fr(1/D1/D w)
15
2、当量平均磨削厚度
hDav
vw fr fa 60vcB
16
四、磨削力
17
五、磨削阶段
1、初磨阶段(Ⅰ) 2、稳定阶段(Ⅱ) 3、清磨阶段(Ⅲ)
——开始磨削时采 用较大径向进给量以 提高生产率;最后阶 段采用无径向进给磨 削以提高工件质量。
3-某磨粒所切削的材料断面积
13
•磨削过程的特点概括起来主要有以下几点:
1.磨削速度高,因此被磨削的金属变形速度很快,在磨 削区内短时间大量地发热,温度很高,易使工件加工表 面层发生变化。 2.磨削过程复杂。磨削所用刀具为砂轮,砂轮可以看作 为许多刀齿随机分布的多齿刀具,使磨削过程复杂化。 3.冷作硬化严重。磨粒多数是在负前角情况下切削,且 带有较大的钝圆半径,使工件表层金属经强烈的挤压变 形,冷作硬化严重。 4.单个磨粒的切削厚度很小,可以得到较高的加工精度 和较低的表面粗糙度。 磨粒的自砺作用。磨钝的磨粒在磨削力作用下会产生开裂 和脱落,使新的锐利刀刃参加切削,有利于磨削加工。
际 背吃刀量比磨床刻度盘显示 的径向进给量小。 2)初磨阶段:
工艺系统弹性变形达到一定程 度,继续径向进给,实际背吃刀 量基本等于径向进给量。 3)稳定阶段:
砂轮代号[总结]
![砂轮代号[总结]](https://img.taocdn.com/s3/m/510424d4d4bbfd0a79563c1ec5da50e2524dd18b.png)
教你如何快速认识磨床砂轮要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。
一下简单介绍如下:一、磨料磨料是制造磨具的主要原料,直接担负着切削工作。
目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。
棕刚玉:用于加工硬度较低的塑性材料,如中、低碳钢和低合金钢等;白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等;黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等;绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。
二、粒度粒度是指磨料颗粒的尺寸,其大小用粒度号表示。
国标规定了磨料和微粉两种粒度号。
一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大);微粉多用于研磨等精密加工和超精密加工。
三、结合剂结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等;树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮;橡胶结合剂:适用于无心磨削导轮、抛光砂轮;金属结合剂:适用于金刚石砂轮等。
四、硬度磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。
磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。
国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。
记号A B C D E F GH I J KL M N OP Q R ST U V W X Y Z分类极软软中硬极硬普通磨削常用G~N级硬度的砂轮。
五、组织磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WENDT GmbHDeutschland/Germany Fritz-Wendt-Straße 1D-40670 MeerbuschTel. +49 / 21 59 / 671 0Fax +49 / 21 59 / 8 06 24WENDT GmbHDeutschland/Germany Industriegebiet Hohe Buche D-97996 Niederstetten Tel. +49 / 79 32 / 893 0Fax +49 / 79 32 / 8 93 37WENDT GmbH Deutschland/Germany Betriebstätte Jena Löbstedter Straße 50D-07745 JenaTel. +49 / 36 41 / 60 97 85Fax +49 / 36 41 / 60 97 86WENDT SAMEDI S.A.Spanien/SpainPolig. Ind. Pla d´en Boet-II Via Sèrgia, 71E08302 Mataro (Barcelona)Tel. +34 / 93 / 7 57 92 17Fax +34 / 93 / 7 99 44 53WENDT DUNNINGTON ALinfeld Corporate Center 546 Enterprise DriveRoyersford, PA 19468Tel. +1 / 610 / 4 95 28 50Fax +1 / 610 / 4 95 28 65WENDT LONGYEAR EUROPE GmbH Deutschland/Germany Grafftring 1D-29227 CelleTel. +49 / 51 41 / 996 0Fax +49 / 51 41 / 99 62 00WENDT BOART S.A.Belgien/Belgium Avenue du Pont de Luttre 74B-1190 BruxellesTel. +32 / 2 / 3 48 34 23Fax +32 / 2 / 3 48 33 65WENDT BOART (UK) LTD.Großbritannien/United Kingdom Station Road, Staplehurst Kent TN12 0QDTel. +44 / 15 80 / 89 08 00Fax +44 / 15 80 / 89 08 88WENDT GmbH, MeerbuschSchweiz/Switzerland Zweigniederlassung Egnach/Schweiz Arboner Straße 25CH-9315 Neukirch - Egnach Tel. +41 / 71 / 4 74 72 72Fax +41 / 71 / 4 74 72 73WENDT BOART FRANCE S.N.C.Frankreich/France 565, rue du Sans Souci F-67760 LimonestTel. +33 / 4 / 72 52 25 40Fax +33 / 4 / 72 52 25 45WENDT BOART ITALIA Italien/Italy Via Leinì, 24I-10155 TorinoTel. +39 / 01 12 / 87 60 37Fax +39 / 01 12 / 8 31 57WENDT SLIPTEKNIK AB Schweden/Sweden Box 127S-13423 Gustavsberg Tel. +46 / 70 88 / 7 76 60Fax +46 / 70 88 / 7 76 61WENDT DIACRAFT A30975 Century DriveWixom, Mi 48393Tel. +1 / 248 / 9 26 25 00Fax +1 / 248 / 9 26 25 25WENDT Longyear DivisionSüdafrika/South Africa Parry Road, Nuffield Industrial Sites Springs 1560Tel. +27 / 11 / 3 60 46 00Fax +27 / 11 / 3 60 46 70STANKOWENDT Russland/Russia Ul. Skladotschnaya 1, Building 22RUS-127018 Moscow Tel. +7 / 095 / 2 89 45 07Fax +7 / 095 / 2 89 25 48WENDT (INDIA) LTD.Indien/India69 / 70 SipcotIND-635126 Hosur, Tamil Nadu Tel. +91 / 4344 / 27 68 51Fax +91 / 4344 / 27 68 53Formen und AbmessungenInhaltsverzeichnis . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2 Vorwort . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Grundkörper . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Abmessungen . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . .3 Terminologie . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . .4 Toleranzen . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . .5 Bezeichnungen der Bindung . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . ..6 Formbezeichnung . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . .. . . . . . .7 Bestellangaben . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 Formenübersicht . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 Tabellenteil . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 10WENDTGegenstand dieses Kataloges sind allgemeine Formen und Abmessungen für Diamant- (kurz: DIA) und CBN*-Schleifwerkzeuge in Kunstharz-, Metallsinter- und Keramikbindung. Das sind Schleifscheiben, Schleifstifte und Handläpper mit Diamant- bzw. CBN-Schleifkorn zur Bearbeitung von Hart- und Stahlwerk-stoffen.Im Hinblick auf eine Standardisierung der Begriffe sowie der Formen und Abmessungen von Diamant- und CBN-Schleifwerkzeugen dient die FEPA**-Norm unseren Katalogen als Grundlage.Hinsichtlich der in der Formenübersicht und im Tabellenteil enthaltenen Formen beschränkt sich der Katalog auf die Schleifwerkzeuge, die über einzelne Branchen- und Einsatzzwecke hinaus allgemeine Bedeutung haben. Soweit diese Werkzeuge genormt sind, werden neben den WENDT-Formbezeichnungen auch die Bezeichnungen nach FEPA-Norm mit angegeben. Weitere Formen sind auf Anfrage lieferbar. Grundlegende Informationen über Diamant- und CBN-Schleifkörnungen und Bindungen für Schleifwerkzeuge entnehmen Sie bitte unserem Katalog “Diamond and CBN in Process . . . .”.Weiterhin stehen Ihnen Einzelkataloge zur Hartwerkstoff-, und Stahlbearbeitung zur Verfügung.Für Schleifwerkzeuge zu WENDT-Maschinen, für spezielle Schleifwerkzeuge, wie sie z.B. in der Holzwerk-zeugindustrie und zum Schleifen von Metallzerspanungswerkzeugen eingesetzt werden, sowie für Schleifwerkzeuge, die zum Einsatz auf bestimmten Schleifmaschinen entwickelt wurden, stehen ergänzen-de Kataloge zu Ihrer Verfügung.* C ubic B oron N itride** Fédération E uropéenne des Fabricants de P roduits A brasifsDer Grundkörper bestimmt die statische und dynamische Festigkeit des Schleifkörpers. Er nimmt wesentlichen Einfluß auf das Schwingungsverhalten des Schleifwerkzeugs.Die Auswahl und Auslegung des Grundkörpers erfolgt durch WENDT in Anpassung an die Scheibenform, das Fertigungsverfahren, die Schleifaufgabe und die internationalen Sicherheitsbestimmungen.Die in diesem Katalog aufgeführten Datenblätter für Schleifwerkzeuge bieten für die verschiedenen Formen die Auswahl zwischen unterschiedlichen Durchmessern, Belagbreiten und Belagdicken, denen sich alle anderen Maße, mit Ausnahme des Bohrungsdurchmessers, der jeweils angegeben werden muss, fest zuordnen.Bei der Auswahl ist zu beachten, daß Außendurchmesser und Belagdicke immer so groß wie möglich gewählt werden sollten. Große Durchmesser erbringen bei gleichem Belagvolumen höhere Standzeiten als kleinere. Bau-art und Spindeldrehzahl begrenzen hier allerdings die Auswahlmöglichkeiten. Dagegen bieten sich der Verbesse-rung der Wirtschaftlichkeit durch die Wahl höherer Belagdicken nur selten Hindernisse. Da die Anfertigungsko-sten bei sonst gleichen Scheiben für große wie kleine Belagdicken gleich sind, sind die erzielbaren Einsparungen besonders bei kleinen oder von der Form her komplizierten Schleifwerkzeugen sehr beachtlich.Die Schleifrandbreite, insbesondere die von Topfschleifscheiben, sollte dagegen nur so groß gewählt wer-den, wie es die Schleifaufgabe erfordert. Dies gilt insbesondere dann, wenn eine gleichmäßige Abnutzung über die gesamte Breite nicht zu gewährleisten ist oder an sich schon große Werkstückflächen zu hohen Schleifdrücken und starker Erwärmung führen.Bei der Neufestlegung von Schleifwerkzeugen für neue Schleifmaschinen sollte vom Maschinenhersteller bei der Wahl der Abmessungen sehr sorgfältig die Verwendbarkeit von Standardformen in kostengünstigen Standardabmessungen geprüft und gefördert werden. Damit wird nicht zuletzt über die künftige Wirtschaft-lichkeit der Maschine mit entschieden. Hier, wie auch bei der Bestellung neuer Schleifwerkzeuge, sollte stets die Verwendbarkeit unserer lagerhaltigen Standardschleifwerkzeuge (SSW) geprüft werden.WENDTD Außendurchmesser [mm]S Äußerer Grundkörperwinkel [°]E Bodendicke[mm]T Gesamtbreite [mm]H Bohrungsdurchmesser[mm]T1Reduzierte Breite[mm]J Durchmesser der Anlagefläche [mm]U Belagbreite (wenn < T oder T1)[mm]K Durchmesser der Spannfläche [mm]U1Reduzierte Belagbreite [mm]L Gesamtlänge [mm]V Belagwinkel[°]L1Schaftlänge [mm]W Schleifrandbreite [mm]L2Belaglänge [mm]X Belagdicke[mm]R Radius [mm]Y Schaftdurchmesser [mm]werkzeuge.WENDTRadius RNennmaße R [mm]Abmaße[mm]<3+0,1> 3 bis <6+0,1> 6 bis <30+0,1> 30+0,2EA,B EA,B E,FFE WENDTDie WENDTStelle dernet.TABELLE 4: Bestellbeispiele WENDTWeitere Formen sind auf Anfrage lieferbarFormWENDTFEPA Seite *28A 9A326*30A 6A227*31A12A22845°*31B12V22845°*31C12C92945°*34A 11A229*36A12A23020°*37A 4A230Weitere Formen sind auf Anfrage lieferbarWENDT *10AFEPA 1A1WENDT *10AFEPA 1A1weitere Abmessungen auf AnfrageWENDT D T X Körnung Bindung, Konz.HA10A –200–10–4–D126–BR75W –51BestellbeispielWENDT *10BFEPA 14A1weitere Abmessungen auf AnfrageWENDTDUXKörnungBindung, Konz.Hsonstige AngabenF10B –150–3–3–B151–R100K22–20–T10; J120BestellbeispielWENDT*10C ArrayFEPA3A1weitere Abmessungen auf AnfrageWENDT D U X Körnung Bindung, Konz.H sonstige Angaben BestellbeispielJ10C–100–3–5–M126–VR150J–32–T10; J70WENDT *10DFEPA 1L1WENDT *10DFEPA 14L1weitere Abmessungen auf AnfrageWENDT D T /R X Körnung Bindung, Konz.HB10D –75–4/0,5–6–D126–MN100R –20Bestellbeispielweitere Abmessungen auf AnfrageWENDT D U /R X Körnung Bindung, Konz.H sonstige AngabenA10D –100–3/0,5–6–D91–BR100W –20–T8; J70BestellbeispielWENDT *10EFEPA 4A9weitere Abmessungen auf AnfrageWENDTDUXKörnungBindung, Konz.Hsonstige AngabenJ10E –250–3–5–M64–VR150J –51–T12; J200Bestellbeispiel2222222 · 3 · 4 2 · 3 · 432 · 3 2 · 35555XKunstharz MetallKeramik0,653661,7121,153661,7121,53661,7121,56663162,5666316XYLY 1L-L MetallKeramikweitere Abmessungen auf AnfrageWENDT D T X Körnung Bindung, Konz.YxL sonstige AngabenG12A –8–6–2,5–B151–SR100N –6x66–Y 13; L-L 116BestellbeispielWENDT *12AFEPA 1A1Wweitere Abmessungen auf AnfrageWENDT D T X Körnung Bindung, Konz.YxLF12A –10–6–2–B126–RN100W –6x70BestellbeispielWENDT *13AFEPA 14F1WENDT D U /R X Körnung Bindung, Konz.H sonstige AngabenB13A –100–4/2–5–D91–MR100J –32–T8; J70Bestellbeispielweitere Abmessungen auf AnfrageWENDTDT /RXKörnungBindung, Konz.Hsonstige AngabenJ13B –450–12/ 6–10–M151–VR150N –203,2-T25; J380BestellbeispielWENDT *13BFEPA 14FF1weitere Abmessungen auf AnfrageWENDTDT /RXKörnungBindung, Konz.HF13B –50–8/4–4–B126–RR100W –20BestellbeispielWENDT *13BFEPA 1FF1WENDT *14AFEPA 14E6Qweitere Abmessungen auf AnfrageWENDTDU /VXKörnungBindung, Konz.Hsonstige AngabenB14A –125–2/35°–6–D151–MN75N –32–T8; T 15; J100BestellbeispielWENDT *14BFEPA 14EE1weitere Abmessungen auf AnfrageWENDT D U /V X Körnung Bindung, Konz.H sonstige AngabenG14B –200–5/90°–1,5–B151–SJ150N –51–T10; J160BestellbeispielWENDT *14BFEPA 1EE1weitere Abmessungen auf AnfrageWENDT D U /V X Körnung Bindung, Konz.HJ14B –110–25/90°–5–M91–VR150J –22Bestellbeispielweitere Abmessungen auf AnfrageWENDTDT /VXKörnungBindung, Konz.HJ14C –200–3/60°–10–M64–VR150N –76,2BestellbeispielWENDT *14CFEPA 1E1WENDT *14DFEPA 3E9weitere Abmessungen auf AnfrageWENDT D U/V X Körnung Bindung, Konz.H sonstige AngabenJ14D –150–3/90°–5–M46–VR150N –20–T10; J120BestellbeispielWENDT *15AFEPA 1V1WENDT *15AFEPA 14V1weitere Abmessungen auf AnfrageWENDT D T /V X Körnung Bindung, Konz.HA15A –100–12/60°–3–D91–BR100W –20Bestellbeispielweitere Abmessungen auf AnfrageWENDT D U /V X Körnung Bindung, Konz.H sonstige AngabenB15A –150–6/5°–5–D151–MR100R –51–T10; J110BestellbeispielWENDT *18AFEPA 1A1Rweitere Abmessungen auf AnfrageWENDT D T X Körnung Bindung, Konz.H sonstige AngabenF18A –150–1–5–B126–RR100W –32–E0,7BestellbeispielWENDT *27AFEPA 14U1weitere Abmessungen auf Anfrage WENDT D W /U X 1/X 2Körnung Bindung, Konz.H sonstige AngabenA27A –200–6/10–2/3–D91–BR75W –51–T12; J150BestellbeispielWENDT *28AFEPA 9A3weitere Abmessungen auf AnfrageWENDT D W X Körnung Bindung, Konz.H sonstige AngabenA28A –100–8–3–D151–BN100W –20–T28; E10BestellbeispielWENDT *30AFEPA 6A2weitere Abmessungen auf AnfrageWENDT D W X Körnung Bindung, Konz.H sonstige Angaben BestellbeispielB30A–175–15–4–D126–MR100J–51–T32; E15WENDT *31BFEPA 12V2/45°weitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenG31B –100–5–2–B151–SX100N –20–T25; E10; K54; J50BestellbeispielWENDT *31AFEPA 12A2/45°weitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenF31A –250–10–6–B91–RN75W –51–T31; E12; K188; J206BestellbeispielWENDT *31CFEPA 12C9/45°weitere Abmessungen auf AnfrageWENDTDW /UXKörnungBindung, Konz.Hsonstige AngabenA31C –150–10/4–2–D126–BN75–51–T26; E12; K106; J102BestellbeispielWENDT *34AFEPA 11A2weitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenB34A –100–6–2–D151–MR100N –32–T22; E10; K70; J87BestellbeispielWENDT *37AFEPA 4A2weitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenA37A –100–6–2–D91–BR50D –32–T12; J50BestellbeispielWENDT *36AFEPA 12A2/20°weitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenF36A –150–8–4–B91–RR100W –51–T20; E9; K68; J68BestellbeispielWENDT*38AFEPA13A2weitere Abmessungen auf AnfrageWENDT D W X Körnung Bindung, Konz.H sonstige AngabenA38A–125–5–4–D181–BR75D–20–T22; E9; K57; J70 BestellbeispielWENDT*39AFEPA 4ET9weitere Abmessungen auf AnfrageWENDT D W X Körnung Bindung, Konz.H sonstige AngabenB39A–100–6–1–D126–MR100N–20–T8; J43 BestellbeispielWENDT *39CFEPA 4F9weitere Abmessungen auf AnfrageWENDTDWX /RKörnungBindung, Konz.Hsonstige AngabenF39C –75–4–1/0,5–B151–RR125W –20–T6; J35Bestellbeispielweitere Abmessungen auf AnfrageWENDTDWXKörnungBindung, Konz.Hsonstige AngabenA39D –100–6–1–D151–BN75W –32–T10; J50BestellbeispielWENDT *39DFEPA 4BT9weitere Abmessungen auf AnfrageWENDTDXUKörnungBindung, Konz.Hsonstige AngabenF40A –100–3–10–B91–RN100D –20–T35; E10; K55; J75BestellbeispielWENDT *40AFEPA 11V9WENDT *41AFEPA 12V9weitere Abmessungen auf AnfrageWENDT D X U Körnung Bindung, Konz.H sonstige AngabenA41A –100–3–10–D126–BR100S –20–T20; E10; K65; J60BestellbeispielWENDT *43AFEPA 6A9weitere Abmessungen auf AnfrageWENDT D X U Körnung Bindung, Konz.H sonstige AngabenB43A –175–3–3–D151–MR100N –32–T35; E10; K140Bestellbeispielweitere Abmessungen auf Anfrage tWENDT L2W X Körnung Bindung, Konz.LBestellbeispielB51A–30–10–1–D46–MN75R–150。