CH5焊接与接合方法
CH铆接焊接资料实用
第13页/共13页
铆接2
铆 接
铆钉有空心的和实心的两大类,且大部分都以标准化。 铆接分冷铆和热铆。
二、铆钉的主要类型
三、铆缝的设计要点
强度计算主要是材料力学的基本公式。
强度计算时,一般假设: 连接的横向力F通过铆钉组形心,一组铆钉中各个铆钉受力均等。 铆缝不受弯矩作用。 被铆件结合面摩擦力略去不计。 被铆件危险剖面上的拉(压)应力,铆钉的剪应力,工作挤压应力都是均匀分布的。
第7页/共13页
胶接1
胶 接
胶接用于木材由来已久。随着新型胶粘剂的发展,胶接在金属构件的连接中也日渐增多。
一、概述
胶接是用胶粘剂直接把被连接件连接在一起且具有一定强度的连接,利用胶粘剂凝固后出现的粘附力来传递载荷。
胶粘剂的品种繁多,通常按其使用目的分为三类:结构胶粘剂、非结构胶粘剂和其它胶粘剂。在机械制造中常用的是结构胶粘剂中的环氧树脂胶粘剂、酚醛树脂胶粘剂等。
五、过盈连接的设计计算
过盈连接主要用以承受轴向力、传递转矩,或者同时承受以上两种载荷。为了保证过盈连接的工作能力,须作以下两方面的分析计算:
在已知载荷的条件下,计算配合面间所需产生的压力和产生这个压力所需的 最小过盈量;
在选定的标准过盈配合下,校核连接诸零件在最大过盈量时的强度。
第12页/共13页
1.对接焊缝
2.搭接角焊缝
通常正面角焊缝只用来承受拉力;侧面角焊缝和混合角焊缝可用来承受拉力或弯矩。实践证明,在静载荷作用下,搭接角焊缝的破裂通常从沿着与垂直平分线重合的最小剖面上开始。
对接焊缝主要用来承受作用于被焊件所在平面内的拉(压)力或弯矩,对接焊缝的破坏形式是沿焊缝断裂;
第5页/共13页
二、胶粘剂
第5讲-CH5-2焊接方法和工艺-20110324解剖
电渣焊
D
CO2保护焊
CБайду номын сангаас
手工电弧焊
手工电弧焊
手工电弧焊的基本原理
手工电弧焊是利用电弧放电(俗称屯弧燃烧)所产生的热量 ,将焊条与工件熔化,冷凝后形成焊缝,从而获得牢固 接头的过程。在工件与焊条两极之间的气体介质中持续 强烈的放电现象称为电弧。
手工电弧焊焊接时,电弧 中心部分的温度可达5000 ~8000℃,两极的温度可 达3500~4200℃。
J422(结422):“J”(“结”)表示结构钢焊条
“42”表示熔敷金属的抗拉强度(σb)不低于420MPa(
43kgf/mm2),“2”表示氧化钛钙型药皮,交流、直流电 源均可使用。 Z248(铸248):“Z”(“铸”)表示铸铁焊条, “2”表示熔敷金属主要化学成分的组成类型(铸铁), “4”是牌号编号,“8”表示石墨型药皮,交流、直流电 源均可使用。 焊条药皮类型及焊接电源种类,见表
过程装备制造技术
主讲:曲延鹏 机械工程学院过控研究所(8#508) ( 88395100(O) 13964066875 Email:SDU_QYP@
本讲主要内容
CH5-2 常用焊接方法及其焊接工艺
➢ 1 手工电弧焊 ➢ 2 埋弧自动焊 ➢ 3 气体保护焊 ➢ 4 电渣焊 ➢ 5 窄间隙焊 ➢ 6 焊接材料的选择
手工电弧焊的焊接过程
①引弧 ②形成熔池 ③形成焊缝
设备-焊机
三大类:孤焊变压器(交流电焊机)、弧焊发电机(直流电 焊机)、弧焊整流器
选择弧焊设备首先要考虑的是焊条涂层(药皮)类型和被 焊接头、装备的重要性。
设备-焊钳,焊接电缆
选择焊钳,焊接电缆主要考虑的是允许通过的电流密度焊 钳要绝缘好,轻便。
h型钢正确拼接焊接方法

h型钢正确拼接焊接方法嘿,咱今儿就来唠唠这 H 型钢的正确拼接焊接方法。
你可别小瞧了这焊接,那可真是一门大学问呢!就好比咱盖房子,这 H 型钢就是那大梁,要是拼接焊接不好,那房子能结实吗?肯定不行呀!那咱先说说这焊接前的准备工作。
得把那型钢的表面清理干净,不能有啥油污啊、锈迹啥的,不然焊接能牢固吗?这就好比你去相亲,不得把自己收拾得干干净净、利利索索的呀!然后就是选择合适的焊接材料,这可不能马虎。
就像你挑鞋子,得合脚才行呀,不然穿着多难受。
接着就是焊接的工艺啦。
要掌握好焊接的电流、电压,这就跟炒菜掌握火候一样,火大了糊了,火小了不熟,得恰到好处才行。
焊接的时候呢,要从中间往两边焊,不能东一下西一下的,那可不行。
你想想,要是你画画,一会儿画这儿一会儿画那儿,能画出个啥好看的画来呀。
而且要注意焊接的顺序,一层一层地来,不能着急。
还有啊,焊接的速度也得控制好。
太快了,焊缝不饱满;太慢了,又容易出现缺陷。
这就像跑步,太快了容易累垮,太慢了又赶不上趟。
焊接完了可别以为就完事了,还得检查检查呢!看看有没有啥气孔啊、裂纹啊。
这就跟咱出门前照镜子似的,得看看自己打扮得好不好呀。
要是有问题,赶紧补焊,可不能将就。
咱再说说这焊接的技巧。
要保持焊条和型钢的角度合适,这样才能焊得结实。
这就跟打羽毛球似的,你角度不对,那球能打得好吗?还有就是焊接的时候要注意保护自己,那焊接的火花可烫人了,别不小心烫着自己啦。
总之啊,这 H 型钢的拼接焊接可不是件容易的事儿,但只要咱认真对待,按照正确的方法来,就一定能焊出牢固可靠的型钢来。
咱可不能在这关键的地方出岔子呀,不然以后出了问题可就麻烦啦!所以说,大家一定要重视起来,把这焊接工作做好,让咱的建筑稳稳当当的,那多好呀!你说是不是这个理儿呢?。
ch5连接成形
第五章一、判断1.当焊接高质量要求的工件时,应采用直流弧焊机的正接法。
2.在高压电的作用下导通电路就可以产生焊接电弧。
3.埋弧焊还不能取代焊条电弧焊。
4.材料的连接成形是指采用电焊、粘接进行材料加工获得零件或构件的方法。
5.焊接电弧由阴极区、阳极区、弧柱区组成,其中阳极区温度最高。
6.反接法就是将工件接在电源的负极上,适用于焊接有色金属及薄钢板,避免焊穿。
7.焊接热影响区是焊缝中间受热而发生组织变化的区域。
8.焊条电弧焊比埋弧焊具焊接质量好,效率高,适应性广泛。
二、单选1.电阻焊属于()。
A. 钎焊B. 熔化焊C. 压力焊D电渣焊2.铜焊属于()。
A. 钎焊B. 熔化焊C. 压力焊D电阻焊3.使用碱性焊条时,一般要求焊接电源为( )。
A. 交流B. 直流C. 交直流均可D强电流4.酸性焊条用得比较广泛的原因之一()。
A. 焊缝美观B. 焊缝抗裂性好C.焊接工艺性好D焊缝抗裂且工艺性好5.碱性焊条可用在高压容器焊接上,这是因为()。
A. 焊缝美观B.焊缝抗裂性好C. 焊接工艺性好D焊缝抗裂且工艺性好6.低碳钢焊接接头中性能最差区域()。
A. 焊缝区B. 正火区C. 部分相变区D. 过热区7.焊接产生咬边缺陷的原因是()。
A焊接电流太大,焊接电弧太短B焊接电流太小,焊接电弧太长C焊接电流太大,焊接电弧太长D焊接电流太小,焊接电弧太短8.焊接热影响区,在电焊接过程中是()。
A. 不可避免B. 可以避免C. 不会形成的D不可避免,但无不良影响9.焊接时既可减少焊接应力与变形,又可避免产生冷、热裂纹的工艺措施之一是()。
A. 焊前预热B. 刚性夹持法C. 选用小电流D增加坡口尺寸10.CO2气体保护焊主要可用于()。
A. 高合金钢B. 铸铁C. 有色金属D. 低碳钢和低合金钢11.钎焊时()。
A. 焊件与钎料同时熔化B.焊件与钎料不同时熔化C.焊件不熔化,钎料熔化D.焊件熔化,钎料不熔化12.大量生产汽车油箱,用低碳钢冲压成半成品,再焊成油箱,选()的方法。
碳化钨浸润焊技术操作规程
碳化钨浸润焊技术操作规程
碳化钨浸润焊,是一种高度特化的焊接方式,常用于焊接高强
度材料,如钛、锆、高温合金等。
下面是碳化钨浸润焊技术操作规程:
一、焊接前的准备工作
1.选择适当的碳化钨电极,通常选择碳化钨电极直径为 1.6mm。
2.根据要求选择合适的焊接材料。
3.将材料表面彻底清洁,以排除氧化和其他杂质。
二、焊接参数的调整
1.在选择好焊接电极和材料后,需要根据它们的特性来调整焊
接参数,如电流、电压、焊接速度等。
焊接速度应该快于传统等离
子弧焊,以降低热影响区的尺寸。
2.碳化钨浸润焊通常需要使用低电流强度的焊接参数。
3.在调节完以上参数后,需要进行试焊,以确定最优参数。
三、焊接操作
1.将准备好的工件放在工作平台上,固定好焊接电极。
2.将焊接电极开始缓慢接近工件,同时开启气体保护,如氩气,以避免氧化。
3.将电极和工件缩短至适当的距离,这取决于焊接参数调整的
结果。
4.开始焊接,在从工件上方缓慢下降电极的同时施加合适的气
体气压,即可将电极插入工件中。
5.焊接时需要控制焊接热输入,以避免热裂缝和变形。
6.此外,焊接过程中需要保持焊接电极和工件之间的稳定距离,以确保焊接质量。
四、焊接结束
1.当焊接完成时,应该及时关停焊接机器,并关闭气体保护系统。
2.将焊接电极从焊口中抽出,并将其置于指定的存放处。
3.进行质量检查,如根据焊接质量标准来检查焊缝的外观、尺
寸和无损检测等。
以上就是碳化钨浸润焊技术操作规程,希望能对大家有所帮助。
焊接技术的五步法
焊接技术的五步法
嘿,朋友们!今天咱来聊聊焊接技术的五步法,这可真是门有趣又实用的手艺啊!
你看啊,焊接就好比是给金属材料做一次特殊的“缝合手术”。
第一步呢,就像是术前准备,得把要焊接的地方清理干净啦,不能有那些脏东西、锈迹啥的,不然怎么能“缝合”得好呢?就好像你要缝衣服,上面都是灰尘泥巴,那能缝出好看的线来吗?
第二步,就是要选好合适的焊接材料啦。
这就跟医生选手术工具一样重要呀!不同的金属得用不同的焊条,不然可就出问题咯。
第三步呀,调整好焊接的参数。
这就好像你开车,速度得合适吧,太快了不行,太慢了也不行。
焊接电流、电压啥的都得刚刚好,这样才能保证焊接质量。
第四步,开始焊接啦!这时候可得稳住手,不能抖啊。
想象一下,你在画画,手一抖那线条不就歪了嘛。
焊接也是一样,要稳稳地把焊条沿着焊缝移动,让金属完美地融合在一起。
第五步呢,就是检查啦。
就跟手术后检查伤口一样,看看焊接得牢不牢固,有没有啥缺陷。
要是有问题,赶紧修补呀!
焊接这活儿,说简单也不简单,说难也不难。
只要你按照这五步法来,多练习练习,肯定能掌握得很好。
你想想,自己亲手把两块金属焊接得结结实实的,那多有成就感啊!而且这技术在好多地方都能用上呢,家里修修补补啦,工作中啦,都能派上大用场。
所以啊,朋友们,别小看这焊接技术的五步法哦。
它就像是一把钥匙,能打开好多实用技能的大门呢!好好去学,好好去练,你会发现焊接的世界真的很奇妙!。
碳化钨浸润焊技术操作规程模版
碳化钨浸润焊技术操作规程模版第一章总则第一条为了规范碳化钨浸润焊技术的操作,确保工作人员的安全和焊接质量,特制定本操作规程。
第二条本操作规程适用于碳化钨浸润焊技术的操作。
第三条碳化钨浸润焊技术操作人员应具备相关操作技能,熟悉设备的使用方法,并严格按照本规程进行操作。
第四条在操作碳化钨浸润焊技术时,必须遵守国家相关法律法规,确保操作过程符合安全、环保要求。
第二章碳化钨浸润焊技术操作要求第五条操作前,应对碳化钨浸润焊设备进行检查,确保设备完好无损,各项参数符合要求。
第六条操作过程中,应戴好防护装备,包括防护眼镜、手套、防烟罩等。
第七条碳化钨浸润焊操作时,应保证操作区域通风良好。
第八条在操作过程中,不得随意调整设备参数,必须按照规程要求进行操作。
第九条在焊接前,应对焊接材料进行检查,确保质量符合要求。
第十条焊接过程中,应注意操作方法,确保焊接质量。
第十一条操作结束后,应及时清理设备,保持设备的干净整洁。
第三章碳化钨浸润焊技术操作步骤第十二条操作人员应熟悉设备的使用方法和结构。
第十三条操作人员应检查设备的电源和空气源,确保供电和气源正常。
第十四条操作人员应按照规程要求设置设备的相关参数。
第十五条操作人员应清理焊接区域,确保无杂物,保证焊接质量。
第十六条操作人员应将焊接材料固定在焊接台上,并使其与设备接触良好。
第十七条操作人员应戴好防护装备,并保持操作区域清洁整洁。
第十八条操作人员应按照规程要求进行焊接,确保焊接质量稳定。
第十九条焊接结束后,操作人员应检查焊接质量,确保焊接无明显缺陷。
第二十条操作人员应及时清理设备和操作区域,保持设备的干净整洁。
第二十一条操作人员应做好设备的维护工作,保证设备的正常使用。
第四章碳化钨浸润焊技术操作安全措施第二十二条操作人员应佩戴防护眼镜,确保眼睛的安全。
第二十三条操作人员应佩戴耐高温手套,防止手部受伤。
第二十四条操作人员应佩戴防烟罩,防止有害气体对呼吸系统的影响。
第二十五条在操作过程中,应注意设备的连接线路是否正常,避免电源短路。
五步焊接法的五个步骤
五步焊接法的五个步骤嘿,咱今儿就来聊聊这五步焊接法的五个步骤哈!你想啊,焊接就好比是搭积木,得一步一步来,每一步都得稳稳当当的,不然这“积木塔”可就容易倒喽!第一步呢,就像是给焊接打个底,得把焊接的地方清理干净咯。
就跟咱出门得先洗脸一样,把那些脏东西、锈啊啥的都弄走,这样后面的焊接才能“贴”得结实呀。
你说要是脸都没洗干净,涂再好的化妆品不也白搭嘛!这一步可不能马虎,得仔仔细细地做。
第二步呢,就是要把焊件给固定好了。
这就好比是盖房子得先把根基打牢,焊件要是晃来晃去的,那还怎么焊接呀,那不就成了乱弹琴啦!所以啊,得找个合适的办法把焊件稳住,让它们乖乖的。
第三步呀,就是正式开始焊接啦!这就像跑步比赛听到发令枪响一样,得全神贯注地冲出去。
这时候就得掌握好火候啦,火大了不行,火小了也不行,就跟炒菜似的,得恰到好处。
焊条就像是画笔,咱得用它画出漂亮的焊缝来。
第四步呢,可别以为焊接完了就大功告成啦!还得检查检查呢。
就跟咱写完作业得检查一遍有没有错别字一样,看看焊缝有没有啥问题,有没有漏焊的地方呀,焊缝是不是光滑呀。
要是有问题,赶紧补救,可别等出了大问题才后悔莫及呀。
最后一步,那就是清理啦!焊接完了,总会有些残渣啥的,得把它们清理干净,让焊件干干净净、漂漂亮亮的。
就像咱收拾房间一样,得把垃圾都清理掉,房间才会整洁嘛。
这五步焊接法的五个步骤,每一步都很重要哦!少了哪一步都不行,就像人走路少了一条腿似的,那可走不稳呀!咱在焊接的时候可得认真对待,不能敷衍了事。
你想想,要是焊接不牢固,那多危险呀,说不定啥时候就出问题了呢!所以呀,咱得把这五个步骤都做好,做出高质量的焊接作品来。
怎么样,我说得够清楚吧?是不是感觉焊接也没那么难啦?加油哦,相信你一定能掌握好这五步焊接法的!。
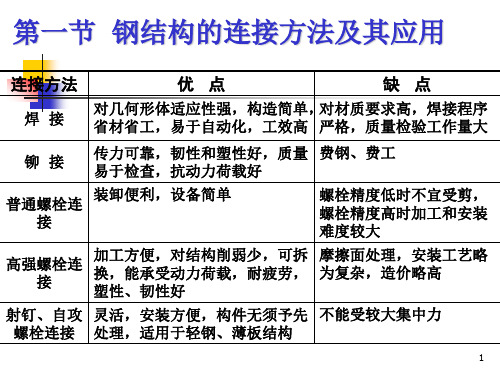
工学ch钢结构的连接
正面角焊 缝
36
课本图例
37
一、角焊缝的构造
正面角焊缝的三种破坏形式
➢ 焊缝剪坏
➢ 焊缝拉坏
➢ 焊缝断裂
38
一、角焊缝的构造
侧面焊缝
主要受剪力,应力状态单纯,但焊缝剪应力沿 长度分布不均匀,两头大,中间小,破坏起点在 两端。
39
侧面角焊缝
40
一、角焊缝的构造
2、角焊缝的尺寸要求
(1)最小焊角尺寸
fcw或ft w
点2处 :
2
N AW
My2 Iw
2
v Aw'
eq 2
2 2
3
2 2
1.1 ft w
点3处 : 3
N AW
My3 Iw
3
v Aw'
eq3
2 3
3
2 3
1.1 ft w
或1.1
f
w c
点4处 : 4
N AW
My4 Iw
ft w
32
例题分析
33
第四节 角焊缝的构造和计算
缺点:设备投资大,施工位置受限等。
送
机
丝
器
器
ห้องสมุดไป่ตู้
7
3.气体保护焊 优、缺点: 优点:焊接速度快,焊接质量 好。 缺点:施工条件受限制等。
8
第二节 焊接方法、形式、质量等级
二、焊接接头及焊缝形式
1. 按构件的相对位置分 ➢ 对接 ➢ 搭接 ➢ T形接头 ➢ 角接接头
9
第二节 焊接方法、形式、质量等级
高强螺栓连 接
加工方便,对结构削弱少,可拆 换,能承受动力荷载,耐疲劳, 塑性、韧性好
碳钢管的5G对接焊接工艺

碳钢管的5G对接焊接工艺一压力管道压力管道,是指利用定的压力,用于输送气体或者液体的管状设备,其受监察范围规定为最高工作压力大于或者等于0.1MPa (表压)的气体液化气体蒸汽介质或者可燃易爆有毒有腐蚀性最高工作温度高于或者等于标准沸点的液体介质,且公称直径大于25mm的管道。
在这个与时俱进的年代机器生产已取代了体力劳动,目前就智能化生产毕竟存在局限性,尤其在焊接领域,有些方位和环境限制了机械化焊接,例如生产车间压力管道的焊接,许多管道都密密麻麻的摆放在一起,由于空间位置的限制,不得不需要人工的焊接。
这就对于一个焊工的操作水平和熟练程度提出来重大的考验,尤其对于高温高压及耐腐蚀性的管道焊接的要求更为苛刻,这就要求焊工具有良好的品质和精湛的焊接技能。
二设备及材料准备工作1.材料和工具钢管168x8mm(碳钢),长度200mm 。
焊机,保温桶焊帽护目镜打磨机内磨机砂纸焊条焊丝钢丝刷和敲渣锤。
焊机直流氩弧焊机ws-400 焊条CHE427 焊丝H08Mn2SiA。
2.下料切割:1.将挑选好的碳钢管材固定好,用氧乙炔火焰切割进行切割。
2.切割角度调至单面坡口为30±2°氧乙炔切割所注意的事项:1.进行气割作业的人员必须是专业人员,方可进行切割。
2.氧气瓶乙炔瓶的阀表均应齐全有效,紧固可靠,不得松动破损和漏气。
氧气瓶及其附件胶管和开闭阀门的扳手上均不得沾染油污。
3.氧气瓶应与其他易燃气瓶油脂和其他品燃物品分开保存,氧气瓶应有防震胶圈,不得在强烈阳光下暴晒。
4.乙炔胶管,氧气胶管不得错装。
5.氧气瓶与乙炔瓶储存和使用时的距离不得少于5米,氧气瓶乙炔瓶与明火或割炬间距离不得小于10米。
6.进行切割作业是要穿好防护服,佩戴好护目镜防止切割过程中铁水飞溅烫伤切割人员或者其他人员。
7.点火时,应先开乙炔阀点火,然后开氧气阀调整火焰。
关闭时先关闭乙炔阀,再关闭氧气阀。
8.刚切割完的管温度极高,等温度降低之后戴好防护手套方可拿回进行打磨工作。
5g焊接要领及方法
5g焊接要领及方法
嘿,朋友们!今天咱就来唠唠 5G 焊接这档子事儿。
你想啊,5G 焊接那可是个精细活儿,就跟咱小时候搭积木一样,得小
心翼翼的。
比如说,在焊接的时候要掌握好焊接的角度,这角度不对,那不就跟搭积木歪了一块差不多嘛,整个结构不就不牢固啦!还有那焊接的速度,太快太慢都不行,可不能像着急忙慌走路似的,得稳稳当当的。
咱先来说说这要领哈。
首先,你得把要焊接的地方清理得干干净净,不然就跟穿着脏衣服去参加派对似的,多不讲究啊!然后呢,电流得调好,小了焊不牢,大了又容易出问题,这可得拿捏准咯!这不就跟煮泡面放水一样嘛,水多了没味道,水少了又干巴巴的。
再讲讲方法。
哎呀,比如说吧,咱可以用熔化极气体保护焊,这就像是给焊接处披了一层保护衣,让它更结实呢!还有那非熔化极气体保护焊,也是超厉害的一招。
嘿,你说这 5G 焊接是不是很神奇啊!就像变魔术一样,能把两块金属
牢牢地连接在一起。
我之前看到人家专业焊工操作,那叫一个熟练,火花四
溅中就把活儿干得漂亮极了。
咱要是也能掌握好这些要领和方法,那不得牛气哄哄的呀!
反正我觉着啊,5G 焊接这活儿,只要咱认真去学,认真去练,肯定能掌握得杠杠的!咱可不能小瞧了这些技术,这都是实实在在的本事啊!通过咱的双手,能让那些金属变成坚固的结构,多有成就感啊!别再犹豫啦,赶紧去试试 5G 焊接吧!。
ch5_切割. 黏晶 . 与焊线接合

Chapter 切割、黏晶與銲線接合中興大學化工系陳志銘切割、黏晶與銲線接合中興大學化工系陳志銘電子構裝技術與材料切割黏晶銲線接合晶圓晶片切割機是非常精密之設備,其主軸轉速約在30,000至60,000rpm之間,由於晶粒與晶粒之間距很小(約在2mil,1mil=25 m)而且晶粒又相當脆弱,因此精度要求相當高,且必須使用鑽石刀刃來進行切割,而且其切割方式係採磨削的方式把晶粒分開。
磨削的過程中會產生很多的小粉屑,因此在切割過程中必須不斷地用淨水沖洗,以避免污染到晶粒。
切割好之晶圓便會傳送到下一個製程進行黏晶。
黏晶的目的主要是要將上一步驟切割完成的晶粒放置在導線架(leadframe)上面,並用環氧樹脂(業界一般稱之為銀膠)加以黏著固定。
導線架是提供晶粒一個黏著的位置(一般稱之為晶粒座,die pad)並有內、外引腳得設計用來作為傳輸訊號的溝通橋樑。
一個導線架依不同的設計可能有數個晶粒座,而排列方式通常是排成一列,但也有矩陣式的排列方式。
晶粒座黏晶用之黏晶膠通常包含有樹脂系統及填充物,樹脂系統則包含有樹脂(resin)、烘烤試劑(curing agent)、柔軟劑(flexibilizer)、稀釋劑(diluent)及加速劑(accelerator),填充物一般包括金屬填充物、陶瓷填充物及高分子填充物。
一般而言黏晶膠分為導電性黏晶膠及非導電性黏晶膠,導電性黏晶膠通常加入導電性填充物如銀金屬粉粒作為導電媒介,而非導電性黏晶膠則加入非導電性填充物如陶瓷填充物二氧化矽(silica)或氮化硼(boron nitride)等陶瓷粉粒或高分子填充物聚四氟乙烯(teflon)高分子粉粒。
目前塑膠密封構裝所使用之黏晶膠以導電性黏晶膠為主,尤其是以加入導電性填充物如銀金屬粉粒為大宗。
黏晶的優劣對產品可靠度的影響,主要包括有樹脂中離子的含量、銀的遷移、及空洞。
環氧樹脂中若含了過多的氯、鈉等離子,將引起金屬的腐蝕造成破壞。
焊接连接的操作方法

焊接连接的操作方法
焊接连接的操作方法主要包括以下步骤:
1. 准备工作:选用合适的焊接设备和材料,准备好焊接面的清洁和调整设备的参数。
2. 焊接前的装配:将要连接的工件装配好,并保证焊接接头的间隙合适。
3. 熔化材料:将焊接材料加热至熔化,涂覆在需要连接的部位。
4. 熔化连接:将加热后的焊接材料与工件表面熔化,使它们互相融合。
5. 冷却:焊接完毕后,待焊接处冷却后,可进行后续处理。
6. 清洁及表面处理:将焊接接头清洁干净,满足后续处理的要求。
需要注意的是,不同的焊接方法具有不同的操作步骤和要求,如电弧焊、气焊、TIG焊等,操作时需要根据具体情况进行选择。
同时,在操作过程中必须遵循安全操作规范,做好防护措施,确保人身和设备安全。
焊接的正确方法和步骤

(1)焊前处理步骤焊接前,应对元器件引脚或电路板的焊接部位进行处理,一般有“刮”、“镀”、“测”三个步骤:“刮”:就是在焊接前做好焊接部位的清洁工作。
一般采用的工具是小刀和细砂纸,对集成电路的引脚、印制电路板进行清理,去除其上的污垢,清理完后一般还需要往待拆元器件上涂上助焊剂。
“镀”:就是在刮净的元器件部位上镀锡。
具体做法是蘸松香酒精溶液涂在刮净的元器件焊接部位上,再将带锡的热烙铁头压在其上,并转动元器件,使其均匀地镀上一层很薄的锡层。
“测”:就是利用万用表检测所有镀锡的元器件是否质量可靠,若有质量不可靠或已损坏的元器件,应用同规格元器件替换。
(2)焊接步骤做好焊前处理之后,就可进行正式焊接。
不同的焊接对象,其需要的电烙铁工作温度也不相同。
判断烙铁头的温度时,可将电烙铁碰触松香,若有“吱吱”的声音,说明温度合适;若没有声音,仅能使松香勉强熔化,则说明温度太低;若烙铁头一碰上松香就大量冒烟,则说明温度太高。
一般来讲,焊接的步骤主要有三步:(1)烙铁头上先熔化少量的焊锡和松香,将烙铁头和焊锡丝同时对准焊点。
(2)在烙铁头上的助焊剂尚未挥发完时,将烙铁头和焊锡丝同时接触焊点,开始熔化焊锡。
(3)当焊锡浸润整个焊点后,同时移开烙铁头和焊锡丝。
焊接过程一般以2~3s为宜。
焊接集成电路时,要严格控制焊料和助焊剂的用量。
为了避免因电烙铁绝缘不良或内部发热器对外壳感应电压而损坏集成电路,实际应用中常采用拔下电烙铁的电源插头趁热焊接的方法。
电烙铁虚焊及其防治方法焊接时,应保证每个焊点焊接牢固、接触良好,锡点应光亮、圆滑无毛刺,锡量适中。
锡和被焊物熔合牢固,不应有虚焊。
所谓虚焊,是指焊点处只有少量锡焊住,造成接触不良,时通时断。
为避免虚焊,应注意以下几点:(1)保证金属表面清洁若焊件和焊点表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮金属,才能给焊件或焊点表面镀上锡。
(2)掌握温度为了使温度适当,应根据元器件大小选用功率合适的电烙铁,并注意掌握加热时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第五章 銲接與接合方法
當我們對週遭所用的產品加以檢視時,可以發現不論其功能、構造或型式是多麼簡單,也大都是經由兩個以上的不同零件組合而成,例如原子筆、水果刀、鍋鏟、眼鏡、球鞋等。包含許多零件並依其設計之功能,使用不同的材料加工成各種大小及形狀,再經裝配而得,例如手機、電腦、電視機、自動販賣機、工具機、機車、汽車、飛機、太空梭等。實際上只有極少數由單一零件即可構成有用的產品,例如鐵釘、木螺絲、訂書釘、刀叉等。
4.產品在堪用生命週期內必須將其拆解分開,以便保養、修理或局部更換。
5.考慮運送的方便及費用等。
零件組合成有用產品的過程一般稱為裝配(Assembly)本書將於第十三章中再詳述。然而,零件本身在成形的過程中也會因為上述的類似原因而需先進行組合加工,此即所謂的接合程序(Joining processes)。裝配與接合程序在機械製造之實際應用上並無明確之區分,並可通稱為接合。接合的方法包括,有非永久性的接有:
1.產品的形狀尺寸太過複雜或龐大,想要製造單一零件即成為所要的產品是不可能者。
2.製造個別零件再組合成產品的做法,比較符合經濟效益。
3.因應產品在不同部位之特定功能要求,需採用具備性質不同的材料分別加工成零件,各司其職才能達成產品設計之目標。