眼镜装配加工流程(资料参考)
眼镜生产工艺流程

眼镜生产工艺流程一、前期准备1. 完成产品设计和原型制作,确定眼镜的样式、材料和规格。
2. 采购所需的眼镜镜片、镜框、鼻托、螺丝等原材料和配件。
3. 为生产过程做好准备,确保所需设备和生产线的正常运行。
二、制作眼镜镜框1. 将镜框模具安装到注塑机上,注塑机加热并融化塑料原料。
2. 将熔化的塑料原料注入模具中,并通过压力和冷却使其成型。
3. 将成型的眼镜镜框放入光照室进行紫外线固化处理,提高其硬度和强度。
4. 检查眼镜镜框的外观质量,如有瑕疵则进行修整或重新制作。
三、加工眼镜镜片1. 根据眼镜的度数和凹凸度要求,使用计算机数控剪裁机对镜片进行切割。
2. 使用加工设备对镜片进行研磨和抛光,使其表面光滑并去除切割瑕疵。
3. 在镜片上涂覆防反射膜等特殊涂层,提供更好的视觉效果和保护功能。
4. 检查眼镜镜片的质量,如有损坏或不合格的镜片需要重新加工或更换。
四、组装眼镜1. 将制作好的眼镜镜框和镜片放在组装台上,根据度数和凹凸度要求进行组装。
2. 使用专用的螺丝和工具将镜片固定在镜框上,确保安全和稳固。
3. 安装鼻托和支撑架等配件,提高眼镜的舒适度和稳定性。
4. 对组装好的眼镜进行视觉检查和调整,确保其度数准确、镜片无歪斜等问题。
五、质检和包装1. 进行质量检验,包括外观质量、度数准确性、配件安装和镜片防护效果等。
2. 对合格的眼镜进行清洁和消毒处理,保证卫生和安全。
3. 使用专用的包装材料和盒子对眼镜进行包装,防止损坏和污染。
4. 根据销售要求,贴上标签和标识,包括品牌、规格、生产日期等信息。
六、成品入库和配送1. 对包装好的眼镜进行分类和编号,方便管理和跟踪。
2. 将成品入库,并做好库存管理,防止损失和滞销。
3. 安排快递或物流公司进行配送,确保货物安全送达目的地。
以上为眼镜生产的基本工艺流程,每个环节都需要严格操作和质量控制,以确保生产出高质量的眼镜产品。
配眼镜工艺的相关流程
配眼镜工艺的相关流程一、按验光处方加工好镜片,变色镜片应按变色速度、颜色深浅进行配对。
二、在屈光度仪上点好镜片光学中心和散光轴向三、用手操作割边的应把划板中心在水平方向划出水平平分线,将镜片光学中心与样板水平平分线放置合,在水平向沿平分线移动镜片使瞳距达到要求后,用玻璃刀按样板形状划好,钳去多余部份的镜片后,进行割边。
用自动磨边机割边,应在投影仪上按上述要求,定好中心后打上标记进行割边。
如镜片直径不移,无法移动镜片使光学中心符合瞳距要求,就应当在镜片加工时,人为地把光学中心磨偏,散光镜片应在散光面加工完毕之后,定好散光轴向后,再加工球面,加工球面时要人为的加工出偏心的镜片,必须按散光轴向进行加工。
四、眼镜的装配(一)什么是眼镜的装配将磨、割定型的眼镜片与相应的镜架装配在一起,成为一付有使用价值的可以配戴的眼镜的过程称为装配。
它是眼镜行业中不可缺少的工序,装配质量的好坏直接影响到眼镜的效果。
在装配的过程中,影响其质量的因素有镜架的质量,镜片的质量,装配工具的质量以及技术。
因此,为了装好一副眼镜,首先必须熟悉由各种材料制成的各类镜架的性能,结构与特点。
第二,要严格遵守装配操作程序。
第三,选用适当的装配工具。
第四,应用相应装配技术。
第五,熟知装配的质量标准,否则,就可能发生各类装配的质量问题。
例如,因装配过松造成镜片由框架中自由脱出以致打碎,或因镜片装得过紧而自然崩裂,或因左右镜片调错而使配镜者无法戴用,或因装配时散光轴线偏位而使戴镜人视物不清等等。
一句话,装配质量影响着整付眼镜的质量和效能的正常发挥。
(二)眼镜装配的操作程序概括起来说,眼镜的装配操作程序可分解为相配、安装与整理三步,但它们又是紧密联系在一起的。
1、相配对各类不同材料制成的镜架采用与之相适应的装配工具使镜框形状与欲装之镜片的形状完全相似,这一操作过程就是相配。
由于秀郎、桥梁及金属架不如全塑架有较大的伸缩性,所以在割边操作时常必须进行镜架与镜片的相配工作,凡上述各类镜架的镜片装配工作实际上是装配的整理过程;而对无框眼镜而言,因其无框,故也无相配这一操作过程,所以在这里讲的相配主要是对全塑架而言的。
眼镜生产工艺流程

眼镜生产工艺流程
眼镜是现代人们日常生活中常用的配饰品,也是一种视力矫正工具。
眼镜的生产工艺流程经过多年的发展和改进,已经非常成熟和标准化。
下面我们将详细介绍眼镜的生产工艺流程。
1. 设计与原材料准备
眼镜的生产首先需要进行设计,设计师根据市场需求和流行趋势设计出款式各异的眼镜图纸。
然后根据设计图纸准备原材料,眼镜的原材料主要包括镜片、镜架、鼻托、螺丝等。
镜片通常采用树脂或玻璃材质,镜架则有金属、塑料等不同材质。
2. 切割与打磨
镜片的切割是眼镜生产的第一道工序,工人根据设计图纸将镜片进行精确的切割。
然后进行打磨,使镜片表面光滑,没有毛刺和划痕。
3. 焊接与组装
镜架的生产需要进行焊接工艺,将镜架的各个部件进行精密的
焊接,确保镜架的牢固和稳定。
然后进行组装,将镜片和镜架进行
组装,同时安装鼻托和螺丝。
4. 清洗与质检
组装完成的眼镜需要进行清洗,去除生产过程中的油污和灰尘。
然后进行质检,检查眼镜的各个部位是否完好,镜片是否有瑕疵,
确保眼镜的质量符合标准。
5. 包装与配送
最后将质检合格的眼镜进行包装,通常采用塑料袋、盒子或者
包装盒进行包装。
然后进行配送,将眼镜运往各个销售点或者直接
邮寄给顾客。
以上就是眼镜的生产工艺流程,每一个环节都需要经过严格的
操作和质检,确保眼镜的质量和外观都符合标准。
随着科技的发展
和工艺的改进,眼镜的生产工艺也在不断提高,以满足人们对眼镜
的不断追求和需求。
眼镜工艺流程
眼镜的生产工艺流程(金属架)总流程:接单→做配件→半成品→成品包装(1) PC组流程:开单→跟单→发单(2)设计组流程:设计开发→绘图→复色(3)手板组流程: CNC加工→雕刻→按图纸要求出手板(4)绕圈组流程:做眼核(蓝片)→绕圈→出货(5)配件油压组流程:热处理油压模(不锈钢、油生变热、不易变软)→磨模→磨床→开模→试料→拉线→律线→打弯→油压→剪边→滚桶(6)配件小冲组流程:锉料→配件加工[铣床、钻床、手啤机(扭曲打弯)] →完成烧焊→执架→滚桶→磨光→QC(相当于控制检查部)(7)烧焊组流程:A)烧夹口(全框架)→锣夹口→烧鼻梁→烧横梁→烧烟斗→烧铰链→烧弹弓壳→加银(有利于烧焊)→烧架B)烧鼻梁组流程:车眼核→锣鼻梁(60%)→烧鼻梁→磨粗(上铰链时将胶脾进行打磨)→烧烟斗划切口线等电极烧焊模(8)胶配件组流程:(包括做脚套,胶比,胶饰料)跟单→开料(155mi)→做比→夹模→打铜线→锣比→车比花式→手工→弯比尾→粘胶(上铰链时)→切比→磨圆脚套→穿珠子→滚桶→装配(即锣切脚套、胶比、胶饰料)→打磨→QC包装X轴相关比例系数(A位圈形尺码)镜架弯度450弯600弯800弯1000弯1200弯比例系数9/A位12/A位16/A位20/A位24/A位弧度半径R116R87R65R65R65俯视图(架弯角度)84°78°72°66°60°俯视(镜片弧度、架弯弧度) 116876565眼镜中的分类一按用途可分:男装架,女装架,中性架,老花架,儿童架,记忆金属架,太阳架。
1)中性架:中性即为男、女都有适应的款式;2)太阳架:根据眼镜架弯度的不同可分为:600弯,800弯(一般适用于国内及东南亚);有的弯度更大至1000弯,1200弯(一般适用于欧美市场)二按材料可分:白铜架,不锈钢架,钛合金架,铝架,蒙乃尔架,注塑架(一般是PC 材料),胶板材架(材质特性成酸性)。
眼镜的加工流程
眼镜的加工流程1、调整设备:首先调整好配镜设备的备用状态(包括焦度计、开模定位仪、电脑磨边机等);2、检查镜架:检查镜架型号、尺寸、颜色是否与购物订单的内容一致,不一致退回镜架仓库;3、检查镜片:检查镜片色泽、表面质量、度膜颜色等是否一致,是否符合国家标准,如有问题的退回镜片仓库;4、检测度数:将焦度计归零并精确到0.01度,把镜片放在焦度计上,镜片凹面朝下放置,测出镜片的顶焦度、散光轴向,顶焦度、轴向必须与配镜单顶焦度相一致。
分清左右眼的顶焦度,标上记号。
5、制作模板:把镜框放到扫描区内,并让其固定,按扫描键,电脑自动将镜圈扫描一圈。
如果半边架或无边架,则需取镜框上的模板,用吸胶粘住模板,使吸胶的水平线与模板的水平线相一致,再进行扫描。
后再按成型键,显示屏上即会显示所需的镜圈模板。
6、中心定位:将标识好的镜片先右后左的工作程序放入开模定位仪的定位图。
并对准镜片的中心点和轴位与图象重合。
根据镜架的尺寸与顾客的实际瞳距、瞳高来进行水平移心和垂直移心。
7、设定数据、加工布局:定好中心后,先按固定键将吸胶把镜片吸住,放入磨边机内,固定镜片(按移进键将镜片夹紧)。
按照配镜单数据设定数据,再按一下磨边机上的模型输入键,选择镜片类型、相应的材料,选择镜框类型,同时设定功能模式(抛光、倒边、开槽等功能),然后进行磨片。
8、电脑自动磨边:检查所有输入的数据和设定的加工布局,一切无误后进行电脑自动磨边,磨边顺序按照先右后左进行加工。
9、镜片的安装:电脑磨边程序进行完毕,自动停止。
配镜师先用左手拿住镜片,再用右手按移出键,使镜片安全脱离电脑。
把眼镜圈的螺丝松开,把镜片平放于镜圈内,若太大则进行二次加工,如镜片刚好与镜圈吻合则进行安装。
如为无边架再用钻孔机进行钻孔。
磨好的镜片装入镜框不能太松也不能太紧,太松容易脱落,太紧则镜片将产生内应力,轻轻挤压时容易碎裂甚至自动爆裂。
10、调整眼镜:按照装配眼镜的国家标准进行调整眼镜,同时根据顾客特殊的需求进行特殊的调整,使顾客配戴舒适。
眼镜的工艺流程
眼镜的工艺流程眼镜是人们日常生活中不可或缺的用品,它能够有效地改善视力问题,保护眼睛健康。
眼镜的制作工艺经过了长期的发展和完善,包括了多个环节的精细加工和技术处理。
下面将详细介绍眼镜的工艺流程。
1. 配镜眼镜的制作首先需要进行配镜。
顾客前来配镜时,眼镜店的工作人员会使用专业的配镜仪器对顾客的眼睛进行详细检测,包括视力、瞳距等参数的测量。
根据顾客的视力情况,选择合适的镜片。
2. 镜片加工选定合适的镜片后,需要进行镜片的加工。
首先是镜片的切割,根据眼镜的设计要求,将镜片进行精确的切割。
然后进行磨边,将切割后的镜片边缘进行磨削,使其光滑平整,不伤手。
接着是镜片的抛光,通过抛光工艺,使镜片表面更加光滑,提高透光率。
3. 镜框加工与镜片加工同时,镜框也需要进行加工。
首先是镜框的设计,根据顾客的需求和面部特征,选择合适的镜框设计。
然后进行材料的选择,一般有金属、塑料等材质可供选择。
接着是镜框的成型,将选定的材料进行加工成镜框的形状,包括镜腿、鼻托等部分。
4. 组装镜片和镜框加工完成后,就需要进行组装。
将镜片安装到镜框中,确保镜片与镜框完美贴合。
同时进行调试,确保镜片的位置和角度符合顾客的使用需求。
这一步需要非常精细的操作,以确保眼镜的舒适度和视觉效果。
5. 质检组装完成后,需要进行眼镜的质量检验。
检查镜片和镜框的表面是否有瑕疵,检查镜片的透光率和抗刮性能,确保眼镜的质量符合标准。
6. 清洁和包装通过质检合格后,眼镜需要进行清洁和包装。
清洁工作包括去除镜片和镜框表面的灰尘和污垢,确保眼镜的清洁度。
然后进行包装,将眼镜放入眼镜盒中,并附上清洁布、使用说明等配件。
以上就是眼镜的工艺流程,经过这些环节的精细加工和处理,才能制作出一副质量优良的眼镜。
眼镜的制作工艺需要高度的精密度和技术要求,只有经过严格的工艺流程,才能保证眼镜的质量和舒适度。
眼镜装配要点

次将镜片整体嵌入
Z对镜架进行标准调校
因有可能加热镜圈后使铰链变松
免使某一部分过热
过拇指和示指同时用力将镜片鼻侧压入鼻侧镜圈
Z模板制作
Z用剪刀沿描记线将模板剪出来
撑片打孔机Z撑片打孔机撑片打孔机撑片打孔机撑片打孔机
中心槽前弧槽后弧槽
盘,由浅至深开出沟槽
边缘与切割轮的位置关系
先将镜片的上半部的沟槽嵌入金属框内凸起的尼龙丝
镜片的下半部的沟槽内
如果张力不合适,应将镜片取下,调整尼龙线的长度
上抛光蜡
两个钻头尖相对,最小间隔为
匀速缓慢地将打孔控制臂向下按至极限后再抬起,移
面,就在前表面作标记,反之则在后表面作标记用鼻梁桩头或镜腿桩头的定位孔与之验证
打右眼镜片鼻侧孔打右眼镜片鼻侧孔
打鼻右眼镜片侧孔
旋紧,注意孔的两侧要垫上塑料垫圈;Z装配好右眼镜片鼻梁的镜片
镜片的颞侧,确定颞侧孔的位置
旋紧Z用左侧镜腿验证打孔位置,确保对称
装配完成。
眼镜加工流程
眼镜加工流程眼镜是人们日常生活中不可或缺的用品,而眼镜的加工流程也是一个复杂而精细的过程。
下面我们就来详细了解一下眼镜的加工流程。
首先,眼镜加工的第一步是设计。
设计师根据客户的要求和眼镜的类型,使用专业的设计软件进行眼镜的设计。
设计师需要考虑到眼镜的款式、颜色、大小等因素,确保设计出的眼镜符合客户的需求并且符合人体工程学原理。
接下来是材料的选择和准备。
眼镜的材料通常包括镜片、镜架、鼻托和螺丝等。
在加工之前,需要对这些材料进行严格的筛选和检验,确保材料的质量达到标准要求。
同时,根据设计师的设计图纸,将材料进行裁剪和加工,为后续的组装做好准备工作。
然后是镜片的加工。
镜片是眼镜的核心部件,其加工过程需要非常精密的设备和技术。
首先是对镜片进行切割,根据设计要求将镜片切割成合适的大小和形状。
然后进行打磨和抛光,确保镜片的表面光滑,没有毛刺和瑕疵。
最后是对镜片进行镀膜处理,提高镜片的透光性和耐磨性。
镜框的加工也是一个重要的环节。
镜框的加工通常包括注塑成型、金属冲压、激光切割等工艺。
根据设计要求,将镜框的材料进行加工和成型,确保镜框的外观和结构符合设计要求。
同时,对镜框进行喷漆、喷油等表面处理,提高镜框的质感和耐用性。
最后是眼镜的组装和调试。
在组装过程中,需要将镜片和镜框进行精准的配合,确保镜片的位置和角度符合要求。
同时,安装鼻托、螺丝等配件,确保眼镜的舒适度和稳固性。
在组装完成后,需要对眼镜进行调试,确保镜片的度数和位置符合验光师的验光要求,同时还需要对眼镜的稳定性和舒适度进行检验。
通过以上的加工流程,一副高质量的眼镜就完成了。
眼镜加工是一个需要精密技术和严格管理的过程,只有经过严格的质量控制和专业的加工技术,才能产出符合客户需求的眼镜产品。
希望通过本文的介绍,能够让大家对眼镜加工流程有更深入的了解,也希望大家在购买眼镜时能够选择到合适的产品,保护好自己的眼睛健康。
简述无框眼镜装配流程

简述无框眼镜装配流程【中英文实用版】Task Title: Outline the Process of Assembly for Frameless GlassesThe assembly process of frameless glasses involves several meticulous steps to ensure the eyewear fits perfectly and functions well.Below is a general outline of the process, presented in a bilingual format for clarity.Firstly, the lens blank is prepared.This involves selecting the correct prescription and type of lens material, such as plastic or glass.The blank is then cut to the desired size and shape using precision machinery.接下来,是镜片加工环节。
这一步骤包括对镜片进行打磨、抛光,以及根据用户的屈光度对镜片进行弯曲,使其能够正确地聚焦光线。
Once the lens blank is cut, it moves on to the lens processing stage.This step includes polishing, edging, and heating the lens to the correct curvature as per the user"s prescription, ensuring proper light refraction.After the lenses are processed, the next step is to mount them into the frame.For frameless glasses, this typically involves using a mounting bracket that holds the lens in place against the wearer"s face.The bracket is adjusted to ensure the lenses are positioned correctly.随后,是对镜片和支架的固定。
明月镜片装配工艺流程

明月镜片装配工艺流程English Answer:The assembly process of the Moon Mirror lens involves several steps to ensure the quality and functionality of the product. The following is a detailed description of the assembly process:1. Lens Inspection: The first step is to inspect the lenses for any defects or imperfections. This includes checking for scratches, bubbles, or any other flaws that may affect the performance of the lens.2. Lens Cleaning: Once the lenses pass the inspection, they are thoroughly cleaned to remove any dust, fingerprints, or other particles that may have accumulated during the manufacturing process.3. Frame Preparation: The frames are prepared by ensuring that they are free from any defects or damages.This includes checking for any loose screws or misaligned parts that may affect the assembly process.4. Lens Mounting: The lenses are carefully mounted onto the frames, ensuring a secure and proper fit. This step requires precision and attention to detail to ensure that the lenses are aligned correctly.5. Frame Adjustments: After the lenses are mounted, the frames are adjusted to ensure a comfortable fit for the wearer. This may involve adjusting the nose pads, temple arms, or other parts of the frame to achieve the desired fit.6. Lens Alignment: Once the frames are adjusted, the lenses are aligned to ensure optimal vision. This includes checking for any distortions or misalignments that may affect the wearer's vision.7. Quality Control: The assembled Moon Mirror lenses undergo a final quality control check to ensure that they meet the company's standards. This includes checking forany remaining defects or imperfections and making any necessary adjustments or repairs.8. Packaging: The final step in the assembly process is packaging the Moon Mirror lenses for shipment. This includes carefully placing the lenses in protective cases or packaging materials to ensure they are not damaged during transport.中文回答:明月镜片的装配工艺流程包括以下几个步骤,以确保产品的质量和功能性:1. 镜片检查,首先要检查镜片是否有任何缺陷或瑕疵。
加工眼镜安装镜片的正确方法

加工眼镜安装镜片的正确方法加工眼镜和安装镜片是一个相对复杂的过程,需要经验丰富的技术人员来完成。
以下将详细介绍加工眼镜和安装镜片的正确方法。
1. 准备工作- 在进行加工和安装之前,需要准备以下工具和材料:眼镜架、镜片、眼镜螺丝刀、螺丝和眼镜布。
确保所有工具是干净的,以防止灰尘和污垢损坏镜片。
2. 选择合适的镜片- 根据用户的度数和需求选择适合的镜片。
不同的度数需要不同的镜片厚度,一般分为单光眼镜片和渐进多焦眼镜片。
3. 加工镜片- 由于镜片是定制的,需要根据用户的度数和镜框的尺寸进行加工。
首先,用眼镜螺丝刀拆下镜框上的镜片。
然后,使用加工机器将镜片切割成适合眼镜架形状的尺寸。
确保切割的边缘光滑,没有毛刺。
4. 镜片的修边- 为了适应眼镜架和使用者的需求,需要将镜片进行修边。
通过使用磨边机器,将镜片的边缘磨圆和光滑。
确保边缘与眼镜架紧密贴合,没有凹凸不平或尖锐的部分。
5. 安装镜片- 安装镜片需要谨慎,以防止镜片损坏。
首先,用螺丝刀将螺丝安装在镜框上。
然后,将镜片小心地放入镜框的凹槽中,确保镜片与凹槽完全贴合。
最后,用螺丝刀将镜片固定在镜框上。
确保螺丝不过紧,但也不过松,以免损坏镜片或导致镜片松动。
6. 清洁镜片- 清洁镜片是确保视觉清晰和镜片寿命的关键。
使用专门的眼镜布或清洁剂轻轻擦拭镜片表面,去除污垢和指纹。
不要使用含有酒精或过于粗糙的物质清洁镜片,以防止划伤或损坏。
7. 调整镜框- 安装完镜片后,需要根据用户的需求对镜框进行调整。
确保镜框的鼻托和镜腿与使用者的面部轮廓紧密贴合,并且舒适无压。
使用钳子或专用的工具调整镜框的角度和弹性,确保镜框不会松动或变形。
总结:加工眼镜和安装镜片是一项技术含量较高的工作,需要经过专业的培训和具备丰富的经验。
以上是加工眼镜和安装镜片的正确方法。
通过选择合适的镜片,精细加工和准确安装,能够提供给使用者舒适和清晰的视觉体验。
同时,定期清洁和维护眼镜可以延长镜片的寿命。
眼镜装配加工流程(资料参考)

1、调整设备:首先调整好配镜设备的备用状态(包括焦度计、开模定位仪、电脑磨边机等);2、检查镜架:检查镜架型号、尺寸、颜色是否与购物订单的内容一致,不一致退回镜架仓库;3、检查镜片:检查镜片色泽、表面质量、度膜颜色等是否一致,是否符合国家标准,如有问题的退回镜片仓库;4、检测度数:将焦度计归零并精确到0.01度,把镜片放在焦度计上,镜片凹面朝下放置,测出镜片的顶焦度、散光轴向,顶焦度、轴向必须与配镜单顶焦度相一致。
分清左右眼的顶焦度,标上记号。
5、制作模板:把镜框放到扫描区内,并让其固定,按扫描键,电脑自动将镜圈扫描一圈。
如果半边架或无边架,则需取镜框上的模板,用吸胶粘住模板,使吸胶的水平线与模板的水平线相一致,再进行扫描。
后再按成型键,显示屏上即会显示所需的镜圈模板。
6、中心定位:将标识好的镜片先右后左的工作程序放入开模定位仪的定位图。
并对准镜片的中心点和轴位与图象重合。
根据镜架的尺寸与顾客的实际瞳距、瞳高来进行水平移心和垂直移心。
7、设定数据、加工布局:定好中心后,先按固定键将吸胶把镜片吸住,放入磨边机内,固定镜片(按移进键将镜片夹紧)。
按照配镜单数据设定数据,再按一下磨边机上的模型输入键,选择镜片类型、相应的材料,选择镜框类型,同时设定功能模式(抛光、倒边、开槽等功能),然后进行磨片。
8、电脑自动磨边:检查所有输入的数据和设定的加工布局,一切无误后进行电脑自动磨边,磨边顺序按照先右后左进行加工。
9、镜片的安装:电脑磨边程序进行完毕,自动停止。
配镜师先用左手拿住镜片,再用右手按移出键,使镜片安全脱离电脑。
把眼镜圈的螺丝松开,把镜片平放于镜圈内,若太大则进行二次加工,如镜片刚好与镜圈吻合则进行安装。
如为无边架再用钻孔机进行钻孔。
磨好的镜片装入镜框不能太松也不能太紧,太松容易脱落,太紧则镜片将产生内应力,轻轻挤压时容易碎裂甚至自动爆裂。
10、调整眼镜:按照装配眼镜的国家标准进行调整眼镜,同时根据顾客特殊的需求进行特殊的调整,使顾客配戴舒适。
20眼镜装配

调整中心槽位置
位置靠前
逆时针
位置靠后
顺时针
不同镜片的沟槽位置
沟槽机的使用方法
设定沟槽类型 设定沟槽的前后位置
深度刻度盘调到0,开关OFF位 用水冷却海面块 镜片薄边朝下,前表面朝右 张开导向臂,将镜片放到切割轮上 打开开关
沟槽机的使用方法
注意事项
排水 润滑油 槽的深度一般 为宽度的一半 槽的位置
安装 旋紧螺丝 检查镜片
对称 镜面角 松紧度
打孔与装配步骤
打颞侧孔 装配镜腿
注意事项
打孔方向
凹透镜
装配牢固
凸透镜
避免镜面角太小
平光
无框眼镜的制作
工具 调整 确定加工基准线 制作模板 磨边 磨安全角 抛光 打孔 整形 检测
安装
半框眼镜的装配
1开槽.MTS(点击播放) 2装配.MTS(点击播放) 3装配.MTS(点击播放)
工具
打孔机 台钻 手钻
打孔设备
台钻
传统的打孔工具 钻头
玻璃 树脂
孔径1.2~1.4mm 主要构成
电机 钻头
台钻
注意事项
树脂镜片
快要打透时,减压, 防止另外一侧因压力太大出现片状瘢痕
塑料镜架装配使用工具
烘热器 螺丝刀
塑料镜架的装配工序
试装
将已经磨好尖边的镜片与塑料镜架进行比较 检查
尺寸 形状 尖边弧度 边槽吻合
塑料镜架的装配工序
修整
尺寸不相一致
镜架有可塑性,镜片比金属镜架做的稍大一些 镜片过大 尺寸过小
塑料镜架的装配工序
修整
形状不一致
称 镜片装入镜圈槽内,其边缘不能有明显缝隙松动现象 镜圈锁紧块的间隙不得大于0.5mm 镜片装入镜圈后不得有崩边现象 镜架的外观不得有钳痕,镀层剥落以及明显的擦痕 镜架符合装配眼镜有关整形的国家标准
配镜基础知识——磨边和装配

配镜基础知识——磨边和装配手工磨边(一)概述磨边工艺——把符合验光处方的毛边定配眼镜片磨成与眼镜架镜圈几何形状相同的一种加工工艺。
根据磨边加工的手段不同可分为:手工磨边和自动磨边。
手工磨边是以手工操作为主,凭经验按划线磨出镜片边缘形状的一种磨边方法。
手工磨边的特点:设备简单、加工成本低廉;但要求操作者有较高的技能,而且镜片的光心位置、柱镜轴位等不够精确。
手工磨边按操作过程可分为三道工序,模板制作工序、划钳工序、磨边工序。
(二)模板手工制作所需工具:铁笔或划针、墨水笔、剪刀、锉刀、直尺。
1、直接用原眼镜架撑片制作模板眼镜架撑片起保护镜架镜圈不变形作用。
由于撑片与镜圈几何形状相同,所以是最理想的模板材料。
操作步骤:(1)过撑片几何中心作水平线和垂直线①不卸下撑片用直尺量出两镜圈纵向最大高度的1/2处。
在一片撑片上用笔划出水平线EF。
②用直尺量出镜圈横向最大宽度的1/2处。
用笔划出垂直线GH。
③水平线与垂直线的交点O就是撑片的几何中心。
光学中心的偏移量以此为基准。
(2)确定模板的方向为了在磨边加工时分清左右眼镜片及镜片的上下,一定要在模析上确定鼻侧方向n和近眉框方向也可简单地在模板的鼻侧上方面一箭头指向鼻侧,既指明鼻侧方向又指明近眉框方向。
在模板上还应标明镜架型号、规格及品牌,便于以后相同镜架的眼镜制作。
2、无撑片的模板制作低档眼镜架有相当部分没有安装撑片,我们可用塑料权或硬纸板制作模板。
操作步骤:(1)画模板外形①把眼镜架镜腿朝上,右手稍用力按住镜圈压在塑料薄板(0.5~1mm)或硬纸板上。
②右手用铁笔或油性墨水笔在镜框里面紧贴边缘画出相似图形。
③并在纵横向1/2标记处做好记号,画出水平线与垂直线。
④确定模板的鼻侧、近眉框方向。
(2)根据玻璃刀的刀锋位置,镜架尖边槽的深度,确定模板外形尺寸。
模板外形尺寸=镜圈内缘形状尺寸+尖边槽深度+磨边加工余量-刀锋外移量。
一般情况,塑料眼镜架与金属眼镜架的尖边槽深度在0.5~1mm之间,磨边加工余量量约0.5~1mm。
镜片加工全流程作业简介
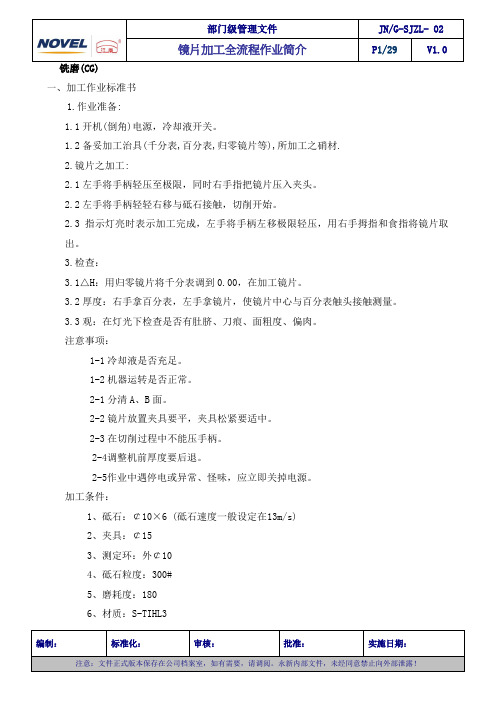
镜片加工全流程作业简介P1/29V1.0 铣磨(CG)一、加工作业标准书1.作业准备:1.1开机(倒角)电源,冷却液开关。
1.2备妥加工治具(千分表,百分表,归零镜片等),所加工之硝材.2.镜片之加工:2.1左手将手柄轻压至极限,同时右手指把镜片压入夹头。
2.2左手将手柄轻轻右移与砥石接触,切削开始。
2.3指示灯亮时表示加工完成,左手将手柄左移极限轻压,用右手拇指和食指将镜片取出。
3.检查:3.1△H:用归零镜片将千分表调到0.00,在加工镜片。
3.2厚度:右手拿百分表,左手拿镜片,使镜片中心与百分表触头接触测量。
3.3观:在灯光下检查是否有肚脐、刀痕、面粗度、偏肉。
注意事项:1-1冷却液是否充足。
1-2机器运转是否正常。
2-1分清A、B面。
2-2镜片放置夹具要平,夹具松紧要适中。
2-3在切削过程中不能压手柄。
2-4调整机前厚度要后退。
2-5作业中遇停电或异常、怪味,应立即关掉电源。
加工条件:1、砥石:¢10×6 (砥石速度一般设定在13m/s)2、夹具:¢153、测定环:外¢104、砥石粒度:300#5、磨耗度:1806、材质:S-TIHL3编制:标准化:审核:批准:实施日期:品质管理:检查项目:外观、△H(矢高差)、肉厚、倒角、有效径、偏弱。
检查重点:肚脐、刀痕、面粗度、偏肉、厚度、倒角、有效径。
工程图面(略)二、切削相关知识1、切削定义:利用车刀对玻璃毛坯表面的相对运动,从毛坯上切去多余的玻璃层,以获得所需要的形状、尺寸、表面粗糙度的加工称为切削加工。
切削量0.5-0.7mm,研削量0.1mm。
2、切削加工原理:工件轴与砥石轴必须在同一个水平面上,且夹角的正弦的大小与球面半径R近似成反比,砥石轴快速顺时针旋转,工件轴低速逆时针旋转,两个运动的轨迹的合成即形成球面。
(非球面允差0.005mm)3、角度设定:sin ∝ =DM/2(R±r)∝:砥石磨轮转动交角r: 砥石磨端面圆弧半径DM: 砥石中径R:球面半径R4、镜片加工方程式 X⒉+Y⒉+Z⒉=R⒉5、砥石选用(车刀)日本:1.4R〉DM〉¢/2国内:0.7¢/cos∝=2/3¢〈DM〈3/4¢6、砥石磨具(车刀)与磨料6.1磨具的磨料成分:金刚石C、刚玉、碳石硅、B4C6.2金刚石结构:金刚石层(含结合剂)→过滤层→砥石基体6.3结合剂分四大类,耐磨性由弱到强排序为:树脂→陶瓷→金属(铜铁硬制合金)→电镀6.4金刚石的粒度(直径大小):选择粒度一般常用150-320#7、曲率半径误差△H(根据球面方程可算得)球面形误差:∝=DM/sin(R±r)中心厚度误差±0.01mm另工作轴,砥石轴不共面0.03mm内不可以作业轴的径向跳动0.005-0.01mm不能加工8、冷却液型号、作用、喷射方法型号:水溶性、乳化液(洗净)、油性(求芯)作用:冷却、清洗、润滑、化学(溶化结合剂,使车刀保持自锐性)喷射方式:内喷、外喷、内外喷。
眼镜装配技术
眼镜装配技术配镜不同于成镜生产,它是由验光师对配镜人施行主观验光或客观验光,经综合分析判断后由验光师将测定的数据记入处方,交生产单位按配镜处方,单件进行制作具有特殊要求的眼镜。
配镜人因生理或病理的原因造成视力下降,配戴眼镜可以使视力得到矫正。
由于配镜人生理特点、视力下降程度、视力矫正方法等因素不可能相同,配镜处方是因人而异的,处方所列各项数据都不尽相同。
因此,配镜生产只能单件加工,验光处方所列项目是配镜生产必须依据的技术参数,同时也是产品验收的必检项目。
第一节配镜的一般要求一、顶焦度误差顶焦度是视力矫正镜片的重要参数,它的误差直接影响到眼镜质量及矫正视力的程度。
有的配镜人对顶焦度误差特别敏感,误差0.25D都会感到不适和视力得不到矫正。
这就是因为近视、远视或者散光的配镜人,观察物体时,成像在视网膜之前或之后,配戴眼镜之后,就使物体正好成像于视网膜之上形成清晰的影像,达到矫正视力作用。
所以当顶焦度误差超标时,就不可能成像于视网膜之上,也就达不到矫正视力的目的,配戴后还可能会产生头昏恶心、眼睛胀疼等不良反映。
二、散光轴度要求散光眼镜是用于矫正眼睛因角膜各子午方向曲率半径不一致,而造成的各子午线屈光度不一致,通过这些子午线的光线,不能交聚于同一焦点的屈光不正。
散光轴度规定了散光镜片子午线曲率半径不一致的方向。
它与配镜人角膜表面子午线曲率半径不一致的方向相反,从而补偿散光配镜人因子午线屈光度不一致而造成的各条光线不能聚焦于同一点上的屈光不正,达到矫正视力的目的。
所以散光轴度必须符合规定,否则它不仅不能起到补偿配镜人子午线屈光度的不一致,反而加剧子午线屈光度差别,降低视力。
三、瞳距、光学中心水平偏差和光学中心垂直互差等眼睛正视视轴和平行时的两瞳孔中心之间的距离称为瞳距。
光学中心水平距离是指两镜片光学中心在与镜圈几何中心连线平行方向上的距离。
光学中心水平偏差是指光学中心水平距离与瞳距的差值。
光学中心高度是光学中心与镜圈几何中心在垂直方向上的距离。
眼镜装配与维修(2)
眼镜装配质量现状
据国家质量监督局03、04年抽查结果,大 多数地区装配眼镜合格率不足70%.全国部 分中小城市、地区,不足30%.
由此可知,不计其数的小店或个体店验 配眼镜质量可想而知!
简介
眼镜装配一般操作程序
装配与镜架关系:
---------常见镜架款式设计特性
----------不同镜架加工装配特点
方法: 使用各种调校工具进行调校.
装配与镜片的关系
-----不同种类镜片特点 -----镜片加工装配特点
镜片材料装配要求
玻璃镜片:重、脆、易碎。 装配仅适用于全框架。 树脂镜片(CR-39 ) 重量轻、抗冲击性强、硬度低、易变形、比玻璃
片厚。 装配适用于各类镜架
特殊镜片的装配要求
因镜片要钻孔固定,镜片边缘要抛光处理。
钻孔孔位大小要适,过大易松、过窄易致镜 片撑破出现裂痕。
装配要左右对称、平衡。镜架使用时受力支 点主要在镜片上,故易导致镜片破裂。
装配后整形要求
装配完毕后由于镜片内应力不均的作用,镜架常常 变形,要对眼镜进行必要的整形调配,保证镜架在加 工后各部位的均衡性和对称性。
长,更有甚者,新架两边螺丝不对称,一为 “+”字,另一为“-”。
如使避免装配失误
做错、做反左右眼镜片,货不对板等? 加工装配流程如何控制装配失误?
眼镜维修
镜架、镜片常见质量问题 维修方法
镜架质量问题与维修处理
焊接点脱焊:保质期内更换;焊接, 电镀层褪色:保质期内更换;重镀色 螺丝滑牙:螺丝母加固、加粘胶 生锈:清洗、抛光
2. 镜片与镜圈的几何形状应基本相似且左右 对齐,装配后不松动,无明显隙缝,
双光镜两子镜片的几何形状应左右对称,直 径互差不得大于0.5 mm.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、调整设备:首先调整好配镜设备的备用状态(包括焦度计、开模定位仪、电脑磨边机等);
2、检查镜架:检查镜架型号、尺寸、颜色是否与购物订单的内容一致,不一致退回镜架仓库;
3、检查镜片:检查镜片色泽、表面质量、度膜颜色等是否一致,是否符合国家标准,如有问题的退回镜片仓库;
4、检测度数:将焦度计归零并精确到0.01度,把镜片放在焦度计上,镜片凹面朝下放置,测出镜片的顶焦度、散光轴向,顶焦度、轴向必须与配镜单顶焦度相一致。
分清左右眼的顶焦度,标上记号。
5、制作模板:把镜框放到扫描区内,并让其固定,按扫描键,电脑自动将镜圈扫描一圈。
如果半边架或无边架,则需取镜框上的模板,用吸胶粘住模板,使吸胶的水平线与模板的水平线相一致,再进行扫描。
后再按成型键,显示屏上即会显示所需的镜圈模板。
6、中心定位:将标识好的镜片先右后左的工作程序放入开模定位仪的定位图。
并对准镜片的中心点和轴位与图象重合。
根据镜架的尺寸与顾客的实际瞳距、瞳高来进行水平移心和垂直移心。
7、设定数据、加工布局:定好中心后,先按固定键将吸胶把镜片吸住,放入磨边机内,固定镜片(按移进键将镜片夹紧)。
按照配镜单数据设定数据,再按一下磨边机上的模型输入键,选择镜片类型、相应的材料,选择镜框类型,同时设定功能模式(抛光、倒边、开槽等功能),然后进行磨片。
8、电脑自动磨边:检查所有输入的数据和设定的加工布局,一切无误后进行电脑自动磨边,磨边顺序按照先右后左进行加工。
9、镜片的安装:电脑磨边程序进行完毕,自动停止。
配镜师先用左手拿住镜片,再用右手按移出键,使镜片安全脱离电脑。
把眼镜圈的螺丝松开,把镜片平放于镜圈内,若太大则进行二次加工,如镜片刚好与镜圈吻合则进行安装。
如为无边架再用钻孔机进行钻孔。
磨好的镜片装入镜框不能太松也不能太紧,太松容易脱落,太紧则镜片将产生内应力,轻轻挤压时容易碎裂甚至自动爆裂。
10、调整眼镜:按照装配眼镜的国家标准进行调整眼镜,同时根据顾客特殊的需求进行特殊的调整,使顾客配戴舒适。
11、送往检测:检测部门根据顾客的订单资料和加工师做好的眼镜进行检测,检测眼镜是否符合装配眼镜的国家标准。
如有不符合则进行返工重做。
配镜师装配每一副眼镜,严把质量关,使配镜达到装配精确、校配舒适、服务优良三个目的及要求,三者缺一不可。
加工前先检查镜片包装,核对镜片品种、顶焦度是否与处方单相符:
(2)仔细检查镜片表面,是否有瑕疵,发现问题及时与仓库更换,不得销售给顾客;
以上瑕疵品包括:
A、左右眼镜片色泽不一致或膜层颜色不一致;
B、镜片表面有划伤,并且加工后无法避免
C、镜片内有气泡且无法避免;
D、镜片上商标过深或过于靠近中心无法避免
E、镜片膜层有脱落现象
(3)检查镜片顶焦度是否与处方单相符,并符合国际规定;
(4)发现不合格镜片可与仓库更换,否则责任由加工人员自负;
(5)在顶焦度准确的镜片上打上中心点,注意中心点不宜过大;
(6)标注左右镜片,并标出隐形商标位置;
(7)将检查完毕、标注好的镜片放入盒,待用;
(8)检查被加工的镜架是否与处方单相符,包括品牌、型号与颜色;
(9)检查镜架是否存在明显质量问题。
2、磨片
(1)扫描及数据输入(注意不同镜片,镜架的缩放值)。
(2)先右后左依次加工镜片;
(3)先将右眼镜片中心校对,因镜架过大,无法将瞳距作准时,应向销售说明,由销售员判断;
(4)镜片对中心时注意镜片标记位置。
对非隐形标记应尽量放在颞侧边缘;
(5)磨片过程中注意镜片是否恰好全部在砂轮上滚动,是否有滑入边槽现象;
留意镜片磨片进程,同时可以进行左眼镜片对中心;
(6)右眼镜片磨片完成后,取出倒边;
(7)测试镜片大小是否适应镜架,必要时做适当调整;
(8)装框后,按以上步骤磨左眼镜片;
(9)对需要抛光的镜片抛光(或打眼、开槽);
(10)左右眼均装框完成,清洗擦拭整副眼镜;
3、检验
(1)不合格品的原因有以下几种;
A、加工结果与定单不符;
B、镜片表面有损伤;
C、左右眼镜顶焦度不准或散光轴位不准;
D、镜片车大,镜架装头螺丝未完全吻合;
E、镜片车小,镜片易从架中脱出;
F、镜片崩边。
(2)检验发现不合格品,必须返工;
(3)镜片返工前先填写报废单,写明报废原因;
(4)凭报废单定报废片向仓库申领新镜片;
(5)重新加工镜片仍严格参照有关规定;
(6)全部过程完成后,加工人员在配镜单加工栏盖上工号章。
4、校配
(1)加工完成后眼镜必须初步校配合适,符合以下标准,方可交由营业员转交顾客;
A、左右镜圈水平面平行;
B、镜圈与镜腿倾斜度符合要求并对称;
C、镜腿高低、张开角度平行对称;
D、左右鼻垫对称。
5、取镜
A、取镜工作可由销售员完成,必要时加工人员应协助校配;。